市场上存在多种 3D 打印工艺。了解每种工艺的细微差别有助于明确您对最终打印件的期望,从而最终选择一种适合您特定应用的技术。
立体光固化 (SLA) 和数字光处理 (DLP) 3D 打印是树脂 3D 打印中最为常见的两种工艺。树脂 3D 打印可通过一系列先进材料,生产具有精细特征和光滑表面光洁度的高精度、各向同性的水密原型及部件,因而广受欢迎。
尽管这些技术一度复杂且成本高昂,但如今的小型桌面级 SLA 和 DLP 3D 打印机可生产工业级品质的部件,价格更实惠,并由于采用各式各样的材料而具有无与伦比的多功能性。
这两种 3D 打印工艺通过选择性地将液态树脂暴露在光源下(SLA 中为激光器,DLP 中为投影仪)以形成非常薄的固体塑料层,并层层堆栈形成固态物体。虽然这两种技术有相似的工作原理,但制造的产品显著不同。
在本深入指南中,我们将详细介绍两种树脂 3D 打印工艺并探讨它们在分辨率、精确度、成型体积、速度、工作流程等方面的不同。

SLA 3D 打印机如何工作?
桌面级 SLA 3D 打印机中的树脂槽具有透明底座和不粘表面,可作为液态树脂固化的基底,并便于新形成的层慢慢脱离。
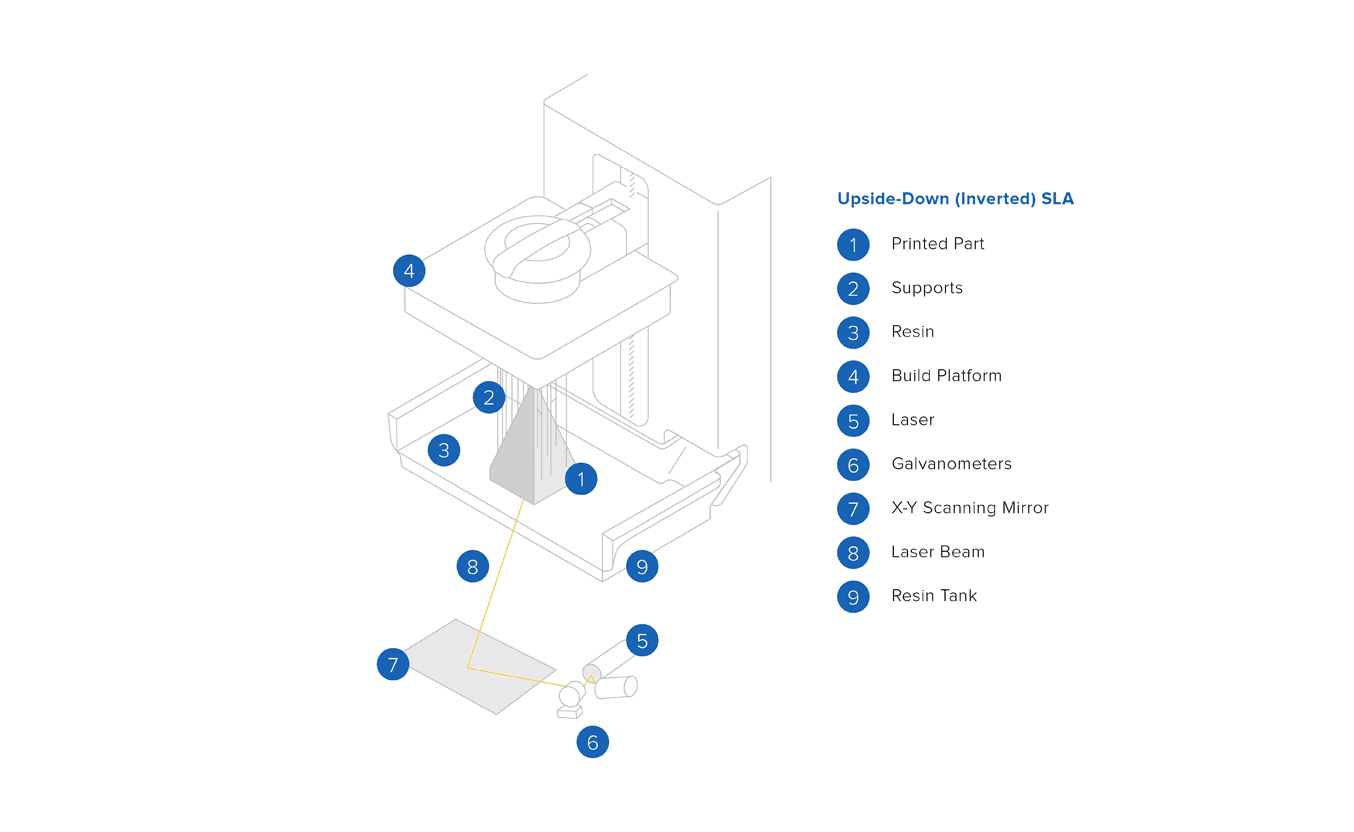
当构建平台下降至树脂槽中时,打印过程开始,在构建平台与树脂槽底部之间保留等于层高或最后完成层的空间。激光器对准的两个反射镜电流计将光线引导到一系列反射镜的正确位置,从而向上聚焦穿过树脂槽底部并固化一层树脂。
然后已固化层会与树脂槽底部分离,构建平台向上移动则使新树脂流入其下方。此过程重复进行直至打印完成。
Form 3 和 Form 3L 所使用的 Low Force Stereolithography (LFS) 技术是 SLA 3D 打印的下一发展阶段。
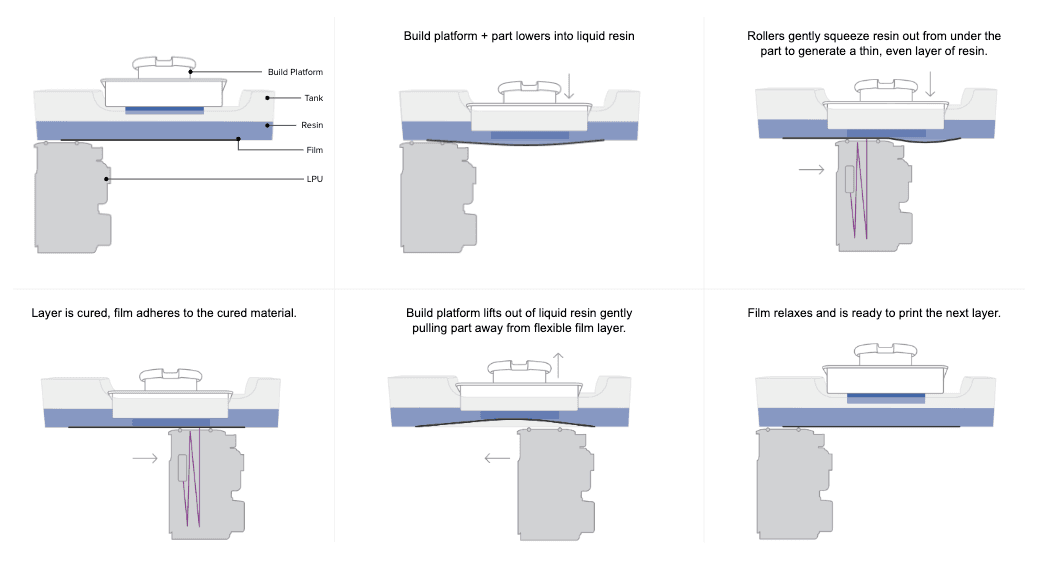
在 LFS 3D 打印机中,光学器件封闭在 Light Processing Unit (LPU) 内。在 LPU 中,电流计将高密度激光束定位至 Y 轴方向,通过空间滤波器传输,并引导其至反射镜和弧面镜以提供始终垂直于构建平面的光束,并确保准确、可重复的打印。
随着 LPU 在 X 轴方向上移动,打印部件慢慢地从树脂槽的柔性底部剥离,大大减少了在打印过程中施加在部件上的力。
LFS 3D 打印技术使用柔性树脂槽和线性照明,大大减少了在打印过程中施加在部件上的力,可提供令人难以置信的表面质量和打印精度。
作为立体光固化技术的一种高级形式,LFS 技术大大提高了表面质量和打印精度。较小的打印力度使得轻触式支撑结构易于撕开,该工艺为未来开发先进的生产预备材料开辟了广泛的可能性。

桌面级立体光固化 (SLA) 3D 打印介绍
您是否在寻找一台 3D 打印机以制造高分辨率的 3D 模型?下载我们的白皮书以了解 SLA 打印的工作原理以及为什么 SLA 打印是可创建具有完美细节模型的最受欢迎的 3D 打印流程。
DLP 3D 打印机如何工作?
正如其比较对象 SLA 一样,桌面级 DLP 3D 打印机也是围绕具有透明底部的树脂槽与构建平台建造的,其中构建平台下降至树脂槽中,逐层打印出上下颠倒的部件。
二者不同之处则在于光源。DLP 3D 打印机通过数字投影仪屏幕在整个平台上投送每一层的图像,同时固化所有点。
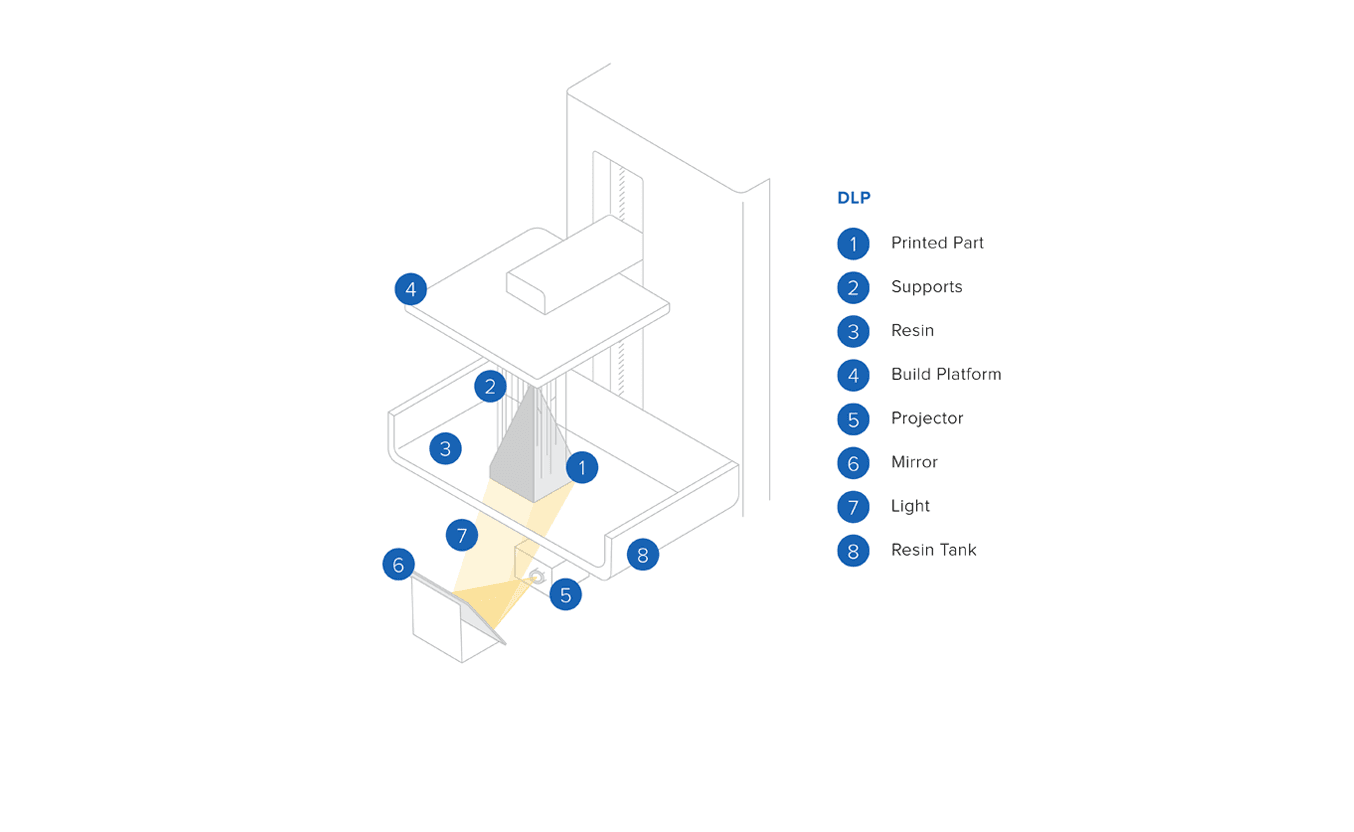
数字微镜器件 (Digital Micromirror Device, DMD) 为动态掩模,由排列在半导体芯片上阵列中的微镜组成,用于反射光。快速开关透镜之间的微镜以将光线引导至树脂槽或散热器底部,从而定义给定层中液态树脂固化的位置。
投影仪为数字屏幕,所以每层的图像由方形像素组成,从而形成由小矩形方块(称为体素)构成的三维层。
SLA vs. DLP:比较树脂 3D 打印机
分辨率
在 3D 打印参数表格中,出现频率相对较高的分辨率同时也是引起混淆的常见原因。SLA 和 DLP 工艺的基本单元形状不同,所以很难仅凭数值参数来比较这两种不同的机器。
在 3D 打印技术中,要考虑以下三个尺寸:两个 2D 尺寸(X 和 Y 轴)以及 3D 打印的第三个垂直 Z 轴尺寸。
Z 轴分辨率由 3D 打印机可生产的层厚所定义。一些树脂 3D 打印机(如 SLA 和 DLP)提供了 3D 打印工艺中最高的 Z 轴分辨率(最薄的层),并且用户通常可以从 25–300 微米的层高范围中选择,使得设计者可以兼顾细节与速度。
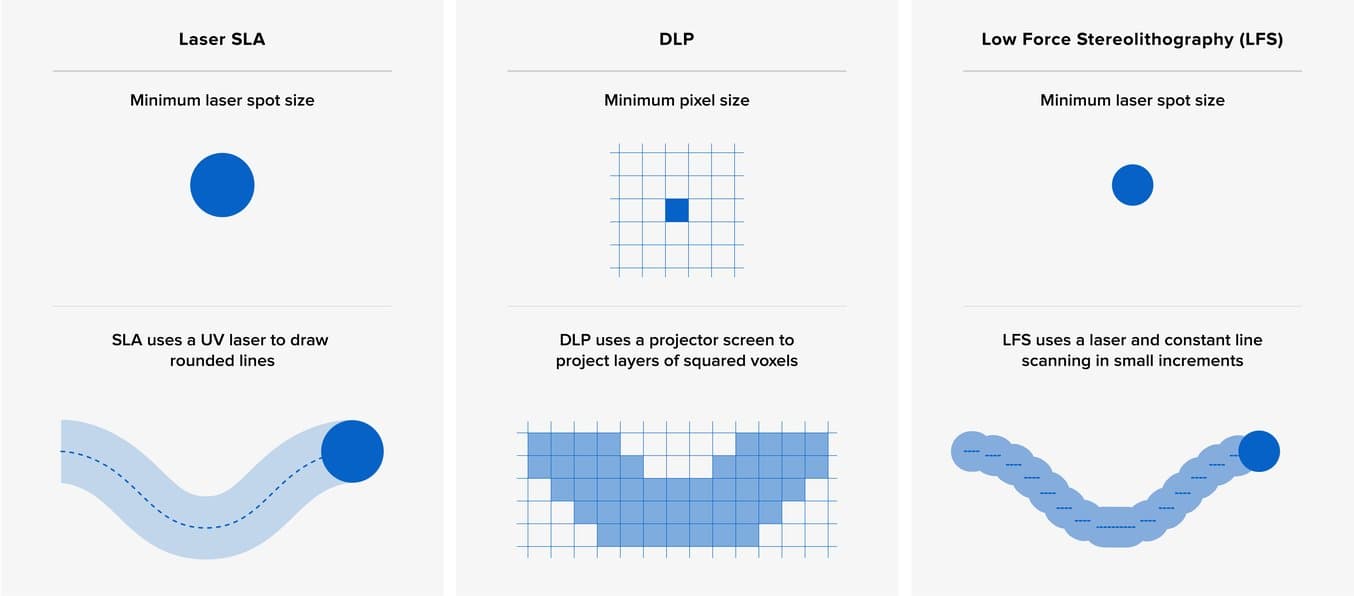
在 DLP 3D 打印中,水平精度也就是投影仪可在单层中重现的最小特征,由像素尺寸定义。这取决于投影仪的分辨率(最常见的为全高清 (1080p))以及投影仪与光学窗口之间的距离。所以,大多数桌面级 DLP 3D 打印机有固定的水平精度,一般在 35 到 100 微米之间。
对于 SLA 3D 打印机, 水平精度取决于激光光斑尺寸与可控激光束的增量。例如,Form 3 LFS 3D 打印机激光光斑尺寸为 85 微米,但是由于恒定的线性扫描过程,激光以较小的增量移动,打印机可以始终打印平面精度为 25 微米的部件。
但是,分辨率本质上只是一项虚荣指数。分辨率提供一定程度的指示,但不一定与准确度、精度和打印质量直接相关。
准确度和精度
因为 3D 打印为增材过程,每一层都可能导致不准确,并且层的形成过程影响精度水平,定义为每层准确度的可重复性。准确度和精度由许多不同因素决定:3D 打印工艺、材料、软件设置、后处理等等。
一般来说,SLA 和 DLP 树脂 3D 打印机都是最为准确精密的 3D 打印工艺。其在准确度和精度方面的差异通常是因为由不同生产商制造,而非技术本身。
例如,入门级 SLA 和 DLP 打印机可能使用现成的投影仪、激光器或者电流计,其生产商将努力通过这些部件获得最佳性能。专业级 SLA 和 DLP 3D 打印机,如 Formlabs Form 3,采用定制光学系统以满足专业客户应用的特定要求。
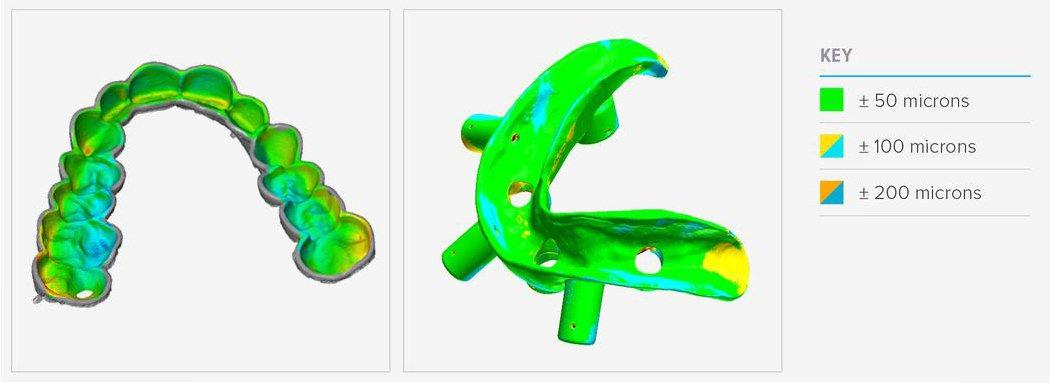
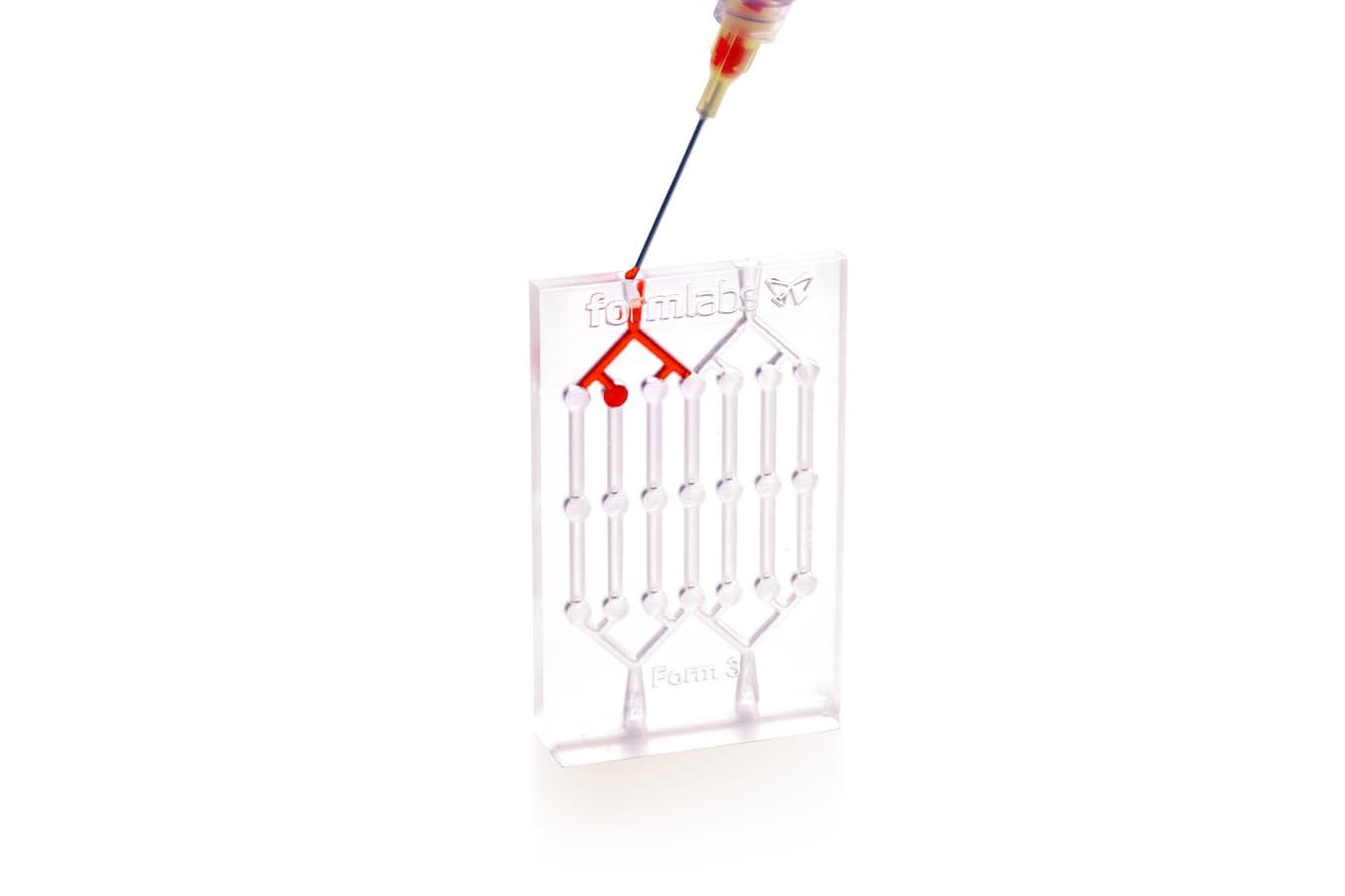
对于如牙科夹板(左)和外科导板(右)此类部件来说,准确度和精度至关重要。
校准同样重要。对于 DLP 投影仪,生产商需要处理建造平面上不均匀的光线分布以及透镜的光学失真—意味着平面中间与边缘的像素有不同的尺寸或形状。SLA 3D 打印机对打印机的每一部分都使用相同的光源,显然应该是均匀的,但是仍需进行大量的校准以解决失真问题。
即使是配备有最高质量组件与校准程度的 3D 打印机,材料不同也会生产截然不同的部件。不同的树脂需要优化的材料设置以便达到预期效果,这可能不适用于未使用特定 3D 打印机型号进行全面测试的现成材料或树脂。
要点是什么?仅从技术规格方面几乎无法理解准确度和精度。归根结底,评估 3D 打印机的最佳方式是检查实体部件或是要求生产商为您自己的设计制造一个测试打印件。
成型体积
使用 DLP 3D 打印机,可以在分辨率和成型体积之间进行直接权衡。分辨率取决于投影仪,从而定义了可用像素或体素的数量。如果移动投影仪靠近光学窗口,像素会变小,从而提高分辨率,却限制了可用的成型区域
一些生产商将多个投影仪堆叠在一起或使用高分辨率的 4K 投影仪以提高成型体积,但这会大幅度提高成本,常常使这些机器因价格原因从桌面级打印机市场中淘汰出局。
所以,DLP 3D 打印机通常针对特定的使用案例进行优化。一些有较小的成型体积且分辨率高的打印机可用于生产小型精细的物品(如珠宝),而其他打印机可以生产更大但是分辨率较低的部件。
立体光固化工艺本质上具有更强的可扩展性,因为 SLA 3D 打印机的成型体积完全独立于打印分辨率。任何尺寸和分辨率的单个打印件可以位于构建区域内的任何位置。使用同一台机器可以 3D 打印高分辨率的大型部件,或是大批量的精细小型部件以提高产量。
提高 SLA 和 DLP 3D 打印机成型体积的另一个主要阻碍是剥离力。在打印更大的部件时,随着固化层从树脂槽分离,施加在部件上的力呈指数增加。
在 LFS 3D 打印中,构建平台将部件升起时,树脂槽底部的柔性覆膜层缓缓剥离开来,极大地降低了部件上的应力。这个独特的功能可以大幅度增加第一代大型 SLA 3D 打印机 Form 3L 的成型体积。
Form 3L 是第一台经济实惠的大型 SLA 3D 打印机,其成型体积为 30cmx33.5cmx20cm。
表面光洁度
所有 3D 打印工艺中,SLA 和 DLP 树脂 3D 打印机都以打印出具有最高表面光洁度的部件而闻名。这两种打印技术的差异,多数情况下只存在于打印微小部件或是高度精细的部件中。
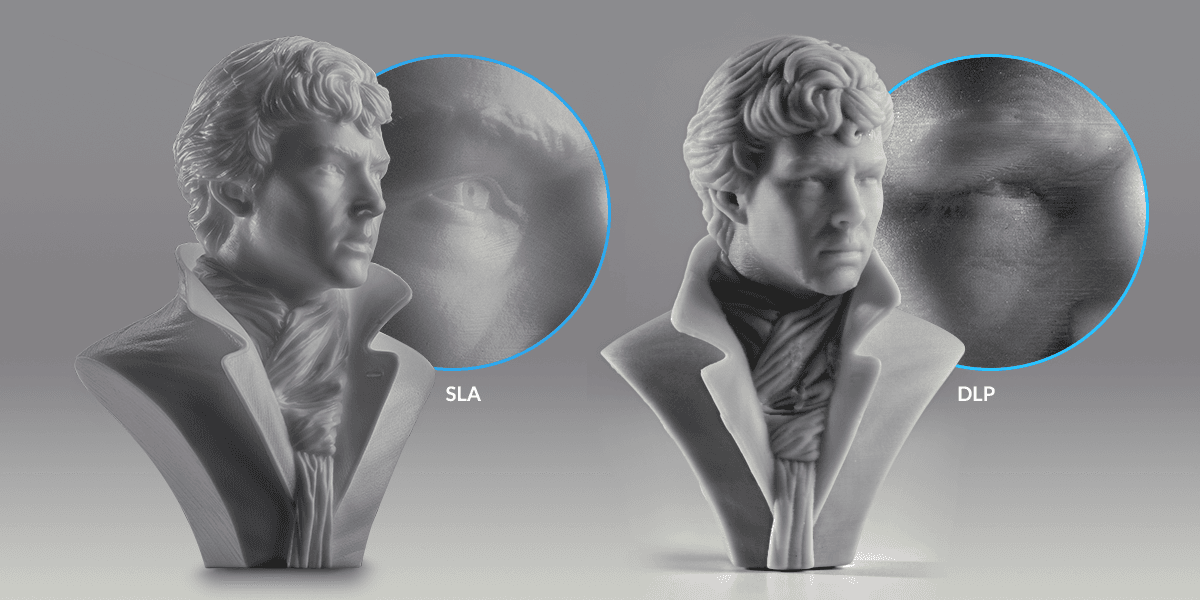
因为在 3D 打印中物体层层堆栈而成,3D 打印件通常存在可见的水平层线。但是,因为 DLP 使用矩形体素渲染图像,同样存在垂直体素线。
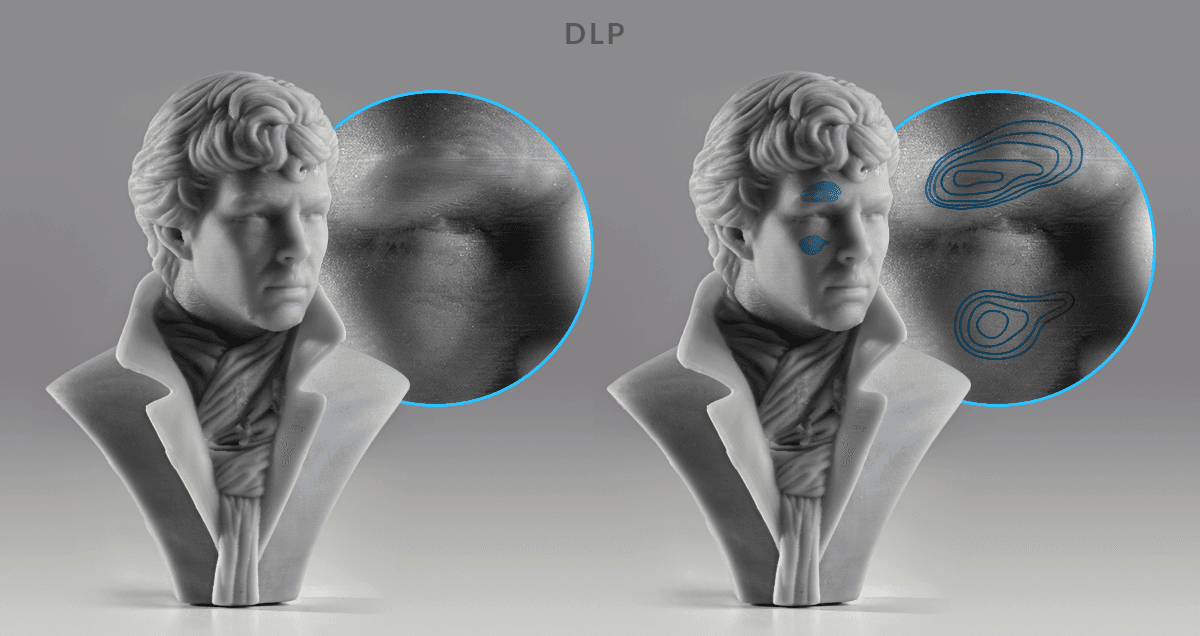
DLP 3D 打印机使用矩形体素渲染图像,同样存在垂直体素线。在这张图片中,可以看到左侧自然出现的垂直体素线,在右侧已圈画出来以便易于识别。
因为基本单元为矩形,体素也会影响弯曲边缘。想象用乐高积木搭建一个圆形—Z 轴和 X-Y 平面的边缘均呈阶梯状。
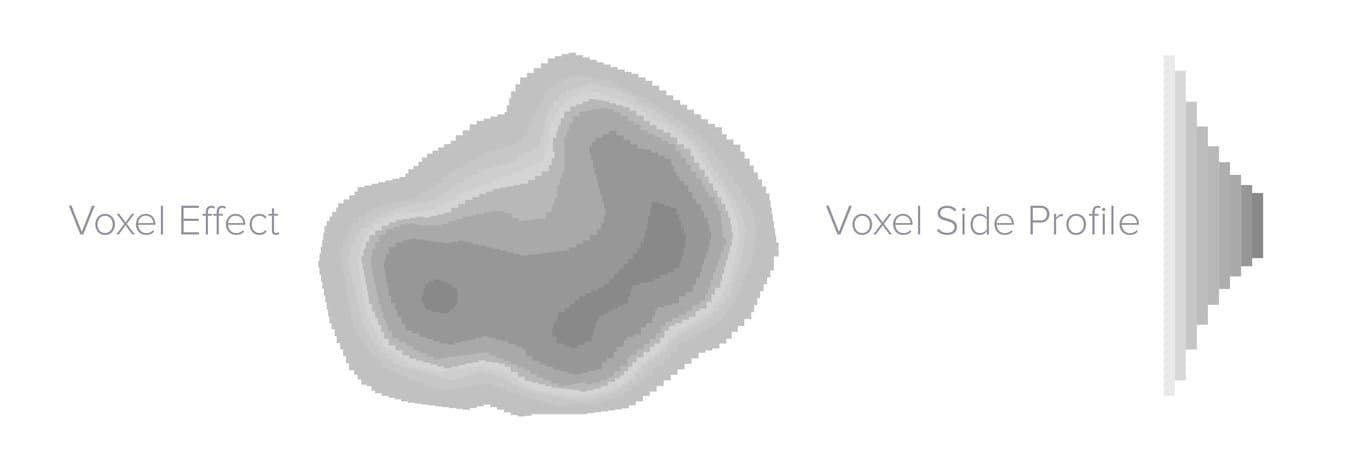
体素的矩形形状导致弯曲边缘呈阶梯状。需要进行后处理以消除体素和层线理,比如打磨。
在 LFS 3D 打印中,层线几乎不可见。因此,表面粗糙度减小,最终会得到光滑的表面光洁度,并且使用透明的材料,则部件会更透明。
速度和产量
在比较 3D 打印的速度时,不仅要考虑原始打印速度,还要考虑其产量。
一般来说,SLA 和 DLP 树脂 3D 打印机的原始打印速度大体相当。因为投影仪一次性将每一层完全显示出来,DLP 3D 打印的打印速度不变并只取决于成型室的高度,然而,SLA 3D 打印机通过激光打印部件。一般来说,尽管 DLP 3D 打印机打印大型完全致密部件或可以制造多个可以将构建平台填满的部件时更快,而 SLA 3D 打印机在打印小型或中等尺寸的单个部件时,不会逊色于 DLP 3D 打印机。
再次重申,应认真在 DLP 打印机的分辨率与成型体积之间进行权衡。小型 DLP 3D 打印机可以快速打印高分辨率的小型部件或(小)批量较小部件,但是成型体积限制了部件尺寸与产量。具有更大成型体积的不同机器可以较快打印较大部件或批量较小部件,但是打印部件的分辨率低于 SLA。
SLA 3D 打印机可以在一台机器上生成所有这些选项,并让用户自由决定他/她是否想要优化分辨率、速度或产量。

SLA 3D 打印机提供了更大的成型体积,使用户可以批量打印部件并可以在夜间打印以提高产量。
打印速度也取决于材料选择。Draft Resin 快速打印树脂的打印速度比 Formlabs 标准树脂快四倍,是初始原型、快速迭代以及牙科和正畸模型的理想选择。通过加快打印启动速度并尽可能减少去除支撑、清洗和固化的次数,Draft Resin 对工作流程进行了整体优化,使效率得到提升。

| Grey Resin | Draft Resin |
|---|---|
| 100 微米 | 200 微米 |
| 71 min | 18 min |
| Grey Resin | Draft Resin |
|---|---|
| 100 微米 | 200 微米 |
| 21 hrs 46 min |

| Grey Resin | Draft Resin |
|---|---|
| 100 微米 | 200 微米 |

工作流程和材料
如同准确度和精度一样,工作流程和可用材料因机器而异,而非技术。
多数 SLA 和 DLP 3D 打印机“即插即用”,并配备易于更换的构建平台与树脂槽。一些更先进的型号也会配备有树脂盒系统以自动将液态树脂重新注入树脂槽内,从而可以减少关注并便于夜间打印。
一些打印机配备有专用软件以便准备用于打印的 3D 模型,比如 Formlabs SLA 3D 打印机的专用软件 PreForm,其他生产商也会提供现成的解决方案。不同软件工具的功能不同,比如,PreForm 提供一键打印设置、功能强大的手动控制可优化支撑密度与尺寸、自适应打印分层厚度、或节省材料与时间的功能。幸运的是,该软件可在购买 3D 打印机前轻松下载并进行测试。

树脂 3D 打印机为广泛的应用提供了多种材料。
树脂 3D 打印机最突出的优点之一是多样化的材料可以为不同应用制造部件。树脂具有广泛的配方配置优势:材料或大量填充玻璃和陶瓷等辅助材料,或具有较高热变形温度或抗冲击性等机械性能,可兼顾不同的软硬度。
但是,所支持的材料选择范围取决于 3D 打印机型号,因此,我们推荐您在购买前咨询生产商。
SLA 和 DLP 技术打印的部件在打印后都需要进行后处理。首先,需要在溶剂中清洗部件以去除多余树脂。一些功能性材料,比如工程或生物相容性部件,还需要进行后固化。对于 SLA 3D 打印机,Formlabs 提供这些步骤的自动化解决方案,以便节省时间和精力。
最后,SLA 和 DLP 3D 打印都需要手动去除 3D 打印部件上的支撑结构。LFS 3D 打印通过提供轻触式支撑结构简化了这一步骤,轻触式支撑结构具有极小的接触点,易于去除且留下最小的支撑标记。