

Guía de diseño de la Form 4
Una buena impresión en 3D comienza con un modelo bien diseñado. Sigue nuestras buenas prácticas para optimizar tus diseños y reducir la probabilidad de que fallen.
Guía de diseño de la Form 4
Descargar en PDFUna buena impresión en 3D comienza con un modelo bien diseñado. Sigue nuestras buenas prácticas para optimizar tus diseños y reducir la probabilidad de que fallen.
Los tamaños recomendados de los talles que se indican a continuación representan el tamaño previsto de dichos detalles en tu modelo en CAD. La tabla comparativa al final del artículo compara este valor con el valor medido del tamaño real del detalle impreso que se observó durante las pruebas de Formlabs. Las divergencias respecto a estos valores son mínimas y, por lo general, imperceptibles para el ojo humano. La tabla también incluye una comparación con el rendimiento de la Form 3, que muestra que la Form 4 se ajusta mejor a los tamaños previstos de los rasgos de los modelos.
Las directrices que mostramos a continuación se elaboraron imprimiendo la Grey Resin de Formlabs a 50 micras en la Form 4. Es posible que encuentres ligeras variaciones en los resultados si utilizas otras resinas de Formlabs, diferentes impresoras de Formlabs, y diversos grosores de capa.
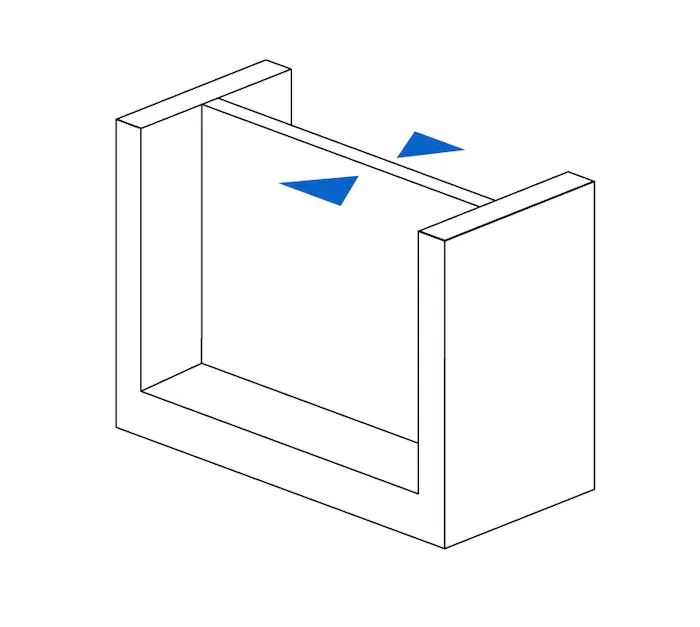
GROSOR MÍNIMO DE LA PARED CON SOPORTE
Recomendado: 0,2 mm/200 micras
Una pared con soporte es aquella que está conectada a otras paredes en dos o más lados. Una pared con soporte y con un grosor de 0,2 mm o menos puede deformarse debido a las fuerzas que sufre la pieza durante el proceso de separación.
Ten cuidado al lavar piezas con paredes delgadas, que pueden absorber disolventes como el alcohol isopropílico durante el proceso de lavado. Si una pieza pasa más tiempo del debido en una solución de lavado, pueden producirse deformaciones en la pieza, por lo que conviene que el tiempo que pase sumergida en el alcohol isopropílico sea el mínimo imprescindible para limitar este efecto.
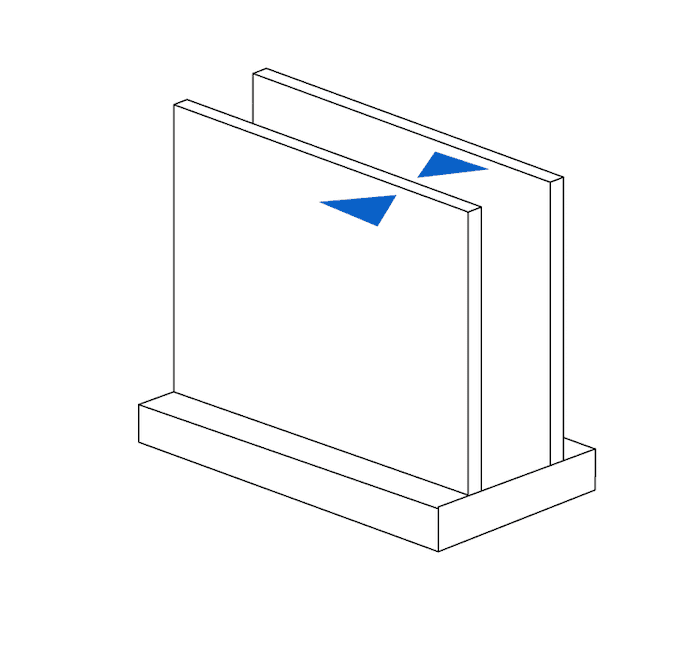
GROSOR MÍNIMO DE LA PARED SIN SOPORTE
Recomendado: 0,2 mm/200 micras
Una pared sin soporte es aquella que está conectada a otras paredes en menos de dos lados. Una pared sin soporte de menos de 0,2 mm de grosor puede deformarse o desprenderse del modelo durante la impresión.
Ten cuidado al lavar piezas con paredes delgadas, que pueden absorber disolventes como el alcohol isopropílico durante el proceso de lavado. Si una pieza pasa más tiempo del debido en una solución de lavado, pueden producirse deformaciones en la pieza, por lo que conviene que el tiempo que pase sumergida en el alcohol isopropílico sea el mínimo imprescindible para limitar este efecto.
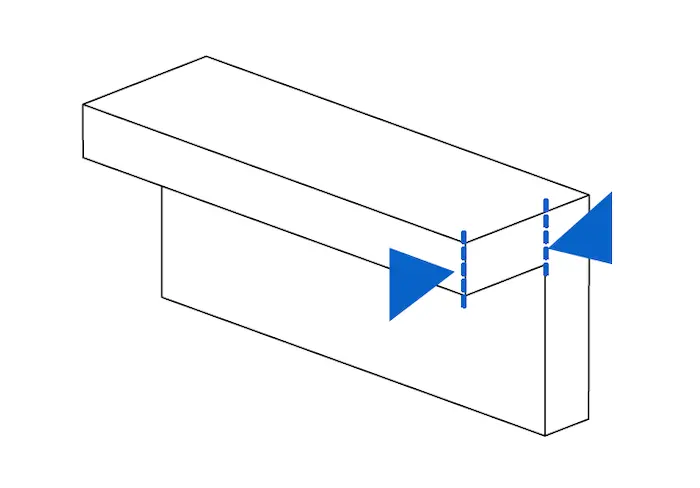
LONGITUD MÁXIMA DE UN VOLADIZO SIN SOPORTE
Recomendada: 5,0 mm/5000 micras
Un voladizo es una parte del modelo que sobresale de forma paralela a la base de impresión. Se desaconseja imprimir estas características sin soportes, ya que las capas que no pueden mantener su estructura suelen deformarse o desprenderse. Los voladizos horizontales no se formarán por completo si su longitud sobrepasa los 5 mm y se deformarán cada vez más a medida que aumente la longitud del voladizo. Cambia la orientación del modelo o haz clic en Supports (Soportes) y selecciona Internal Supports (Soportes internos) en PreForm para asegurarte de que tus voladizos tienen soporte.
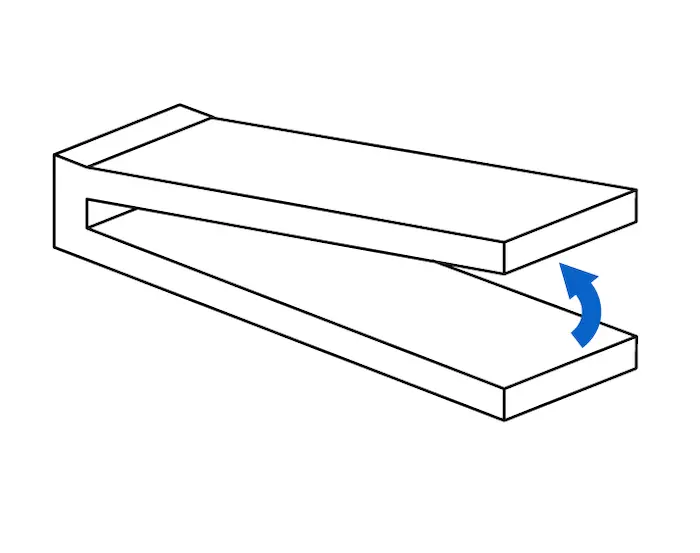
ÁNGULO MÍNIMO DE UN VOLADIZO SIN SOPORTE
Recomendado: 10° respecto a la horizontal
(35 mm de longitud x 10 mm de anchura x 3 mm de grosor)
Un voladizo colocado con un ángulo de 10 grados o menos puede desprenderse del modelo durante el proceso de separación. Consulta el artículo de asistencia Movimiento y rotación de un modelo en PreForm para ver cómo girar las superficies planas y hacer que sean más autosostenibles.
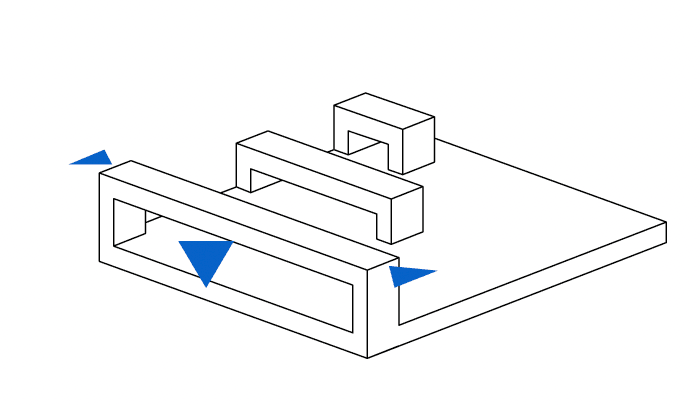
VANO MÁXIMO DE LOS SOPORTES
Recomendado: 29 mm/29 000 micras
(5 mm de anchura x 3 mm de grosor)
El vano es la distancia entre dos soportes. Aunque imprimir vanos grandes no es aconsejable, algunas geometrías se pueden imprimir bien. Para una viga de 5 mm de ancho y 3 mm de grosor, es más probable que fallen los vanos de más de 29 mm. Se deben mantener más cortas las vigas más anchas para evitar que se produzcan fallos de impresión.
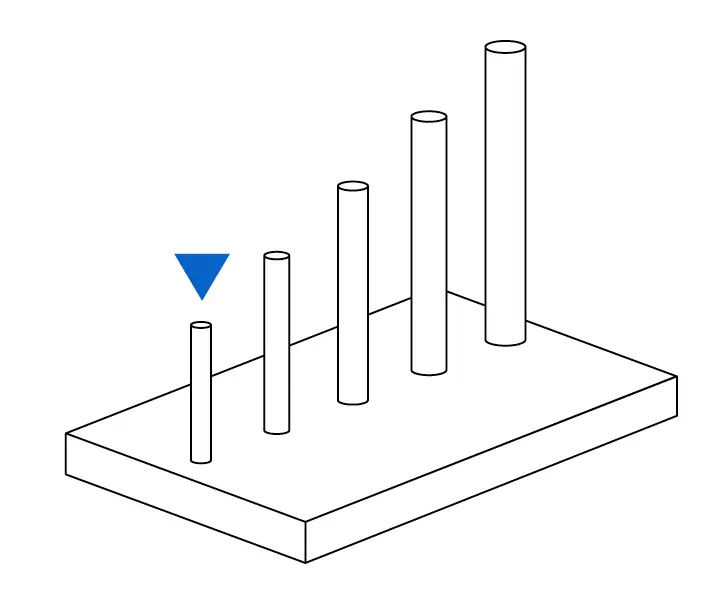
DIÁMETRO DE COLUMNA MÍNIMO
Recomendado para una columna de 7 mm de altura: 0,3 mm/300 micras de diámetro
Recomendado para una columna de 30 mm de altura: 0,6 mm/600 micras de diámetro
Una columna es un elemento vertical cuya longitud es superior a, como mínimo, el doble de su anchura. Una columna de 0,3 mm de anchura empieza a deformarse a partir de una altura de 7 mm. De forma parecida, una columna de 0,6 mm de anchura empieza a deformarse a partir de una altura de 30 mm.
Se debe tener mucho cuidado al lavar columnas delgadas, ya que el alcohol isopropílico las debilita y pueden dañarse fácilmente. Minimizar el tiempo de inmersión de la pieza en el alcohol isopropílico limita este efecto.
DETALLE MÍNIMO EN RELIEVE
Recomendado: 0,1 mm/100 micras
Los detalles en relieve son rasgos alzados en relieve en la superficie de tu modelo, como por ejemplo, texto. Los detalles de menos de 0,1 mm de grosor y 0,1 mm de alto no serán visibles en la impresión final.
DETALLE MÍNIMO GRABADO
Recomendado: 0,15 mm/150 micras
Los detalles grabados están marcados o hundidos en la superficie del modelo. Los detalles hundidos de menos de 0,15 mm de profundidad o de menos de 0,15 mm de anchura pueden fusionarse con el resto del modelo durante el proceso de impresión.
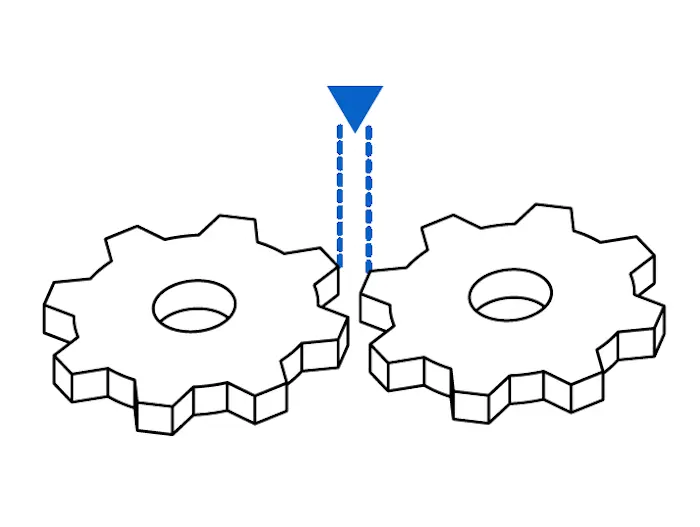
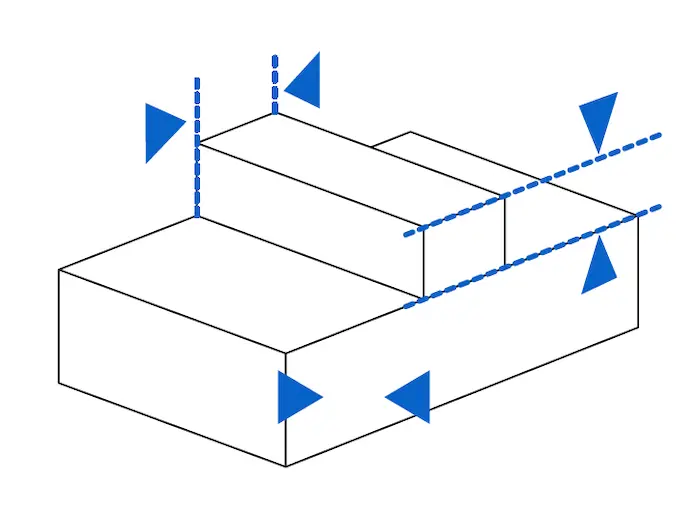
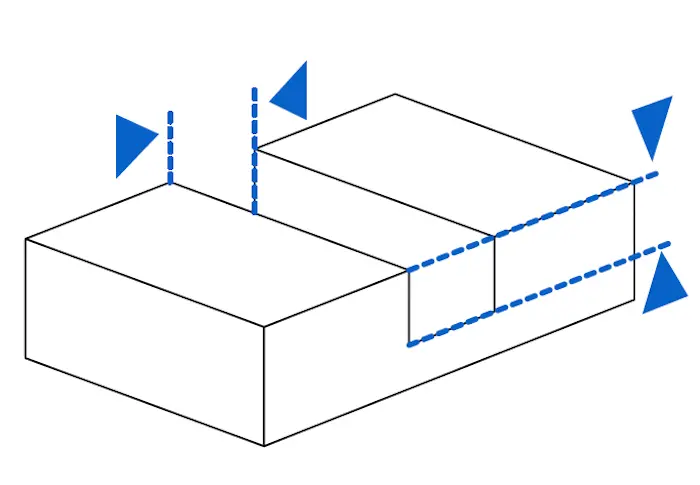
ESPACIO LIBRE MÍNIMO
Recomendado: 0,4 mm/400 micras
El espacio libre es la distancia necesaria entre dos partes de un modelo (por ejemplo, la distancia entre un par de engranajes). Las piezas pueden fusionarse si el espacio libre es inferior a 0,4 mm.
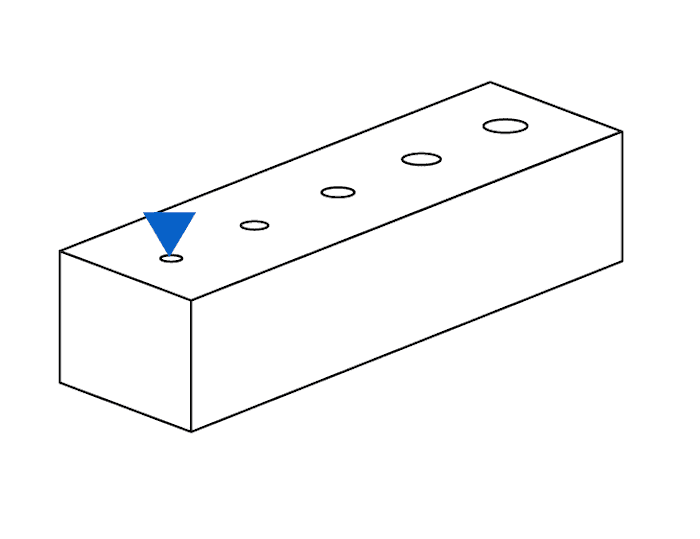
DIÁMETRO MÍNIMO DE LOS AGUJEROS
Recomendado: 0,5 mm/500 micras
Los agujeros con un diámetro inferior a 0,5 mm en los ejes X, Y y Z pueden cerrarse durante la impresión.
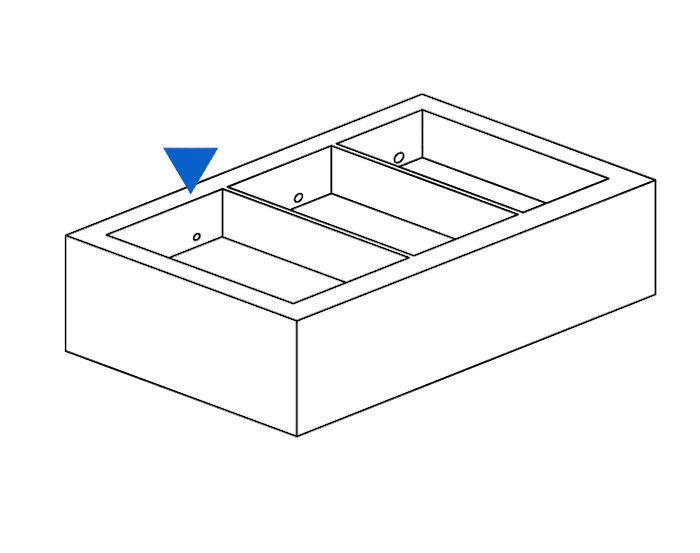
DIÁMETRO MÍNIMO DEL ORIFICIO DE DRENAJE
Recomendado: 0,75 mm/750 micras de diámetro
Se recomienda diseñar orificios de drenaje para que la resina escape en los modelos que son una cavidad completamente cerrada (como una esfera hueca o un cilindro hueco impreso directamente en la base de impresión). Sin orificios de drenaje de al menos 0,75 mm de diámetro, la pieza puede atrapar la resina o el aire y acabar fallando por un vacío de impresión en un hueco.

Reserva una consulta
Ponte en contacto con nuestros expertos en impresión 3D para tener una consulta personalizada y encontrar la solución adecuada para tu negocio, recibir un análisis de rentabilidad de la inversión, realizar impresiones de prueba y mucho más.
Tolerancias dimensionales típicas
Como referencia, consulta la lista de tolerancias dimensionales típicas de las impresoras de la generación Form 4. Un modelo de prueba con diversos tamaños de detalles se imprimió en 3D en tres impresoras diferentes usando la Grey Resin y un grosor de capa de 100 µm, con un poscurado de cinco minutos a temperatura ambiente.
• Detalles de 1–30 mm: ±0,15 % (límite inferior: ±0,02 mm)
• Detalles de 31–80 mm: ±0,2 % (límite inferior: ±0,06 mm)
• Detalles de 81–150 mm: ±0,3 % (límite inferior: ±0,15 mm)
Comparación entre la Form 4 y la Form 3
La siguiente tabla compara los valores de diseño recomendados o el tamaño previsto de los detalles en CAD con el valor medido del tamaño real de esos detalles en los resultados que dieron las pruebas de Formlabs. Cuanto más se acerque el tamaño del elemento impreso al tamaño previsto del elemento en CAD, más precisa será la impresora. Las divergencias entre el tamaño previsto de un detalle en CAD y el tamaño del detalle una vez impreso son mínimas y, por lo general, imperceptibles para el ojo humano. Los siguientes puntos se aplican a las impresoras de las generaciones Form 4 y Form 3:
- Los valores de diseño recomendados para los tamaños mínimos de los detalles no han cambiado entre la Form 4 y la Form 3.
- La Form 4 imprime los valores de diseño recomendados o los tamaños previstos de los detalles en CAD con mayor precisión en comparación con las impresoras Form 3.
|
FORM 4 / FORM 4B GREY RESIN V5 A 50 MICRAS (POR DEFECTO) |
FORM 3/FORM 3B GREY RESIN V4 A 50 MICRAS (POR DEFECTO) |
|||
|
Tamaño previsto del detalle en CAD |
Tamaño real del detalle impreso |
Tamaño previsto del detalle en CAD |
Tamaño real del detalle impreso |
|
|
Grosor mínimo de la pared con soporte |
0,2 mm |
0,17 mm |
0,2 mm |
0,25 mm |
|
Grosor mínimo de la pared sin soporte |
0,2 mm |
0,18 mm |
0,2 mm |
0,26 mm |
|
Longitud máxima de un voladizo sin soporte |
5 mm |
5 mm |
5 mm |
5,03 mm |
|
Ángulo mínimo de un voladizo sin soporte |
10° |
10° |
10° |
10° |
|
Vano máximo de los soportes |
29 mm |
29 mm |
29 mm |
29 mm |
|
Diámetro de columna mínimo |
0,3 mm (7 mm de altura) 0,6 mm (30 mm de altura) |
0,20 mm 0,59 mm |
0,3 mm (7 mm de altura) 0,6 mm (30 mm de altura) |
0,35 mm 0,68 mm |
|
Detalle mínimo en relieve |
0,1 mm |
0,13 mm |
0,1 mm |
0,24 mm |
|
Detalle mínimo grabado |
0,15 mm |
0,15 mm |
0,15 mm |
0,14 mm |
|
Espacio libre mínimo |
0,4 mm |
0,34 mm |
0,4 mm |
0,15 mm |
|
Diámetro mínimo de los agujeros |
0,5 mm |
0,42 mm |
0,5 mm |
0,26 mm |
|
Diámetro mínimo del orificio de drenaje |
0,75 mm |
0,91 mm |
0,75 mm |
0,90 mm |

Solicita una pieza de muestra gratuita
Experimenta la calidad de Formlabs de primera mano. Enviaremos una pieza de muestra impresa en 3D de manera gratuita a tu oficina.