

Sectores tan diversos como la industria aeroespacial y el diseño de gafas cada vez utilizan más piezas impresas en 3D mediante sinterizado selectivo por láser (SLS) por sus buenas propiedades mecánicas y sus métodos de producción asequibles. Para mejorar todavía más sus propiedades mecánicas y estéticas, los usuarios de la impresión 3D SLS utilizan con frecuencia técnicas de posacabado como tintes, revestimientos, galvanizados o pinturas.
Teñir piezas impresas en 3D con el Nylon 12 White Powder en impresoras 3D SLS de la serie Fuse da acceso a un enorme abanico de oportunidades para que los clientes construyan prototipos atractivos y creen piezas listas para la producción con diversos colores.
En esta guía, describiremos el proceso para teñir las piezas impresas en 3D mediante SLS y repasaremos las muchas ventajas que ofrece.
¿Por qué deberías teñir tus piezas impresas en 3D mediante SLS?
Las piezas impresas en 3D mediante SLS se están volviendo más comunes en cada fase del proceso que va desde el diseño a la fabricación. Debido a la superficie ligeramente granulosa de las impresiones 3D SLS, las soluciones de posacabado como el alisado, los revestimientos y el tinte también están ganando popularidad.
El tinte es un método económico para dar color a las impresiones SLS, que potencia su estética sin menoscabar sus propiedades mecánicas. Independientemente de si se quiere producir una remesa pequeña de piezas coloreadas o de si lo que se busca es realizar una producción de gran volumen homologada mediante el sistema Pantone, existen métodos de tinte para cualquier proceso de trabajo. Con el Nylon 12 White Powder, los usuarios de la Fuse 1+ 30W pueden obtener de forma fiable colores muy variados, como naranjas, rosas, azules y casi todos los demás. Independientemente de si el color es necesario para diferenciar el producto, para cumplir una norma estética específica o por motivos de visibilidad importantes para la seguridad, teñir las piezas es una solución viable.
Nuestro equipo probó cuatro métodos populares y nos comunicó los resultados. Esta guía describirá esos métodos y mostrará el proceso de tinte de un cliente que diseña y fabrica productos de uso final con este ecosistema de la serie Fuse y el Nylon 12 White Powder.

El tinte es ideal tanto para el prototipado funcional como para la producción de piezas de uso final con colores personalizados que se ajusten a la estética de una marca.
Solicita una pieza de muestra gratuita de SLS
Experimenta la calidad de Formlabs de primera mano. Te enviaremos una pieza de muestra gratuita de Nylon 12 White Powder impresa con la Fuse 1+ 30W a tu oficina.
Equipamiento de tinte
Probamos equipamientos de tinte para reunir las herramientas óptimas para teñir el Nylon 12 White Powder. A continuación, describimos las herramientas, la mezcla de tinte y los parámetros del baño de tinte que obtuvieron los mejores resultados en nuestros ensayos.
Estación de tinte
A la hora de elegir un sistema de tinte, hay que tener en cuenta el tamaño de las piezas impresas, las cantidades, el precio y los niveles de uniformidad del color que hacen falta. Los precios de los sistemas de tinte oscilan entre unos pocos cientos de euros y decenas de miles de euros, y esos importes suelen ser proporcionales al nivel de calidad y de uniformidad del color que se pueden alcanzar con ellos. Cada uno de los cuatro métodos más comunes para teñir piezas impresas en 3D tiene ventajas distintas, y es importante tener claras las expectativas sobre la calidad del color y el presupuesto antes de elegir un método.
El tinte en olla es el método más accesible porque requiere únicamente una olla segura para altas temperaturas y la solución de tinte, aunque los resultados que da son menos uniformes que los de los demás métodos. Es el que más trabajo manual requiere y a veces produce piezas dañadas por el calor y el agitado.
El tinte ultrasónico ofrece una mejora respecto al tinte en olla en cuanto a la uniformidad de los resultados y a mantener la integridad de las piezas. Este método requiere menos trabajo manual que el tinte en olla, ya que el usuario solo necesita establecer una temperatura deseada en un limpiador ultrasónico, añadir las piezas y poner un temporizador. Usar vibraciones ultrasónicas para agitar la solución reduce la probabilidad de que las piezas acaben dañadas durante el tinte y produce resultados uniformes.
El tinte a presión se realiza con una olla a presión similar a utensilios culinarios como la Instant Pot y es un método que puede alcanzar temperaturas más altas que el tinte en olla o el tinte ultrasónico. Después de introducir las piezas en una solución dentro de la olla a presión, la olla se cierra y puede alcanzar hasta 120 °C de temperatura. La combinación del calor y la presión hace que las piezas se saturen de un color intenso, pero una de sus desventajas es que su alta temperatura también puede llegar a dañar las piezas, ya que los 120 °C superan la temperatura de reblandecimiento VICAT del TPU 90A Powder de Formlabs.
Los sistemas industriales como la DM60 de DyeMansion son rentables para grandes cantidades de piezas y cuando se necesitan resultados extremadamente uniformes. Estas soluciones de gran formato eliminan gran parte del trabajo manual del proceso de tinte e incluyen configuraciones programadas para tipos diferentes de piezas y colores. Con un sistema más programable como la DM60, los clientes de impresión 3D SLS pueden dedicar más tiempo a tareas más importantes, como el diseño de las piezas y la optimización de las impresiones.
| Método | Tamaño | Cantidad | Color | Estable frente a la radiación UV | Coste |
|---|---|---|---|---|---|
| Tinte en olla | ★★ | ★★ | ★★ | No | Menos de 50 € |
| Tinte ultrasónico | ★★★ | ★★★ | ★★★ | No | 100 € a 1000 € |
| Tinte a presión | ★★ | ★★ | ★★★★ | No | 100 € a 500 € |
| DM60 de DyeMansion | ★★★★★ | ★★★★★ | ★★★★★ | Sí | Más de 50 000 € |
El equipamiento que recomendamos para teñir es el termocirculador ESVC-28 - Spectrum de Winco. Esta máquina es asequible, está disponible en múltiples proveedores y es fácil de configurar y utilizar.
Proveedor de EE. UU.: 699,99 $
Proveedor de EMEA: 659,99 €
Proveedor de APAC: 299 $

El termocirculador ESVC-28 Spectrum de Winco es una solución ideal para el tinte ultrasónico.
Cualquier sistema capaz de alcanzar las temperaturas necesarias (de 80 °C a 90 °C) y de hacer circular la solución debería ser adecuado para realizar el tinte. También recomendamos tener cerca unas tenazas de acero inoxidable para ayudar a sacar las piezas impresas del baño de tinte.
También hay soluciones industriales disponibles en el mercado para teñir impresiones SLS, como la DM60 de Dyemansion, que son rentables para grandes cantidades de piezas y cuando se necesitan resultados extremadamente uniformes. Este producto es capaz de albergar hasta 60 l de componentes por remesa de tinte e inyecta automáticamente el tinte, además de lavar las piezas después de teñirlas.
La DM60 confiere un grado mucho mayor de uniformidad y constancia de los resultados que el tinte en olla, así como una mayor estabilidad de los tintes frente a la radiación UV. Un servicio adicional que ofrece Dyemansion es el desarrollo de colores a medida. Para los usuarios con un requisito estricto de color o que quieren teñir un volumen muy elevado de piezas (piezas de uso final, en series de producción de más de 1000 unidades), utilizar una máquina industrial como la DM60 puede ser una buena elección.
Estas soluciones de gran formato eliminan gran parte del trabajo manual del proceso de tinte e incluyen configuraciones programadas para tipos diferentes de piezas y colores. Sin embargo, que tengan unos costes iniciales más elevados significa que la inversión se rentabilizará más rápidamente para quien imprima cantidades muy elevadas de piezas.
Equipamiento anticorrosión
Un baño de agua circulante y calentada puede corroer el revestimiento de acero del contenedor. Algunos de los tintes sugeridos en este libro blanco pueden corroer gradualmente el acero al calentarse repetidamente. Es muy similar a la corrosión observada en los calentadores de agua que se usan en los hogares. La solución más sencilla para hacer frente a la posible corrosión es añadir un ánodo de magnesio en el baño, asegurándote de que hace contacto eléctrico con el revestimiento de acero, por ejemplo, mediante una abrazadera conductora o una unión ajustada. Los ensayos internos de Formlabs han demostrado que incluir un ánodo de magnesio prolonga la vida útil del baño de tinte en más de 8 veces respecto a la de un baño que no lo incluya. Los ánodos de magnesio se pueden adquirir a través de muchos canales de fácil acceso, como Amazon y las ferreterías locales. Formlabs utilizó este ánodo de magnesio en sus baños de tinte durante los ensayos.
Otras opciones para prolongar la vida útil del baño de tinte son utilizar soluciones de tinte más suaves, como los tintes ácidos Jacquard o hacer funcionar el baño de tinte a una temperatura más baja.
Solución de tinte
En cuanto a los tintes, recomendamos el tinte RIT ProLine para los usuarios que simplemente buscan resultados rápidos y fáciles. Aunque esto no permite igualar el color ni teñir más allá de las opciones que ofrece actualmente RIT, sí ofrece una solución ágil. Se pueden obtener varios tonos de los colores disponibles variando el tiempo y la temperatura en el baño de tinte. En el apartado "Proceso de trabajo de tinte" de este libro blanco se incluye más información sobre los efectos de la temperatura y el tiempo. RIT ProLine se puede adquirir a través de Amazon o de la página web de RIT.
Durante el ensayo, también se probaron tintes ácidos Jacquard, que resultaron ser una solución eficaz. No se observó ninguna mejora perceptible respecto a los tintes RIT en la saturación del color conseguido con un tinte ácido Jacquard, pero expande el número de colores disponibles.
Si utilizas el tinte RIT ProLine, la concentración que sugerimos es de 100 g de tinte y 100 g de ácido cítrico por 1 kg de agua. Añadir más tinte y/o ácido cítrico puede aumentar la absorción de colorante de la pieza impresa. El aumento de la absorción del tinte conduce a una mayor saturación y a un color más intenso en el producto final. Empieza con la concentración sugerida y utiliza algunas piezas de prueba para evaluar el impacto del color y del tiempo en el aspecto final de la pieza, y añade luego más tinte o tinte de otro color para ajustar el resultado al aspecto deseado.
Se realizaron ensayos con agua desionizada y agua del grifo, sin que se identificara ninguna diferencia medible entre ambas. El agua del grifo que se utilizó procedía de Somerville, Massachusetts, y tiene una dureza media de 16 mg/l. Es posible que los usuarios de lugares con una mayor dureza del agua obtengan resultados distintos al comparar el agua del grifo con el agua desionizada.
Como se detalla más adelante en esta guía, el cliente de Formlabs y fabricante de piezas de uso final Ken Pillonel descubrió que el tinte de la empresa francesa Techniques Chimiques Nouvelles proporcionaba un color más intenso. En las pruebas internas que se realizaron con él, el tinte produjo la intensidad esperada, pero traía consigo un olor fuerte. Si no tienes una ventilación adecuada en tu espacio de trabajo, lo más probable es que el tinte RIT sea una opción mejor.
Cómo teñir piezas impresas en 3D mediante SLS
Formlabs ha realizado ensayos exhaustivos para determinar qué colores se pueden obtener con piezas impresas mediante SLS, utilizando técnicas de tinte accesibles y de bajo coste. El tinte que se usó fue el RIT ProLine, un polvo de bajo coste y fácil acceso que contiene una mezcla de colorantes directos, ácidos y dispersos, y es eficaz para teñir fibras de nylon. Otras variables que se han puesto a prueba son la temperatura, la acidez, la saturación del tinte, la duración del tiempo de tinte y el aditivo detergente en la solución de tinte. Se pusieron a prueba piezas de Nylon 12 Powder y Nylon 12 White Powder, y a continuación, exponemos aquí el efecto de cada variable.
1. Preparación de las piezas
Es esencial asegurarse de que las impresiones se limpian adecuadamente antes de aplicarles el tinte. El polvo de impresión suelto que queda en la superficie de la pieza puede absorber el tinte de forma diferente al polvo sinterizado, lo que da lugar a un acabado del tinte menos controlado y menos uniforme, y hace que la pieza sea menos segura para el lavado. Recomendamos limpiar las impresiones con la solución automatizada de limpieza y pulido Fuse Blast. Esto hará que se elimine todo el polvo suelto de la impresión sin añadir tiempo de trabajo manual adicional al proceso de trabajo. También se puede utilizar una granalladora manual para limpiar las impresiones.
A la hora de limpiar piezas impresas con el Nylon 12 White Powder, no se recomienda utilizar un armario de granallado que se haya usado anteriormente para polvos grises, ya que el polvo residual que haya quedado en él puede dar a las piezas blancas un aspecto grisáceo.
2. Tinte
Empieza por calentar el baño a 90 °C para maximizar la saturación del color. El baño puede tardar varias horas en calentarse, en función de qué baño de tinte se use. Cuando el baño haya alcanzado la temperatura máxima, prueba a tener una pieza durante un minuto en el baño. Este tiempo es suficiente para calibrar el color y decidir si es necesario hacer más ajustes en el tinte o en el tiempo que las piezas deben pasar en el baño.
Temperatura y tiempo
La temperatura y el tiempo tienen un gran impacto en el color final de la pieza. A juzgar por nuestros ensayos, aumentar la temperatura produce un color más saturado en menos tiempo.

Las piezas de esta imagen se tiñeron en el mismo baño de tinte, a 90 °C, sacándolas del baño en intervalos de 3 minutos, de derecha a izquierda.
Si se desea un color más claro, considera la posibilidad de reducir la temperatura de la solución de tinte a 70 °C o menos. A temperaturas más altas, la saturación se puede alcanzar con enorme rapidez, lo que deja muy poco margen para la divergencia y puede dar lugar a diferencias en las piezas acabadas. Hay un aumento de la absorción del tinte por parte de la pieza a lo largo del tiempo, pero esta tendencia se estabiliza a los 20-25 minutos, cuando la pieza alcanza un punto de saturación en el que ya no puede penetrar más tinte en la superficie.
Aditivos
Algunos aditivos pueden modificar el proceso de tinte y mejorar la uniformidad o la absorción del tinte. En el caso de RIT ProLine y los tintes ácidos Jacquard, se suele utilizar ácido cítrico o ácido acético como componente necesario para acidificar el baño de tintura.
También se puede usar sulfato de amonio como sustituto de la mayor parte o la totalidad del ácido cítrico o acético, en una proporción 1:1. El sulfato de amonio es una fuente de ácido más suave y un agente de nivelación, lo que significa que ralentiza la velocidad de absorción del tinte en la pieza. Ayuda a conseguir uniformidad con tonos claros, o en procesos de tinte en los que se desea un control más preciso del color. Otros agentes de nivelación que se pueden utilizar además de una fuente de ácido son el sulfato de sodio, el acetato de sodio y los tensoactivos catiónicos o no iónicos.
Usar tensoactivos puede resultar útil en el baño de tinte, así como en el procedimiento de lavado posterior al tinte. Añadir tensoactivos al baño de tinte puede ayudar con la infiltración en pequeños poros o canales de las piezas, así como a nivelar el tinte. Se pueden utilizar detergentes domésticos no iónicos, como el detergente Alcojet de baja espuma, en una dosis recomendada de 10 g por 1 kg de baño de tinte. No se recomiendan los tensoactivos iónicos, como el jabón de lavavajillas, ya que pueden provocar que se forme espuma o burbujas.
Para reducir la cantidad de tinte que se desprende de las impresiones, las piezas se pueden lavar con un tensoactivo leve después de teñirlas, con lo que se elimina cualquier exceso de tinte o el tinte que no se haya adherido a las superficies. Hay que tener cuidado, ya que los tensoactivos fuertes y/o el agua caliente pueden desteñir el color del tinte. Recomendamos utilizar detergentes diseñados específicamente para esta tarea, como Synthrapol, siguiendo las instrucciones del fabricante.
Después del lavado, también se puede evitar que las piezas desprendan tinte utilizando un fijador de tinte. Estos productos se utilizan sobre la pieza teñida cuando ya está lavada y secada, y hay muchas opciones disponibles en línea. Asegúrate de seleccionar un fijador que esté anunciado para su uso con tintes ácidos, nylon, seda o lana. Además, o como alternativa al uso de un fijador, a las impresiones teñidas se les puede dar un revestimiento para obtener una solidez óptima del color al lavado y a la luz. Los revestimientos de poliuretano se usan para tejidos teñidos con frecuencia, pero puede resultar más difícil trabajar con ellos. Si se trabaja a una escala más pequeña o con procesos más sencillos, los revestimientos y protectores para tejidos se pueden utilizar como revestimientos superficiales en las impresiones teñidas. Asegúrate de elegir un revestimiento compatible con el tejido de nylon.
Cambio de los colores del baño de tinte
Cuando cambies los colores de un baño de tinte, vacía primero toda la solución que haya en él y deséchala de acuerdo con la normativa local y la ficha de datos de seguridad (FDS) del tinte. Otra opción es almacenar el baño de tinte en estado líquido para utilizarlo en una fecha posterior, de acuerdo con la normativa local de seguridad.
A medida que la solución de tinte se calienta y va pasando por ciclos de tinte, se puede producir cierta sedimentación. Debido a esto, las paredes y la base del depósito se deben limpiar después de vaciarlo para que no se produzca una contaminación cruzada de colores. Cuando se hayan completado estos dos pasos, se recomienda un aclarado con agua limpia para asegurarse de eliminar cualquier resto de tinte que haya en el sistema de circulación.
Solo se debe preparar una nueva solución de tinte después de haber limpiado la máquina. Si se van a utilizar varios colores con frecuencia, se pueden adquirir varios circuladores para reducir la frecuencia de los cambios.
Ken Pillonel diseñó una solución fácil para este paso: usar recipientes de gran tamaño llenos de la solución de tinte dentro del tanque y colocar un imán giratorio en el fondo de esos recipientes para agitar el líquido. De este modo, puede utilizar diferentes recipientes para cada color de tinte, sin esperar a que se enfríen y se limpien. Para aprender más sobre su método y esta solución, ve su vídeo, que encontrarás al final de este artículo.
Degradación del baño de tinte
A medida que se pasan lotes consecutivos de piezas por el baño de tinte, la superficie de las piezas absorberá el pigmento, agotando la concentración del colorante en el baño de tinte. Para compensarlo, puede ser necesario añadir más tinte a la solución. Si quieres obtener los resultados de color más uniformes posibles, lo mejor es preparar un baño de tinte nuevo para cada ciclo.
3. Después del tinte
Lavado
Después del tinte, las piezas se deben lavar con agua. Este lavado posterior al tinte elimina la solución de tinte sobrante que quede en la superficie de las piezas. Este exceso de tinte puede colorear de forma desigual las impresiones al secarse y se puede desprender si se ve expuesto a la humedad. Para lavar las impresiones, basta con enjuagarlas en agua caliente de uno a cinco minutos o hasta que el agua salga limpia. Si sacas muchas piezas impresas del baño a la vez, introdúcelas inmediatamente en agua fría a medida que las vayas sacando. El tinte sobrante que se seca sobre las impresiones sin lavar puede provocar una coloración desigual.
Secado
Secar las piezas después de lavarlas ayuda a evitar que se manchen. Se trata de un paso opcional, pero se recomienda especialmente para las piezas con cavidades internas que puedan atrapar líquido en su interior. Estas impresiones pueden secarse de forma desigual, lo que puede provocar una línea de marcas de agua en algunas superficies del componente. Para mitigar este efecto, asegúrate de lavar bien el exceso de tinte cuando haya finalizado el ciclo de tinte y, si es posible, utiliza aire comprimido para eliminar todo el exceso de humedad posible y ayudar así al proceso de secado. Consideramos que un deshidratador de alimentos es un método económico para conseguir resultados repetibles.
Pulido
Utilizar el Fuse Blast Polishing System después del tinte es un método eficaz para aumentar la reflectividad de las piezas teñidas, lo que da como resultado un aspecto más brillante en ellas. También se pueden teñir las piezas después de alisarlas con vapor para darles un acabado brillante.
Combinaciones de colores y materiales
Tinte de piezas blancas
Teñir el Nylon 12 White Powder es la mejor opción para obtener la gama de colores más amplia. El Nylon 12 White Powder se debe utilizar para todos los colores claros, incluidos los pasteles, y los colores vivos.

Piezas impresas en 3D con el Nylon 12 White Powder que se han teñido en una estación de tinte ultrasónico.
Tinte de piezas grises
El mismo proceso se puede usar para teñir piezas de Nylon 12 Powder de forma satisfactoria. Sin embargo, como las piezas impresas con el Nylon 12 Powder son de color gris oscuro, solo se pueden teñir de tonos de color oscuros, que suelen ser más apagados.

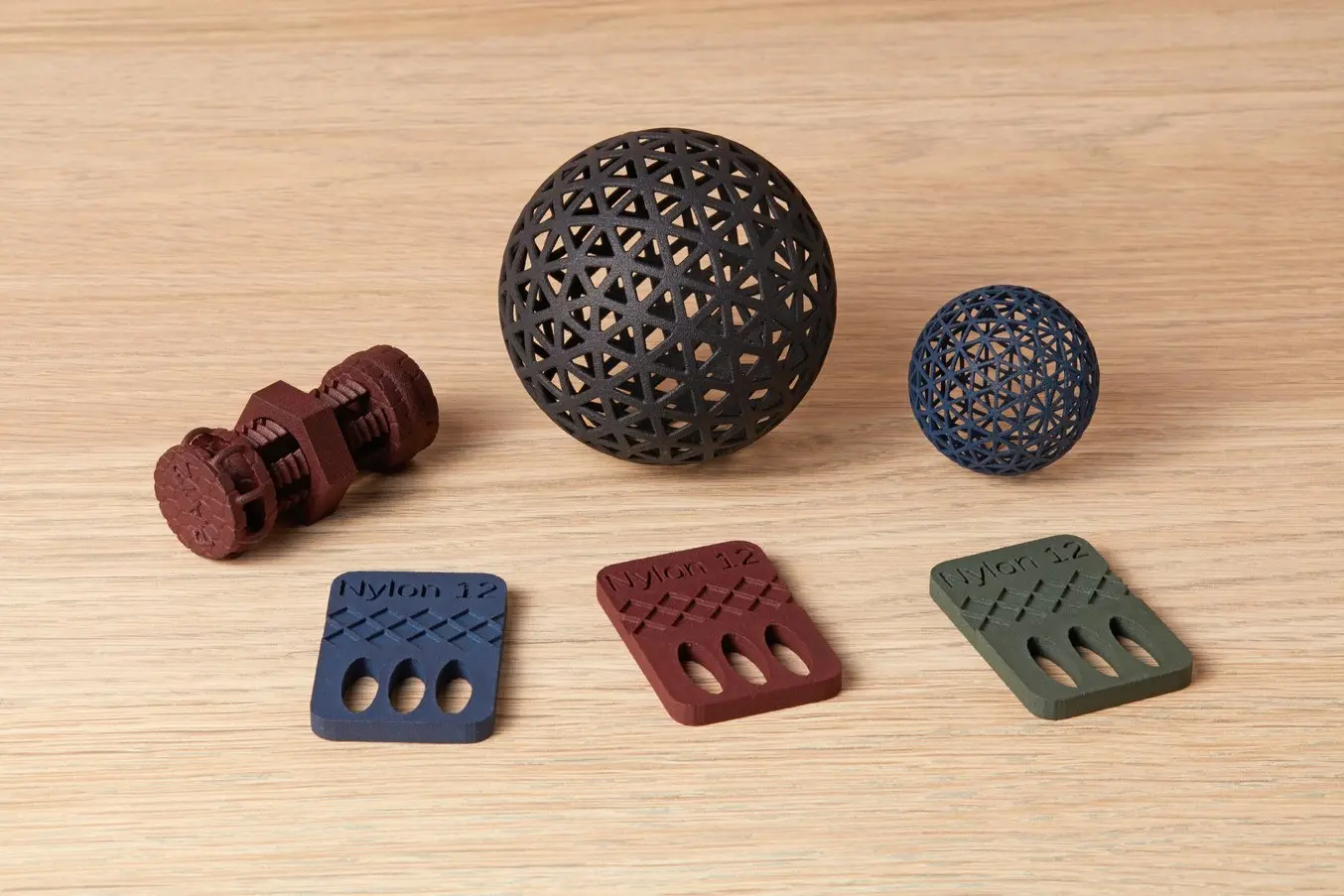
Piezas de Nylon 12 Powder de color gris oscuro, teñidas con tonos de color más oscuros.
Tinte de piezas negras
Si el negro es el color final deseado, recomendamos utilizar el Nylon 12 Powder estándar de Formlabs con Rit ProLine Black. Este material tiene un sustrato más oscuro, lo que hace que la transición al negro sea más uniforme.
Aunque es posible teñir de negro piezas hechas con el Nylon 12 White Powder, no es recomendable. El sustrato más claro hace que los colores oscuros sean más difíciles de teñir que hacerlo con el estado oscuro inicial del Nylon 12 Powder.
Ventajas del tinte
El tinte suele aplicarse como alternativa a los revestimientos. Las ventajas del tinte respecto a las pinturas y revestimientos convencionales son que tiene un coste más reducido, que requiere menos trabajo manual y la posibilidad de dar color a geometrías complejas.
Coste
El equipamiento necesario para teñir en tu empresa es muy accesible. Una vez obtenido el equipamiento, el coste de realizar pruebas de tintes es increíblemente bajo. Por ello, el tinte resulta más rentable que las pinturas y los revestimientos en la mayoría de las situaciones.
Mano de obra
El proceso de tinte está automatizado en gran medida; una vez que la solución de tinte está preparada, el equipamiento regula la temperatura del baño de tinte por sí solo. El único trabajo manual que hace falta es añadir las piezas que se van a teñir al baño mientras este circula, y después retirar y lavar las piezas cuando se haya alcanzado el tiempo deseado. Que se necesite tan poco trabajo manual es otra gran ventaja de utilizar tintes para colorear las piezas impresas en 3D mediante SLS.
Geometría de la pieza
Las impresoras 3D SLS de la serie Fuse son capaces de imprimir geometrías muy complejas. Esto puede dar lugar a detalles que son difíciles o imposibles de cubrir con revestimientos tradicionales que se basan en que el usuario los pulverice sobre la pieza a ojo. Dado que el tinte utiliza una solución acuosa para aplicar el color, las geometrías internas complejas se tiñen con la misma eficacia que los rasgos externos de las piezas.
Restricciones del tinte
Al teñir las impresiones, hay algunas limitaciones que se deben tener en cuenta para obtener resultados repetibles.
Geometría
Si tiñes piezas que tengan una geometría cóncava, asegúrate de que estén totalmente sumergidas. Las piezas que contienen cavidades internas tienen tendencia a atrapar aire y flotar. Esto impide que el colorante penetre en la superficie que flota por encima de la solución, así como en las caras internas que contienen las burbujas de aire atrapadas. Forzar a la pieza a sumergirse completamente y agitarla para eliminar el aire atrapado en ella debería resolver este problema.
Restricciones de color
Al teñir de tonos claros, el tiempo que las piezas pasan en el baño de tinte y la temperatura del mismo cambiarán drásticamente el color final de las impresiones. Si se desea un color concreto o si todas las piezas deben tener un color uniforme que se repita en varios baños de tinte, asegúrate de que las piezas se sacan tras pasar el mismo tiempo en la solución y de que se tiñen a la misma temperatura.
Restricciones del espacio de trabajo
El proceso de tinte puede ser bastante sucio. Al añadir o sacar impresiones de la solución de tinte, se pueden producir salpicaduras y goteos. Las salpicaduras que entren en contacto con la piel o la ropa las teñirán, por lo que se debe utilizar un equipo de protección individual que proporcionen una cobertura adecuada. También te recomendamos que coloques el equipamiento de tinte lejos de cualquier superficie que no quieras que se manche, como las paredes blancas. Desechar el tinte también puede difícil, en función del tinte que se utilice. Asegúrate de comprobar los requisitos locales respecto al agua y sigue las FDS para asegurarte de que las soluciones de tinte se desechen correctamente. Una última restricción del espacio de trabajo que hay tener en cuenta son los vapores. Ya que el proceso de tinte requiere que se caliente la solución, pueden salir vapores dependiendo de lo que contenga el baño de tinte. En nuestros ensayos, algunas marcas desprenden olores mucho más perceptibles que otros, pero en todos los casos se recomienda encarecidamente disponer de una ventilación adecuada. El tinte RIT ProLine tuvo menos olores perceptibles que otras marcas.
Solidez del color a la luz y al lavado
El color de las impresiones teñidas puede degradarse con el tiempo cuando las piezas se exponen a la luz o al agua. Estas propiedades se conocen como solidez del color a la luz y solidez del color al lavado, respectivamente. El tinte puede desprenderse en ambientes húmedos si las piezas no se lavan adecuadamente después de teñirlas. Si deseas información, consulta el apartado de Lavado en la sección Después del tinte. Aunque las piezas impresas se laven y se sequen correctamente después del tinte, pueden desteñirse igualmente. A temperaturas elevadas o cuando se realizan lavados frecuentes, esta decoloración se acelerará. También es de esperar que se produzca decoloración con una exposición prolongada a la luz solar o a la radiación UV.
Cualquier forma de protección UV, como un revestimiento transparente resistente a la radiación UV, puede ayudar a mejorar la solidez del color a la luz. Marcas como Krylon y Rustoleum están disponibles en muchas tiendas y son rentables. En los ensayos, se observó que el Nylon 12 White Powder teñido con el tinte negro RIT ProLine mantenía un color constante tras el equivalente a pasar una semana a la luz del sol. Del mismo modo, las impresiones teñidas se decoloraron un ~3 % (casi al límite de la percepción humana típica) tras sumergirlas en agua a 60 ˚C durante seis horas. Se observó que se desprendía una cantidad notable de tinte de estas impresiones, manchando el agua en la que se estaban mojando, así como la piel o los tejidos que entraban en contacto con ellas.


El tinte es ideal tanto para el prototipado funcional como para la producción de piezas de uso final con colores personalizados que se ajusten a la estética de una marca.
Caso de estudio de un cliente: Tinte de impresiones SLS de nylon con Ken Pillonel
Ken Pillonel, ingeniero y fundador del popular canal de YouTube Exploring the Simulation, se ha convertido en una "fábrica de plásticos de una sola persona" gracias al ecosistema SLS de la serie Fuse. Tras expandir sus capacidades y añadir una unidad más de la impresora Fuse 1+ 30W, la Fuse Sift y la Fuse Blast, Pillonel ha podido fabricar sus estuches de carga de uso final para AirPods usando Nylon 12 Powder teñido. Para profundizar en la impresión 3D SLS para piezas de uso final, en cómo preparar un proceso de trabajo con nitrógeno y en cómo conseguir un proceso de trabajo de tinte que sea preciso, repetible y de alta calidad, ve el vídeo de Pillonel que aparece a continuación.
Cómo empezar a teñir impresiones 3D SLS
Al disponer de procesos de trabajo asequibles como el tinte ultrasónico, teñir piezas impresas mediante SLS es un modo fácil y accesible de potenciar la estética de tus impresiones.
Teñir piezas de Nylon 12 White Powder y Nylon 12 Powder utilizando equipamiento y consumibles de tinte fácilmente accesibles es un método rentable y eficiente para aplicar color a las piezas acabadas, independientemente del color que se busque. Este proceso ofrece una alternativa viable a los revestimientos tradicionales, ya que requiere un trabajo manual mínimo y colorea geometrías complejas de forma eficaz.
Siguiendo las recomendaciones de este informe, los usuarios pueden conseguir resultados uniformes y deseables, expandiendo los potenciales usos de las piezas de nylon impresas en 3D mediante SLS. Ya sea con fines estéticos, funcionales o de seguridad, el tinte proporciona una solución valiosa para incorporar color en los componentes impresos en 3D.
Si estás explorando un uso que requiere piezas de nylon en color impresas mediante SLS, ponte en contacto con un representante para saber más sobre el ecosistema Fuse y el tinte de piezas de nylon.