立体光固化 (Stereolithography, SLA) 3D 打印技术可通过一系列先进材料,生产具有精细特征、光滑表面、高精度、各向同性的水密原型及成品部件,因而广受欢迎。
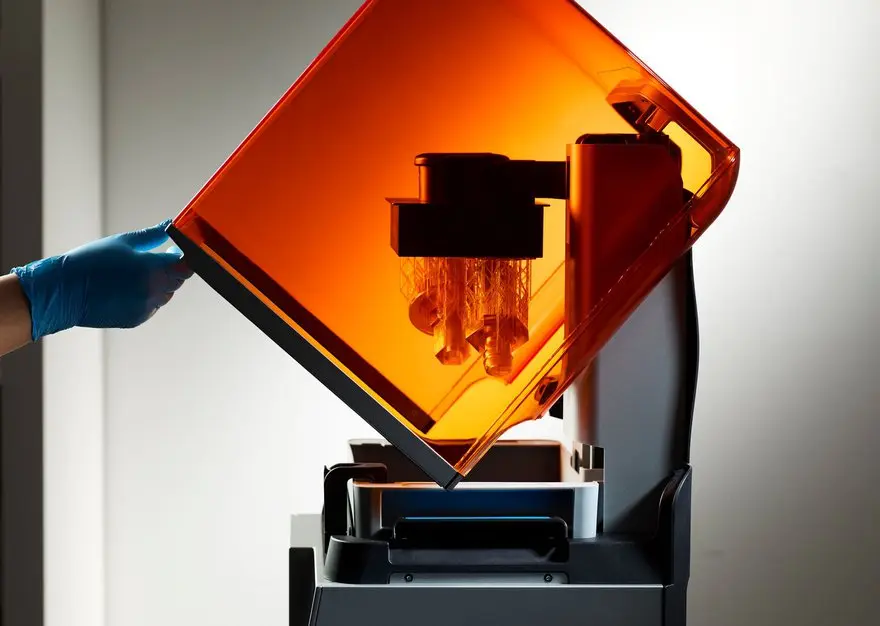
然而,打印完成的部件并不完美:通常需要后处理。每个部件都需要快速清洗,而许多材料则需要经历一段短暂的后固化过程。Formlabs 的 Form Wash 和 Form Cure 以及大幅面 Form Wash L 和 Form Cure L 等后处理设备可用于简化这两个步骤。
此外,一些部件还可以通过打磨、涂层、电镀或介质喷砂等其他步骤进行处理。这些后处理方法可以实现多种效果,例如通过紫外线防护使部件更适合户外应用,或通过电镀金属或 Cerakote 等陶瓷溶液来提高部件的机械强度。
在本指南中,我们将介绍您需要了解的各种 3D 打印后处理方法,以及如何为您的应用选择正确的工艺。

桌面级立体光固化 (SLA) 3D 打印介绍
Looking for a 3D printer to realize your 3D models in high resolution? Download our white paper to learn how SLA printing works and why it's the most popular 3D printing process for creating models with incredible details.
SLA 后处理基础知识
清洗
任何 SLA 后处理工作流程的基本步骤都是使用酒精或乙醚清洗部件,以去除表面多余的树脂。这一清洗步骤可以通过将部件浸泡在溶液中手动完成,也可以使用自动化机器,在预先设定的时间内搅拌液体。最简单有效的清洗工作流程详述如下。此步骤可为喷漆、染色、平滑或抛光等二次加工做好准备。
清洗树脂 3D 打印部件的提示:
- Formlabs 建议使用异丙醇 (IPA) 或三丙二醇单甲醚 (TPM) 清洗 SLA 部件。大多数用户发现 IPA 对清洗部件更有效。
- Form Wash 和 Form Wash L 可以自动搅拌液体,从而有效清洗部件,即使是具有通道、凹入特征或表面纹理的部件也不在话下。如果选择手动溶液清洗,可自行搅拌液体以达到相同效果。在制造具有窄通道(例如微流体)的设计时,可能需要使用注射器来清洁通道内部树脂,防止树脂固化并阻塞通道。
- 某些部件可能需要在 IPA 或 TPM 中清洗两次才能彻底洁净。许多产量较高的打印站都配有“洁净”清洗和“非洁净”清洗选项,以提高这一步骤的效率。所有部件都要先在“非洁净”清洗中进行冲洗(可以是人工浸泡溶液),然后再用更纯净的 IPA 进行更彻底的清洗(这种“洁净”清洗过程通常使用 Form Wash 或 Form Wash L)。
- Formlabs 建议 Formlabs 桌面级打印机搭配使用 Form Wash,大幅面 SLA 打印机搭配使用 Form Wash L,以自动清洗和漂洗打印部件。
- 某些材料可以一起清洗,而有些材料则应单独清洗,这样做是为了避免溶解在异丙醇中的任何颗粒对其他材料的颜色、光洁度或性能造成影响。下表详细说明了为获得最佳效果并根据生物相容性指南可以一同清洗的树脂。
| 浅色 | 深色 | 生物相容性 | 其他(单独清洗) |
|---|---|---|---|
| Clear Resin、White Resin、Rigid 4000 Resin、Rigid 10K Resin、Durable Resin、Elastic 50A Resin、Flexible 80A Resin、High Temp Resin | Black Resin、Grey Resin、Grey Pro Resin、Draft Resin、Model Resin、Tough 2000 Resin、Tough 1500 Resin、Flame Retardant Resin | Biomed White Resin、BioMed Black Resin、BioMed Clear Resin、BioMed Amber Resin、BioMed Durable Resin、BioMed Elastic 50A Resin、BioMed Flex 80A Resin、Surgical Guide Resin、Dental LT Clear Resin、Dental LT Comfort Resin、Custom Tray Resin、IBT Flex Resin、Temporary CB Resin、Permanent Crown Resin、Premium Teeth Resin、Denture Teeth Resin、Denture Base Resin | ESD Resin、Color Kit、Castable Wax Resin、Castable Wax 40 Resin、Silicone 40A Resin*、Alumina 4N Resin** |
*Silicone 40A Resin(硅胶 40A 树脂)必须在 80% 的异丙醇和 20% 的醋酸正丁酯混合液中清洗。如果使用 Form Wash,则在清洗桶中加入一瓶 2L 的醋酸正丁酯,然后注入 IPA 至最高刻度。**Alumina 4N Resin(氧化铝 4N 树脂)需要单独清洗。请勿使 Alumina 4N Resin 部件与水或 IPA 接触,否则会导致部件开裂。仅能使用 Ceramic Wash Solution(陶瓷清洗溶剂)清洗 Alumina 4N Resin。
固化
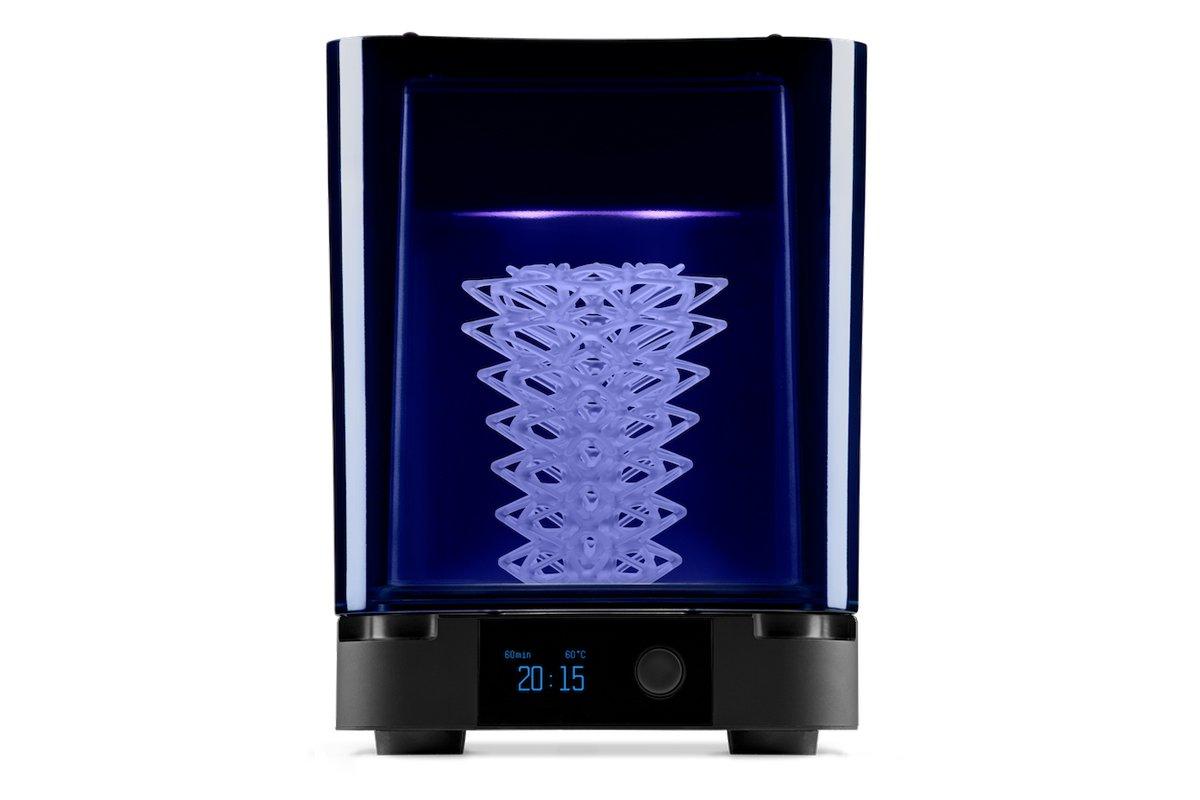
当 SLA 部件完成打印时,聚合反应可能尚未完成。这意味着部件并未达到其最终材料特性,并且可能无法按预期发挥作用,尤其是承受压力的坚韧部件。使打印部件接受光线照射和加热的过程称为后固化,将有助于固化其材料特性。
固化树脂 3D 打印部件的提示:
- 后固化是标准树脂的可选项。Rigid 10K Resin 等其他树脂类型则需要进行后固化处理以实现其最佳机械性能。
- 生物相容性材料必须进行后固化,才能达到监管机构制定的安全标准。
- 每种材料都应经历特定时间的固化过程。在此处查看每种树脂的固化时间。
Formlabs 提供两种后固化解决方案,分别为适用于桌面级 SLA 3D 打印机的 Form Cure 和适用于大幅面 SLA 3D 打印机的 Form Cure L,旨在快速一致地对使用 Formlabs 树脂打印的部件进行后固化。Form Cure 和 Form Cure L 可以利用精准波长的光照,以不同的温度和时长对 SLA 3D 打印部件进行后固化。
打磨、磨光和抛光
打磨 3D 打印部件通常是平滑边缘、消除瑕疵并去除任何残留支撑标记的最佳方法。手工打磨对简单的形状最有效,但打磨具有深裂缝和内部支撑的复杂物体可能会很困难或几乎不可能。在这些情况下,介质喷砂处理或抛光可能是更有效的解决方案。
打磨 SLA 部件的最佳方法是从低粒度砂纸开始,随着时间的推移逐渐过渡到更细的粒度。例如,可以使用 3000 粒度的砂纸将 SLA 3D 打印部件打磨至光滑、有光泽的表面效果。逐渐增加粒度来抛光和平滑部件,直到达到所需的纹理。在大约 12000 粒度时,部件表面就会反光。如果遇到问题,在水流下或湿砂纸上打磨部件有时会有助于在坚硬部件上形成光滑的表面。
与使用其他 3D 打印工艺(如熔融沉积成型 (Fused Deposition Modeling, FDM))打印的部件相比,从构建平台上取下后,SLA 部件的层线明显更少。通常,树脂打印机打印的部件层线并不明显。这意味着 FDM 打印件通常需要进行更多打磨才能获得光滑表面。也就是说,如果您需要玻璃般光滑的饰面,SLA 确实需要打磨以完全去除任何层线,尤其是在球形部件上。慢慢增加砂纸粒度可以帮助您消除 SLA 部件的任何层线或将其减少到微乎其微的水平。
打磨 3D 打印部件的最常见原因是去除支撑标记。随着您对 3D 打印越来越熟悉,在打印准备过程中,花费更多时间来调整 3D 打印件的角度以去除或减少打印重要部分的支撑并非徒劳。例如,如果您要打印半身像或模型,通常可以调整部件角度,使模型面不需要支撑。这将使打磨过程更容易。
在打磨效果满意后,就可以使用基本超细纤维布去除打印件表面留下的任何细微瑕疵和砂纸粉末。
如果在单个部件上进行大量打磨,我们发现在清洗后用矿物油摩擦部件可以获得超光滑的表面光洁度。与大多数技术一样,根据部件几何形状,矿物油可能会也可能不会为您的打印带来显著好处;您可能需要尝试打磨多个部件,才能找到完美的表面处理技术。
对于注重精确、优质 SLA 部件的用户,Formlabs 精心打造的产品套件 Finishing Tools 可以简化 SLA 后处理工作流程,帮助用户实现出色的表面光洁度、完美平滑平面和边缘并提升部件外观效果,同时降低人工操作时间和单件成本。
先进 SLA 后处理解决方案概览
平滑、涂层和上色工艺可用于为 SLA 3D 打印部件增添机械优势并优化外观。每种工艺各有利弊,并能在不同程度上影响不同的材料性能。在考虑这些工作流程时,无论是将设备和技能引入内部还是将其外包,都应考虑相应的资本成本和所需技能。
下方表格针对 SLA 3D 打印部件,总结了各种先进后处理技术的入门门槛和可能效果。
| 方法 | 入门门槛(成本和技能) | 机械性能 | 抗紫外线 | 耐化学腐蚀性 | 表面硬度 | 颜色 | 导电性 |
|---|---|---|---|---|---|---|---|
| 介质喷砂处理 | 低 | ✔ | |||||
| 用染色树脂打印 | 低 | ✔ | |||||
| 打印后染色 | 低 | ✔ | |||||
| 喷漆 | 低 | ✔ | ✔ | ||||
| 陶瓷涂层 | 高 | ✔ | ✔ | ✔ | ✔ | ✔ | |
| 电镀 | 高 | ✔ | ✔ | ✔ | ✔ | ✔ |
可以依次进行这些步骤以实现多种性能。在本篇文章中,我们将分别讨论每种方法。如果您对叠加使用后处理技术以实现特定结果感兴趣,请联系我们的团队,与专家交流并针对您的用例获取咨询服务。

介质喷砂处理
对于某些树脂,介质喷砂处理有助于平滑表面,甚至改善机械性能。在对介质喷砂处理前后的 Rigid 10K Resin 部件进行的测试中,材料的断裂伸长率提高了 70%,极限拉伸强度提高了 35%,冲击强度提高了 180%。
手动介质喷砂解决方案已推出多年,适用于小批量应用或每周需要对大型部件进行一到两次喷砂处理的情况。手动介质喷砂机价格低廉,不需要复杂的基础设施。
对于大批量生产,Formlabs 的 Fuse Blast 是市场上首款经济实惠的自动介质喷砂解决方案。它旨在完善 Fuse 系列选择性激光烧结 (Selective Laser Sintering, SLS) 3D 打印生态圈,但也可用作 SLA 部件的介质喷砂机。

罗德岛大学水下机器人和成像实验室 (URIL) 对介质喷砂处理在提高外壳抗水压能力方面进行了测试。

树脂 3D 打印部件的上色选择
用染色树脂打印

使用 Clear Resin 混合酒精墨水打印的解剖模型。
此过程需要使用 1L Clear Resin 并通常使用酒精墨水进行染色,以创建自定义颜色。然后可以将改良后的 Clear Resin 放入 Formlabs 3D 打印机中使用,将以您创建的新自定义颜色打印部件。酒精墨水可以完全溶解在 Clear Resin 中,是一种理想的着色剂,将为您的整个打印提供一致的色彩。如果您要使用染色树脂为 3D 打印部件上色,请注意,您需要针对这些部件使用单独的清洗液,因为有色树脂会溶解在清洗溶液中。标记您的清洗溶液,以跟踪使用的染料类型,以确保您不会意外在含有深色染料的水中清洗 White Resin 部件。
使用 Color Kit 打印
Color Kit 是 Formlabs 提供的标准集成颜色混合包。Color Kit 可实现多种颜色的 3D 打印,而无需手动表面处理和喷漆。
如需查看 Color Kit 的实际效果,可了解精品合成器制造商 birdkids 如何使用各种材料(包括 Color Kit)进行 3D 打印开发新产品,以制作新产品的调色板原型。

birdkids 团队使用 Color Kit 制造多种颜色的原型,如“桃红色”变体。
打印后染色
如果您不想混合整批染色材料,但仍想染色部件,您可以在打印后使用染料。轻松地将所需的区域浸入不同的染料溶液中,以获得多色部件。
某些树脂比其他树脂更容易染色,例如 Clear Resin 和 Elastic Resin。我们建议配置一种酒精和染料溶液并将您的 3D 打印部件与支撑结构一起浸泡在溶液中。如需了解更多关于 SLA 部件染色的信息,请下载我们的白皮书。
用丙烯酸涂装

熟练的油漆匠可以借助丙烯酸使 3D 打印部件栩栩如生。
对于具有精密细节的复杂模型,只能使用油漆来添加一些颜色。尽管此过程可能很耗时,并且结果取决于您的涂装能力,但它确实为用户提供了更多的艺术可能性。由于涂装前,部件已经完成了清洗和固化,因此这种工作流程也不需要专门的 IPA 清洗溶液。
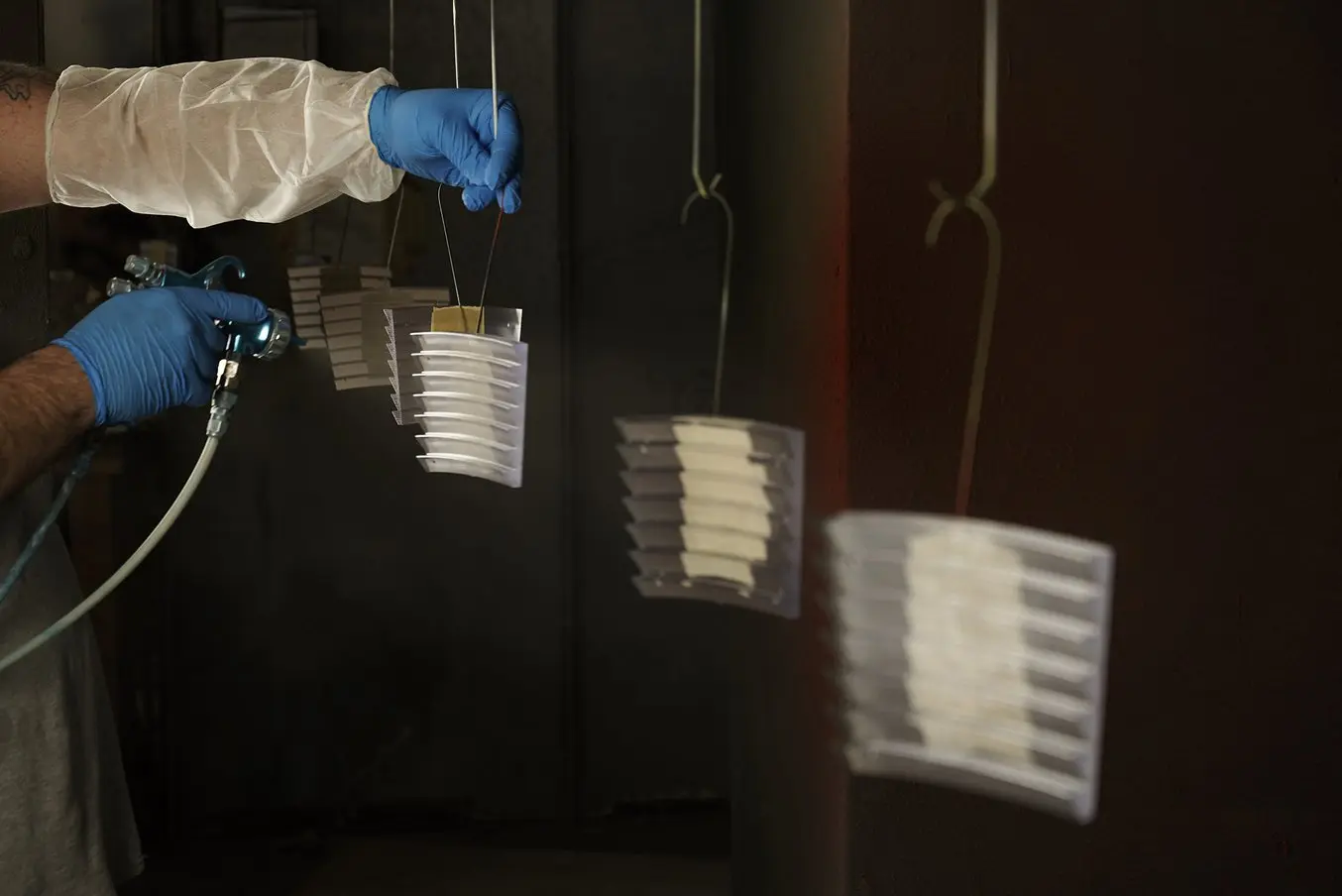
喷漆
喷漆可产生光滑的表面和深色渐变,尤其适用于大型或平面打印件。经验丰富的用户可以快速对 SLA 3D 打印部件进行喷漆。喷漆的最佳技术是使用多道薄涂层,最好是一次完成。喷涂式底漆是为打印部件上色的最佳方式,因为其能快速覆盖表面并形成均匀涂层。我们建议您阅读深入指南,逐步了解为 3D 打印部件喷漆的最佳做法。
树脂 3D 打印部件的涂层选择
液态聚合物
Formlabs 和 Aranda/Lasch 团队与一家汽车喷漆店合作,为安装在时代广场上的“心灵之窗”透镜的每片镜片喷涂 Lesonal Universal Clear 清漆。
市面上有多种液态聚合物涂层,可提供不同程度的平滑度和耐化学腐蚀性能。这些涂层可能是透明、着色或不透明的;可以通过浸渍、刷涂或喷涂方式施用;可能基于不同的化学成分,如环氧树脂、漆树液和聚氨酯。通常,透明的喷涂涂层可以使部件具有最闪亮的表面效果。
只有在仔细打磨部件后,才能使用喷涂涂层。在对 3D 打印部件进行涂层处理时,建议跳过 Clear Resin 的固化过程,因为它有时会导致部件变黄。如果您为部件添加涂层仅是为了美观性,那么就不需要进行固化以发挥其机械性能。在使用 IPA 和水进行清洗后,应风干部件,而无需固化。完全干燥后,在无尘环境中喷涂两到三层清漆。
陶瓷涂层

这些样品均使用 Grey Pro Resin 在 Form 3+ 中打印制成,并经过 Cerakote 工艺处理,不仅提高了表面光洁度,还增强了强度、耐久性、抗紫外线性、耐化学腐蚀性和耐热性。
陶瓷涂层可为各种材料增添性能和外观优势。陶瓷涂层部件固有的耐化学腐蚀性和耐高温性使其成为了各行各业的理想选择;例如在汽车和航空航天应用中,此类部件可以耐受极端环境;在消费品行业中,此类部件可以满足其对卓越表面性能的需求。
Cerakote 是由 NIC Industries 开发的一种高性能轻薄陶瓷涂层,具有众多机械和外观优势。如需了解有关 SLA 部件 Cerakote 处理的更多信息,请下载我们的白皮书或观看 Cerakote 制造商 NIC Industries 的网络研讨会。

Ceramic Coating for SLA 3D Printed Parts with Cerakote
Learn how to do ceramic coating to create aesthetically and functionally enhanced end-use SLA 3D printed parts with an easy, scalable Cerakote workflow.

Cerakote 完整指南:SLA 和 SLS 3D 打印部件的 Cerakote 陶瓷涂层
本白皮书将介绍如何通过 Cerakote 工艺为立体光固化 (SLA) 和选择性激光烧结 (SLS) 3D 打印部件添加涂层。
电镀
电镀是一种电化学过程,其中金属离子沉积在部件表面的薄层中。电镀表面显著强化了底层部件并提高了材料对磨损、紫外线照射和腐蚀的抵抗力。这非常适合成品部件,并且是金属 3D 打印的经济替代之选。

电镀轮毂盖不仅外观和触感与金属相似,其电镀表面还显著增强了其底层部件并提高了材料对磨损、紫外线照射和腐蚀的抵抗力。
大众汽车在 Formlabs 桌面级 SLA 3D 打印机中使用 Clear Resin 打印了概念车的轮毂盖,然后用 0.004 英寸厚的镍层对其进行电镀。得到的部件外观和触感均类似于金属,还可以随着设计的发展而快速生产,且几何约束最小。
Elliptika 公司是最先进的定制滤波器和天线的设计商,其产品用于汽车、国防、医疗和教育行业的研发,该公司使用 3D 打印和电镀技术制造高性能天线,将成本和周转时间降低了 90% 以上。如需了解有关电镀的更多信息,请下载完整的白皮书。

实现金属强度:SLA 部件的电镀策略和用例
请继续阅读下文,了解工程师如何将金属添加到树脂 3D 打印件,以及为何混合金属部件具备令人惊叹的应用特性,包括(但不限于)出色的最终使用强度和耐用性。