SLS 3D Printed Welding Fixtures and End of Arm Tooling (EOAT) at Etienne Lacroix
In November 2024, the MPM Group expanded their operations significantly to help them meet increasing demand. The new addition to their facility in Muret, France, will help them increase production capacity of by 25%, answering the surge in demand for plastic parts from aerospace and defense manufacturers.
In traditional fabrication processes like injection molding, the per-part costs are so low that manufacturers are forced into intense competition, reducing their margins to secure contracts over their peers. The most successful thermoplastics manufacturers have found ways to improve their bottom line and increase efficiency throughout the traditional workflows. The adoption of 3D printing has been an integral part of the industry overhaul.
The Etienne Lacroix Group is one of the standouts; they provide comprehensive pyrotechnic solutions for the defense, security, and logistics industries. Within the group, their subsidiary the MPM Company specializes in complex injection molding orders of up to 10,000 pieces, with very tight timelines. 3D printing has been consistent in their workflow for years, but adding the Fuse Series selective laser sintering (SLS) 3D printer has brought down costs for internal fixturing and tooling by 90%. Over two years of SLS 3D printing industrial fixturing in-house, MPM has printed over 4,000 parts on their Fuse 1 printer, including robotic end-of-arm tooling, welding fixtures, and machining fixtures.
“Formlabs’ Fuse has lowered our operating costs dramatically, and helped us keep production running with quick, affordable parts that stand up to the heat, pressure, and impact of an industrial environment.”
Jean Ceytte, Methods Engineer at MPM, Etienne Lacroix Group
Quick Custom Welding Fixtures With 3D Printing
Discover how to streamline your tooling process to accelerate rapid prototyping and low-volume production of metal parts with quick and modulable welding fixtures. Our R&D machine shop coordinator shares methods and best practices for 3D printing welding fixtures, including design guidelines, tool temperature study, practical examples, and cost analysis.
Scaling Up To SLS
Starting with fused deposition modeling (FDM) 3D printers years ago, MPM Company began with 3D printing as an inexpensive way to mock up potential products for customers. The low entry cost and industry-familiar materials like ABS and PLA made it easy to integrate FDM 3D printers into their workflow, but the technology quickly presented limitations when it came to functionality.
The MPM team added stereolithography (SLA) 3D printing with the Form Series, starting with a Form 2 and basic engineering resins for more functional assemblies and prototypes.
Their SLA 3D printers improved customers’ understanding of final-part concepts and made the product design workflow faster and more efficient. The versatility of available SLA materials even opened doors for 3D printing tooling for injection molding. SLA 3D printed injection molds ensure that MPM can move even further in the design process before ordering an expensive machined metal tool, and eliminating costly re-designs. Though FDM and SLA 3D printing added value and made their product design process more streamlined, MPM saw an opportunity for further efficiency gains through in-house manufacturing aids, end-of-arm-tooling, and end-use part production.
Technical Criteria for Industrial Fixturing
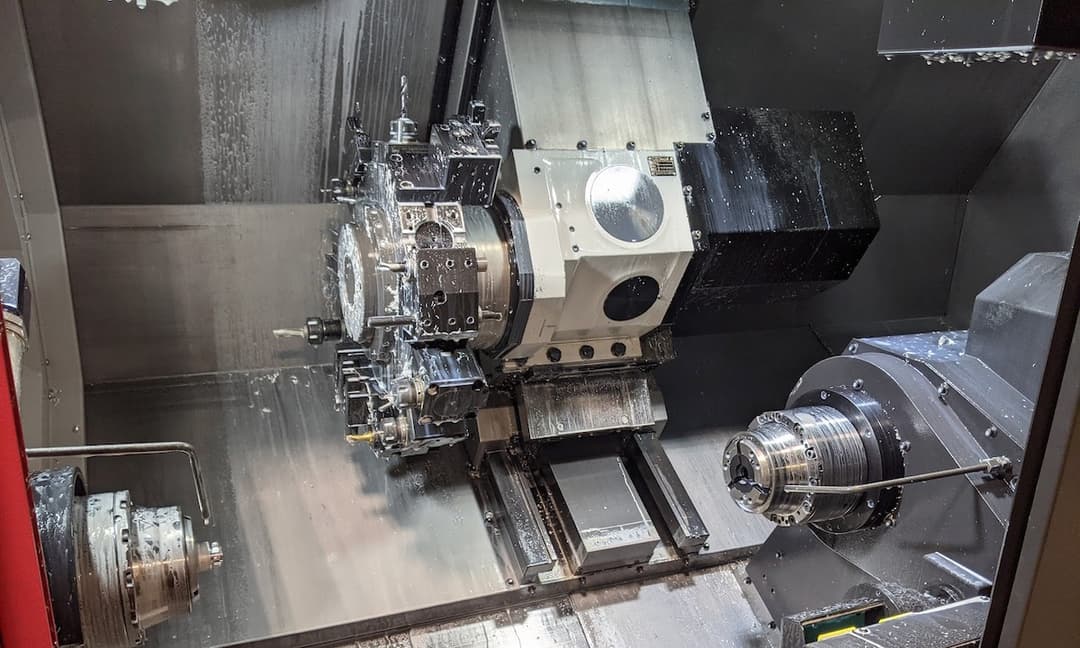
MPM’s injection molding process is a heavy industrial operation — they use 23 injection molding machines as well as CNC machining stations, welding robots, marking, coating, and assembly stations, and a range of automation tools to facilitate the production of thousands of plastic sub-assembly products for their customers. Each of these machines is a highly technical system, with a near-constant need for semi-permanent replacement parts, adjustment tools, fixtures, add-ons, and more. “Our machines are running all the time. When one needs an adjustment to fulfill an operation, or a replacement, production slows and we lose value.”
Fixturing for machines — be it extenders, grippers, product holders, etc, — needs to be dimensionally accurate to fit into the assembly, strong, and often machineable and heat-resistant. As MPM began to look for 3D printers that could meet the criteria, extending the Formlabs ecosystem seemed like an easy way to scale. “We already had Formlabs SLA printers, and liked the idea of expanding into a new technology with the same pre-print software and management system that was working so well already.”
The Formlabs Fuse SLS Ecosystem offered an accessible way to create industrial fixturing in-house that could stand up to the pressure, temperature, and tolerancing demands. “We tested parts and found that our designs printed on the Fuse worked well.” Two years into the SLS workflow with the Fuse Series, MPM has produced over 4,000 parts in Nylon 12 Powder.
Ultrasonic Welding Fixtures
Creating fixturing for welding processes is a challenge for every manufacturer who works with metal parts. New tooling is necessary for every new product — as geometries change, the jigs and fixtures need to change as well in order to adapt new products to standardized welding processes. These fixtures are exposed to heat, pressure, and vibrations, and often need to last for thousands of welds.
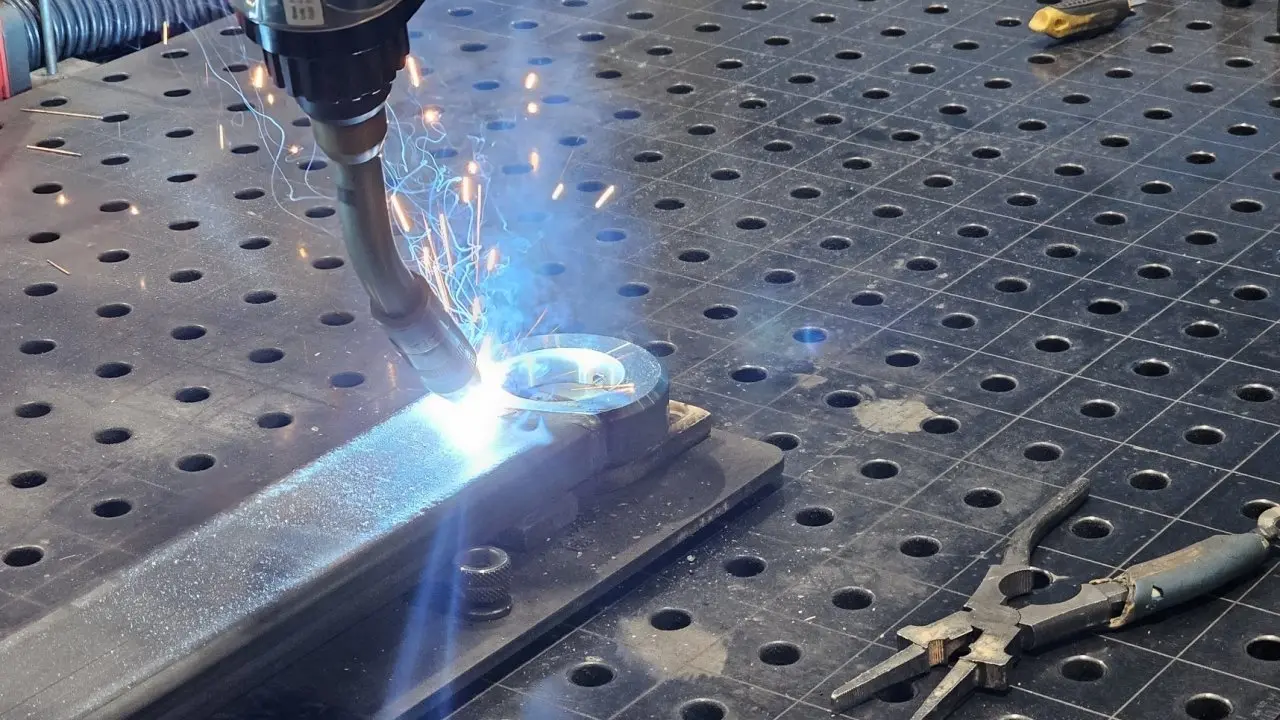
These tools are placed inside an ultrasonic welding machine to hold brass inserts onto an injection molded part during welding. Despite heat, pressure, and vibration exposure, the printed fixtures are still functional after running more than 3,000 welds. The tools have intricate geometries with thin ribs and alignment features that are challenging to machine; the team would need to outsource the job to a 5-axis CNC machining service, which would be more costly and time-consuming.
By 3D printing them, they reduced time and cost by a factor of fifteen while gaining precision and design complexity. In addition, tools printed in Nylon 12 Powder are softer than metal fixtures and protect the welded part from being scratched. Welding fixtures can be 3D printed with Nylon 12 Powder for low-temperature welding processes, such as ultrasonic welding or spot welding. For higher temperatures welding processes such as MIG or TIG, Formlabs recommends 3D printing with Rigid 10K Resin on the Form Series SLA printers.
The ultrasonic welding fixture is the U-shaped part placed on a metal stool to absorb some of the forces in action. On this specific model, they typically weld three parts per minute, with two welds per part.
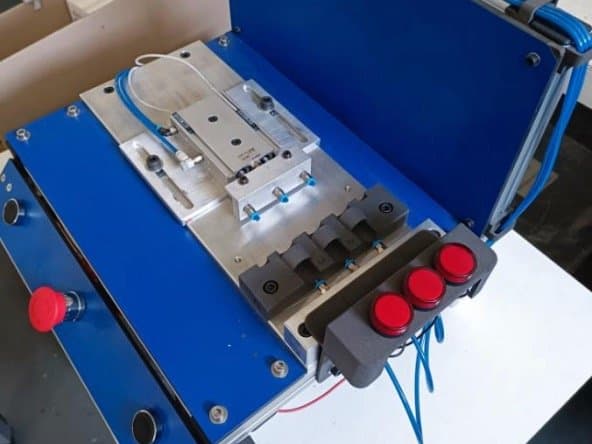
This machine is typically used three to four times a year for a series of 3,000 units each.
Application: Hold brass inserts onto an injection molded part during welding.
Criteria:
-
Heat, pressure, vibration exposure
-
Thin geometric features
Traditional Manufacturing Method: CNC Machining
Cost and Lead Time Comparison: SLS 3D Printing vs. Outsourced Machining
| Alternative Method | 3D Printing In House | |
|---|---|---|
| Equipment | Metal CNC machined (5-axis) outsourced | Fuse Series, Nylon 12 Powder |
| Cost | €150 | €10 |
| Time | 2-3 weeks | 1 day |
SLS 3D Printed Robotic End-of-Arm Tooling (EOAT)
As automation and advanced robotics become an even bigger part of the manufacturing landscape, end-of-arm-tooling (EOAT) gains importance as the method by which manufacturers can integrate standardized machines into unique workflows. Tooling components, like grippers, experience a lot of wear and tear throughout a typical day, and often need replacements.
In-house SLS 3D printing provides an affordable way to produce these parts on demand. MPM has leveraged their Fuse Series SLS 3D printer to create custom EOAT to replace worn grippers, and has seen several immediate benefits, such as:
-
Reduce machine downtime with on-demand replacement parts
-
Extend the robot’s lifetime by lightweighting replacement parts
-
Lower risk of damage caused by previously metal tooling scratching other components
-
Improve customization through affordable production and complex geometries
One specific robot EOAT is used monthly to deliver a production series of 5,000 units of overmolded parts. The robot is made of 32 grippers picking up hot metallic inserts (at 80 °C or 176 °F) to place them inside the injection mold. The grippers used to be in plastic outsourced from the original supplier. They wore out quickly and needed to be replaced after two series, which is about 10,000 units. Each of them costs €55, €1760 per robot, with three weeks of lead time.
With the Fuse Series, the team can print them in a day for €1 each. The Nylon 12 Powder grippers are lighter than the original ones and resist much better to the high temperature of the inserts. After a year of use and about 60,000 parts, they are still functional. The team reduced their cost by a factor of 330 and their lead time by 15. They save more than €10,500 per year with only this part.
| Alternative Method | 3D Printing In House | |
|---|---|---|
| Method | Outsourcing Off-the-Shelf Grippers | In-House SLS: Fuse Series |
| Cost per year | €10,560 | €32 |
| Time | 3 weeks | 1 day |
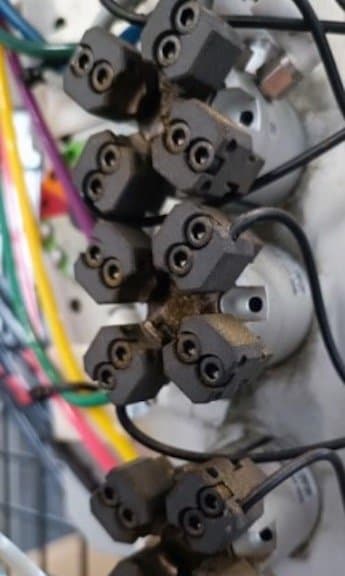
The Fuse Series is ideal for creating custom, lightweight end-of-arm tooling (EOAT) to pick up heated metallic inserts. Here, this robot has 32 jaws that control the parts by optical fiber and are printed on the Fuse Series in Nylon 12 Powder.
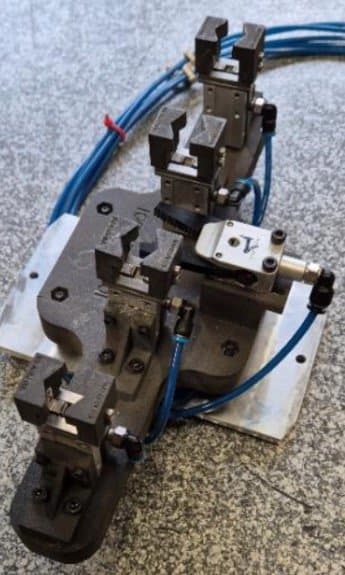
This robot has four SLS 3D printed jaws as well as a board, costing only a few dollars compared to the previous price of outsourcing plastic components.
Finding New Uses for In-House SLS

Screwed suction cups are easy to add through the use of threaded inserts into Fuse printed parts and are helpful for creating these robotic boards.

The durability of nylon makes it a great fit for creating these types of components, which have to endure a lot of wear and tear.
Having access to the Fuse in-house means that when the team notices a problem or an inefficiency, they have the ability to immediately design a fix. When they noticed that they needed customized boards for one robotic device, they were able to print a strong, lightweight board with threads for self-tapping screw-in suction cups. The strength and light weight of SLS 3D printed nylon enables a complex geometry that maximizes structure and support while minimizing bulkiness.
The Fuse Series is put to work in all different ways. From customized tooling and grippers to workholding devices for machining, having the means of production so accessible is allowing MPM to reduce downtime and make every operation more efficient.

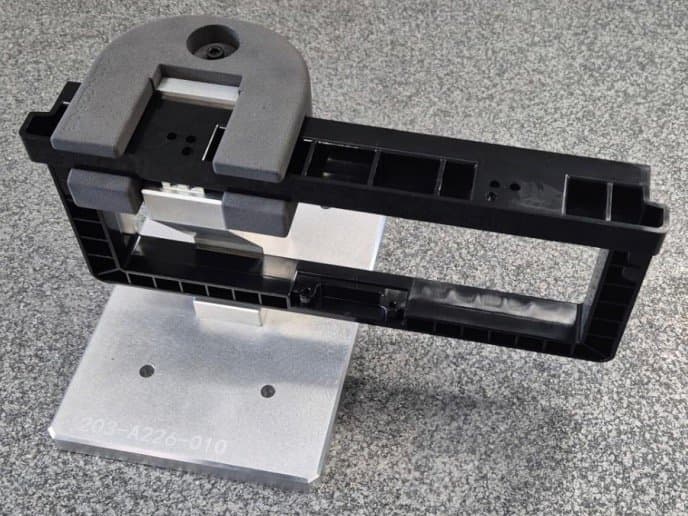
Holding trays like this one reduce downtime and inefficiences: an operator can work immediately on a part while it's still quite hot, as long as it's held securely in a tray like this.
The end-use capabilities of SLS 3D printed parts are also useful in situations where chemicals or heat may be present.
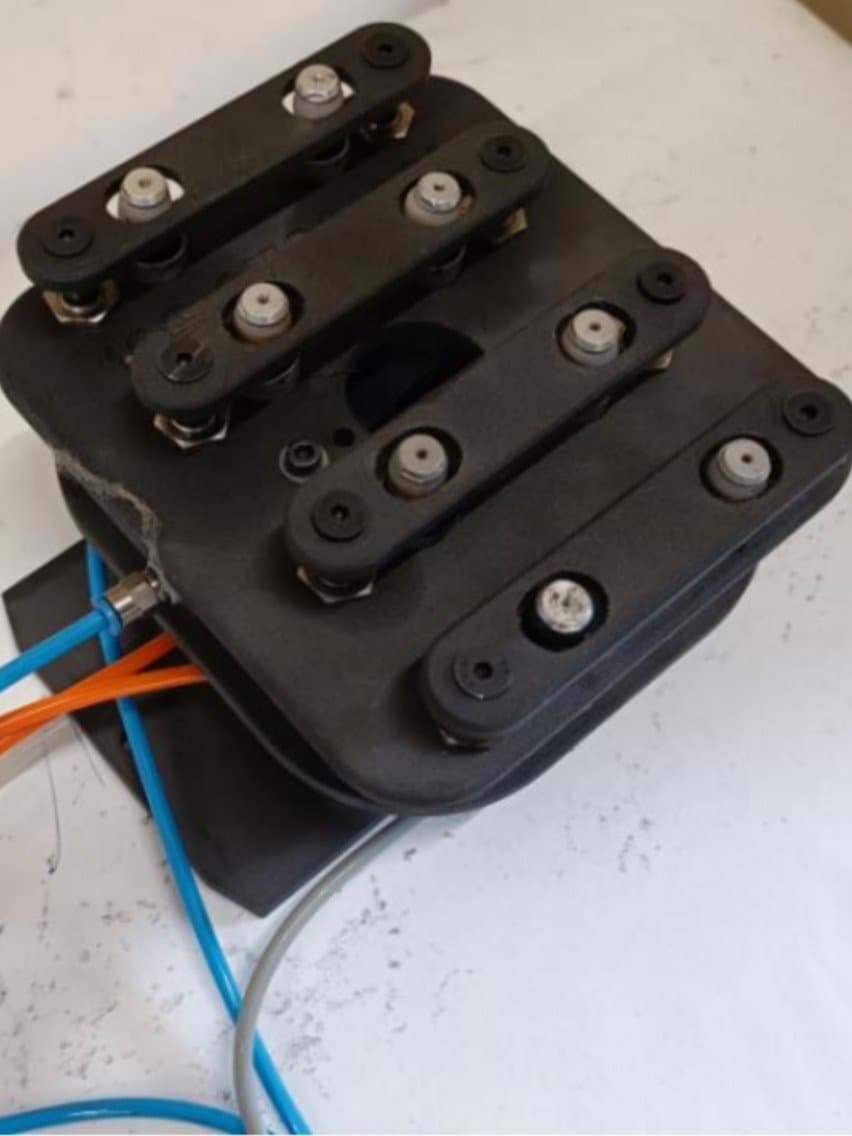
The Fuse Series is ideal for creating complex assemblies that need to house electronics and withstand heat and machining easily.

Accuracy is also important, so the final parts can reliably fit onto their holder.

Shallow grooves and defined embossed features are easily handled by the Fuse Series.
The Problem-Solver: In-House SLS
Automation tools and robotics can help manufacturers increase production and improve efficiency, but they also pose challenges during integration, maintenance, and replacement. SLS 3D printing can help overcome those challenges by providing in-house solutions for a range of issues. From temperature and chemical-resistant workholding devices that improve safety to fixtures that reduce the risk of damaged parts and increase productivity, SLS 3D printed tooling can have enormous benefits for every complex manufacturing workflow.
MPM Company and the broader Etienne Lacroix Group have been able to reduce their operating costs and increase the lifetime of their expensive advanced robotics systems by SLS 3D printing on-demand EOAT, jigs, fixtures, workholding devices, and more.
To learn more about metalworking, visit our applications page. To test the material properties of SLS 3D printed materials like nylon, TPU, or polypropylene, request a free SLS 3D printed sample.