

Hay muchos aspectos que tener en cuenta al preparar un objeto para la impresión 3D. Uno de ellos es la orientación del objeto en la base de impresión: ¿hay una superficie suficiente para tener una buena adherencia, se han minimizado los voladizos sin soportes y hay bastante espacio libre entre los objetos?
Por encima de todas estas consideraciones hay otra más si la pieza está pensada para soportar esfuerzos considerables: la anisotropía.
En este contexto, la anisotropía se define como la posesión de propiedades físicas que varían en función de la dirección. Por ejemplo, un objeto impreso en 3D puede tener un alargamiento de rotura distinto en los ejes X, Y y Z.
La oposición entre isotropía y anisotropía es un concepto del que se habla a menudo en el ámbito de la impresión 3D, pero en muchos casos, los supuestos que implica se basan en generalizaciones.
Con frecuencia, este tipo de contenido solo se centra en las impresoras de modelado por deposición fundida (FDM), que funden polímeros que después se endurecen para formar las piezas finales sólidas, y después realizan conexiones intuitivas para expandir la idea de la anisotropía estructural a otras tecnologías, como la impresión 3D por estereolitografía (SLA) basada en la resina.

Validación de la isotropía en la impresión 3D por SLA
¿No tienes tiempo para leer ahora? Descarga el archivo PDF del artículo.
Descarga el artículo en PDF¿Por qué las piezas de FDM son anisotrópicas?
Las impresoras 3D construyen las piezas capa a capa, pero usan métodos diferentes para hacerlo. Esto tiene un impacto considerable en la estructura molecular de las piezas que produce cada tipo de tecnología.
Por ejemplo, las impresoras FDM funden capas de plástico sobre otras capas. Esto crea una adhesión mecánica (no química). Como se demuestra en este experimento, las superficies de las capas de FDM no se adhieren completamente entre sí. Incluso cuando la capa anterior está parcialmente fundida, las capas circundantes solo se adhieren parcialmente a sus capas adyacentes.
Por consiguiente, los objetos impresos mediante FDM que se generan poseen propiedades mecánicas distintas en función de la dirección en la que actúa sobre ellos el esfuerzo mecánico y son menos densos que un objeto similar producido mediante otros métodos, como el moldeo por inyección. Este también es el motivo por el que es difícil producir objetos impermeables o estancos con la impresión FDM: las piezas impresas mediante FDM están llenas de vacíos y orificios microscópicos.
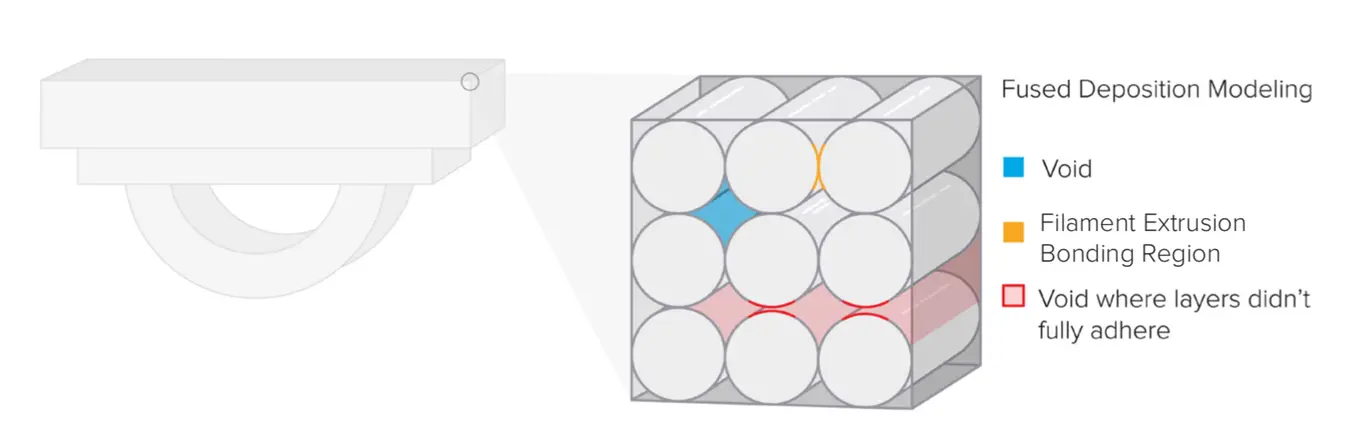
Las impresoras 3D FDM forman las capas depositando líneas de ácido poliláctico (PLA) o plástico acrilonitrilo butadieno estireno (ABS). Este proceso implica que las capas no quedan adheridas con tanta fuerza como las mismas líneas (extrusiones de filamentos), pues hay vacíos entre las líneas redondeadas que pueden provocar que la adhesión entre las capas no sea completa.
Cuando se observa esta disposición a escala molecular, hay una clara distinción entre las fuerzas que hay dentro de cada capa y las fuerzas que mantienen las capas unidas, Cada línea depositada de PLA o ABS se compone de cadenas de polímeros muy entrelazadas que tienen una gran cohesión y son resistentes, tenaces y rígidas.
A medida que se depositan más líneas al lado o encima de otras, es muy difícil o incluso imposible obtener el mismo nivel de entrelazamiento entre cada línea, con lo que los enlaces en las regiones entre las fibras son menos resistentes y rígidos.
Esto significa que dado un patrón de deposición de líneas particular, la pieza será más resistente en la dirección de la línea depositas y menos resistente en los ejes compuestos principalmente por esas regiones de adhesión entre fibra, concretamente los dos ejes espaciales perpendiculares al eje de las líneas.

Las impresiones por FDM son anisotrópicas: cuando se les aplica peso, estas impresiones pueden fallar si no están orientadas correctamente o no se han modelado de una forma que tenga en cuenta la anisotropía.
En resumen, las piezas impresas mediante FDM no tienen la misma resistencia en todas las direcciones, por lo que la orientación es importante cuando se diseñan y se imprimen piezas que soportan cargas..
¿Por qué las piezas de SLA son isotrópicas? En teoría...
En la impresión 3D con resina, no hay diferencia entre los enlaces químicos que forman cada capa y las fuerzas que mantienen unidas las capas entre sí.
Al formarse cada capa, los monómeros de la resina reaccionan y forman enlaces covalentes que proporcionan un alto grado de resistencia lateral, pero la reacción de polimerización no se lleva a cabo por completo, sino que el proceso de impresión se modula de manera que la capa se mantiene en un estado de semirreacción llamado estado "sin poscurar".
Este estado sin poscurar es distinto del estado completamente curado en un sentido muy importante: sigue habiendo grupos polimerizables en la superficie con los que las capas posteriores pueden formar enlaces covalentes.
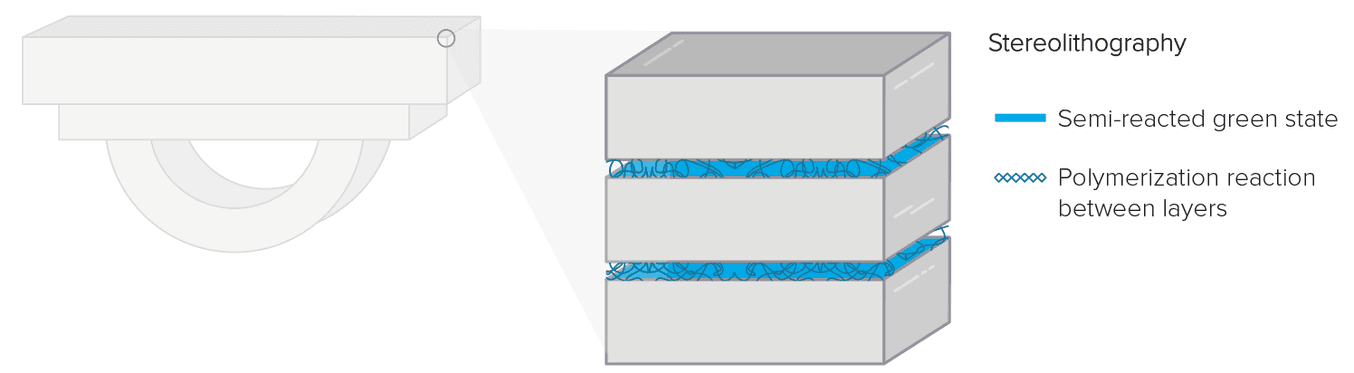
En las impresiones por SLA, no hay diferencia entre el eje Z y el plano XY en cuanto a los enlaces químicos, pues cada pieza que se imprime en una máquina SLA es una red polimérica continua.
A medida que se cura la siguiente capa, la reacción de polimerización incluirá también a los grupos de la capa anterior, con lo que se forman enlaces covalentes no solo de forma lateral, sino también con la capa anterior. Este entrecruzamiento es típico de todos los procesos de impresión por SLA.
Esto significa que hay pocas diferencias o ninguna entre el eje Z y el plano XY en cuanto a los enlaces químicos, pues cada pieza continua que se imprime en una máquina SLA es una única molécula. Dado que las líneas de SLA está completamente unidas a sus vecinas, tampoco están los vacíos ni las grietas microscópicas habituales de las impresiones FDM, por lo que estas impresiones son impermeables y totalmente densas.
A todos los efectos, las piezas de SLA que se preparan de esta forma son isotrópicas.
La teoría está bien, pero los datos de la práctica son mejores
¿Qué significa esto en la práctica? ¿De verdad no tienes que preocuparte por cómo orientar una pieza de SLA si necesitas que soporte algo de tensión? Decidimos someter a ensayo la teoría usando una Form 2, la Clear Resin y nuestro propio modulómetro.
Usamos un modulómetro para medir la diferencia entre la resistencia máxima y el módulo de Young en impresiones de FDM y SLA.
Para recopilar datos de todo el espectro de ángulos, imprimimos cinco barras de resistencia de tipo IV ASTM en intervalos de 15 grados desde cero (plano respecto al plano XY) hasta 90 grados (dirección perpendicular hacia arriba y hacia abajo). Cada conjunto de barras se lavó en alcohol isopropílico, se poscuró y se colocó en el modulómetro.
El modulómetro estira las barras a una velocidad constante hasta que se rompan, registrando mientras tanto cuánta fuerza ejercen las barras como respuesta. A partir de estos datos, es posible determinar una serie de propiedades de los materiales. La más relevante entre ellas es la medición de la resistencia máxima y del módulo de Young.
Esfuerzo máximo
El esfuerzo máximo es el tirón mantenido más potente que puede soportar la barra antes de partirse. Esto es a lo que se suele referir la gente cuando habla de que un material es "resistente".
Es fácil ver cómo el esfuerzo máximo podría usarse como una medida de la anisotropía: una pieza con enlaces químicos débiles entre las capas mostraría una resistencia considerablemente reducida cuando las fuerzas de tracción se ejerzan de forma perpendicular al plano XY.
De hecho, eso es exactamente lo que ocurrió en un experimento anterior con impresiones FDM en el que la fuerza de estiramiento en el eje Z de una pieza dada fue de aproximadamente un 55 por ciento de la que mostró en el eje X.
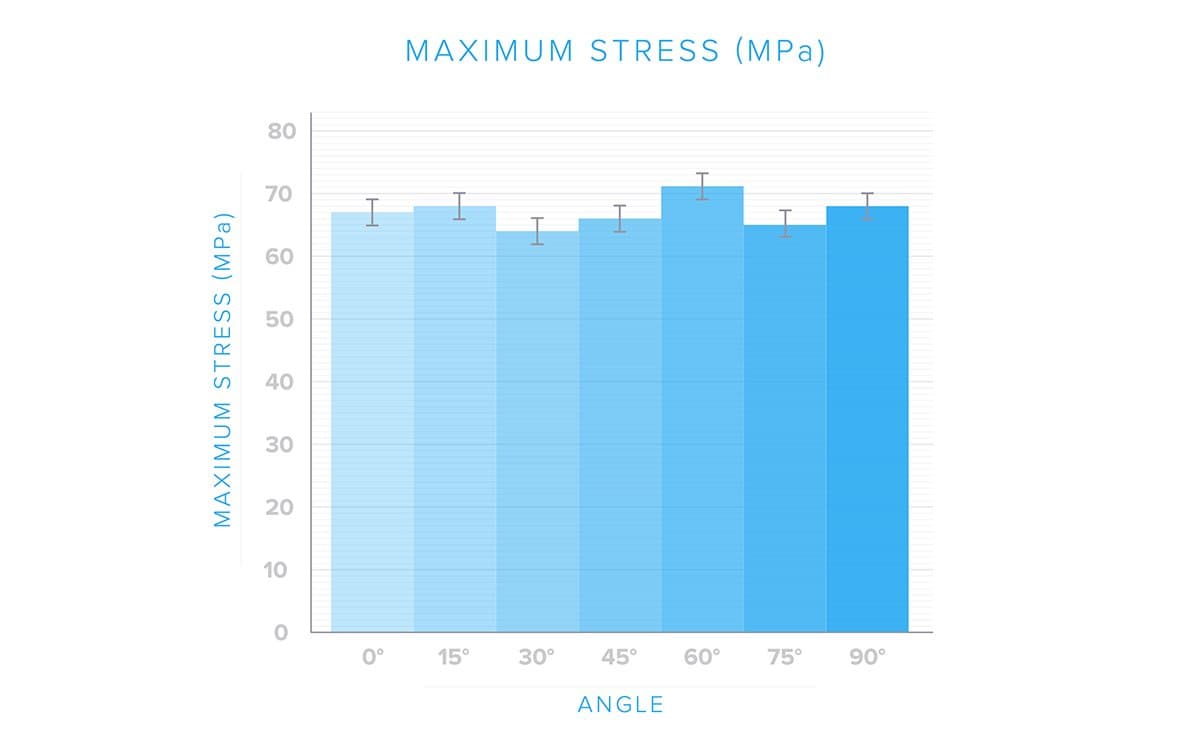
El esfuerzo máximo de la pieza se mantiene constante en los distintos ángulos de impresión. Esto significa que la pieza es isotrópica en lo que respecta a la resistencia a la rotura por tracción.
Si las impresiones por SLA hubieran sido anisotrópicas, nos habríamos esperado una disminución del esfuerzo máximo a medida que el ángulo se acerca a los 90 grados.
Para validar los hallazgos sobre la resistencia, también registramos los módulos de Young a lo largo de los ángulos de impresión.
Módulos de Young
El módulo de Young o módulo de tracción es una medida de la rigidez de un objeto e indica su nivel de flexibilidad. Es especialmente importante para los ingenieros que se enfrenten a decisiones de diseño basadas en el esfuerzo que se espera en una aplicación dada.
Igual que ocurre con la fuerza de estiramiento, se espera que los enlaces débiles entre las capas provoquen reducciones del módulo de Young, lo que lo convierte en otra buena medida para investigar la isotropía de las piezas impresas por SLA.
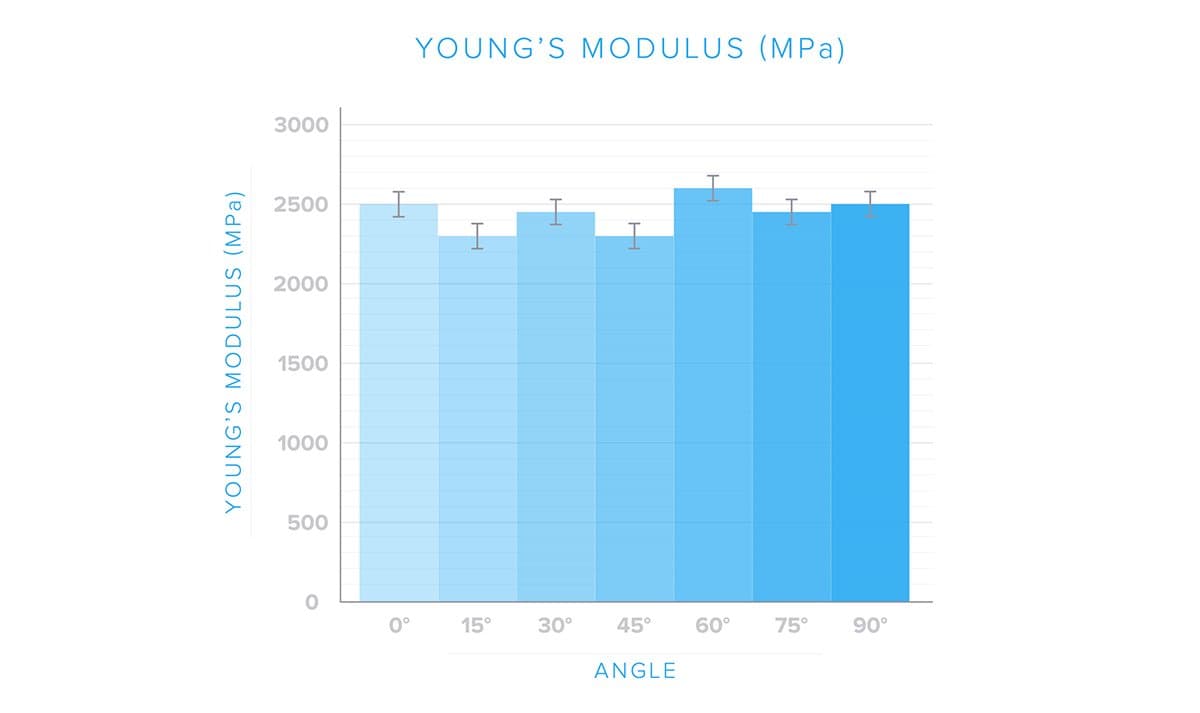
Al igual que la resistencia máxima, el módulo de Young se mantiene más o menos constante de un ángulo de impresión a otro. Por eso, el módulo de Young también isotrópico respecto al ángulo de impresión.
Como se esperaba, los datos del módulo de Young también siguen aproximadamente una línea horizontal, lo que vuelve a indicar que la orientación de la impresión no tiene un efecto en las propiedades de los materiales de las piezas impresas mediante SLA. Esto apoya la hipótesis de que las piezas impresas mediante SLA son efectivamente isotrópicas.
El veredicto: las piezas de SLA son isotrópicas
Las pruebas apuntan a una conclusión: las impresoras 3D SLA producen piezas que son tan resistentes y tenaces en la dirección Z como lo son en las direcciones X e Y, independientemente de cómo se dividan en capas (y posteriormente se impriman). Esto hace que la SLA sea especialmente idónea para aplicaciones de creación de prototipos de ingeniería en las que importan las propiedades de los materiales.
Visita nuestra página de materiales para aprender más acerca de las resinas de Formlabs y solicita una muestra gratuita para experimentar la calidad de la SLA de primera mano.