
¿Qué es el CMF? El color, el material, el acabado y las oportunidades para la impresión 3D
Independientemente de si un producto está pensado para los consumidores en general o para usuarios industriales en particular, el aspecto, el tacto y el comportamiento de dicho producto influyen en su valor funcional y la percepción que tiene el usuario de él. En el desarrollo de productos, a estas propiedades se les da el nombre colectivo de "color, material y acabado", que en inglés se abrevia mediante las siglas CMF.
El CMF influye en si un producto da una sensación de ser barato o lujoso; resistente o frágil. Más allá del aspecto y el tacto del producto, el acabado y los materiales son cruciales para optimizar aspectos funcionales como la ergonomía o la facilidad de limpieza. Los diseñadores y los ingenieros dedican mucho esfuerzo a asegurarse de que las decisiones que se toman respecto al CMF durante el desarrollo del producto encajan con el contexto y las expectativas del uso final que se le va a dar.
Las especificaciones del CMF también son importantes cuando el diseño de un producto pasa a la fase de producción general. Los requisitos del CMF se deben comunicar claramente a los fabricantes para que no se pierda la intención original del diseño ni la conformidad con la marca en el producto final.
En esta publicación del blog, hablaremos de las bases del CMF y de las normas industriales para el color y el acabado, con algunos ejemplos de cómo los equipos de desarrollo de productos aprovechan la impresión 3D para representar el CMF en las pruebas con los usuarios o para garantizar que no se deje nada al azar en la entrega final al fabricante.
Qué es el CMF y la búsqueda de oportunidades para la impresión 3D

Wöhler utiliza la impresión 3D SLA para crear prototipos de elementos blandos como piezas sobremoldeadas y botones, así como carcasas funcionales para sus dispositivos electrónicos.
Hoy en día, los equipos de los productos utilizan mucho la impresión 3D como parte del proceso habitual de desarrollo de productos, en parte, por la capacidad que tiene esta tecnología de reproducir una amplia gama de opciones de color, material y acabado con gran fidelidad.
Concretamente, sistemas como las impresoras de estereolitografía (SLA) usan resinas fotopolimerizables cuya fórmula se puede ajustar para ofrecer un amplio espectro de propiedades; pueden ser materiales blandos y gomosos o plásticos duros reforzados con vidrio, entre otras opciones. Además de sus propiedades físicas, las resinas para SLA son relativamente fáciles de teñir con pigmentos sin sacrificar su imprimibilidad, con los que los diseñadores pueden imprimir directamente piezas íntegramente teñidas con colores ricos e intensos.
Color
Cuando se piensa en un producto, es muy probable que lo primero que nos venga a la mente sea su color. El verde de John Deere, el turquesa de Makita, el rojo de Ferrari... Muchas marcas han convertido un color en una parte clave de su negocio.
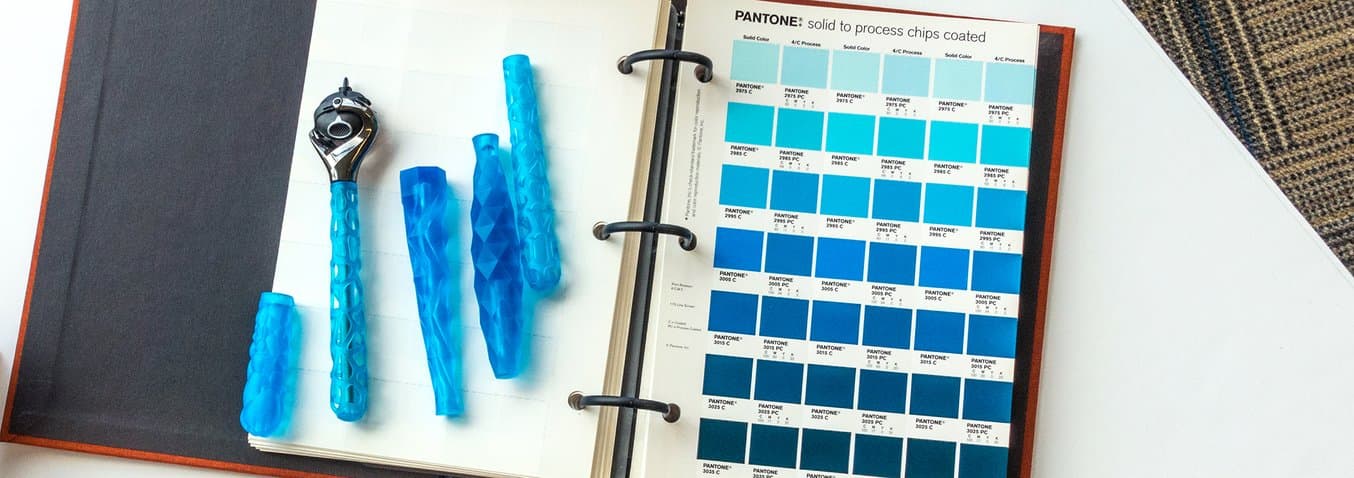
Hay varios sistemas de colores que se han desarrollado con el paso de los años para asegurar que no haya ambigüedades entre los diseñadores y los fabricantes.
Las herramientas más comunes para llegar a un acuerdo en cuanto a un color normalizado son el Sistema Pantone de homologación del color y el sistema de colores RAL (cuyas siglas significan Reichs-Ausschuß für Lieferbedingungen und Gütesicherung, el nombre del proyecto alemán original para normalizar los colores). Los diseñadores e ingenieros de EE. UU. tienden a decantarse por el sistema Pantone, mientras que el RAL sigue siendo popular en partes de Europa. Los fabricantes que trabajan con clientes de todo el mundo suelen estar familiarizados con ambos sistemas.
Por lo general, el color se incorpora en los prototipos pintándolos o creando piezas con color propio. Cuando se producen piezas con un color integrado en ellas, los principales métodos son la impresión directa o el moldeado mediante vulcanización a temperatura ambiente de materiales pigmentados de uretano, silicona o resina epoxi.
A la hora de imprimir directamente piezas con un color integrado, hay varias opciones de resinas de Formlabs. Las resinas estándar tienen variedades transparentes (Clear Resin) y opacas (Black Resin, Grey Resin, White Resin), mientras que el Color Kit de Formlabs se utiliza para mezclar colores específicos para la resina.
Con el Color Kit, cualquiera puede mezclar su propia Color Resin y crear impresiones 3D con colores uniformes y con la alta resolución y el acabado liso de la superficie por los que se conoce a la tecnología SLA.
Si un ingeniero o diseñador necesita un gradiente, un patrón u otro efecto de color para la superficie, las impresiones 3D también reciben bien la pintura si se siguen unos pasos sencillos para preparar la pieza.
Material
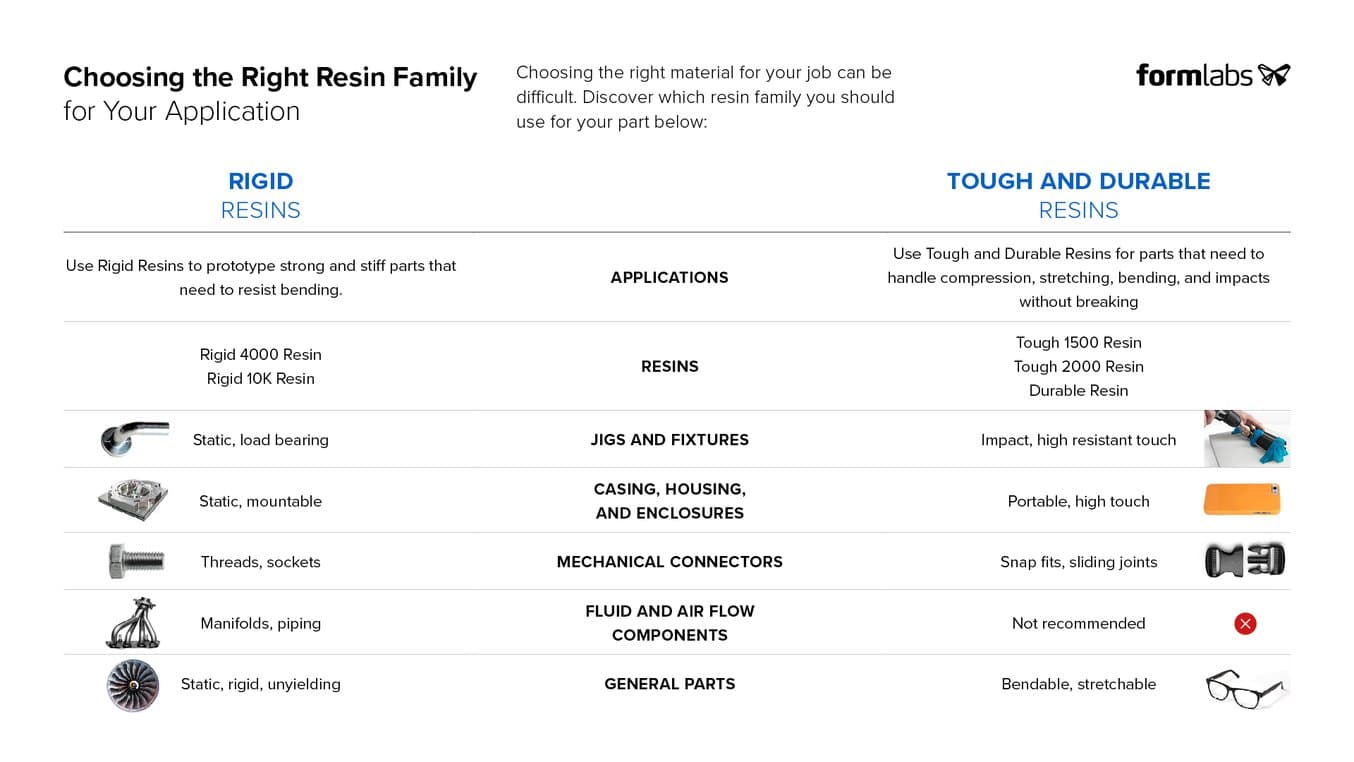
Las especificaciones del material de un producto son muy importantes para la funcionalidad y el coste final del producto. Dado que las resinas fotopolimerizables se pueden formular para tener una amplia gama de propiedades mecánicas, la impresión 3D SLA es especialmente útil para crear piezas que transmiten una sensación similar a las de los materiales finales de la fabricación real. Las resinas de Formlabs se utilizan para simular materiales como el caucho de silicona, el polipropileno, el ABS y los plásticos reforzados con vidrio.

OXO utiliza la High Temp Resin para asegurarse de que sus piezas de plástico de ingeniería no solo funcionen como está planeado, sino que también transmitan la sensación adecuada en cuanto a rigidez y estructura.

Encuentra el material adecuado para tu aplicación
¿Necesitas ayuda para encontrar el material de impresión 3D más adecuado para tu proyecto? Nuestra nueva herramienta interactiva de materiales te ayuda a elegir el material adecuado de entre nuestro creciente catálogo de resinas en base a tu aplicación y a las propiedades que más te interesen.
Acabado
Del mismo modo que los sistemas de colores, con los años se han desarrollado normas y estándares industriales que permitan asegurar la uniformidad del acabado de las superficies. Hay diversas normas de acabado de la superficie que son específicas para ciertos procesos de fabricación o tipos de materiales; por ejemplo, en Estados Unidos, una pieza de plástico usará normas de la SPI (la Sociedad de la Industria de los Plásticos), mientras que una pieza de metal podría usar normas ASME (de la Sociedad Estadounidense de Ingenieros Mecánicos) o ISO (de la Organización Internacional de Normalización).
Las normas SPI definen el aspecto y el tacto de la superficie de una pieza de plástico acabada, mediante un sistema de nomenclatura compuesto por letras y números.
Los acabados de las superficies según la SPI varían entre superficies sin tratar "recién mecanizadas" y acabados de brillo alto, con muchas opciones intermedias. En las superficies "recién mecanizadas", se ven claramente las marcas de las herramientas de corte. Las superficies recién mecanizadas raramente se usan para la cara visible para el usuario de una pieza de plástico o moldeada por inyección, pero a veces se eligen para las superficies internas ocultas con el fin de ahorrar en costes de utillaje.
Las especificaciones SPI incluyen acabados mates: el SPI-B1, el SPI-B2 y el SPI-B3 se denominan acabados "de lija"; el SPI-C1, el SPI-C2 y el SPI-C3 son acabados "de piedra"; mientras que el SPI-A1, el SPI-A2 y el SPI-A3 es "de alto brillo" o "de diamante". Otros acabados más rugosos que se obtienen mediante el granallado son el SPI-D1, el SPI-D2 y el SPI-D3 para una superficie "de granallado en seco".
| Tipos de acabados | Especificación de superficie SPI | Resultado | ||
|---|---|---|---|---|
| Diamante | SPI-A1, SPI-A2, SPI-A3 | Acabado brillante o de alto brillo | ||
| Lija | SPI-B1, SPI-B2, SPI-B3 | Acabado mate | ||
| Piedra | SPI-C1, SPI-C2, SPI-C3 | Acabado mate | ||
| Granallado | SPI-D1, SPI-D2, SPI-D3 | Granallado en seco |
En muchas aplicaciones, el acabado de la superficie es importante para la funcionalidad y la durabilidad de la pieza. Por ejemplo, una lente muy pulida transmitirá la luz con claridad, por lo que una lente con un grado inferior de pulido será casi inútil. Puede ser deseable que haya una cierta rugosidad o textura si se quiere fomentar la unión con ciertos tipos de adhesivos o recubrimientos o si se quiere proporcionar una fricción útil que permita al usuario agarrar con seguridad el producto. Algunos diseños de mecanismos requieren textura para que ayude a retener lubricante o para que haya la suficiente tracción para un funcionamiento correcto.
Cómo se define la tersura
Cuando hay que definir la tersura, es decir, lo lisa que va a ser una pieza acabada, las normas varían en función del proceso o el material con el que se realice la fabricación. En el caso de las piezas de plástico, las normas más comunes provienen de las especificaciones SPI que describen el tratamiento de la superficie del utillaje que se usa para fabricar las piezas de plástico finales.
Determinar qué especificación SPI se va a utilizar para cada componente es un paso importante del diseño de la pieza, que influye directamente en el rendimiento de la misma y en el coste del utillaje. Las piezas moldeadas por inyección que utilizan superficies con mayor textura requerirán un mayor ángulo de desmoldeo en la herramienta y es posible que las piezas de brillo alto necesiten un recubrimiento con películas protectoras durante el montaje y el envío.
Cómo se define la textura
Es frecuente que los diseñadores de piezas de plástico utilicen acabados con texturas para imitar otro material (por ejemplo, paneles interiores con textura similar a la del cuero para automóviles), para mejorar la ergonomía o para ocultar defectos estéticos procedentes de la fabricación, la manipulación o el uso final. Los diseñadores de piezas incluso utilizan microtexturas en la superficie para reducir los reflejos o crear un comportamiento hidrófobo en el material.
En el caso del utillaje de plástico, muchas empresas diferentes ofrecen sus propias texturas patentadas o puede que un ingeniero trabaje con un grabador para desarrollar nuevas texturas. Las impresoras 3D SLA pueden producir detalles precisos de texturas moldeadas comunes como el moleteado o pequeños patrones de granos y vetas que se pierden con otras tecnologías de impresión como el FDM.

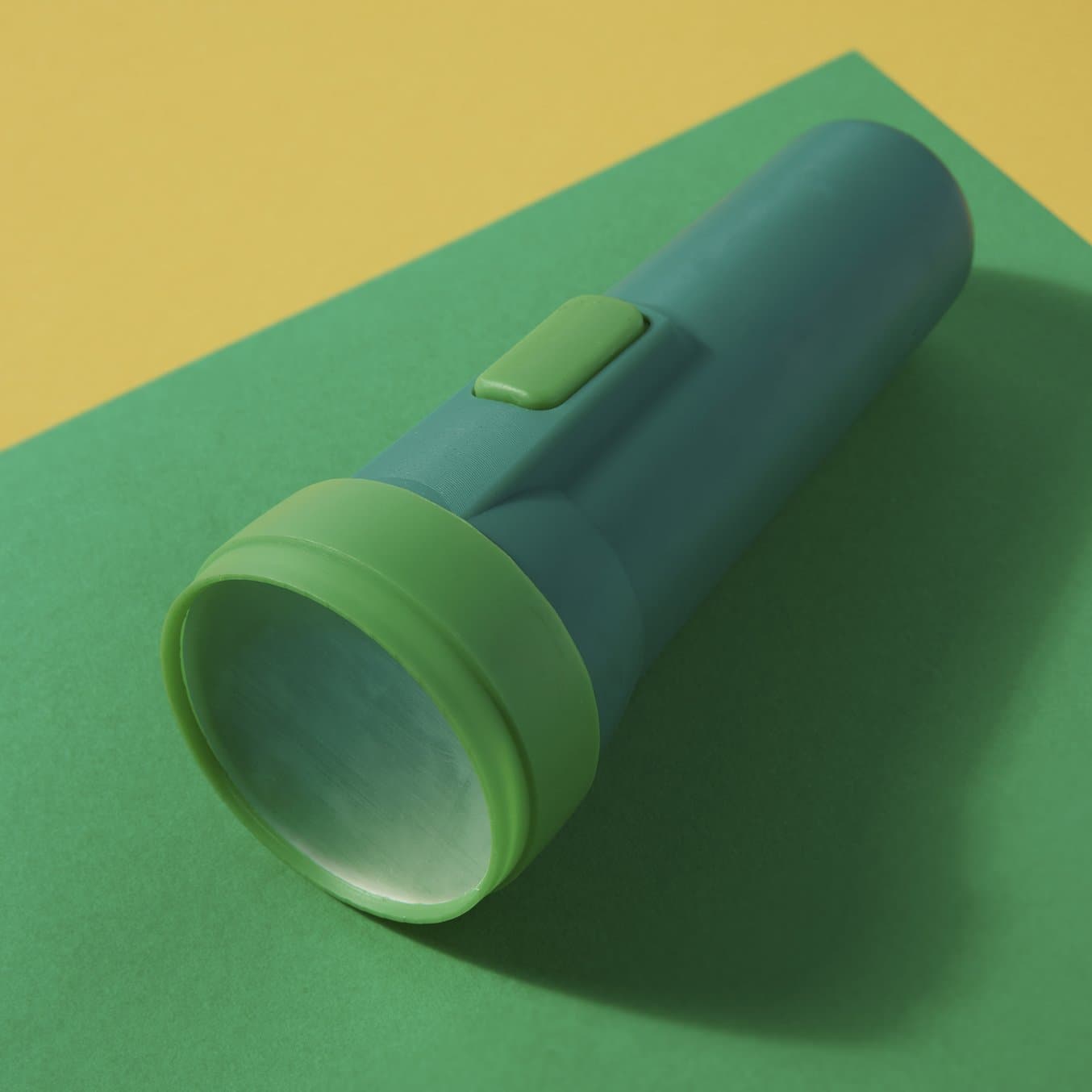
Los ingenieros y diseñadores pueden utilizar la impresión SLA para reproducir fácilmente texturas de grano fino y detalles pequeños, como el patrón de este prototipo de botella de agua impreso con la Flexible Resin.
Cómo ir más allá con el acabado de la superficie
Del mismo modo que las resinas para SLA aceptan bien la pintura, a muchas de dichas resinas se les puede dar otro tipo de recubrimiento, como revestimientos por aerosol o inmersión para obtener superficies muy brillantes o un galvanizado para un acabado metálico.
Como se ve en los ejemplos de este artículo, la impresión SLA es un proceso de impresión muy adaptable para cualquier equipo de desarrollo de productos que quiera obtener las características de CMF adecuadas. Al aprovechar la versatilidad de la impresión 3D durante el proceso de desarrollo de productos. los equipos se aseguran de que su intención de diseño y su perspectiva específica de la marca se mantenga intacta desde los primeros prototipos hasta los últimos modelos comunicación que evalúen los fabricantes.
Descubre más sobre la impresión 3D SLA
Prueba el tacto de la gama de materiales que ofrece Formlabs y examina el nivel de detalle de la SLA de cerca con una pieza de muestra gratuita del material que quieras.