在设计 3D 打印部件时,选择合适的壁厚可能是最重要的决策之一。如果部件的壁厚过大,则会增加部件的生产成本,延长打印时间,甚至可能导致部件最终开裂。如果壁厚过小,则部件可能无法正常使用,在打印过程中可能会变形,并且因为用户必须重新修正设计,导致生产成本增加。
了解 3D 打印件的最小壁厚有助于您成功开展设计并降低生产成本。
基本准则和定义
在深入讨论计算最小壁厚的细节之前,需要先明确一些重要术语。
什么是最小壁厚?
最小壁厚是在保证结构功能的前提下,壁面可以采用的最小厚度。该最小值受多种因素影响,包括 3D 打印工艺的类型、恒定的物理力(如重力),以及所创建的结构在使用过程中承受的压力。
想象有一支石墨铅笔。笔尖越细,笔身越长,石墨能够承受的压力就越小。具体的断裂点因使用者而异,因为每个使用铅笔的人施加的压力都是不同的。3D 打印结构也是如此。
受支撑壁面 vs. 无支撑壁面
无支撑壁面只有一面(或边)与其他壁面相连接。受支撑壁面有两面或多面(在两个或多个侧面)连接到其他壁面上。
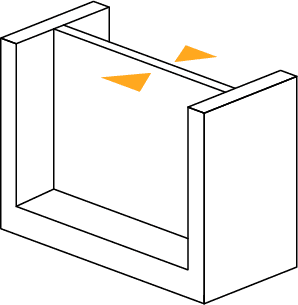
受支撑壁面有两面或多面连接到其他壁面上。
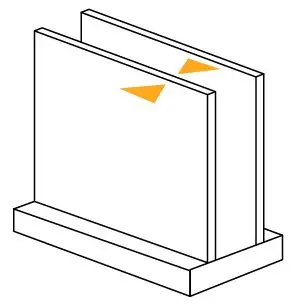
无支撑壁面与其他壁面的连接区域不足两面。
垂直线的最小直径
线为曲面,而壁面是平面。由于物理形状不同,最小壁面厚度以最小线直径表示。对于柱体或垂直线,需要计算垂直线的最小直径(或圆中最宽处的厚度)。
浮雕 vs. 雕刻细节
计算复杂细节的最小和最大厚度时,有必要了解浮雕和雕刻之间的区别。浮雕是指设计中向外突出的细节,雕刻是指向内凹进的细节。

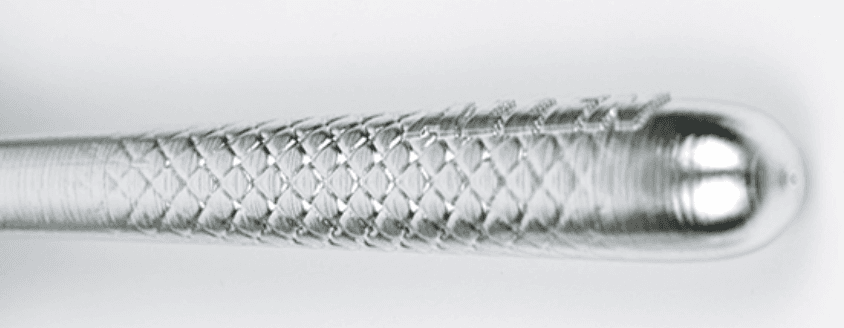
上图中 3D 打印而成的黑色吉列 (Gillette) 剃须刀手柄上使用浮雕细节,银色剃须刀手柄使用雕刻细节。

如何计算 3D 打印件的最小壁厚
要为您的设计选择完美的壁厚,需要考虑三个因素:设计目的、美学目标和物理 3D 打印工艺。
3D 打印工艺的最小壁厚
最小壁厚因 3D 打印机的类型而异。可以使用以下设计指南作为出发点,根据您计划使用的 3D 打印工艺为您的模型选择合适的壁厚:
| 立体光固化 (SLA) | 熔融沉积成型 (FDM) | 选择性激光烧结 (SLS) | ||
|---|---|---|---|---|
| 受支撑壁面 | 最小厚度 | 0.2mm | 1mm | 0.6mm 垂直厚度,0.3mm 水平厚度 |
| 无支撑壁面 | 最小厚度 | 0.2mm | 1mm | 0.6mm 垂直厚度,0.3mm 水平厚度 |
| 垂直线直径 | 最小直径 | 0.2mm | 3mm | 0.8mm |
| 雕刻细节 | 最小凹进量 | 0.15mm | 0.6mm 宽,2mm 深 | 0.1mm-0.35mm |
| 浮雕细节 | 最小凸出量 | 0.1mm | 0.6mm 宽,2mm 高 | 0.1mm-0.4mm |
在许多情况下,3D 打印机制造商或 3D 打印服务提供商会根据对特定打印机型号进行的测试,提供包含壁厚建议的设计指南。
一般来说,在所有 3D 打印技术中,SLA 3D 打印机可以实现最小壁厚,但具体机器之间存在差异。例如,Formlabs 的 Form 3+ SLA 打印机使用柔性树脂槽来显著降低打印过程中的剥离力,因此比其前身 Form 2 具备更高的设计自由度。
如果使用 FDM 3D 打印机进行打印,还可以根据所用喷嘴的大小更改建议的壁厚。例如,如果使用 0.4mm 的喷嘴,壁厚应为 0.4 的倍数,因此,使用 1.2mm 壁面或换用更薄的喷嘴可能会获得更好的打印效果,而不应使用表中推荐的 1mm 最小厚度。
SLS 3D 打印机的最小壁厚介于 SLA 和 FDM 之间,但该打印机具有一些独特的优势,例如选择性激光烧结不需要支撑结构,因为未烧结的粉末在打印过程中会包围支撑部件。SLS 打印可以生产出之前无法得到的复杂几何结构,例如互锁或移动部件、带有内部组件或通道的部件,以及其他复杂度较高的设计结构。

您的设计有哪些用途?
了解打印部件的用途不仅有助于选择合适的壁厚,还有助于选择合适的 3D 打印材料。例如,如果您正在设计一款柔韧的 Flexible 80A Resin 打印件,则部件的壁面需要足够厚以确保压缩度,但不能过厚,否则会限制移动。
所用 3D 打印材料的抗冲击性和拉伸强度也会影响理想的壁厚。例如,Formlabs SLA 3D 打印机所使用的 Rigid 10K Resin 采用玻璃加固,具有极高的刚度,因此拥有持久的高度抗变形能力,十分适合打印薄壁部件。
如果您打印的是制造组件,例如需要反复受力或受压的热压成型模具或制造辅助工具,则应采用实心部件或选择较厚的壁面。过薄的壁面无法承受多次成型循环。
您对于设计的外观和触感有何要求?
部件的颜色、表面光洁度和细节非常重要,尤其是在打印外观性原型、雕像或艺术设施时。如果您事先考虑了推荐壁厚,就可以在不超出 3D 打印的限制范围的情况下设计工件。
例如,您要设计一个身穿纽扣衬衫的人物,这些纽扣上包含浮雕细节。您可以通过一些快速计算为纽扣选择足够的厚度,使打印人物中能够清晰显示纽扣细节,并确保纽扣间隔适当。
需要考虑的限制因素
准备 3D 打印模型时,每位设计人员都需要留心一些常见的问题。了解这些限制因素有助于避免不必要的返工。
缩放时细节丢失
建模和打印过程之间脱节通常会导致壁厚问题。模型在 CAD 设计软件中可能外观结构合理,但在现实世界中却行不通。例如,如果将建筑物缩小为一个小型桌面模型,建筑细节(如遮阳篷)可能会过薄。
翘曲
如果壁面过薄,则在打印期间或打印完成后,您的打印部件可能会翘曲或开裂。在打印过程中,打印设计的每一层都会与上一打印层有一定程度的接触。否则部件可能会下垂、弯曲或完全断裂。
设计打印完成后,需要能够承受清洗和长期使用。即使设计的是一个简单立在架子上的雕像,如果壁面较薄,部件在脱离支撑结构后也更容易蠕变和开裂。
卷曲
在需要熔化或烧结原材料的 3D 打印工艺(如 FDM 或 SLS)中,部件的各个角特别容易卷曲。部件各个区域的冷却速度并不一致,具体取决于设计的形状、轮廓和壁厚。这可能会导致一些区域在经历剧烈的温度变化时发生卷曲,如壁面的各个角。
3D 打印件壁厚设计提示和故障排查
大多数 3D 建模软件均提供相应的功能,可帮助您在打印前检查和调整设计的壁厚。以下是一些热门 CAD 工具的示例:
在 MeshMixer 中,点击 Analysis(分析)→ Thickness(厚度) ,可以验证模型的壁厚是否在给定 3D 打印技术的可接受范围内。如果需要在网格中增加厚度,可以使用 Extrude(拉伸)命令。可使用 Brush(笔刷)模式选择需要加厚的区域,该模式允许用户选择(按住 Ctrl 键可取消选择)单个三角形区域。可从弹出菜单中选择 Modify(修改)→ Smooth Boundary (平滑边界),对所选区域进行平滑处理。增大 Smoothness(平滑度)和 Iterations(迭代)参数值,有助于实现更精确的选择。然后选择 Edit(编辑)→ Extrude(拉伸) (D) ,在 Direction(方向)设置中选择 Normal(常规)。
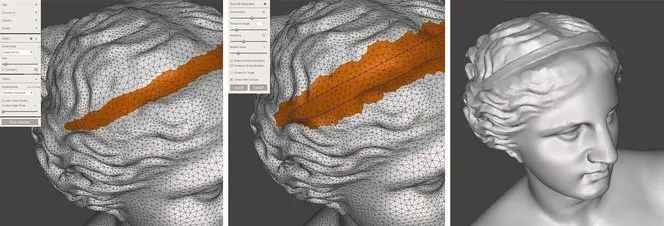
可使用 MeshMixer 中的 Brush(笔刷)模式增加模型厚度。
阅读我们的 MeshMixer 教程,获取软件操作的 15 个专业技巧,了解有关优化三角形网格、重塑整个截面、设置模型样式或添加实用功能。
在 Fusion 360 中,可以使用 Thicken(加厚)功能调整各壁面的厚度。
在 Rhino 中,可以使用 Extrude Surface(延伸曲面)功能创建更薄的壁面或平面。
开始使用专业 3D 打印技术

需要合适的工具来实现您的设计?高精度立体光固化 (SLA) 和选择性激光烧结 (SLS) 3D 打印机快速且经济高效,可用于生产具有平滑表面和精细细节的模型。
可索取免费的样品部件,亲身感受 Formlabs 3D 打印机的品质。