后处理技术可以改变 SLS 3D 打印部件的外观、质地和性能。
选择性激光烧结 (Selective Laser Sintering, SLS) 3D 打印是一种久经考验的制造技术,可使用多种高性能材料,在与先进的后处理方法结合使用后,这些材料的性能和外观可以进一步提高。
阅读本指南,了解 SLS 3D 打印部件的后处理基础知识以及对打印件进行平滑、涂层和上色处理的先进方法。

SLS 后处理基础知识
与其他基于粉末的增材制造技术相似,在打印结束后,必须清理掉 SLS 部件上多余的粉末。在部件打印完成并从 3D 打印机中取出后,需要进行以下三个核心步骤:部件提取、粉末回收和介质喷砂。
本节将介绍 Fuse 系列 SLS 3D 打印机、Fuse Sift 粉末回收站以及 Fuse Blast 介质喷砂站。

第 1 步:部件提取
在开始后处理之前,需要冷却 SLS 打印件,例如在一次充分打包的 Fuse 1+ 30W 成型中,冷却过程可能会花费多达一半的打印时间。Fuse 系列打印机配有触摸屏,其中会显示建议的冷却时间。
此冷却过程包括两个阶段。第一步是等待成型室温度冷却至 100℃ 或以下,此时可以将成型室从打印机中取出并移至 Fuse Sift 中。行业领先的快速冷却技术支持您在完成先前的打印任务后 1-2 小时内开始新的打印。

Fuse 系列打印机支持在打印任务完成 1-2 小时后取出成型室并移至 Fuse Sift 中。
冷却过程的第二阶段可以在成型室已经转移至 Fuse Sift 的情况下进行。冷却完成后,即可开始提取部件。Fuse Sift 会将料块从成型室中缓慢升高,便于您将烧结的部件与未烧结的粉末分离,同时风扇会将所有分散的粉末收集至过滤器。在触摸打印件时,未烧结的粉末会从打印件上脱落,露出已完成的打印件。
在使用 Fuse Blast 时,操作人员只需 5 分钟就可以在 Fuse Sift 中将部件从料块中取出,然后将仍然布满粉末的部件放入滚磨篮中进行清洁。如果使用其他介质喷砂机,我们建议使用 Fuse Sift 中随附的刷子去除散粉和半烧结的 Surface Armor,以免污染介质。

Fuse Sift 为取出打印件和回收粉末提供了一个安全高效的系统。
第 2 步:粉末回收
Fuse 系列打印件上任何残留的未烧结粉末均可回收并再次使用,从而可以减少浪费并降低材料成本。Fuse Sift 用于回收散粉,并将其与新粉末混合,以便在未来的打印中使用。新粉末的添加百分比称为刷新率,并因不同制造商的机器、材料和打印环境而异。
第 3 步:介质喷砂
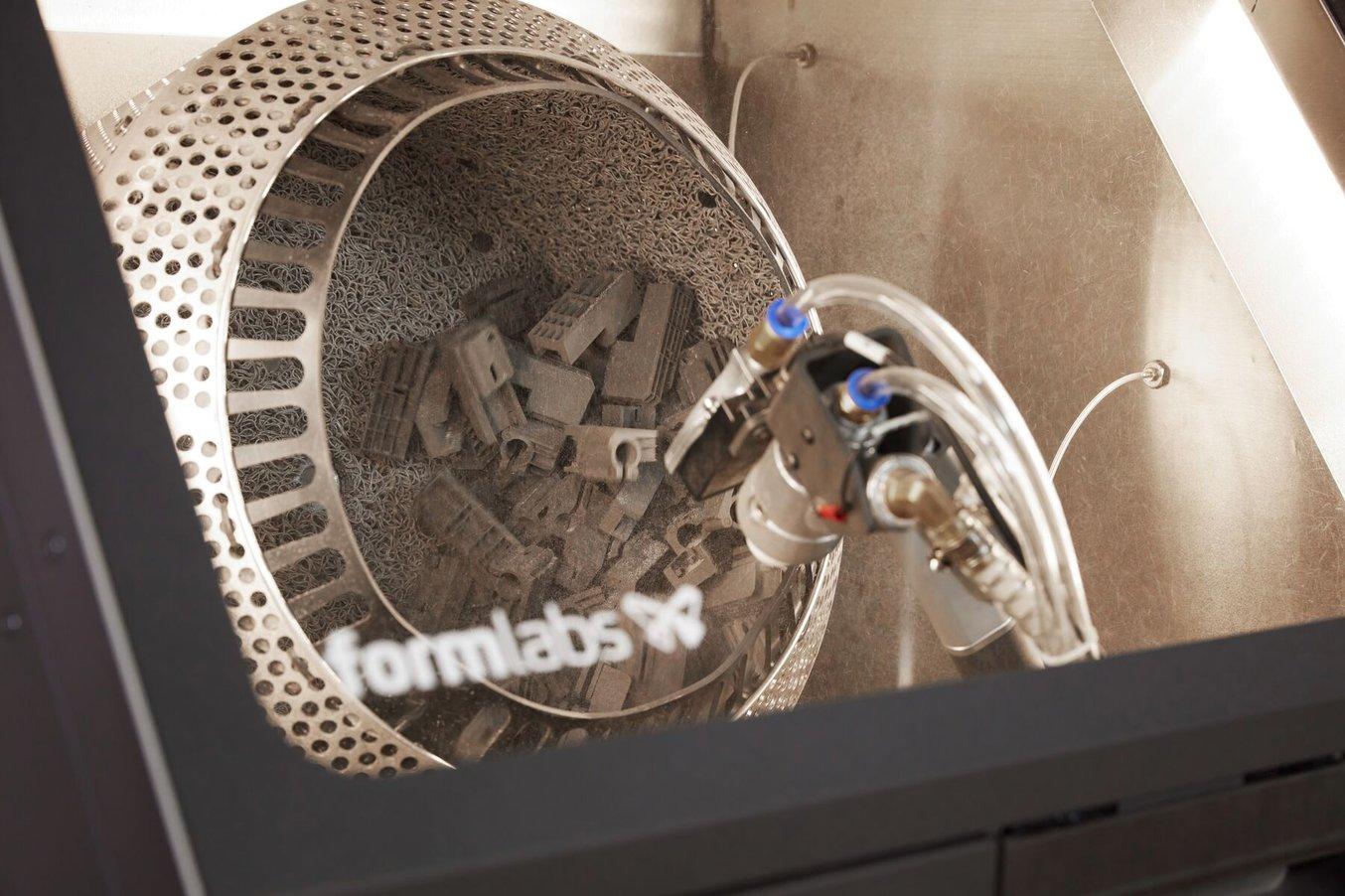
将打印部件转移至 Fuse Blast,以便通过组合利用滚磨篮旋转、压缩空气和研磨介质去除粉末。
建议在完成基础清洁后,进行介质喷砂处理(也称为喷砂处理)以完全去除 SLS 部件的粉末。这在去除凹入特征处(刷子难以触及)的半烧结 Surface Armor 时十分有用。

经过介质喷砂前的试件。部件凹入特征处存在一些未烧结粉末,导致边缘不清晰。
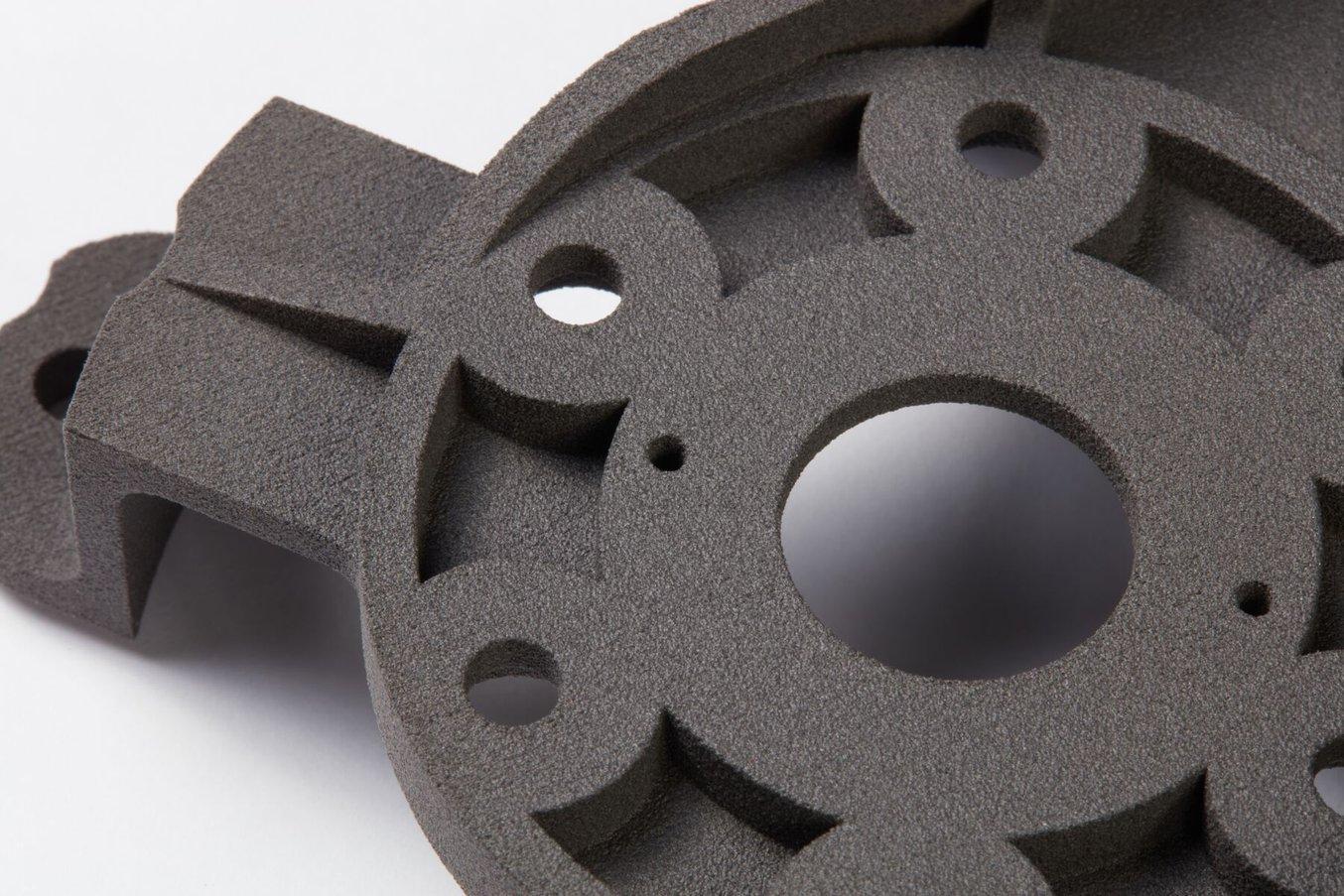
经过介质喷砂后的试件。
Formlabs Fuse Blast 是首款经济实惠的自动化介质喷砂解决方案,既可完善 Fuse 系列 SLS 生态圈,也可以作为其他类型粉末床熔融 3D 打印机
的介质喷砂机,且不受打印机类型限制。
手动介质喷砂柜通常价格合理,但需要动手操作,因此难以实现一致的完成效果。

Fuse Blast 以经济实惠的价格和紧凑小巧的外形,解放您的双手,实现自动化专业级 SLS 部件清洁流程。
传统的自动喷砂解决方案非常昂贵、体积巨大,并且通常需要复杂的基础设施。
Fuse Blast 组合利用滚磨篮旋转、压缩空气和研磨介质,可在短短 10 分钟内实现全自动部件清洁,并通过预编程程序确保效果始终如一。内置离子化装置可防止散粉重新沉降在部件上,从而提高部件洁净度。
实现粉末清除和清洁过程的自动化,不仅能节省时间以完成高价值任务,还能减少对操作人员身体的伤害以及对工作区通风系统的损耗。Fuse Blast 的附加抛光功能简化了过去的手动操作工作流程,不再需要使用多台机器,并能节省数小时的人工操作时间。

Fuse Blast 介绍:15 分钟内获得 SLS 成品部件
Fuse Blast 是一种自动化解决方案,可在 15 分钟内完成 SLS 3D 打印部件的自动清洁和抛光流程。
先进 SLS 后处理技术概览
平滑、涂层和上色工艺可用于为 SLS 3D 打印部件增添机械优势和外观优化。每种工艺各有利弊,并能在不同程度上影响不同的材料性能。在考虑这些工作流程时,无论是将设备和技能引入内部还是将其外包,都应考虑相应的资本成本和所需技能。
下方表格针对 SLS 3D 打印部件,总结了各种先进后处理技术的入门门槛和可能效果。
| 方法 | 入门门槛(成本和技能) | 平滑度 | 耐化学腐蚀性 | 表面硬度 | 颜色 | 导电性 |
|---|---|---|---|---|---|---|
| 抛光 | 低 | ✔✔ | ✔ | |||
| 染色 | 低 | ✔ | ||||
| 振动滚磨 | 低 | ✔ | ✔ | |||
| 喷漆 | 低 | ✔ | ✔✔ | |||
| 液态聚合物涂层 | 低 | ✔ | ✔ | ✔ | ✔✔ | |
| 陶瓷涂层 | 高 | ✔✔ | ✔ | ✔✔ | ||
| 粉末涂层 | 高 | ✔ | ✔ | ✔✔ | ||
| 电镀 | 高 | ✔✔ | ✔ | ✔ | ||
| 蒸汽平滑 | 最高 | ✔✔ | ✔ |
可以依次进行这些步骤以实现多种性能。在本篇文章中,我们将分别讨论每种方法。如果您对叠加使用后处理技术以实现特定结果感兴趣,请联系我们的团队,与专家交流并针对您的用例获取咨询服务。

SLS 部件的平滑方法
在完成清洁和介质喷砂后,SLS 3D 打印部件将呈现有颗粒感的砂质表面质地。在此,我们会介绍以下三种表面平滑技术:介质喷砂、振动滚磨(轻柔去除材料)以及蒸汽平滑(为部件增添光泽感)。
期望在打印完成后立即得到光滑的部件?请考虑紧凑型 Form 3+ 或大幅面 Form 3L 立体光固化 (SLA) 3D 打印机,该产品使用液态树脂作为打印材料,且制作出来的部件自带光滑的表面处理效果。
抛光
介质抛光使用集中介质束(如玻璃、沙子或塑料)来平滑表面,改善粗糙度和孔隙度。集中的介质珠有效地平滑了导致 SLS 部件触感粗糙的微观脊,使部件表面光滑并消除了大部分表面孔隙。介质抛光的效果与振动滚磨类似,但由于介质集中在特定的表面上,抛光过程要快得多,Fuse Blast 通常只需 15 分钟,而振动滚磨则需要 2 到 4 个小时。
通过 Fuse Blast 的可选抛光系统*升级,您可以使用一站式系统完成从清洁到表面处理的全过程。在 Fuse Blast 中抛光部件,仅需一个步骤即可完成部件的清洁和表面处理,在短短 15 分钟内就能获得不仅无粉末残留的光滑耐磨部件,同时具有专业的半光泽表面效果。该步骤可以通过预先编程的程序自动完成,也可以通过控制喷嘴并将其直接对准部件来手动处理精细或复杂部件。
* 2024 年上半年发售

借助可选的抛光附加组件,Fuse Blast 可以提供具有光滑、半光泽表面效果的部件。
振动滚磨
振动滚磨也称为振动抛光或介质滚压,是一种将 SLS 3D 打印部件与其他介质一起放在滚筒中以平滑部件表面的后处理工艺。该工艺可以得到哑光甚至半光泽的表面处理效果,且触感光滑。在实验中,我们观察到部件的平均表面粗糙度降低了 80%。
振动抛光机器配备有用于搅拌部件与介质颗粒(如陶瓷片、塑料颗粒或核桃壳等有机材料)的碗、桶或滚筒,以便轻柔研磨部件表面。机器的运转周期通常为两到八小时,且在运转时无需技术人员监督。
小型台式振动滚磨机的起售价为 100 美元,这对于任何制造环境都是一种经济实惠的选择。较大的独立式型号设备则更适合高产量生产,起售价约为 3000 美元。
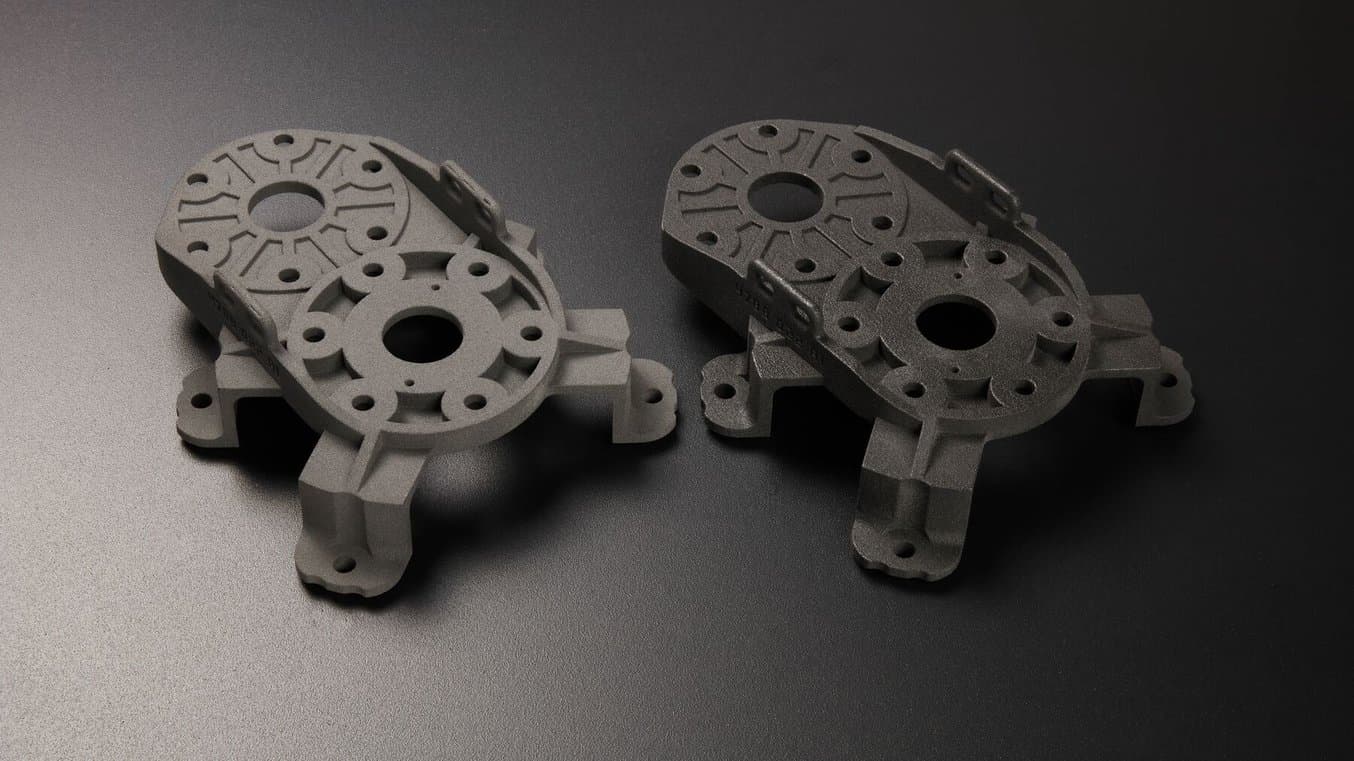
下图中的部件与陶瓷介质共同在 Mr. Deburr 300DB 中滚磨了六小时。
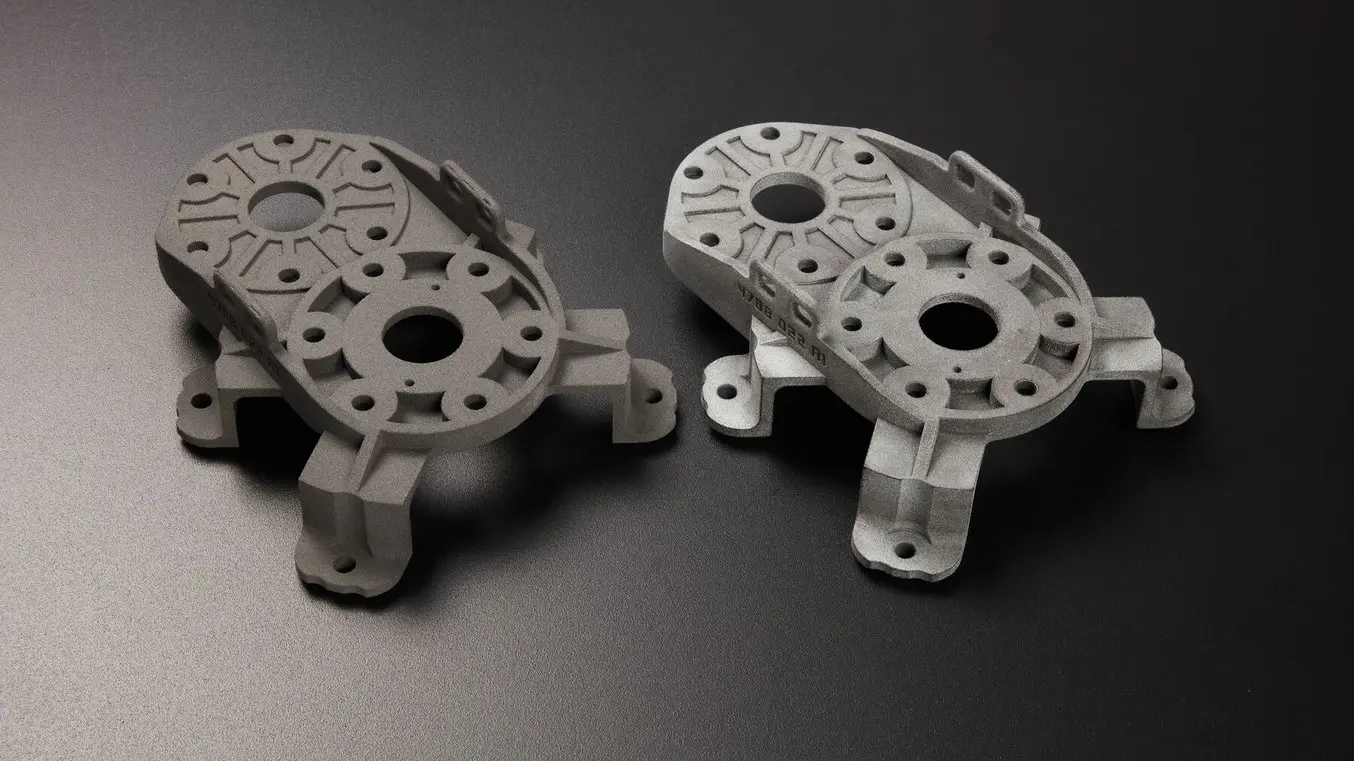
振动滚磨前后的试件。经滚磨处理的部件会呈现出浅灰色的哑光表面质地。

振动滚磨:如何生产光滑度提高 80% 的 SLS 部件
您想提高 SLS 3D 打印部件的表面光洁度吗?观看我们的网络研讨会,了解振动滚磨技术:一种低成本、低升力的后处理方法,可将表面粗糙度降低 80%。

蒸汽平滑
蒸汽平滑技术需将 SLS 3D 打印部件浸润在化学溶剂蒸汽中,从而控制 3D 打印材料的化学溶解、填充微小空腔并在部件周围形成光滑、有光泽的壳体。尤其需要注意的是,平滑效果并不仅限于人眼可见的几何结构,因此该技术适合具有内部通道或其他凹入特征的复杂部件。
提供蒸汽平滑设备和服务的提供商声称成品部件中的细菌滋生现象有所减少,甚至可以用部件安全地接触食品。Formlabs 并未证实这些声明,我们建议您与设备制造商进行查证,以获取详细的安全信息。
蒸汽平滑设备十分昂贵,起售价为 60000 美元,因此小批量生产部件的企业更愿意将部件寄送至服务提供商处进行蒸汽平滑处理。
下图所示部件已在 DyeMansion 中使用专业混合蒸汽进行了蒸汽平滑处理。AMT 也可提供蒸汽平滑设备和服务。
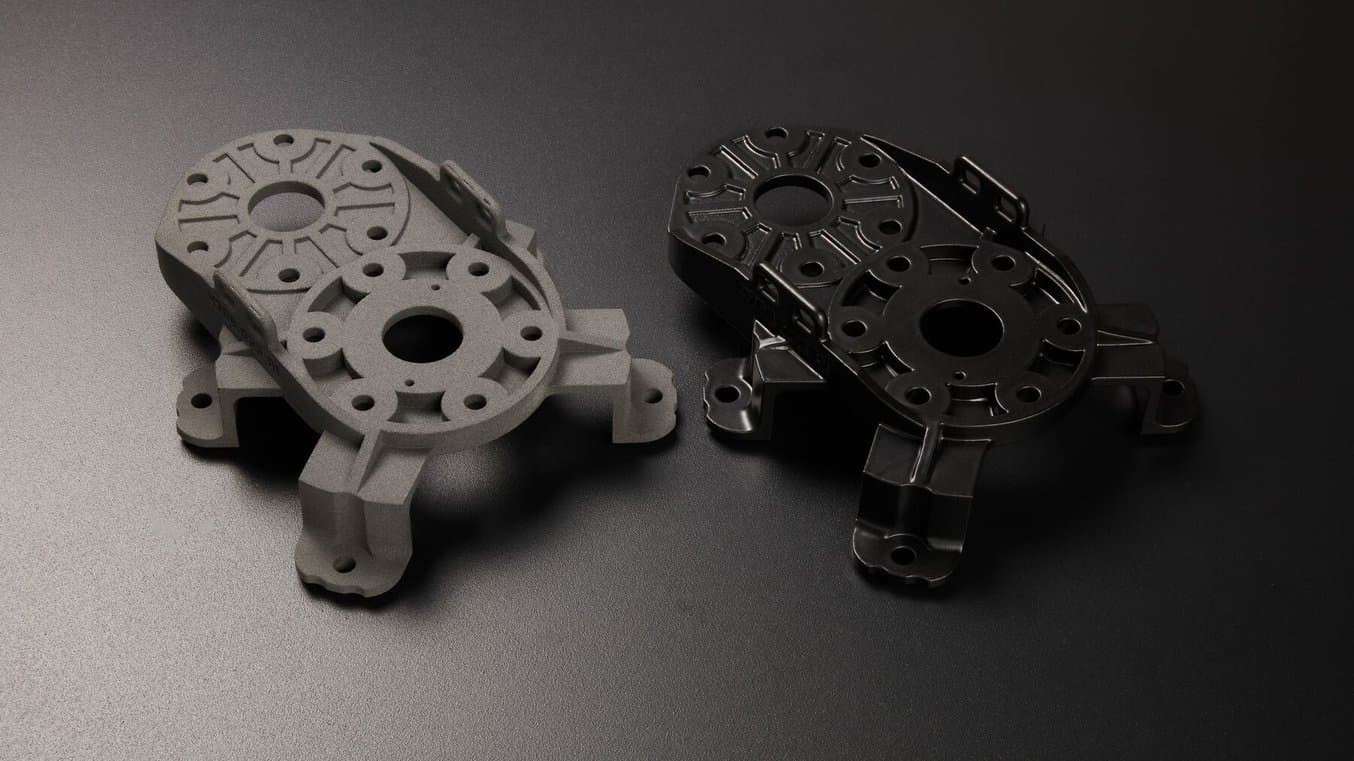
蒸汽平滑前后的试件。蒸汽平滑后的部件为黑色,外观有光泽。

利用蒸汽平滑提高 SLS 3D 打印部件的表面质量:Formlabs 和 AMT 的合作研究
在本白皮书中,我们将回顾蒸汽平滑的注意事项和优点,并总结了使用 AMT 蒸汽平滑系统测试 Formlabs SLS 粉末的结果。
SLS 部件的涂覆方法
在 3D 打印部件外表面增加一层功能性材料涂层,即可实现 3D 打印材料本身并不具有的附加性能。此类性能包括提高强度、导电性或耐化学腐蚀性。SLS 3D 打印部件涂层有多种选择,添加不同的涂层可能实现不同的性能。本节将简要介绍每种涂层及其适合的应用。
金属
可通过电镀为 3D 打印部件添加金属涂层,该工艺也称为电解沉积。在此工艺中,首先应在 3D 打印部件上喷涂一层导电喷雾,然后将其浸入电解池中,池中的电流会将金属从源材料(阳极)转移到 3D 打印部件(阴极)表面上。
可以在部件表面电镀包括铬、镍、锌和钛在内的多种金属。制造商有时会按顺序分层添加多种金属镀层,以便在力学性能、电性能和外观方面实现良好平衡。
尽管也可以在家中或利用 DIY 装置对 SLS 打印部件进行电镀,但经验不足的用户可能会接触到有害化学品,且难以获得高质量的结果。对于所有结构件,我们建议将部件寄送至专门的合同制造商处。请下载我们的白皮书,查看按地区和作业规模分类的电镀服务列表。
下图中的部件由 RePliForm, Inc 进行了镀镍处理。
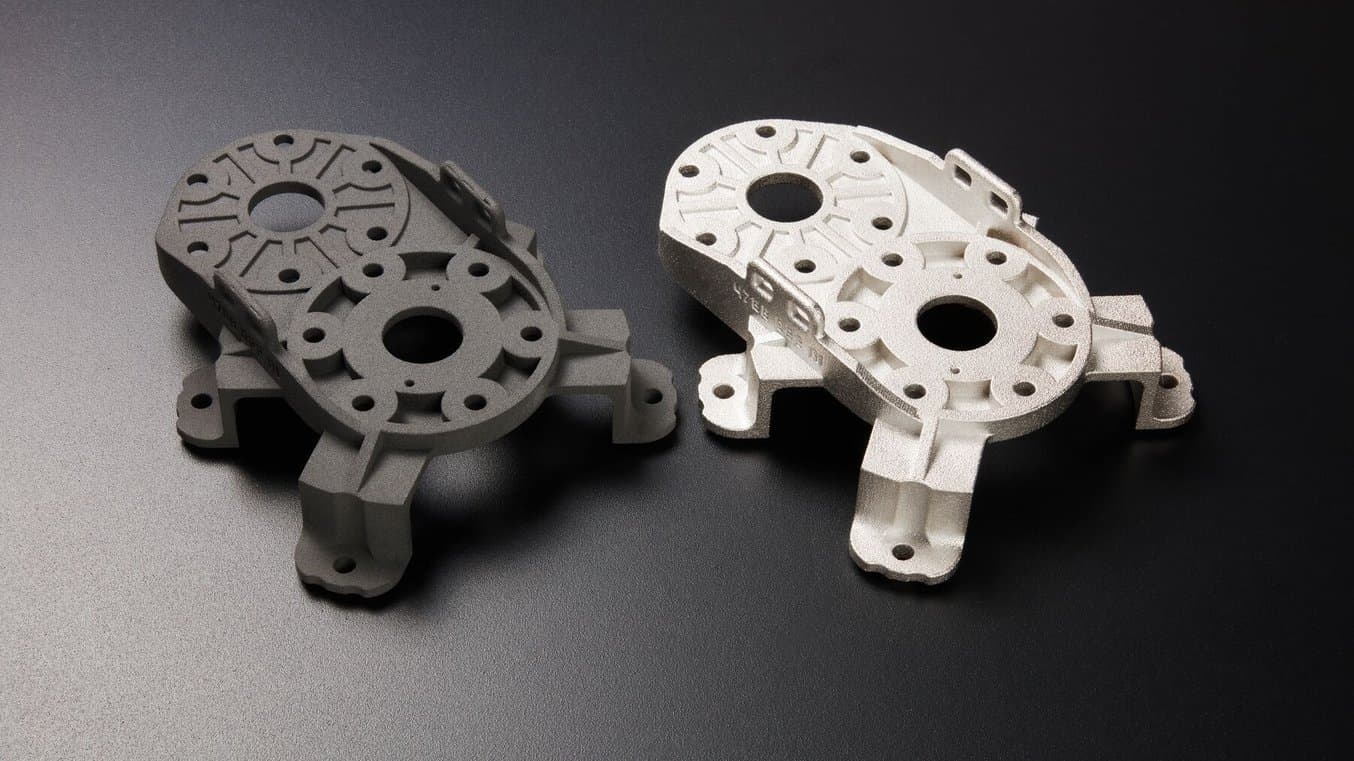
电镀前后的试件。电镀部件为银色,外观有金属光泽。

实现金属强度:SLA 部件的电镀策略和用例
请继续阅读下文,了解工程师如何将金属添加到树脂 3D 打印件,以及为何混合金属部件具备令人惊叹的应用特性,包括(但不限于)出色的最终使用强度和耐用性。
陶瓷
Cerakote 等公司可通过直接向部件喷洒含有陶瓷添加剂的聚合物,在部件表面形成一薄层陶瓷涂层。尽管无需使用底漆,但需使用专用介质对部件进行彻底的介质喷砂处理,并使用蜡和油脂去除剂进行清洁,以确保部件表面无污染物残留。Cerakote 可提供空气固化和烘箱固化两种方案。
陶瓷涂层属于先进后处理技术中性能最高的选择。部件兼具出色的耐化学腐蚀性和机械强度,同时有多种颜色可供选择。Cerakote 还可提供具备耐腐蚀、低摩擦等特性的专业产品。
Cerakote 在旗下网站上列出了经认证的涂覆人员,同时可为希望将陶瓷涂层能力引入内部的车间提供认证服务。
下图中的部件已由经过培训的涂覆人员添加了 Cerakote H-140 Bright White 涂层。
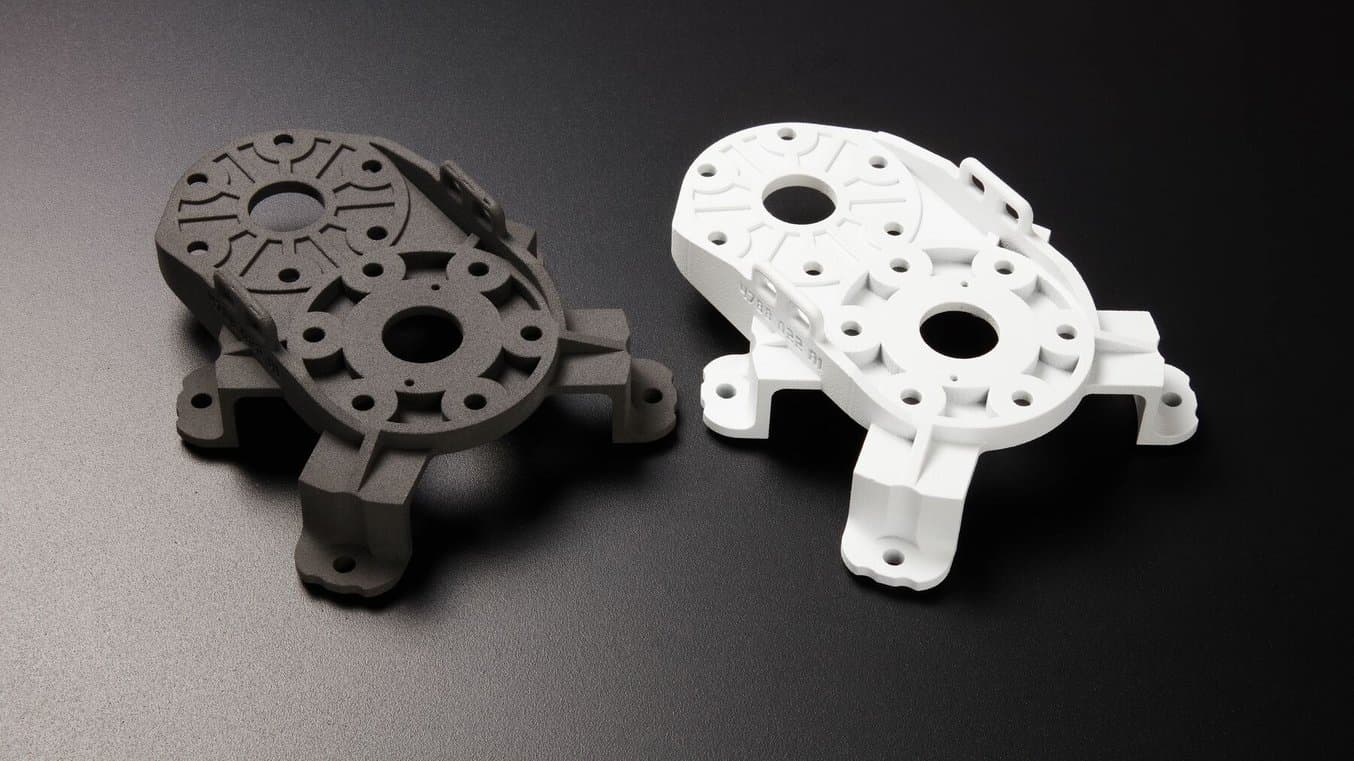
采用 Cerakote H-140 Bright White 涂层前后的试件。涂层部件呈现白色哑光外观。


Cerakote 完整指南:SLA 和 SLS 3D 打印部件的 Cerakote 陶瓷涂层
本白皮书将介绍如何通过 Cerakote 工艺为立体光固化 (SLA) 和选择性激光烧结 (SLS) 3D 打印部件添加涂层。
粉末
粉末涂层需采用干法将聚合物以粉末形式施加于基体材料上。采用静电应用,并通过加热、光照或两者结合进行固化。很多粉末涂层材料的使用温度很高,因此无法使用 SLS 3D 打印机常用的热塑性塑料作为基材。而一些粉末涂层材料则可用于较低的温度下,可与 SLS 3D 打印部件一同使用。
紫外线固化粉末涂层专门针对热敏性基材量身打造。这些涂层也能以静电方式涂覆以及在低热中流动添加。粉末熔融后,使用高强度紫外线照射涂层以进行固化。相对于热固性粉末涂层,紫外线固化粉末所需的热量和时间大幅减少,同时提供类似的性能,不会使打印部件损坏或翘曲。
与其他类型涂层相似,粉末涂层也会增强部件的耐化学腐蚀性、表面硬度和机械强度。粉末涂层尤其适合厚涂和几何结构,在这种情况下,如果使用液态施用工艺(如涂漆或浸渍),则因为材料流动和滴落,难以触及某些特征或实现均匀涂覆。
下图中的部件由 Keyland Polymer 使用其 UVMax 紫外线固化粉末进行涂覆。
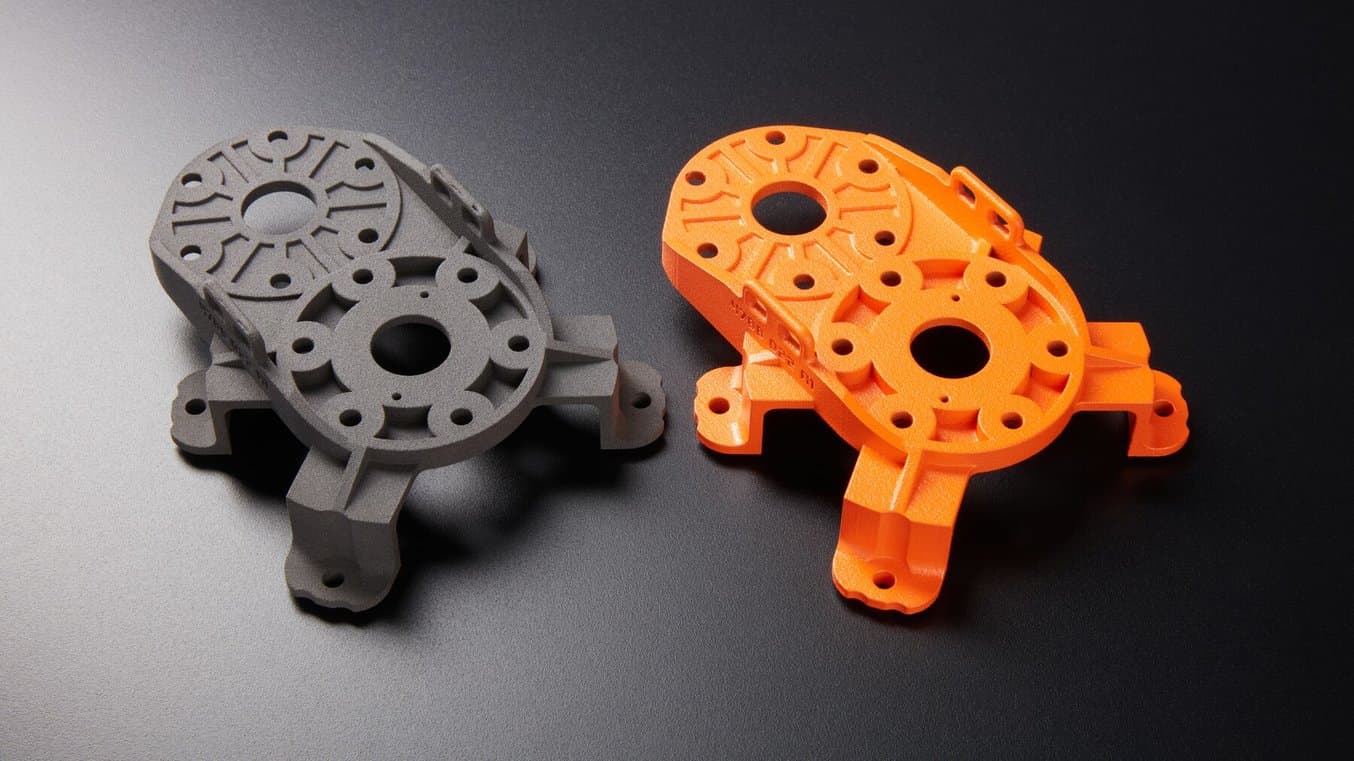
粉末涂覆前后的试件。涂层部件为亮橘色,半光泽外观。
液态聚合物
市面上有多种液态聚合物涂层,可提供不同程度的平滑度和耐化学腐蚀性能。这些涂层可能是透明、着色或不透明的;可以通过浸渍、刷涂或喷涂方式施用;可能基于不同的化学成分,如环氧树脂、漆树液和聚氨酯。
而论及材料和施用方法,性能和施用难度方面仍有很大差异。其中一些涂层材料可以在五金店购买并通过最少的装置施用;一些则需要工业装置。
下图中的部件采用廉价的透明光泽喷漆进行涂覆。
采用透明涂层前后的试件。涂层部件为深灰色,半光泽外观。
SLS 部件的上色方法
无论是原型还是成品部件,您可能想要调整所有或某些部件的颜色。染色会使部件的颜色一致且半永久保持(即使在铰链和内部空腔处),但染色无法提亮部件颜色。喷漆则更为可控且可自定义,但通常需要更多人工操作,在磨损或大量使用过程中会破损。
染色
因为 SLS 3D 打印部件具有渗透性,所以可使用消费级染料进行染色。很多 SLS 3D 打印材料是尼龙或者聚酰胺,这些材料也可用于纺织业,因此可与合成物搭配使用的织物染料同样适用。
家用材料、工业缸或任何复杂程度介于两者之间的设备都可以用于 3D 打印部件的染色。无论您的设施如何,使用尼龙基材料(正如可用于 Fuse 系列的材料)进行 3D 打印所得到的部件均无需执行任何特殊步骤,只需要按照染料制造商提供的说明操作即可。
因为所涉及的成本和技能门槛不高,所以染色堪称尝试先进 SLS 3D 打印件后处理方法的理想选择。此外,染色易于扩展,因此也适用于生产应用。
下图中的部件使用了 RIT 织物染料进行染色。
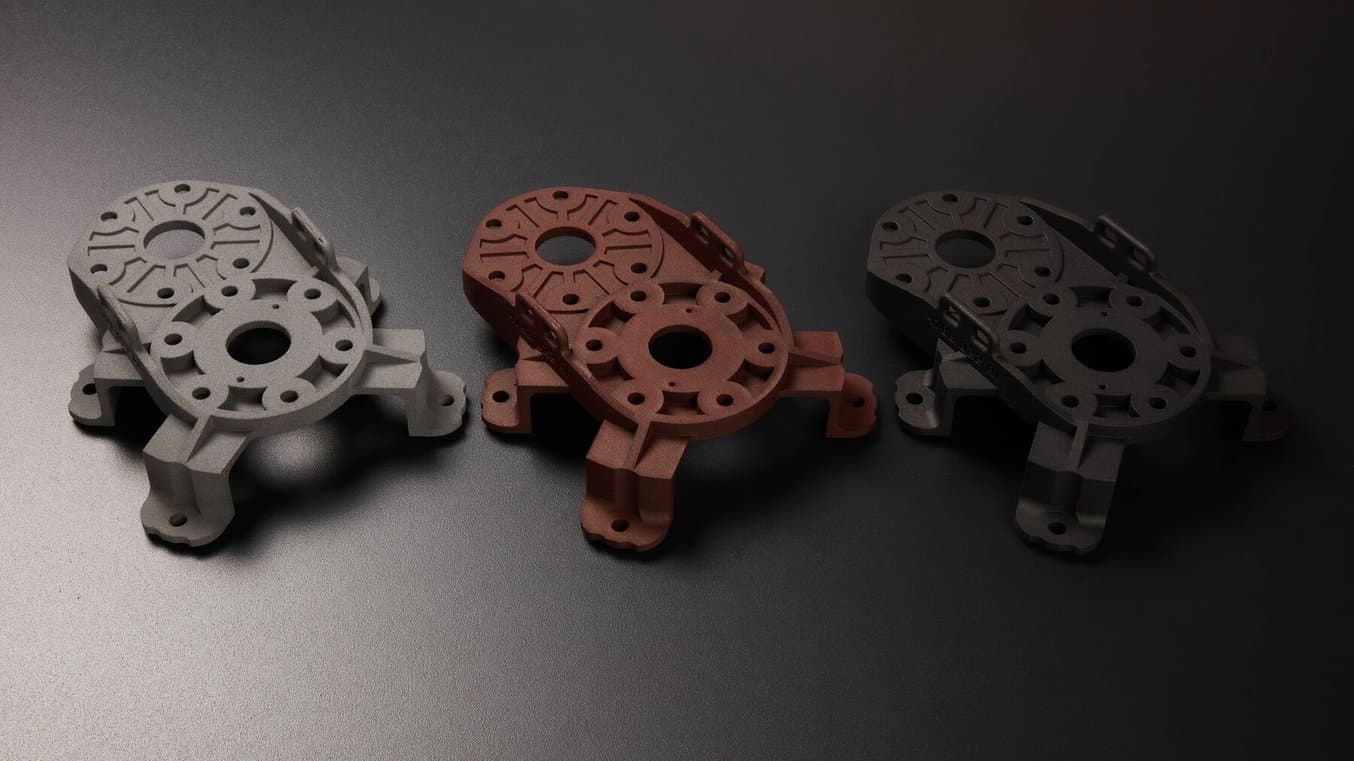
染色前后的试件。其中一个染色部件呈现黑色哑光外观,另一个则呈现深红色哑光外观。
喷漆
如果需要使部件具备鲜艳的颜色或与参考匹配的颜色,则喷漆将会是比染色更理想的选择。喷漆可提供最均匀的覆盖程度且最容易扩展,并可通过手动上漆实现更好的精细度。丙烯酸漆和瓷漆都很适合粉末打印部件。其他油漆的效果可能也不错,但 Formlabs 并未就此展开大量测试。
为获得最佳附着效果,可以使用专用于塑料的底漆。喷涂底漆有助于实现更一致的覆盖程度。此外,还可使用热风枪或电吹风来加快干燥过程。
有关 3D 打印件喷漆的深入教程,请查阅我们的涂底漆和上漆指南。
下图中的部件使用了廉价的喷漆进行上色。
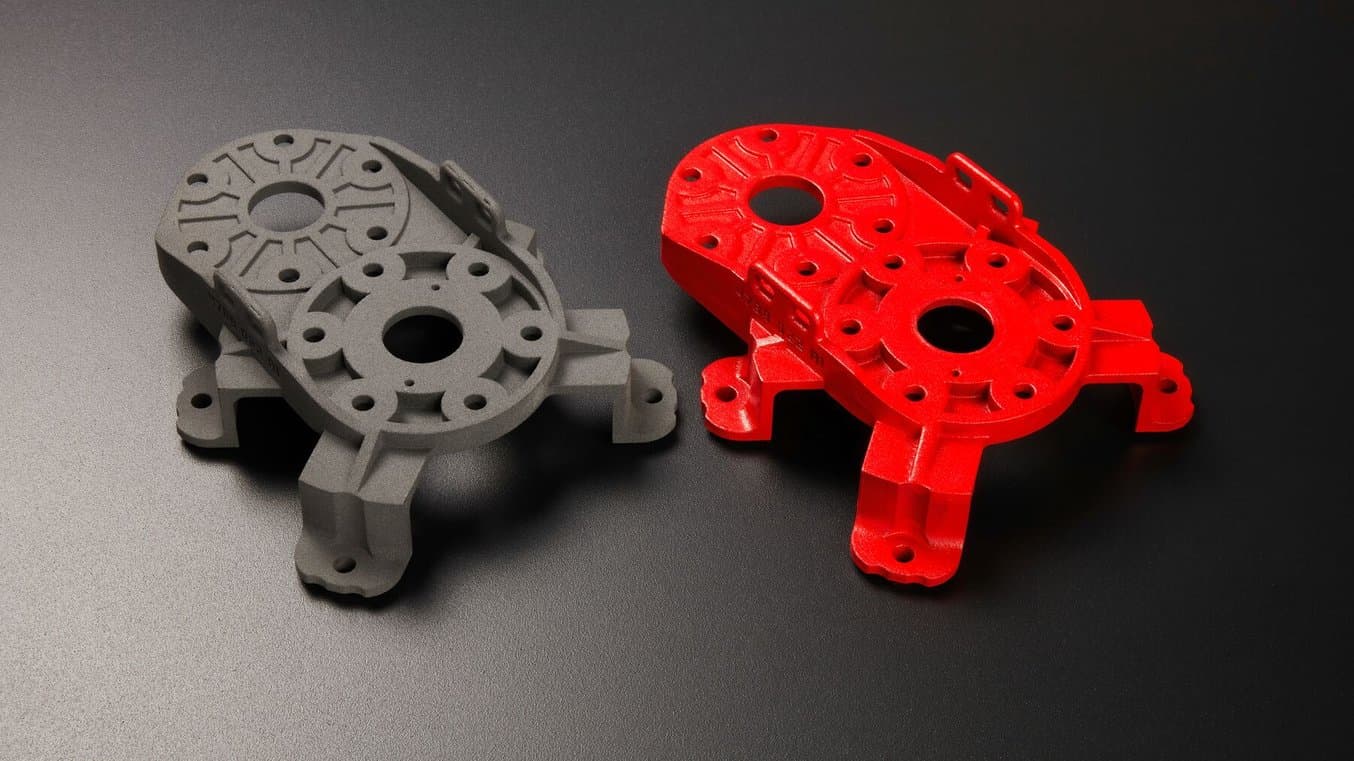
上漆前后的试件。上漆部件为亮红色,外观光滑。
探索 SLS 3D 打印解决方案
您是否已准备好深入了解将 SLS 3D 打印引入内部,并采用本文所述的平滑、涂层或上色技术?作为一家值得依赖的提供商,Formlabs 可为各个规模的企业提供 3D 打印解决方案,其中包括我们的旗舰产品 SLS 3D 打印机 Fuse 1+ 30W。
想亲身体验 SLS 材料吗?欢迎索取免费样品部件,我们会立即寄送给您。