3D-Druck von Kronen- und Brückenmodellen mit Formlabs 3D-Druckern
Model Resin ist ein hochpräzises Material, das speziell für die Anfertigung zahntechnischer Kronen- und Brückenmodelle formuliert wurde. Erfahren wie Sie erfolgreiche Modelle auf Formlabs Desktop Stereolithografie 3D-Druckern drucken. Befolgen Sie den empfohlenen Arbeitsablauf, um präzise und genaue Ergebnisse zu erhalten.

Inhaltsverzeichnis




3D-Druck von Kronen- und Brückenmodellen
Möchten Sie diesen Leitfaden speichern, drucken oder mit Kollegen teilen? Laden Sie ihn als PDF herunter.
Grundausstattung
Von Formlabs hergestellt:
- Form 2, Form 3 oder Form 3B SLA 3D-Drucker
- Model Resin
- PreForm Software (kostenlos)
- Finish Kit oder Form Wash
- Form Cure
Von Drittanbietern:
- Dentaldesignsoftware (CAD)
- Intraoral- oder optischer Desktopscanner
- Alternative Nachhärtungskammer
1. Scannen
Für den 3D-Druck eines Modells müssen die anatomischen Daten des Patientengebisses mit einem Scanner erfasst werden. Scannen Sie dazu das Patientengebiss entweder direkt mit einem Intraoralscanner oder unter Zuhilfenahme eines optischen Desktopscanners zur Erfassung eines Abdrucks aus Polyvinylsiloxan (PVS) oder eines Steinmodells.

2. Design
Damit die Scandaten in Form eines Modells gedruckt werden können, müssen sie von einer CAD-Dentalsoftware verarbeitet werden. Wählen Sie eine Software mit einem Modul zur Modellerstellung, das den offenen Export im STL-Format unterstützt.
Detaillierte Informationen zu den Designschritten erhalten Sie beim Softwarehersteller oder -vertriebspartner. Einige wichtige Schritte, die beim 3D-Druck zu berücksichtigen sind:
2.1 Import von Scans
Importieren Sie den Scan zunächst in Ihre Software.
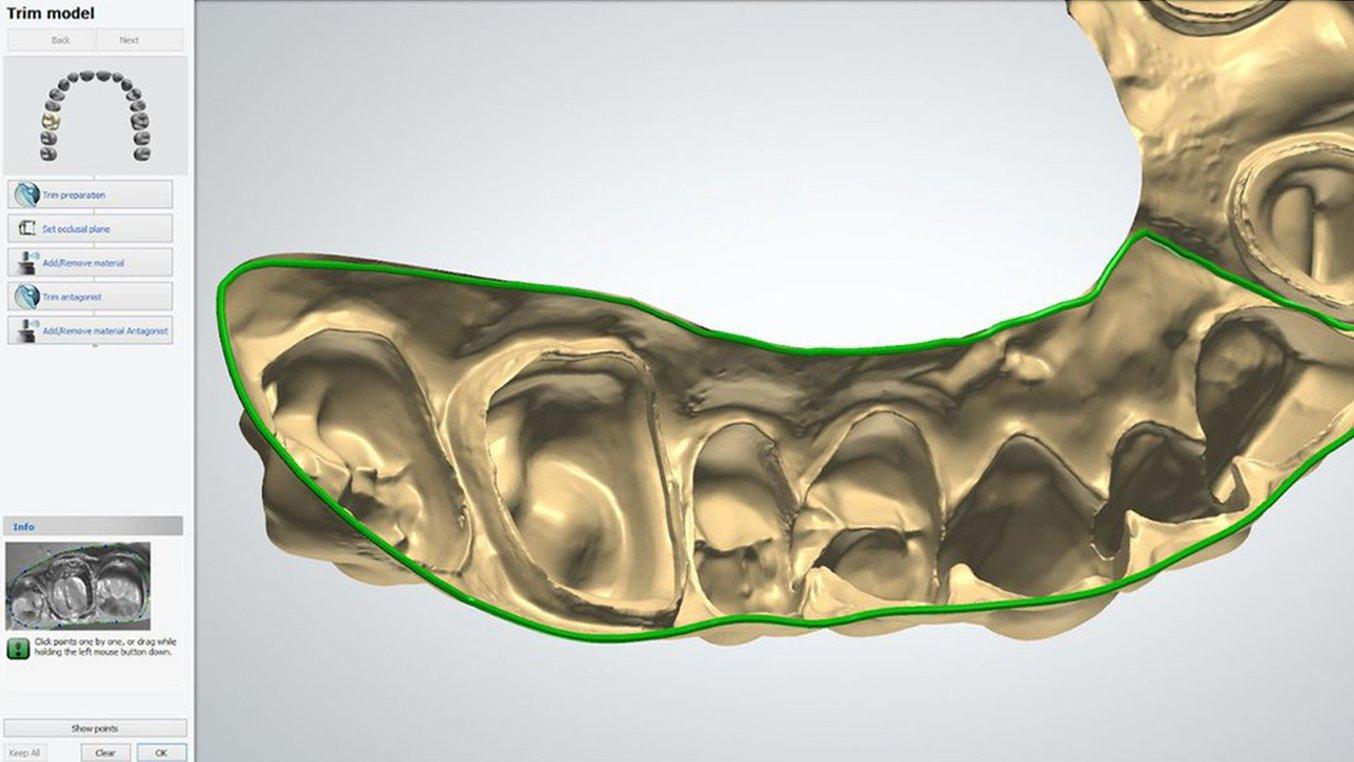
2.2 Scans trimmen – sowohl die Präparation als auch den Antagonisten
Entfernen Sie mit Linienmarkierungs- oder Bereichsselektionswerkzeugen fehlerhafte Scandaten und wählen Sie nur den zu druckenden Teil des Gebisses aus.
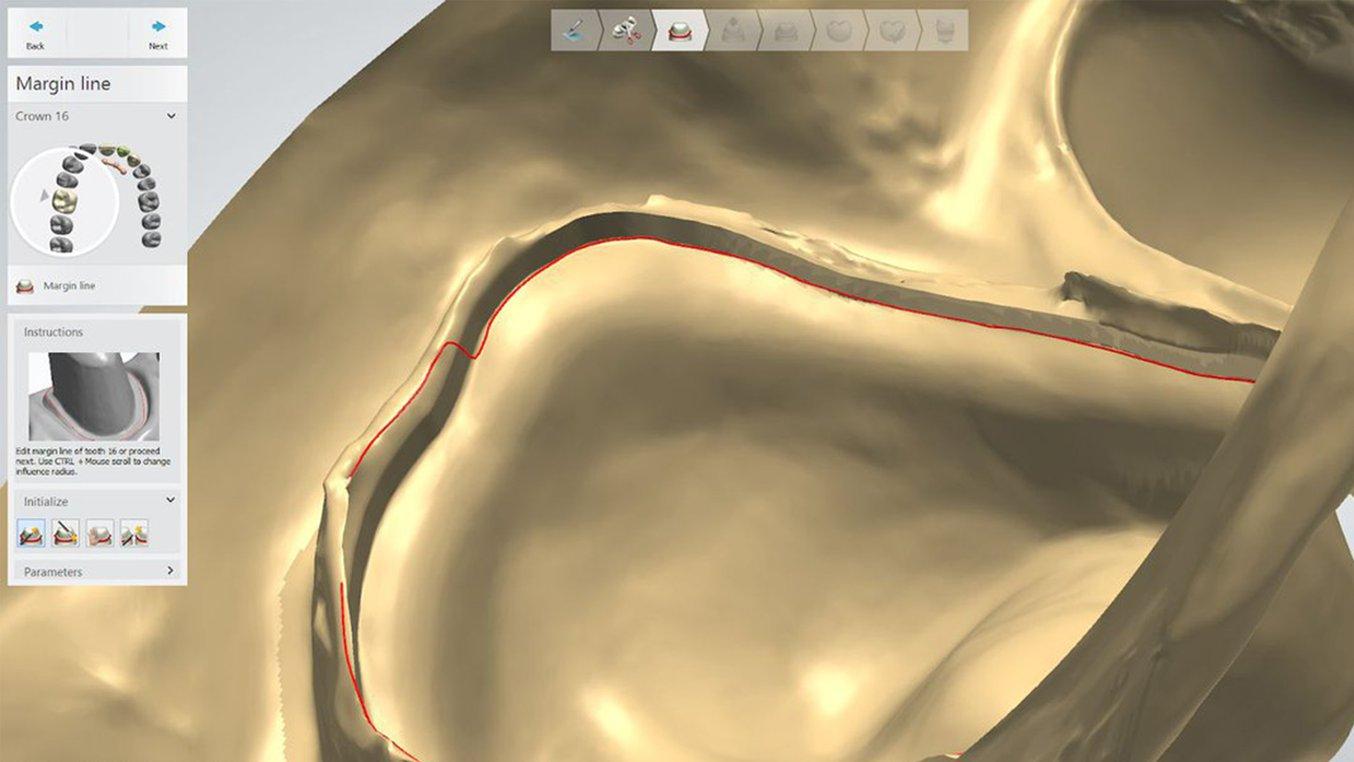
2.3 Den Scan segmentieren und Kronenränder markieren
Wählen Sie jeden Zahn aus, für den ein Stumpf erstellt werden soll. Nehmen Sie durch sorgfältige Bearbeitung der Kronenränder eine möglichst genaue Markierung vor. Überprüfen Sie die Einschubrichtung für jeden Stumpf.
2.4 Stümpfe erzeugen
Stümpfe werden abhängig von den Benutzereinstellungen zu Modell und Stumpf automatisch erzeugt.
Anmerkung: Diese Stumpf- und Modelleinstellungen beeinflussen Sitz und Druckqualität der Stümpfe. Informationen zu optimalen Stumpf- und Modelleinstellungen sowie zum Download importierbarer Voreinstellungen erhalten Sie in unserem detaillierten Dental Model Supportartikel.
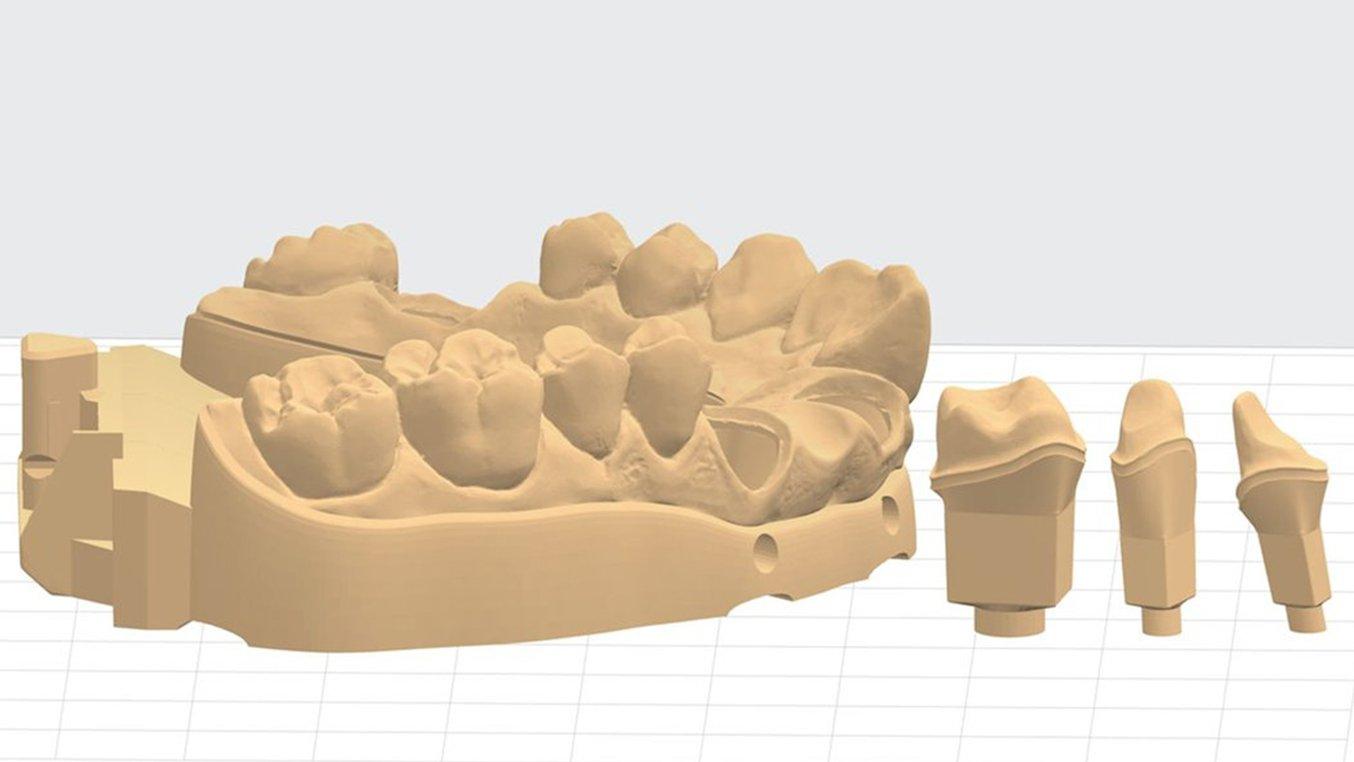
Optional: Unsegmentierte Modelle mit separat gedruckten Stümpfen.
Als Alternative zum Druck von Modellen mit herausnehmbaren Stümpfen können Sie ein unsegmentiertes Modell für den Gesamtdruck generieren sowie einen separaten Stumpf für den Einzeldruck. Generieren Sie dazu die STL-Datei eines unsegmentierten Modells sowie gesonderte STL-Dateien für jeden zu druckenden Stumpf.
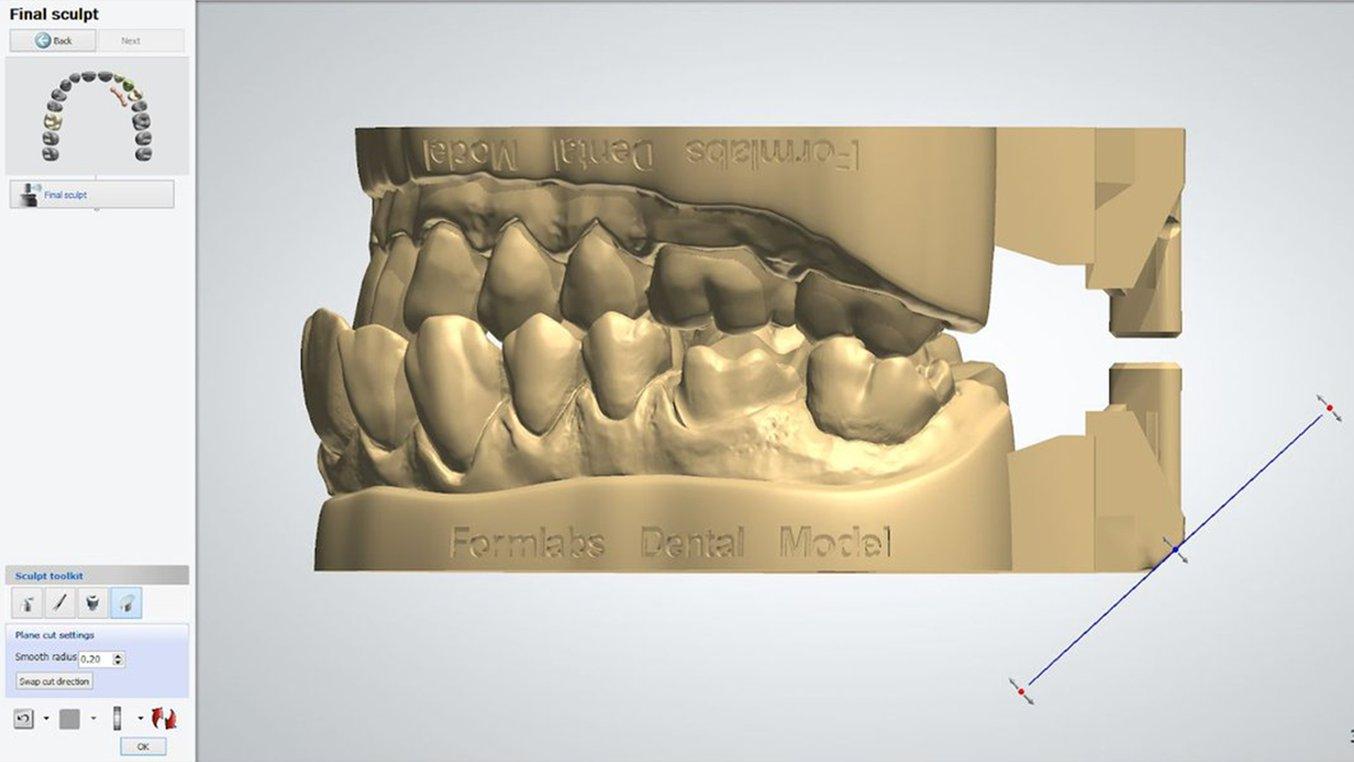
2.5 Modellerzeugung und abschließendes Modellieren
Lassen Sie das Modell entweder mit Hohl- oder Festkörpermodelleinstellungen automatisch generieren. Das abschließende Modellieren ist optional; nehmen Sie zum einfacheren Entfernen mit einem „plane-cut tool“ (Schnittebenen-Werkzeug) eine Kantenschrägung an einem Ende des Modells vor.
2.6 Export
Legen Sie ein digitales Modell der Bohrschablone in einem STL- oder OBJ-Dateiformat an.
3. Drucken
3.1 Auswahl des Materials
Öffnen Sie PreForm. Wählen Sie „Model“ (Modell) sowie die gewünschte Schichtdicke aus dem Materialmenü aus. Die Schichtdicke von 0,05 mm ist zu empfehlen, da sie einen klinisch relevanten Genauigkeitsgrad erzielt und der Druckvorgang doppelt so schnell abläuft wie bei einer Einstellung von 0,025 mm.
3.2 Modelldateien in PreForm importieren
Importieren Sie die STL- oder OBJ-Datei in PreForm.
3.3 Teile ausrichten (Stützstrukturen optional)
Drucken Sie Teile unmittelbar auf der Konstruktionsplattform, um den Druckvorgang zu beschleunigen und Kunstharz zu sparen. Sowohl Hohl- als auch Festkörpermodelle können direkt auf der Konstruktionsplattform gedruckt werden. Um die flachen Grundflächen an die Konstruktionsplattform anzudocken,verwenden Sie die Funktion „Select Base...“ (Basis auswählen) im Menü „Orientation“ (Ausrichtung).
Es kann auf Stützstrukturen gedruckt werden und dies wird empfohlen, wenn die Stümpfe geringe Stiftdurchmesser aufweisen (weniger als 3 mm).
Wenn Sie mit Stützstrukturen drucken, stellen Sie sicher, dass:
1. Stützstrukturen nur die Basisstifte am Stumpf berühren
2. und nicht die Innenseite der Stumpfsockel an den Bögen.

3.4 Hochladen des Drucks
3.5 Vorbereitung von Drucker und Kunstharz
Setzen Sie einen Harztank, die Harzkartusche und eine Konstruktionsplattform in den Drucker ein. Schütteln Sie die Harzkartusche vor dem Einsetzen gründlich und drehen Sie sie mehrmals. Verwenden Sie einen eigenen Harztank und eine eigene Konstruktionsplattform für Model Resin, um eine Farbkontamination zu verhindern.
3.6 Druck
4. Vorbereitung
4.1 Druckteile von der Konstruktionsplattform entfernen
Wenn Sie eine Kantenschrägung zu den Modellen hinzugefügt haben, entfernen Sie die Modelle mit dem Ablösewerkzeug. Verwenden Sie bei Teilen ohne Kantenschrägung Seitenschneider zum leichteren Entfernen. Schieben Sie den Seitenschneider unter die Kante eines Modells und drücken und drehen Sie den Griff dabei vorsichtig, um das Druckteil abzuhebeln. Um Stümpfe zu entfernen, schieben Sie den beigelegten Metallspachtel über die Konstruktionsplattform.

4.2 Waschen der Druckteile
Spülen Sie die Teile in Isopropylalkohol (IPA, mindestens 90 %, 99 % empfohlen), um alle ungehärteten Kunstharzreste zu entfernen. Verwenden Sie zwei Form Wash Geräte, um die besten Ergebnisse zu erzielen. Waschen Sie die Teile zunächst 10 Minuten lang und anschließend 5 Minuten lang in saubererem IPA. Verwenden Sie alternativ einen Form Wash 15 bis 20 Minuten lang und spülen Sie die Teile anschließend 2 Minuten lang in sauberem IPA. Wenn Sie das manuelle Finish Kit verwenden, spülen Sie die Druckteile nacheinander jeweils 10 Minuten lang in zwei Behältern mit IPA.
Lassen Sie Druckteile vollständig an der Luft trocknen oder verwenden Sie einen Druckluftschlauch, um IPA von Oberflächen abzublasen. Überprüfen Sie Druckteile sorgfältig, um sicherzustellen, dass alles ungehärtete Harz entfernt wurde.

4.3 Teile aushärten
Setzen Sie die Teile zum Nachhärten Licht und Wärme aus, um optimale mechanische Eigenschaften, Genauigkeit und Präzision zu erreichen. Die Nachhärtungszeit ist abhängig von der Lichtintensität und der internen Temperatur des Nachhärtungsgeräts. Wenn Sie den Form Cure verwenden, der 405-nm-Licht einsetzt (dieselbe Wellenlänge wie die Laser der Formlabs 3D-Drucker), empfehlen wir eine Anwendung von 60 Minuten bei 60 °C.
4.4 Entfernen der Stützstrukturen und/oder anderer Artefakte
Wenn Teile auf Stützstrukturen gedruckt wurden, entfernen Sie diese mit Seitenschneidern oder mit einem rotierenden Handstück. Beim Drucken der Stümpfe direkt auf der Konstruktionsplattform kann es zu kleinen randähnlichen Merkmalen an den Stiftbasen kommen. Wenn diese stark sichtbar sind, schleifen Sie sie mit einer Feile oder einem rotierenden Handstück ab.
4.5 Montage zur Fertigstellung
Setzen Sie die Stümpfe abschließend in die Modelle ein.

5. Wartung des Harztanks
Beim Drucken ruft der Laser weiße Trübungen auf der Oberfläche der Silikonschicht das Harztanks hervor. Schließlich wird die Tanktrübung so stark, dass sie die Genauigkeit beeinträchtigt. Tests haben ergeben, dass Trübung die Genauigkeit von Kronen- und Brückenmodellen nach einem Liter Kunstharz beeinträchtigt. Überprüfen Sie die Tanktrübung und tauschen Sie die Harztanks mit jeder Kartusche aus oder wenn die Qualität der Teile abnimmt.
Detaillierte Anweisungen zur Fehlerbehebung oder Antworten auf Fragen erhalten Sie hier oder beim Formlabs Kundenservice.