Stampa 3D di bite dentali con le stampanti 3D SLA di Formlabs
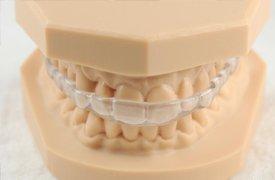
La Dental LT Clear Resin (V2) è il materiale biocompatibile sul lungo termine di seconda generazione di Formlabs per stampare direttamente in 3D in-house bite dentali e occlusali di alta qualità a un prezzo accessibile. Estremamente durevole e resistente alle fratture, questo materiale cromaticamente corretto richiede una lucidatura minima per raggiungere un'alta trasparenza ottica e resiste allo scolorimento nel tempo, per realizzare apparecchi finiti che esibirai con orgoglio.
Questo manuale operativo illustra i passaggi del processo di stampa 3D di bite dentali con le stampanti 3D SLA di Formlabs. Segui il workflow descritto di seguito per ottenere risultati precisi.



Stampa 3D di bite dentali con le stampanti 3D di Formlabs
Vuoi salvare questa guida, stamparla o condividerla con i colleghi? Scaricala in PDF.
Elementi fondamentali
A carico del dentista
- Un'impronta fisica o digitale della dentatura
Apparecchi e materiali necessari
Prodotti da Formlabs:
- Stampante 3D SLA Form 3B o Form 2
- Serbatoi resina speciali Form 2 Resin Tank LT o Form 3 Resin Tank V2 o successivi
- Dental LT Clear Resin (V2)
- Form Wash
- Form Cure
- Piattaforma di stampa
- Finish Kit o stazione di lavaggio supplementare
Prodotti da terzi:
- Scanner desktop (in caso di impronta o modello fisico)
- Software per la progettazione di modelli dentali
- Manipolo odontoiatrico con frese e dischi lucidanti
- Attrezzatura e materiali per lucidatura
- Alcool isopropilico ≥99%
Software necessari
Prodotti da Formlabs:
- Software PreForm (gratuito) versione 3.6.1 o successiva
- Firmware versione 1.7.3 o successiva
Prodotti da terzi:
- Software per la progettazione dentale o esternalizzazione a un fornitore esterno
1. Scansione
Il software per la progettazione dentale richiede un modello o un'impronta digitale della dentatura per la progettazione di un bite dentale o occlusale. Per acquisire questi dati, scansiona il cavo orale in modo diretto utilizzando uno scanner 3D intraorale. In alternativa, scansiona un'impronta fisica o un modello colato con uno scanner 3D desktop.

2. Progettazione
2.1 Progettazione dell'apparecchio
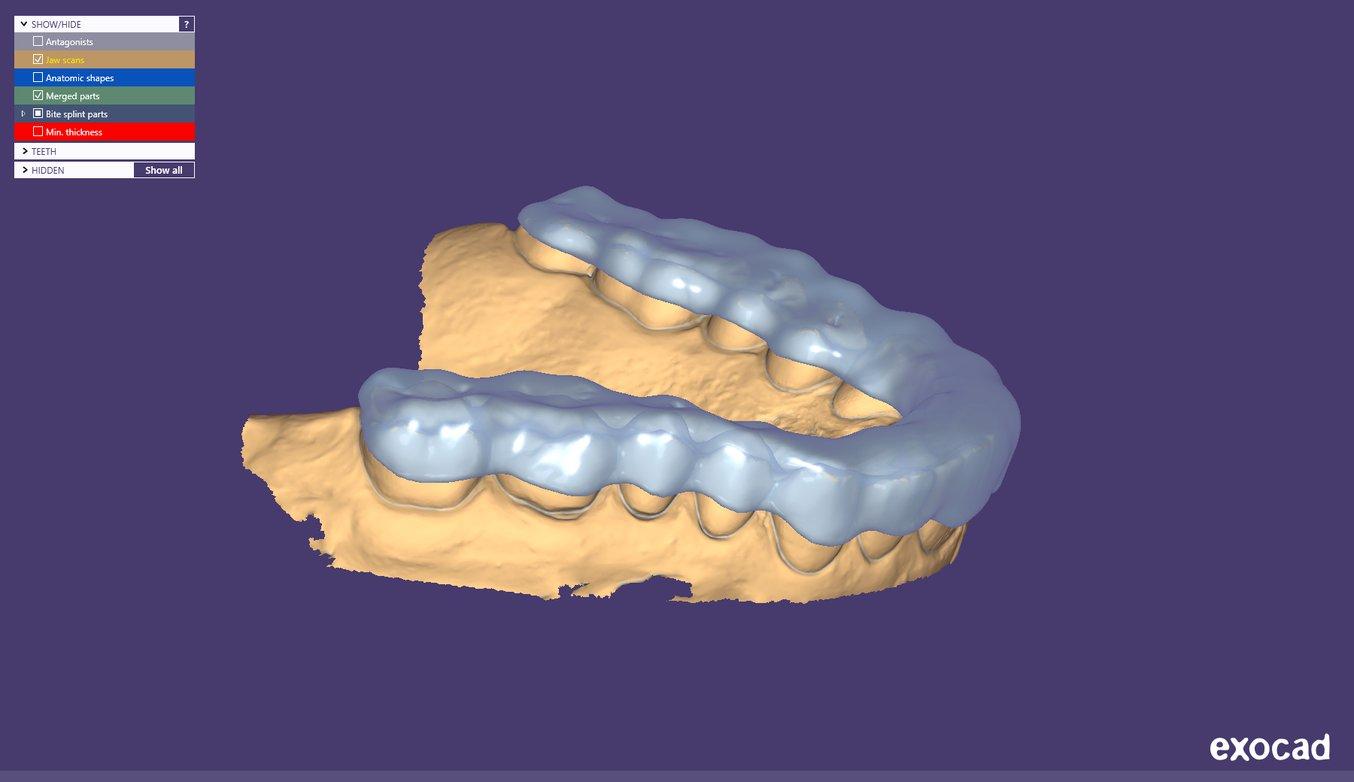
Esistono diversi software per la progettazione digitale di bite occlusali. In questo manuale operativo illustreremo i parametri da utilizzare con 3Shape Dental System e exocad.
È anche possibile inviare a un fornitore esterno l'impronta digitalizzata per la progettazione dentale CAD e la creazione del modello.
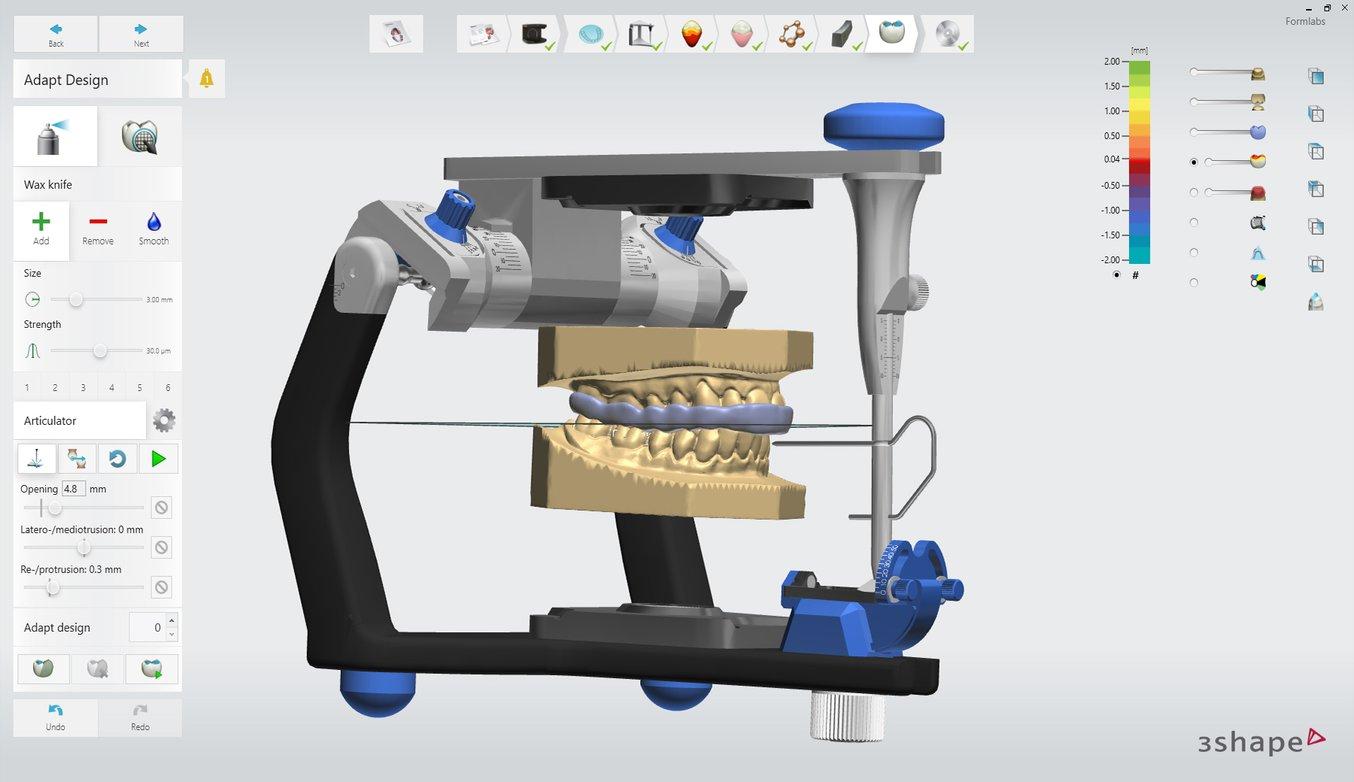
| Requisiti generali per la costruzione | Valori consigliati | |||
|---|---|---|---|---|
| Spessore minimo delle pareti laterali | 1,0 mm | |||
| Spessore minimo della superficie occlusale | 2,0 mm | |||
| Impostazioni di exocad e 3Shape | |||
|---|---|---|---|
| Offset da 0,05 a 0,10 mm (a seconda del grado di aderenza desiderato e dal modello di contenitore; a un valore più basso corrisponderà una maggior aderenza) | |||
2.2 Esportazione del file STL
Una volta progettato il modello secondo le specifiche, si può avviare la produzione. La maggior parte dei software di progettazione dentale genera un file per la produzione in formato STL. Individua il file e spostalo nel software di preparazione della stampa PreForm.
3. Stampa
Nota
Usa la versione 3.6.1 (o successiva) di PreForm e la versione 1.7.3 (o successiva) del firmware.
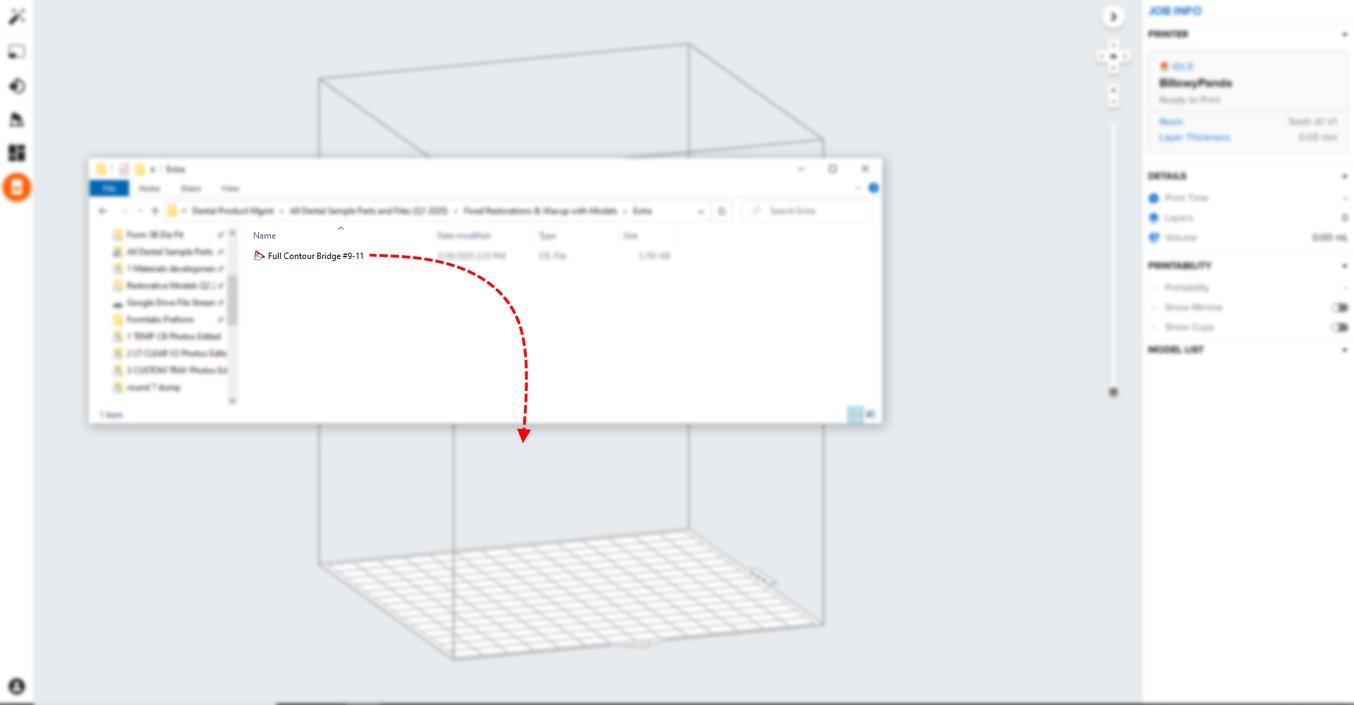
3.1 Importazione dei file
Importa o apri i file del progetto trascinandoli in PreForm o aprendoli dal menu "File" e selezionandoli sul tuo computer o rete.
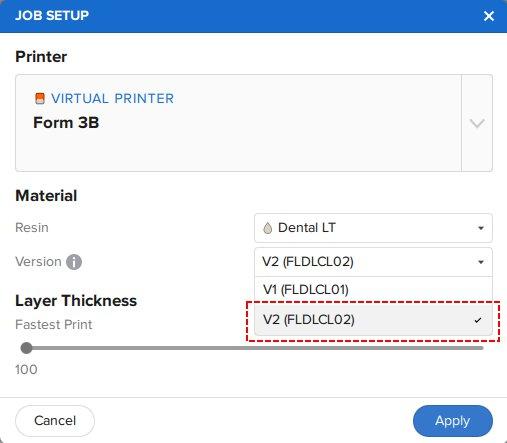
3.2 Selezione del materiale
Per selezionare il materiale di stampa, clicca sull'icona della stampante all'interno del menu "Job Info" (Info progetto) sulla destra.
Seleziona "Dental LT Clear (V2)" nel menu a tendina dei materiali.
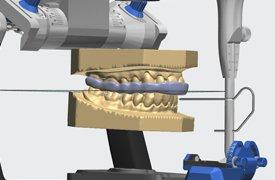
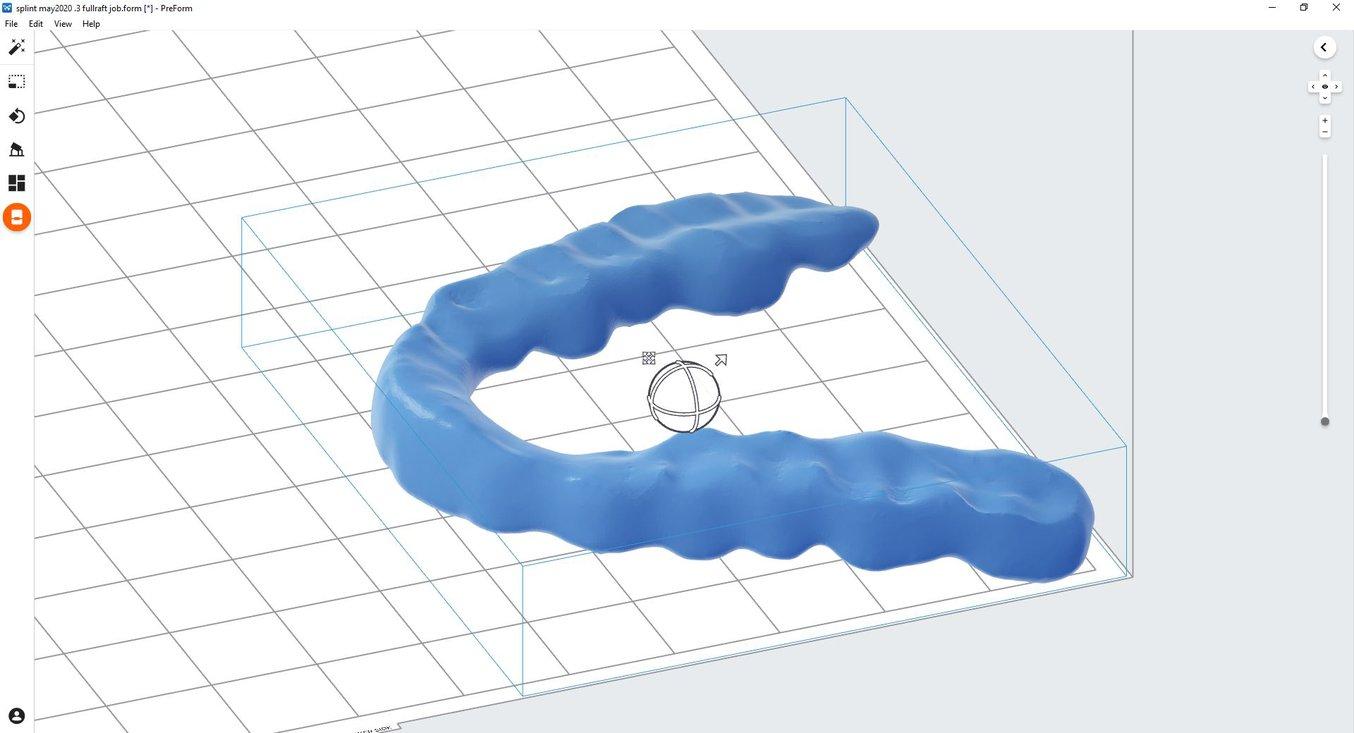
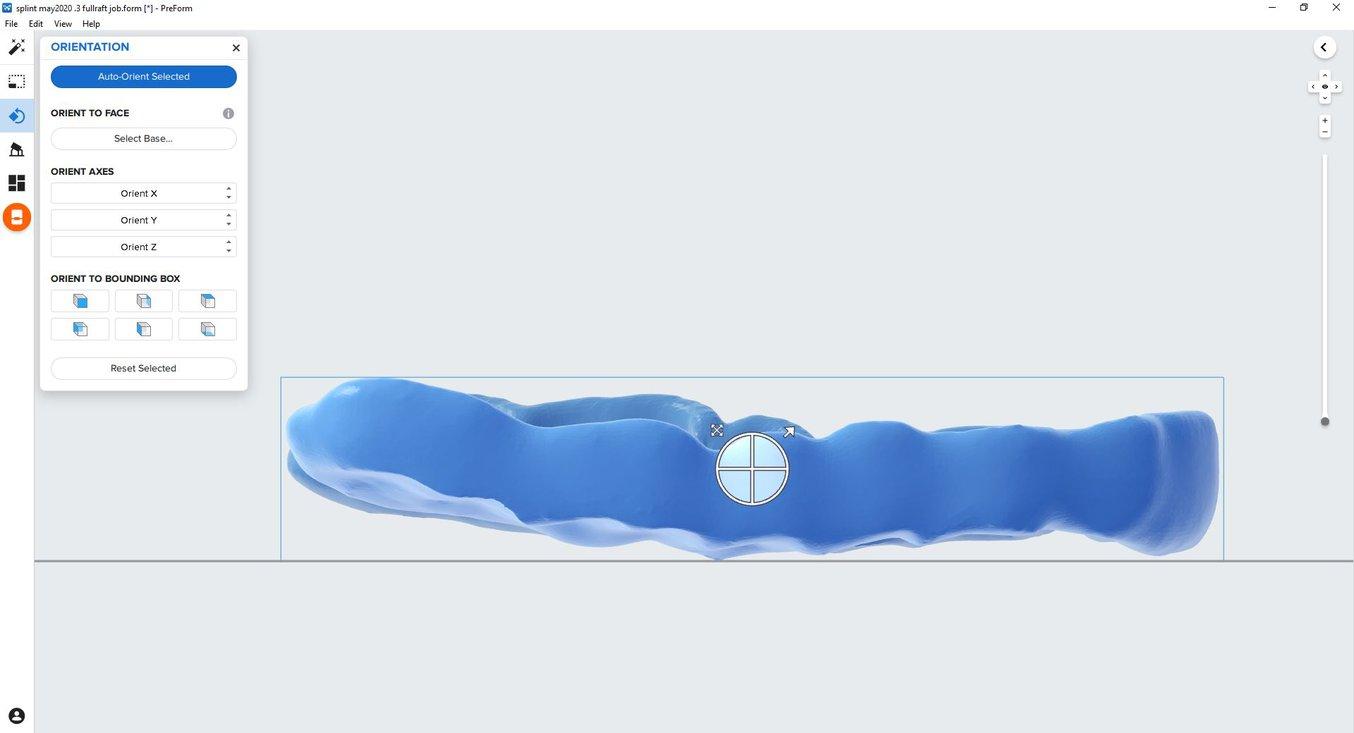
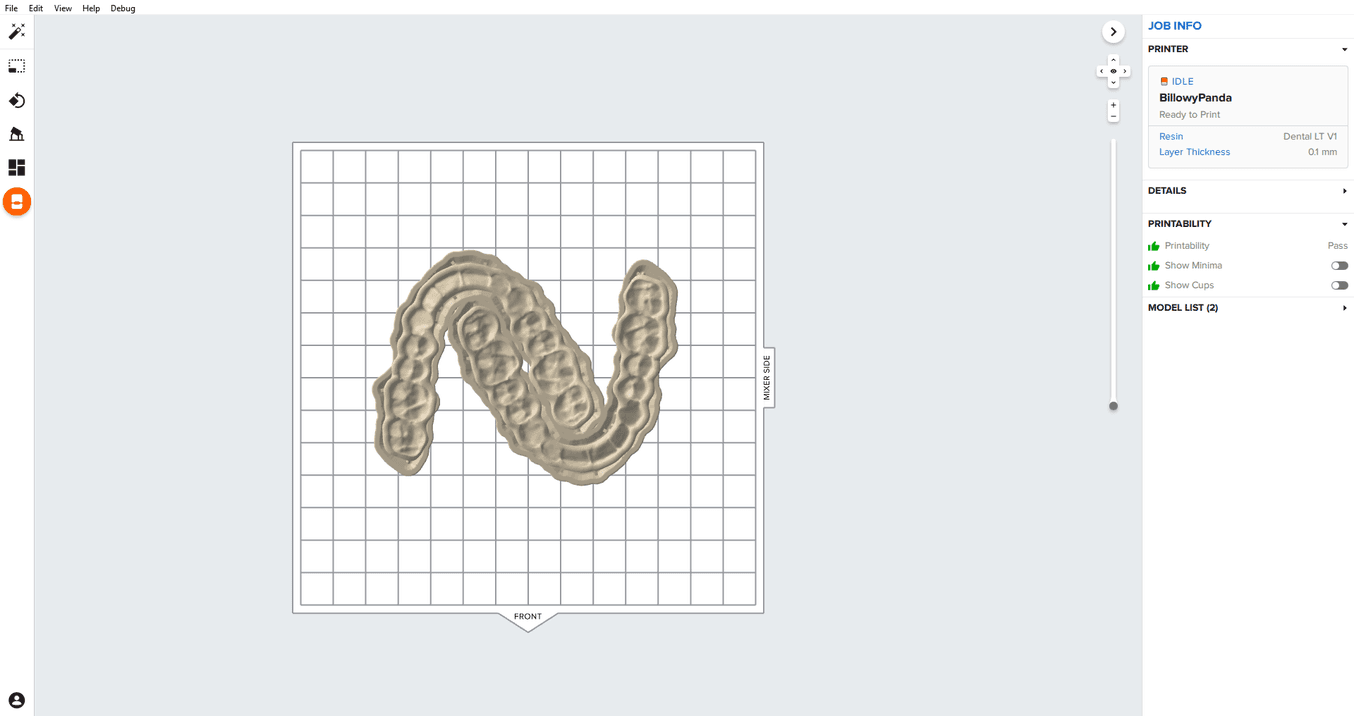
3.3 Orientamento
Il corretto orientamento delle parti è fondamentale per garantirne la precisione e l'applicabilità.
Posiziona sempre i bite in orizzontale, con la superficie a intaglio rivolta sul lato opposto rispetto alla piattaforma di stampa.
Per ruotare un bite, fai clic sulla parte, quindi trascina la sfera tenendo premuto il mouse.
3.4 Generazione dei supporti
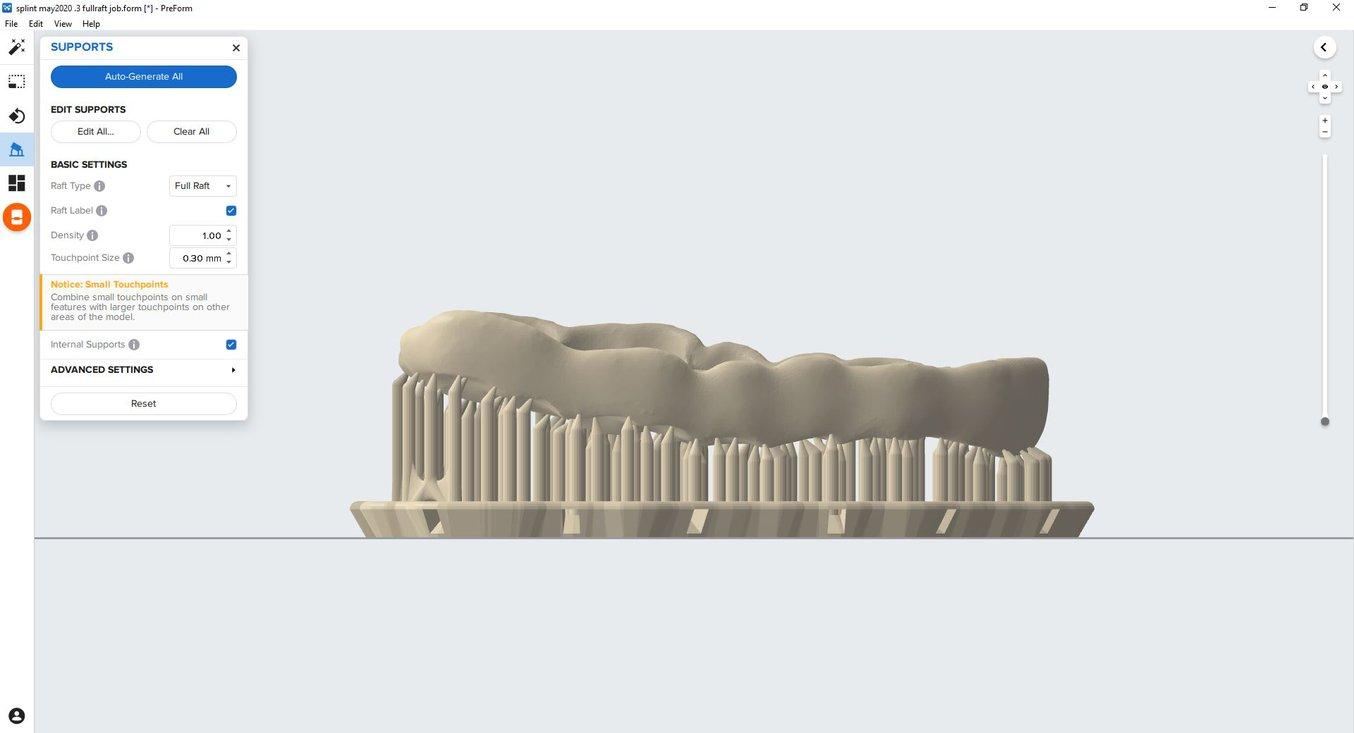
3.4.1 Generazione automatica dei supporti
Una volta selezionate le parti, clicca sul pulsante "Supports" (Supporti) sulla barra degli strumenti a sinistra.
In "Basic Settings" (Impostazioni di base) verifica che le voci "Support Density" (Densità dei supporti) e "Touch Tips" (Punte di contatto) siano rispettivamente impostate su 1,00 e 0,30 mm.
Una volta confermate le impostazioni, fai clic su "Auto-Generate" (Genera automaticamente) per aggiungere i supporti richiesti.
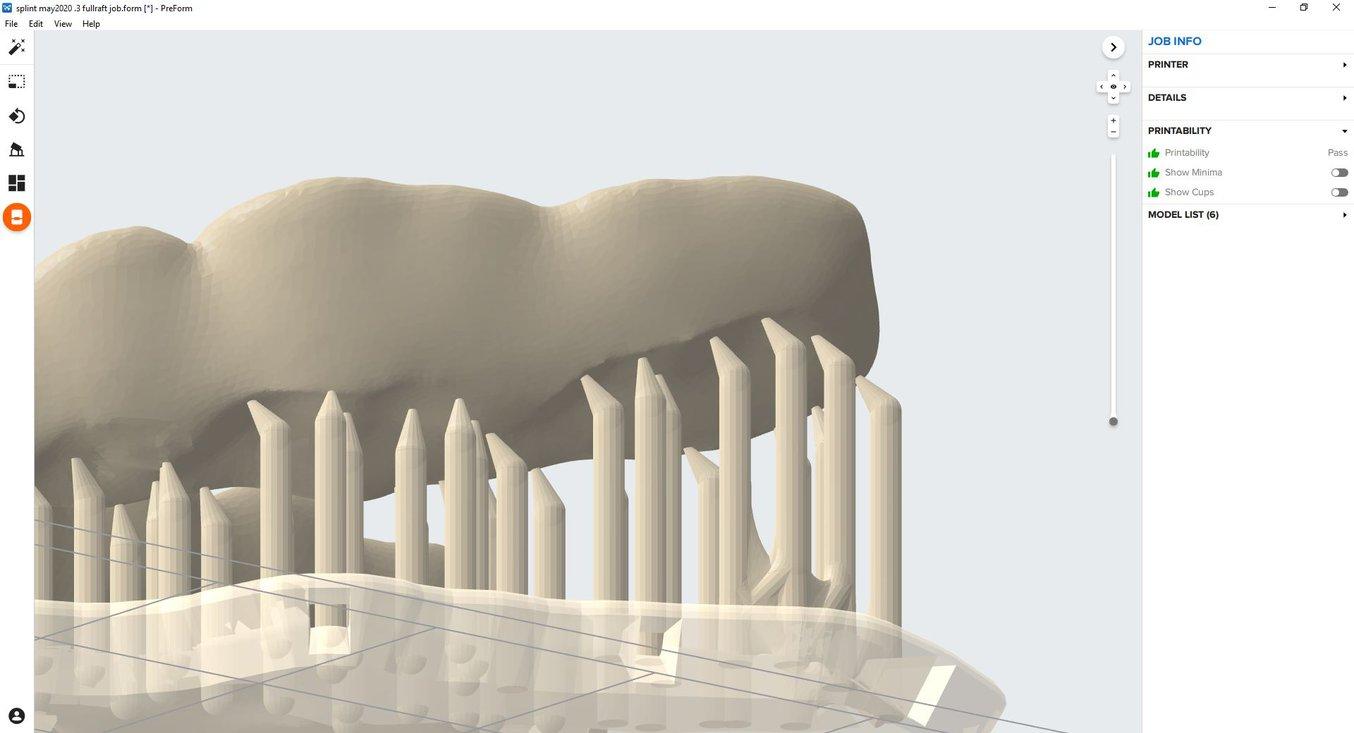
3.4.2 Modifica manuale dei supporti
Se un punto di supporto non è nella posizione ideale, dopo che è stato generato automaticamente può essere spostato cliccando sul tasto "Edit..." (Modifica...) nel menu "Supports" (Supporti).
Assicurati di non ridurre il numero di supporti e inserisci sempre supporti adeguati per le parti del bite più vicine alla piattaforma di stampa.
PreForm indicherà in rosso quali aree potrebbero aver bisogno di supporto aggiuntivo.
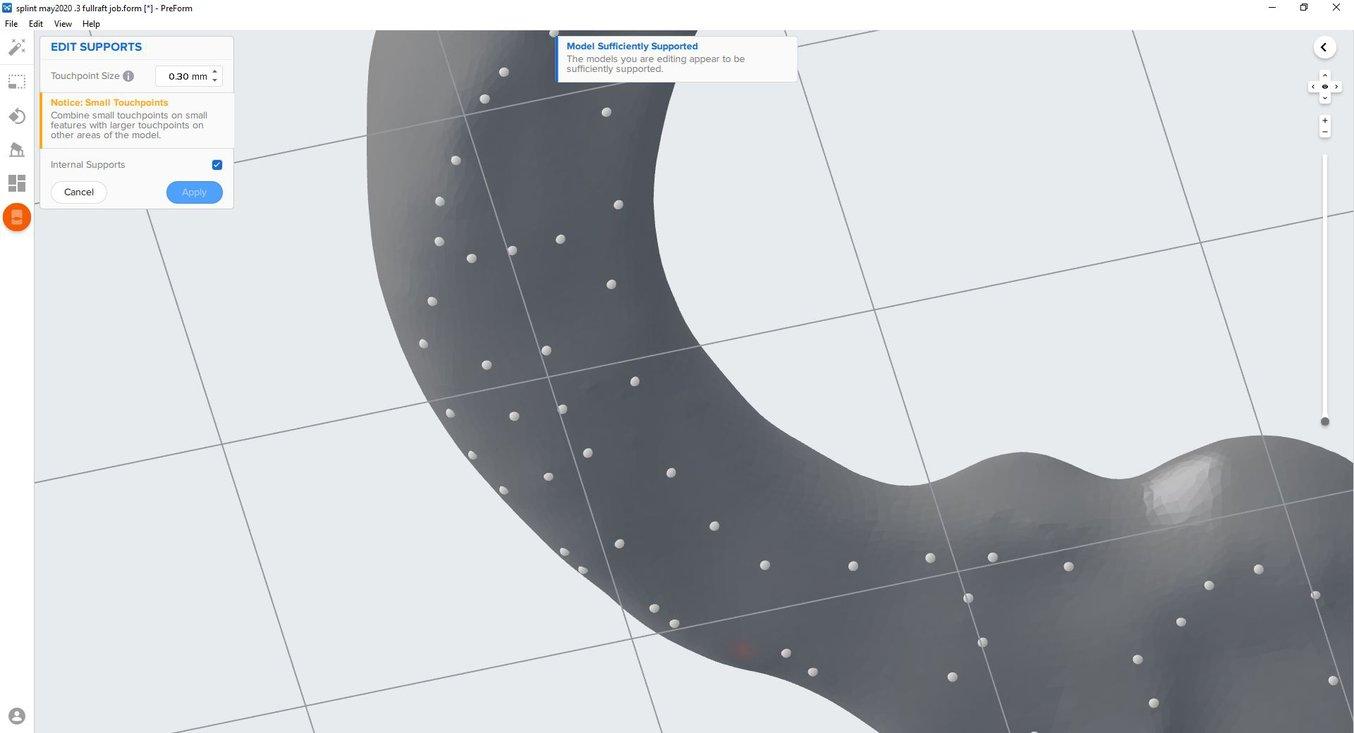
Conferma sotto la barra del menu "Job Info" (Info progetto) a sinistra che la voce "Printability" (Stampabilità) sia verde.
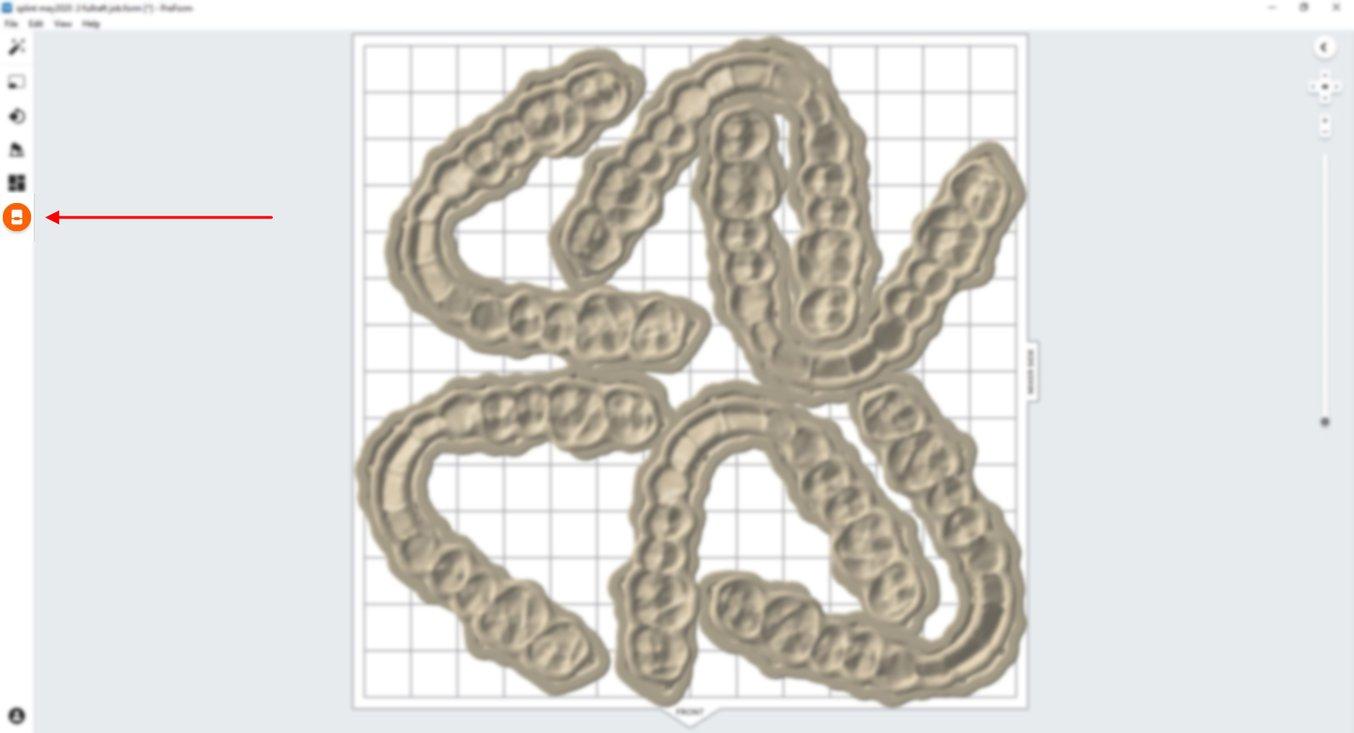
3.5 Layout di stampa
Per una stampa normale, è meglio posizionare le parti verso il centro della piattaforma di stampa.
Consiglio: quando stampi più progetti, sovrapporre le basi permette di ottimizzare l'uso del volume di stampa e risparmiare materiale.
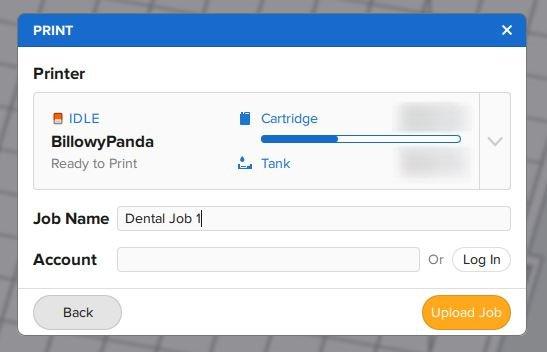
3.6 Invio del progetto alla stampante
Invia il progetto alla stampante cliccando sull'icona di colore arancione della stampante a sinistra in PreForm.
Si aprirà la finestra di dialogo "Print" (Stampa) da cui selezionare la stampante.
Clicca sul tasto di colore arancione "Upload Job" (Carica progetto) per iniziare a inviare il progetto alla stampante.
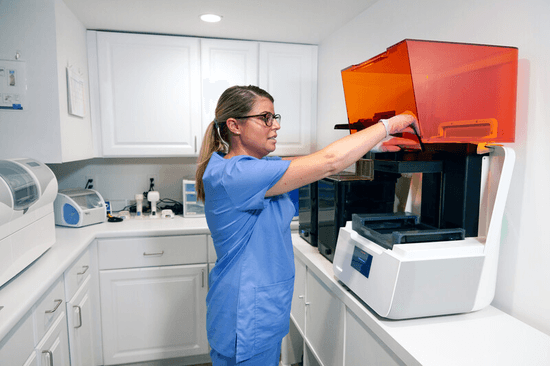
3.7 Configurazione della stampante
Agita la cartuccia di Dental LT Clear (V2), quindi inserisci la cartuccia, una piattaforma di stampa e un serbatoio resina compatibile nella Form 2 o nella Form 3B.
- Inizia a stampare selezionando il lavoro di stampa dall'interfaccia touchscreen della stampante
- Segui le istruzioni o le finestre di dialogo visualizzate sullo schermo della stampante
- La stampante completerà la stampa in modo automatico
Attenzione
Ai fini della piena conformità e biocompatibilità, la Dental LT Clear (V2) richiede una piattaforma di stampa e un serbatoio resina dedicati. Usa il Finish Kit o la Form Wash solo con altre resine biocompatibili Formlabs, come la Surgical Guide Resin.
4. Post-elaborazione
Usa sempre i guanti durante la manipolazione di resina e parti non polimerizzate.
4.1 Rimozione delle parti
Rimuovi le parti stampate dalla piattaforma di stampa inserendo l'apposito strumento sotto la base della parte e facendolo ruotare.

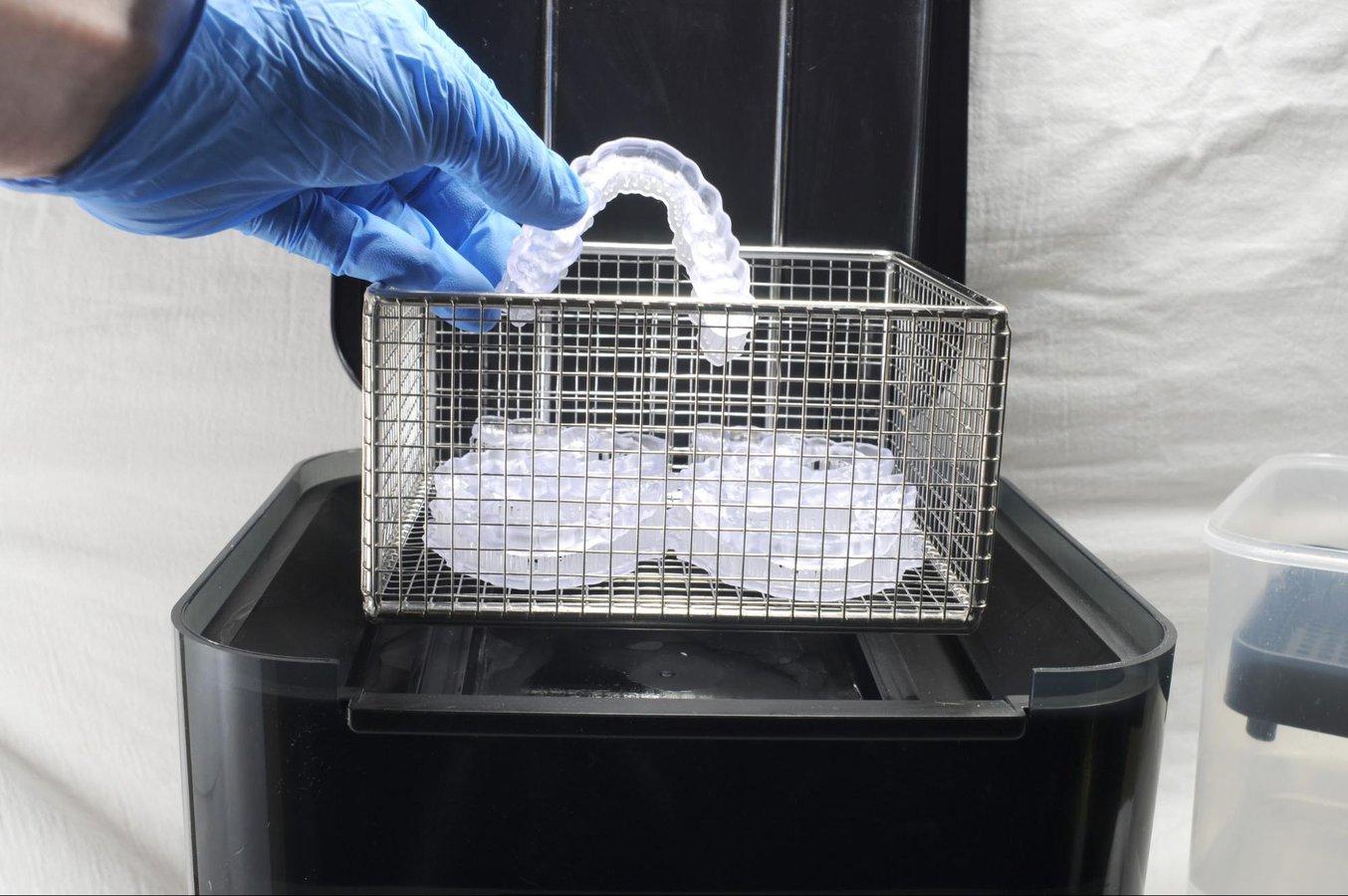
4.2 Lavaggio
Precauzioni
- Quando lavi la parte stampata con solvente, assicurati di essere in un ambiente adeguatamente ventilato e di indossare una mascherina e guanti protettivi appropriati.
- La Dental LT Clear (V2) scaduta o non utilizzata deve essere smaltita in conformità con le normative locali.
- L'alcool isopropilico va smaltito in conformità alle normative locali.
Posiziona le parti stampate in una Form Wash riempita con alcool isopropilico (≥99%) e imposta la durata del lavaggio su 15 minuti.
Assicurati che le parti siano completamente sommerse in alcool isopropilico durante il lavaggio.
Lavaggi di durata eccessiva potrebbero influire sulla precisione dimensionale e sulle prestazioni delle parti stampate con il passare del tempo.
Rimuovi le parti dalla Form Wash e immergile in alcool isopropilico (≥99%) pulito per altri 5 minuti.
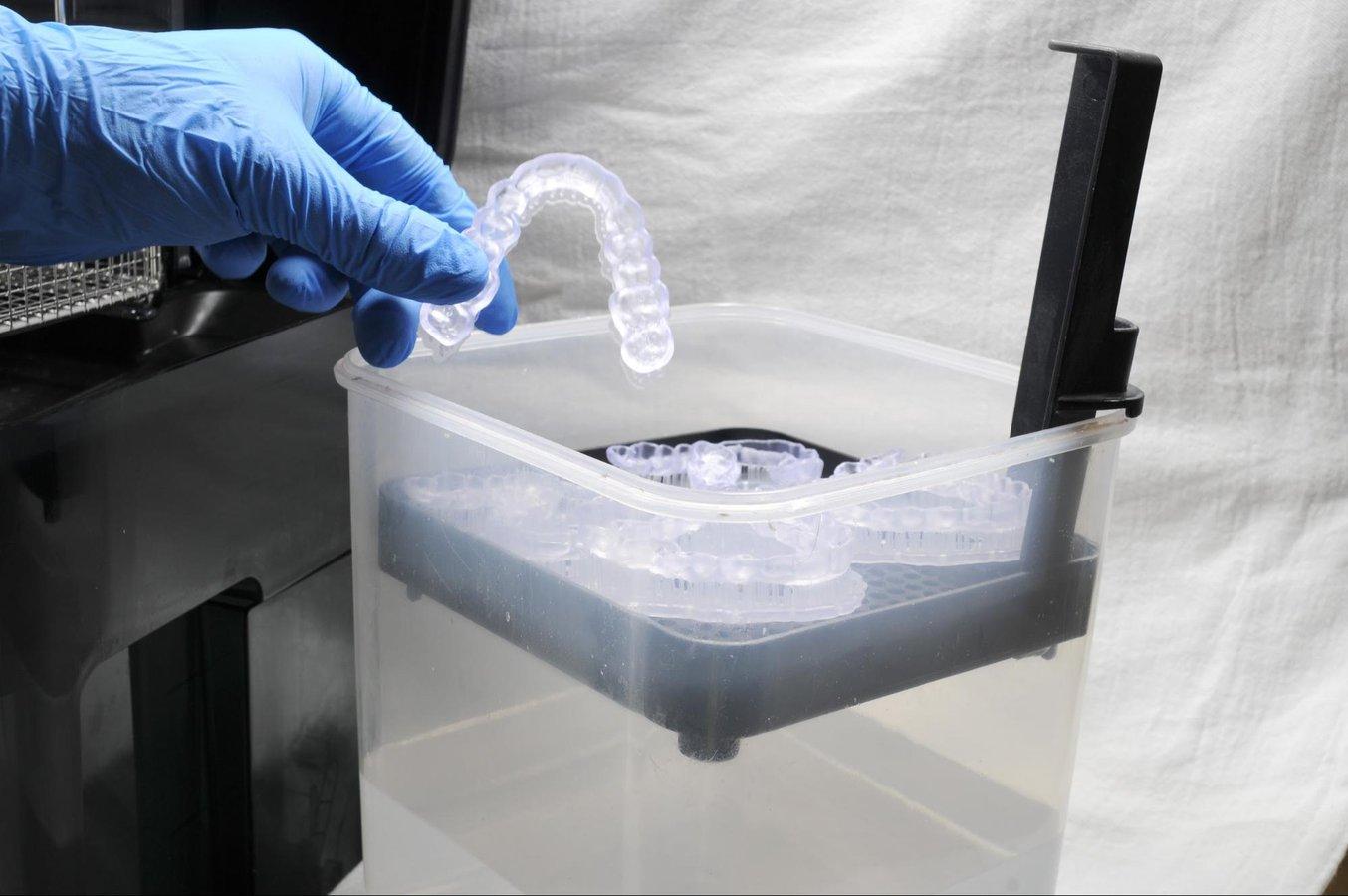
Nota: per pulire le parti può essere utile usare una bottiglia contagocce di alcool isopropilico pulito e aria compressa, soprattutto per le cavità più profonde dell'intaglio.

4.3 Asciugatura
Rimuovi le parti dall'alcool isopropilico e lasciale asciugare a temperatura ambiente per almeno 30 minuti.
Ispeziona le parti stampate per assicurarti che siano pulite e asciutte.
Prima di passare alle fasi successive, accertati che sulla superficie non sia rimasto alcun residuo di alcool, resina liquida in eccesso o frammenti.
Nota: se dovesse rimanere resina residua (dall'aspetto lucido), fai riferimento alla sezione precedente per eseguire un secondo risciacquo in alcool isopropilico pulito.

4.4 Polimerizzazione post-stampa
Posiziona le parti asciugate in una Form Cure e avvia la polimerizzazione post-stampa a 60 °C per 60 minuti.
Lascia che la Form Cure si raffreddi fino a temperatura ambiente tra un ciclo di polimerizzazione e il successivo.
Nota: lasciare lo sportello della Form Cure aperto ti permetterà di far raffreddare l'unità più rapidamente fra un ciclo e l'altro.

4.5 Rimozione dei supporti
Rimuovi i supporti utilizzando un disco da taglio e un manipolo o un altro strumento di rimozione.

Nota: strappare i supporti può essere più veloce, ma questo metodo potrebbe causare la formazione di cavità nella parte. Consigliamo di tagliare i supporti uno a uno.
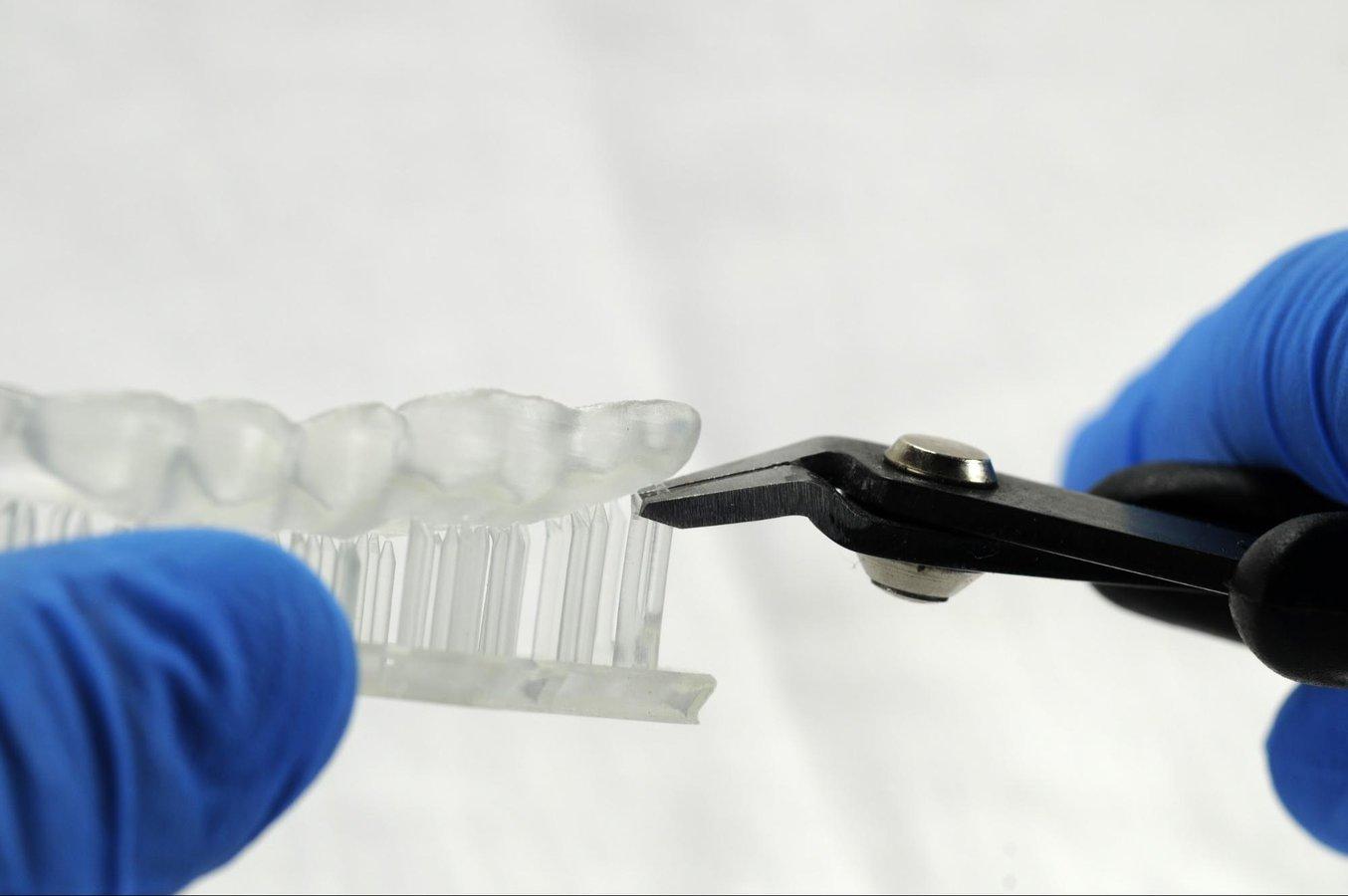
La rimozione dei supporti dovrebbe lasciare una lieve protuberanza.

Durante la rimozione dei supporti è possibile tagliare la base per rimuovere la parte successiva più agevolmente.


Ispeziona l'apparecchio. Se rilevi delle crepe, scarta la parte e ristampala.

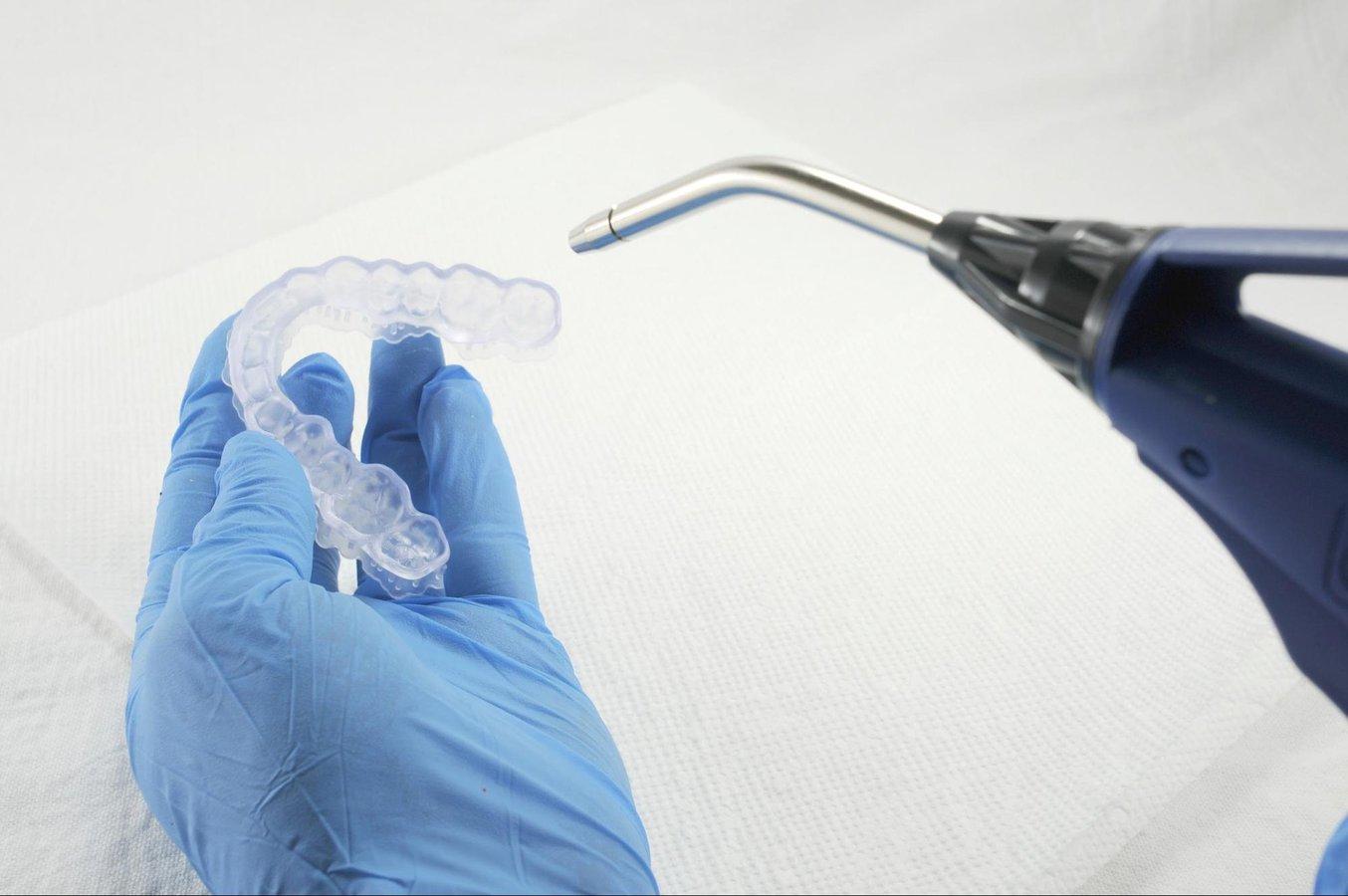
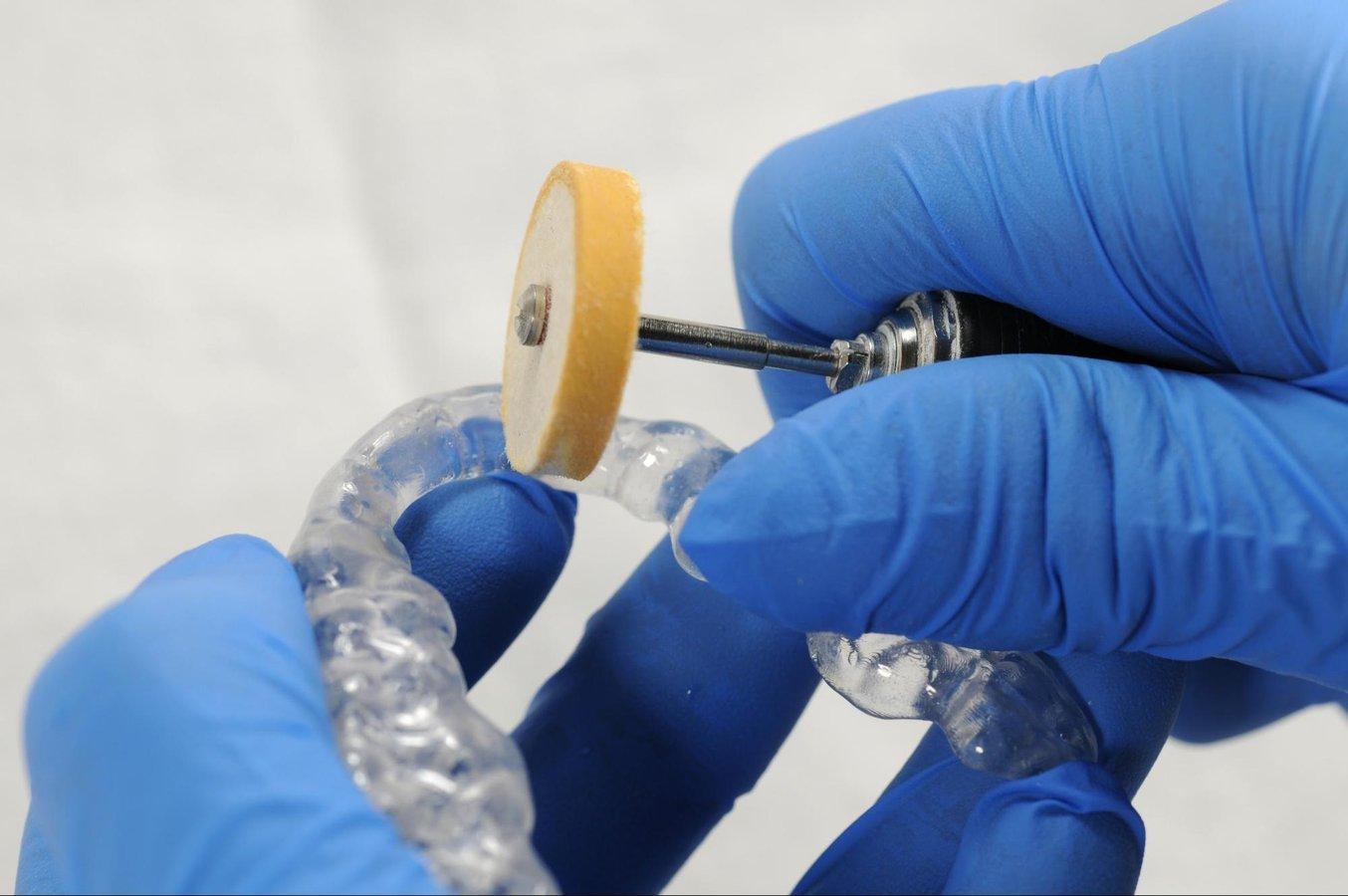
4.6 Finitura e lucidatura
Leviga le superfici dei supporti con una rotella o uno strumento rotante al carburo e un manipolo.
Nota: a seconda degli strumenti che usi per la finitura, potrebbe essere necessario un ulteriore passaggio con uno strumento rotante abrasivo tipo Scotch-Brite.

Una volta rifinita la superficie secondo necessità, leviga e liscia l'esterno del bite per aumentare il comfort per chi lo indosserà.
Strumenti e materiali tradizionalmente usati per lucidare l'acrilico e i suoi composti permettono di ottenere un'elevata lucentezza.
Nota: l'uso del tornio con disco di panno o di feltro, della pietra pomice e di composti per la lucidatura rende il processo facile e veloce.
5. Pulizia e disinfezione
5.1 Pulizia delle parti
Le parti completamente post-elaborate possono essere pulite usando un apposito spazzolino da denti morbido, con sapone neutro e acqua a temperatura ambiente.
Non usare dentifricio o altri detergenti abrasivi sulle parti stampate con la Dental LT Clear Resin (V2). I detergenti abrasivi potrebbero influire sulla finitura superficiale e sul comfort.
Dopo la pulizia, ispeziona sempre la parte e scartala se rilevi danni o crepe.

5.2 Disinfezione
Uno dei metodi di disinfezione testati consiste nell'immersione della parte finita in alcool isopropilico pulito al 70% per cinque minuti.

