Спецификации для проектирования
Качественный результат печати начинается с хорошо продуманной модели, оптимизированной для 3D печати. Мы создали это руководство по проектированию, чтобы описать минимальные требования, которые следует учитывать при использовании принтеров Formlabs.
Обратите внимание. Рекомендации, приведенные ниже, были созданы на основе печати с использованием полимера Formlabs Clear и толщиной слоя 100 микрон. При использовании других полимеров Formlabs и другой толщины слоя могут возникать небольшие отклонения.
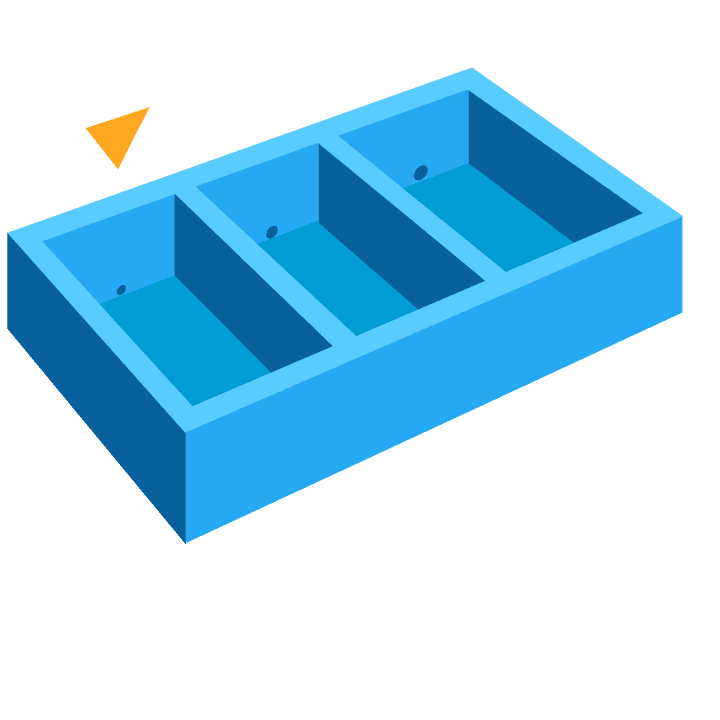
Минимальная толщина поддерживаемых стенок
Рекомендованная: 0,4 мм
Поддерживаемая стенка — это стенка, которая соединена с другими стенками с двух или более сторон. Поддерживаемая стенка менее 0,4 мм может деформироваться во время процесса отделения напечатанных слоев.
Примечание. Промывка тонких стенок
При промывке тонких стенок следует соблюдать осторожность, так как они могут поглощать IPA и разбухать в процессе чистки, что ведет к деформации модели. Уменьшение времени погружения в IPA позволит избежать этого эффекта.

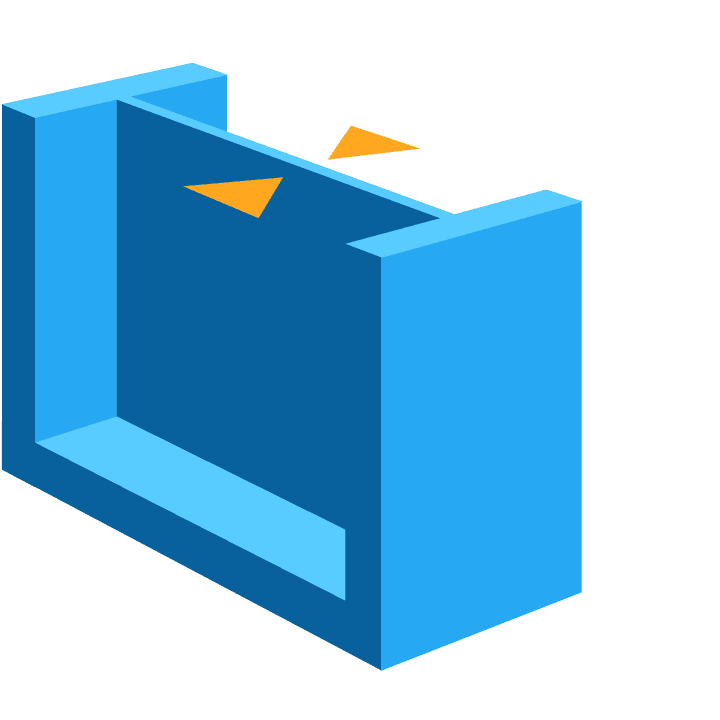
Минимальная толщина неподдерживаемых стенок
Рекомендованная: 0,6 мм
Неподдерживаемая стенка — это стенка, которая соединена с другими стенками менее чем с двух сторон. Неподдерживаемая стенка размером менее 0,6 мм во время печати может деформироваться или отделяться от модели.
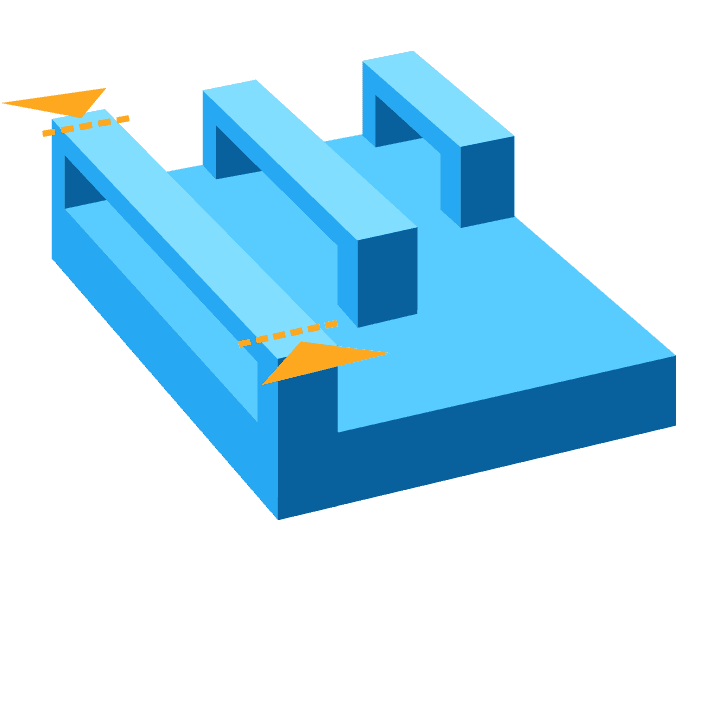
Максимальная длина неподдерживаемого выступа
Рекомендованная: 1,0 мм
Выступ означает часть модели, которая выдается горизонтально вперед, параллельно платформе. Печатать такие элементы без поддерживающих структур не рекомендуется, поскольку слои не могут поддерживать свою структуру. Горизонтальные выступы длиннее 1 мм будут слегка деформированы, и по мере увеличения длины выступа деформация также будет увеличиваться. Для поддержки выступающих частей в PreForm можно включить параметр «внутренние поддерживающие структуры».
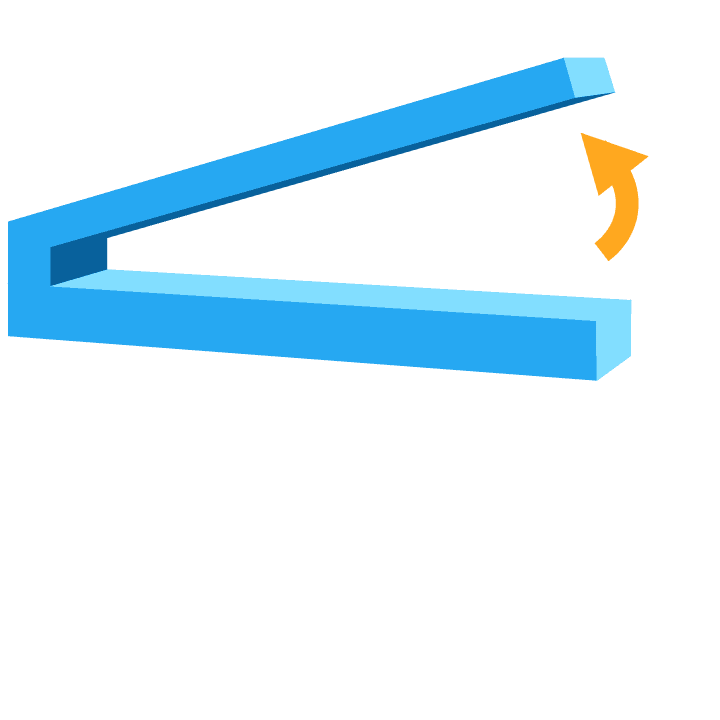
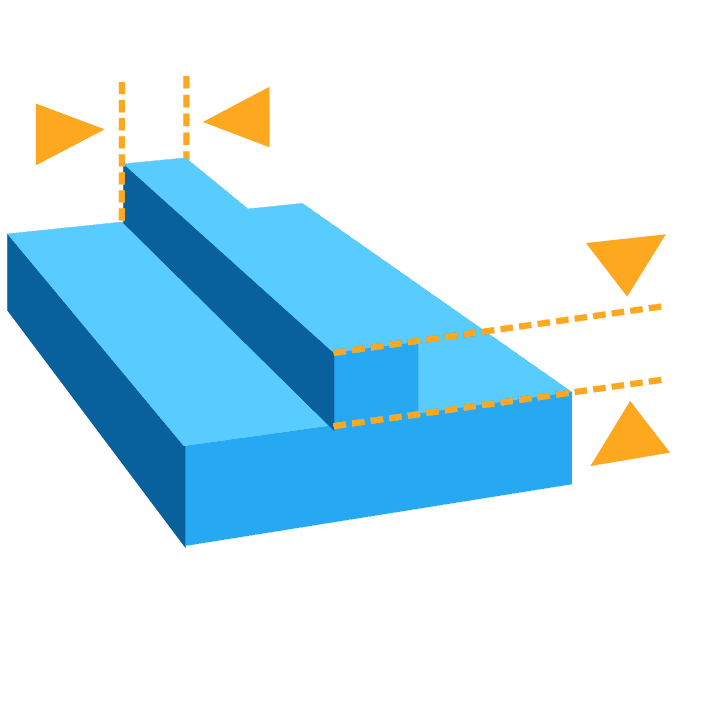
Минимальный угол наклона неподдерживаемого выступа
Рекомендованный: 19° от горизонтальной плоскости
(35 мм длиной × 10 мм шириной × 3 мм толщиной)
Под углом наклона выступа имеется в виду угол от горизонтальной плоскости, с которым выдается выступ. Печать под углом менее 19° может привести к отрыву выступа от модели во время процесса отслаивания. Модель следует повернуть так, чтобы плоские поверхности, которые не являются самонесущими, могли поддерживаться поддерживающими структурами. См. раздел «Печать плоских поверхностей под углом» нашей статьи об ориентации моделей .
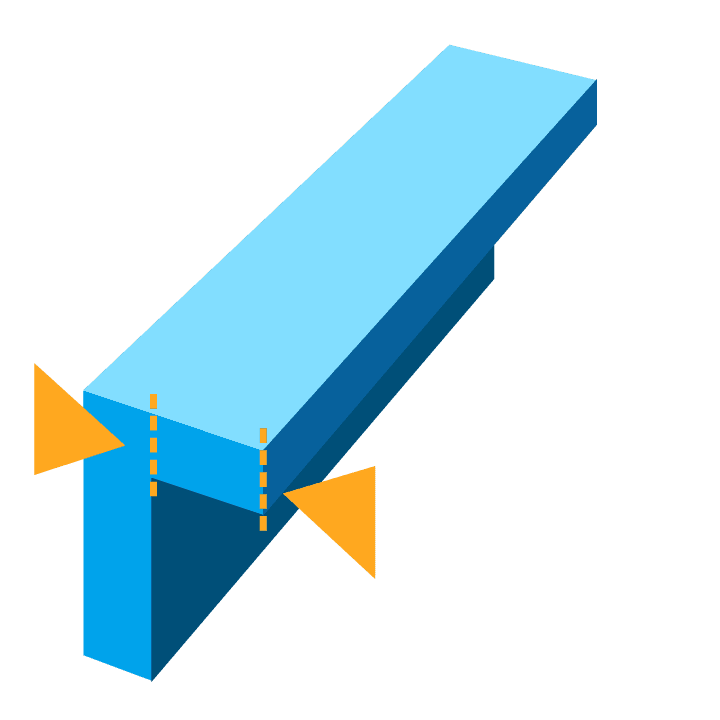
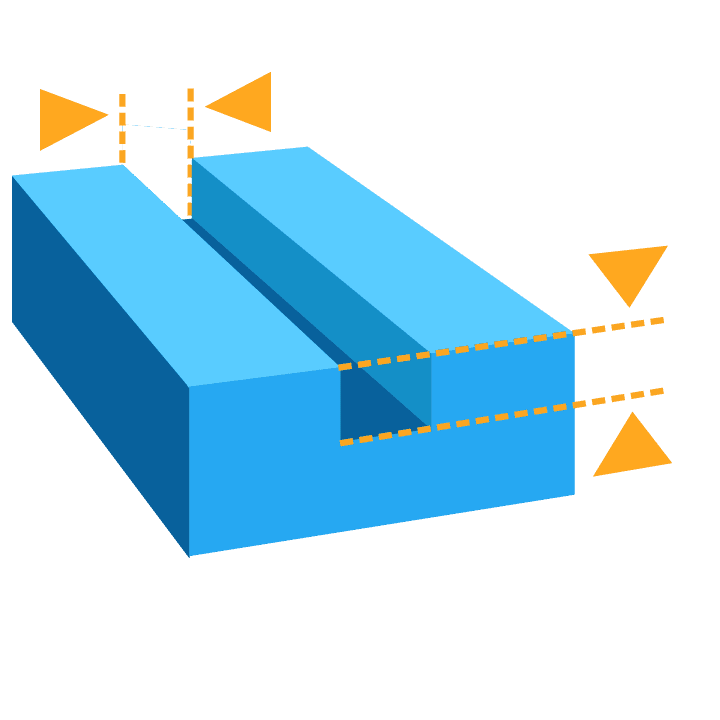
Максимальный горизонтальный пролет/мост
Рекомендованный: 21 мм
(5 мм шириной × 3 мм толщиной)
Пролет — это расстояние между двумя опорами конструкции. Хотя печать горизонтальных пролетов не рекомендуется, некоторые геометрические формы могут печататься хорошо. Для луча шириной 5 мм и толщиной 3 мм пролеты, длина которых превышает 21 мм, могут привести к неудачному результату. Более широкие лучи должны быть короче, чтобы во время процесса расслаивания не сломаться.
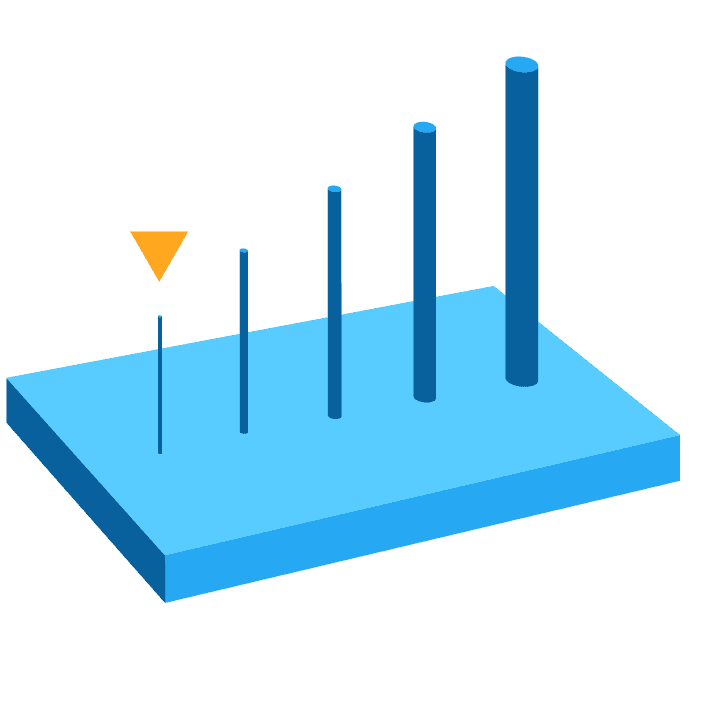
Минимальный диаметр вертикального провода
Рекомендованный: от 0,3 мм (7 мм в высоту) до 1,5 мм (30 мм в высоту)
Провод — это элемент, длина которого в два раза превышает его ширину. При печати проводов решающую роль играет соотношение; при толщине 0,3 мм можно печатать провод до 7 мм в высоту, далее возникнет колебание. Высота проводов толщиной 1,5 мм может достигать 30 мм без каких-либо побочных эффектов.
Примечание. Промывка небольших проводов
Как и при промывке тонких стенок, при мытье небольших проводов следует проявлять особую осторожность, так как при погружении в IPA они ослабляются и могут быть повреждены. Уменьшение времени погружения модели в IPA позволит избежать этого эффекта.
Минимальный размер рельефных деталей
Рекомендованный: 0,1 мм
Рельефные детали — это мелкие выступающие элементы на модели, например, текст. Детали менее 0,1 мм толщиной и высотой могут быть незаметны на модели.
Минимальный размер гравированных деталей
Рекомендованный: 0,4 мм
Гравированные детали — это вдавленные или утопленные элементы модели. Детали, утопленные менее на 0,4 мм по толщине и по высоте, могут быть не видны, поскольку в процессе печати они будут сплавлены с остальной частью модели.

Минимальный зазор
Рекомендованный: 0,5 мм
Зазор — это расстояние, которое должно быть соблюдено между двумя движущимися частями модели (например, расстояние между шестернями или шарнирами). Зазор менее 0,5 мм может привести к сплавлению частей модели друг с другом.
Минимальный диаметр отверстия
Рекомендованный: 0,5 мм
Отверстия диаметром менее 0,5 мм по осям x, y и z во время печати могут быть закрыты.