

Cómo hacer utillaje rápido para el conformado de chapa con troqueles impresos en 3D
La fabricación con metal es vital para todos los sectores de la economía. Debido a su resistencia, rigidez y durabilidad a largo plazo, los componentes de metal se usan para aplicaciones muy diversas, como la fabricación de electrodomésticos, de piezas de construcción y de paneles de la carrocería de vehículos. Los fabricantes de metal proveen de materiales a sectores muy competitivos, como el de la automoción y la industria aeroespacial, con una demanda cada vez mayor de reducir los costes y el tiempo que tarda el producto en llegar al mercado.
La fabricación de herramientas tiene un impacto crucial en las técnicas de fabricación con metal, por lo que replantearnos el modo del que se hacen las herramientas puede aumentar la eficiencia del trabajo. El conformado de chapa requiere troqueles que tradicionalmente se han creado a partir del metal mediante un proceso de mecanizado, que en muchos casos se externaliza a proveedores de servicios. Este documento propone un método alternativo de fabricación de herramientas más rápido y menos caro, usando impresoras 3D de estereolitografía (SLA).
A continuación, describiremos el proceso de conformar piezas de metal a partir de chapa con troqueles de plástico impresos en 3D. Este informe destaca cómo aprovechar la fabricación aditiva in situ para reducir el coste del utillaje y acortar el tiempo de desarrollo de la fabricación con metal. Tras una corta introducción, el documento te guiará por los pasos de crear herramientas impresas en 3D con las que producir un recambio de protector de cuchilla para una sierra eléctrica.
Cómo hacer utillaje rápido para el conformado de chapa con troqueles impresos en 3D
La fabricación con metal es vital para todos los sectores de la economía. Debido a su resistencia, rigidez y durabilidad a largo plazo, los componentes de metal se usan para aplicaciones muy diversas, como la fabricación de electrodomésticos, de piezas de construcción y de paneles de la carrocería de vehículos. Los fabricantes de metal proveen de materiales a sectores muy competitivos, como el de la automoción y la industria aeroespacial, con una demanda cada vez mayor de reducir los costes y el tiempo que tarda el producto en llegar al mercado.
La fabricación de herramientas tiene un impacto crucial en las técnicas de fabricación con metal, por lo que replantearnos el modo del que se hacen las herramientas puede aumentar la eficiencia del trabajo. El conformado de chapa requiere troqueles que tradicionalmente se han creado a partir del metal mediante un proceso de mecanizado, que en muchos casos se externaliza a proveedores de servicios. Este documento propone un método alternativo de fabricación de herramientas más rápido y menos caro, usando impresoras 3D de estereolitografía (SLA).
A continuación, describiremos el proceso de conformar piezas de metal a partir de chapa con troqueles de plástico impresos en 3D. Este informe destaca cómo aprovechar la fabricación aditiva in situ para reducir el coste del utillaje y acortar el tiempo de desarrollo de la fabricación con metal. Tras una corta introducción, el documento te guiará por los pasos de crear herramientas impresas en 3D con las que producir un recambio de protector de cuchilla para una sierra eléctrica.
Introducción
Conformado de chapa
Algunas de las técnicas tradicionales de fabricación con metal son el conformado, la fundición, el moldeo, la soldadura y el mecanizado.
El conformado de chapa es el proceso de conformado más rentable que existe actualmente para fabricar grandes cantidades de piezas. Es un proceso que se puede automatizar en gran medida en las fábricas, pero que también puede llevarse a cabo de forma manual en talleres de metal para elaborar piezas en series pequeñas. Es un procedimiento versátil, fiable y de alta calidad para crear piezas de metal precisas, que además limita la cantidad de material que se desperdicia.
El conformado del metal implica aplicar fuerzas al material para que sufra una deformación plástica que lo lleve hasta la forma deseada. Permite crear estructuras complejas con una gran resistencia y una cantidad mínima de material. El conformado incluye tratamientos como el doblado, el repujado al torno o el estirado, llevados a cabo por troqueles o herramientas de perforación.
El proceso del conformado de chapa es sencillo:
- Se corta una lámina de metal a partir de un rollo para obtener láminas vírgenes.
- La lámina virgen se coloca en la máquina de conformado, entre dos herramientas.
- La máquina somete el metal a fuerzas elevadas y la herramienta superior empuja el metal en torno a la herramienta inferior correspondiente y lo dobla hasta que alcanza la forma deseada.
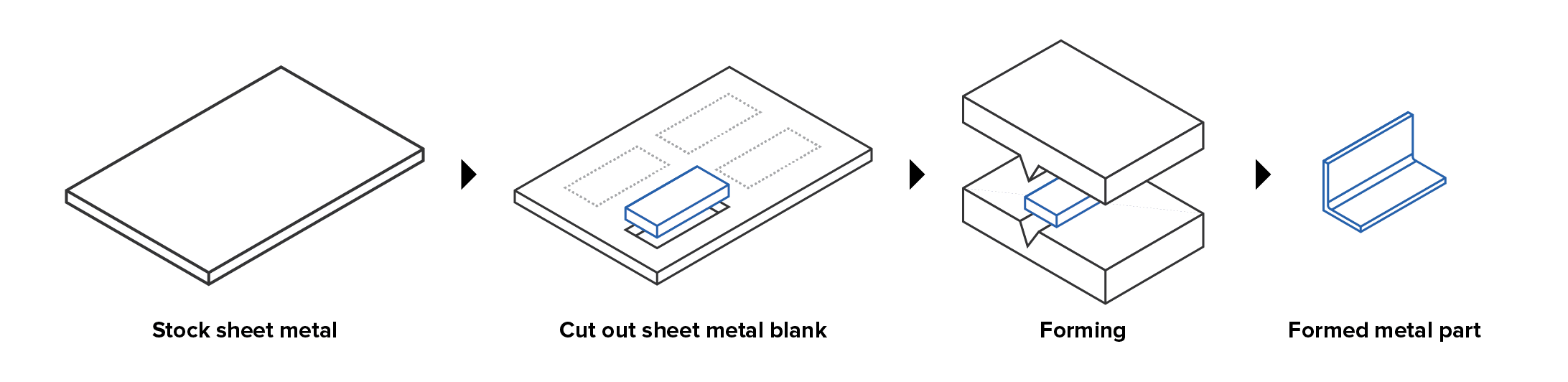
Proceso de trabajo para el conformado de chapa.
El conformado de chapa es un procedimiento que requiere maquinaria y herramientas especializadas que dependen de cada pieza que se quiera fabricar. Como se muestra arriba, la herramienta (también conocida como forma o troquel) es la pieza de la máquina de conformado que actúa para doblar la chapa. Normalmente, los fabricantes producen sus herramientas de conformado a partir de metal, realizando un mecanizado CNC in situ o externalizando el proceso con proveedores de servicios. Este utillaje previo es caro y genera plazos de producción largos.
Los sectores que usan componentes metálicos están impulsados por la innovación y necesitan piezas cada vez más complejas que agilicen los procesos de fabricación. Por eso, replantearnos las técnicas de utillaje puede ser un buen punto de partida para avanzar.
Herramientas impresas en 3D para el prototipado y la producción de bajo volumen
Aunque las piezas de gran tamaño como los paneles de la carrocería de un coche están asociadas a una gran cantidad de herramientas hechas a medida, la mayoría de los talleres de metal también producen todo tipo de pequeños elementos que requieren menores fuerzas de doblado. Reemplazar estas herramientas metálicas con piezas de plástico impresas en 3D in situ para el prototipado y la producción de bajo volumen puede acortar los tiempos de desarrollo y reducir los costes de producción. Imprimir en 3D in situ da a los ingenieros la posibilidad de crear prototipos de piezas metálicas y realizar iteraciones de diseños de herramientas en cuestión de horas, con lo que obtienen geometrías complejas y al mismo tiempo reducen su dependencia de proveedores externos. A diferencia de hace diez años, las impresoras de escritorio profesionales son asequibles, fáciles de implementar y se pueden escalar rápidamente a medida que crezca la demanda.
Los fabricantes ya están usando resinas polimerizables de SLA para sustituir sujeciones con guía, fijaciones y recambios metálicos en las fábricas. En procesos como el moldeo por inyección o el termoformado, usar moldes de ensayo de plástico es una forma eficaz de validar los diseños y resolver desafíos de diseño orientado a la fabricación antes de realizar una inversión en moldes metálicos caros. Pasar del metal al plástico supone un ahorro considerable en costes de material.
La tecnología de impresión 3D por SLA ofrece algunas propiedades interesantes para el conformado de chapa. Las impresoras SLA, que se caracterizan por una alta precisión y un acabado de la superficie liso, son capaces de fabricar herramientas con detalles muy precisos, lo que contribuye a que sean repetibles. Gracias a un amplio catálogo de materiales con diversas propiedades mecánicas, elegir una resina adaptada al caso de uso específico puede optimizar el resultado del conformado. Las resinas para SLA son isotrópicas y se mantienen bastante estables bajo un esfuerzo en comparación con otros materiales de impresión 3D. El utillaje de plástico también puede eliminar un paso de pulido, ya que los troqueles de plástico no dejan marcas en la chapa como las de los troqueles de metal.
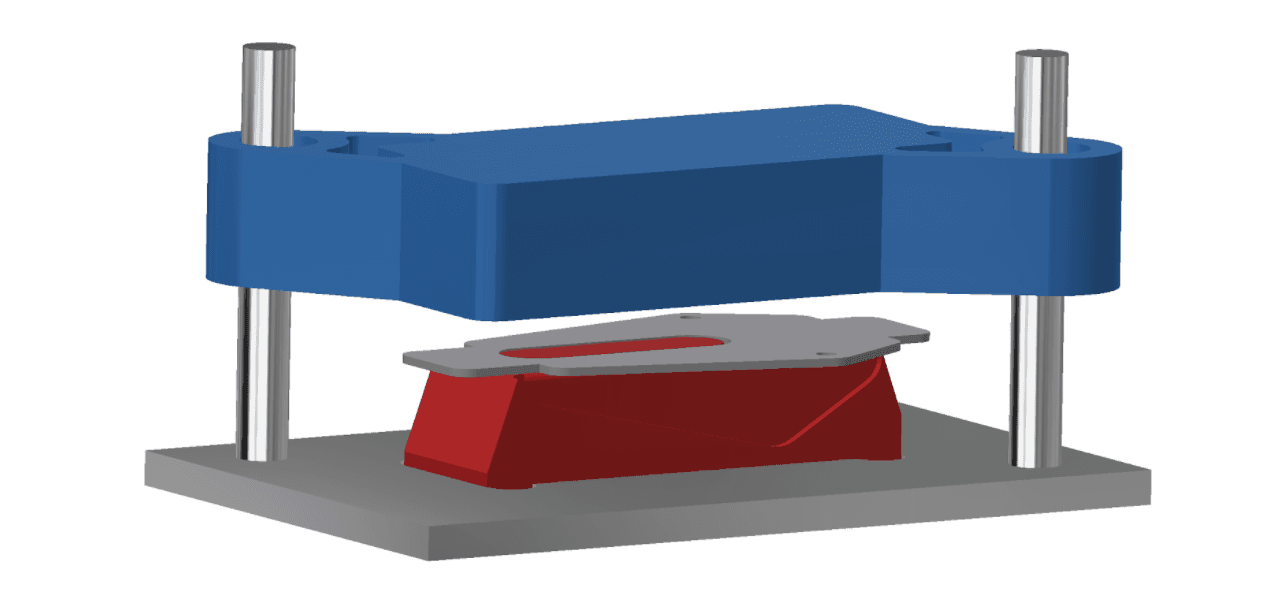
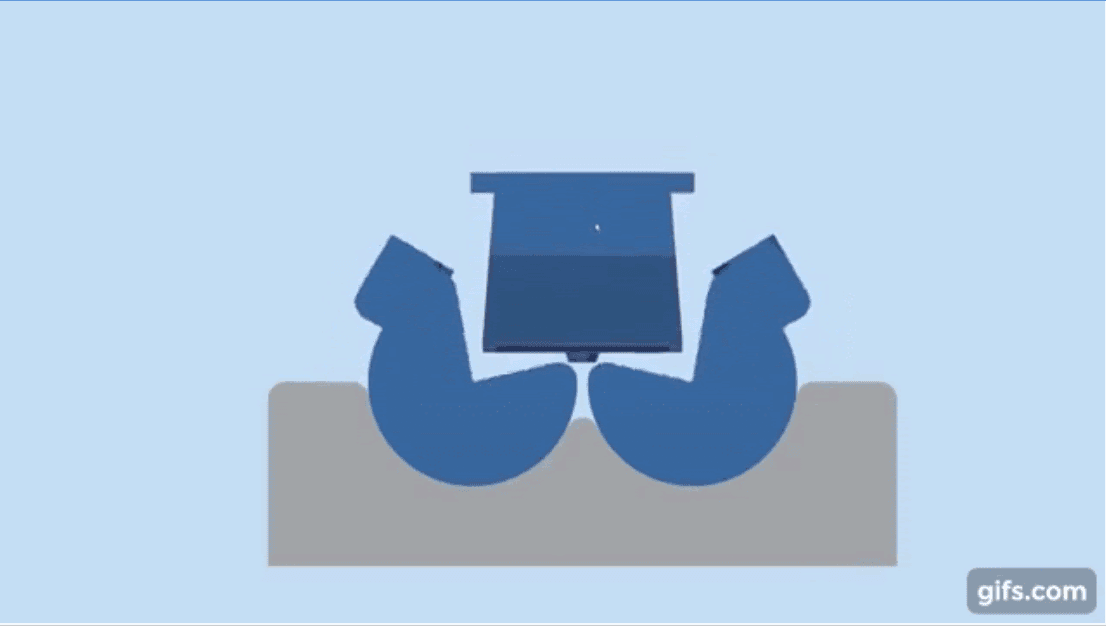
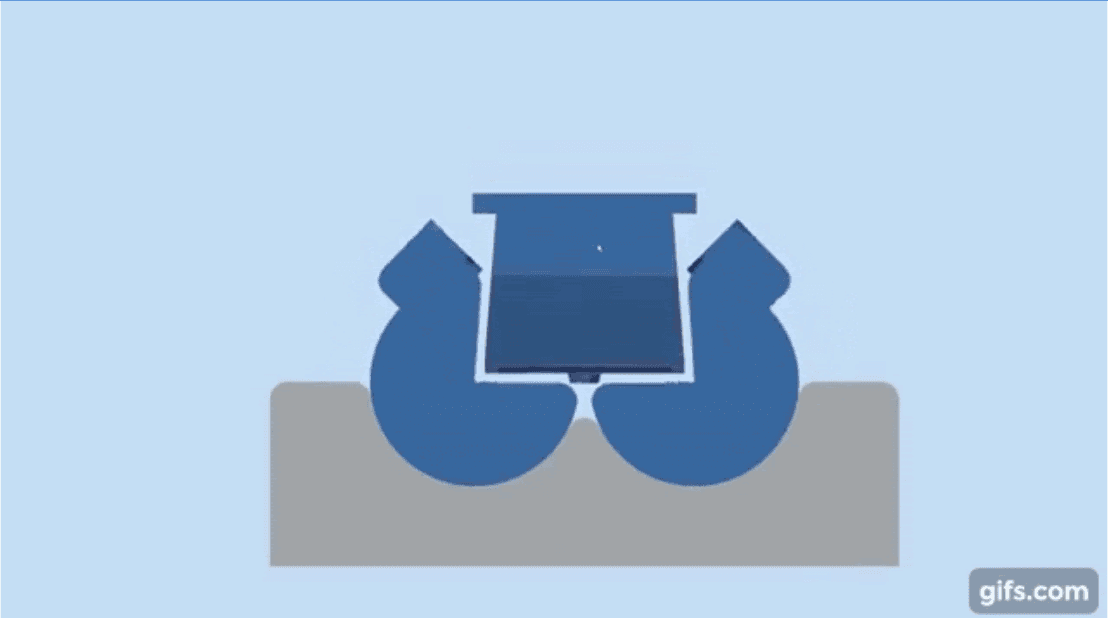
Esta investigación pretende comprobar y demostrar la viabilidad de usar troqueles impresos en 3D mediante SLA para conformar piezas de chapa. El mecanismo es similar al proceso de trabajo general del conformado de chapa. La diferencia está en el diseño y la impresión de la herramienta de dos piezas hecha de troqueles superiores e inferiores. La lámina virgen se coloca entre ambos troqueles de plástico y se comprime usando una prensa hidráulica u otro equipamiento de conformado.

Proceso de trabajo para el conformado de chapa con troqueles impresos en 3D.

Reserva una consulta
Ponte en contacto con nuestros expertos en impresión 3D para tener una consulta personalizada y encontrar la solución adecuada para tu negocio, recibir un análisis de rentabilidad de la inversión, realizar impresiones de prueba y mucho más.
Caso de estudio experimental: Conformado de chapa con troqueles impresos en 3D
En este apartado, ofrecemos recomendaciones sobre cómo diseñar y utilizar una herramienta para el conformado de chapa y describimos los distintos pasos del método. Veremos cómo imprimir en 3D herramientas con las que crear un recambio de protector de cuchilla para una sierra eléctrica.
Materiales y equipamiento
- Impresora 3D SLA de Formlabs con Rigid Resin (se pueden usar otras resinas de Formlabs)
- Acero de calibre 18-22
- Cortadora de plasma CNC (también se pueden usar herramientas de mecanizado a mano u otro equipamiento de corte)
- Prensa hidráulica con bastidor en H de 20 toneladas (también se pueden usar prensas con fuerzas menores)

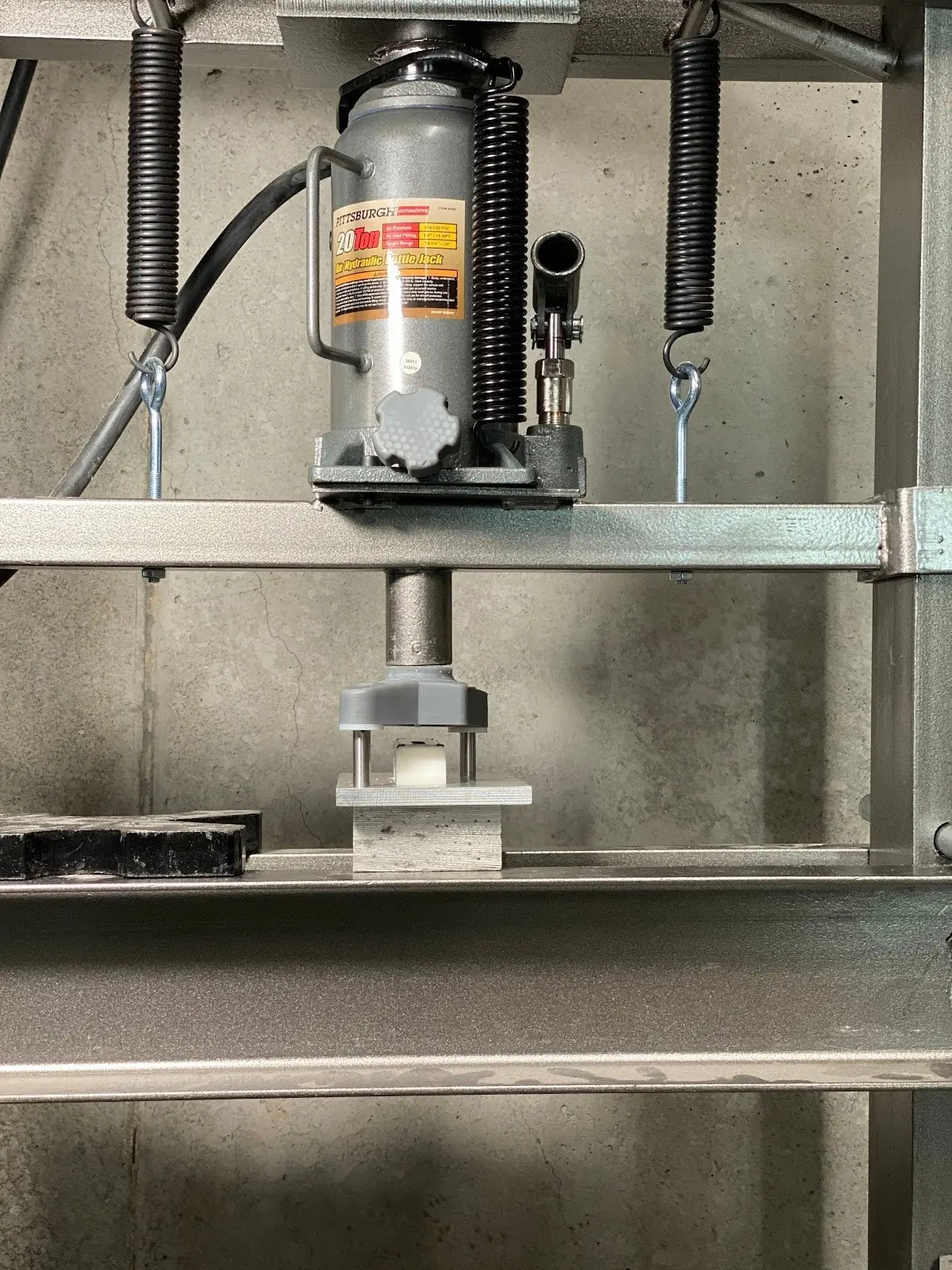
Ecosistema de impresión SLA de Formlabs (izquierda) y una prensa hidráulica (derecha)
Solicita una pieza de muestra gratuita
Experimenta la calidad de Formlabs de primera mano. Enviaremos una pieza de muestra impresa en 3D de manera gratuita a tu oficina.
Conformado de un recambio de protector de cuchilla
Shane Wighton, del equipo de ingeniería de Formlabs, conformó una pieza de metal usando herramientas impresas en 3D para la validación del concepto. La pieza de ensayo era un recambio de protector de cuchilla para una sierra eléctrica. Este es un enfoque experimental para proponer un proceso de trabajo e investigar las preocupaciones respecto al diseño.

Sometimos a ensayo herramientas impresas en 3D con las que crear un recambio de protector de cuchilla para una sierra eléctrica. (Fuente: Chicago Electric)
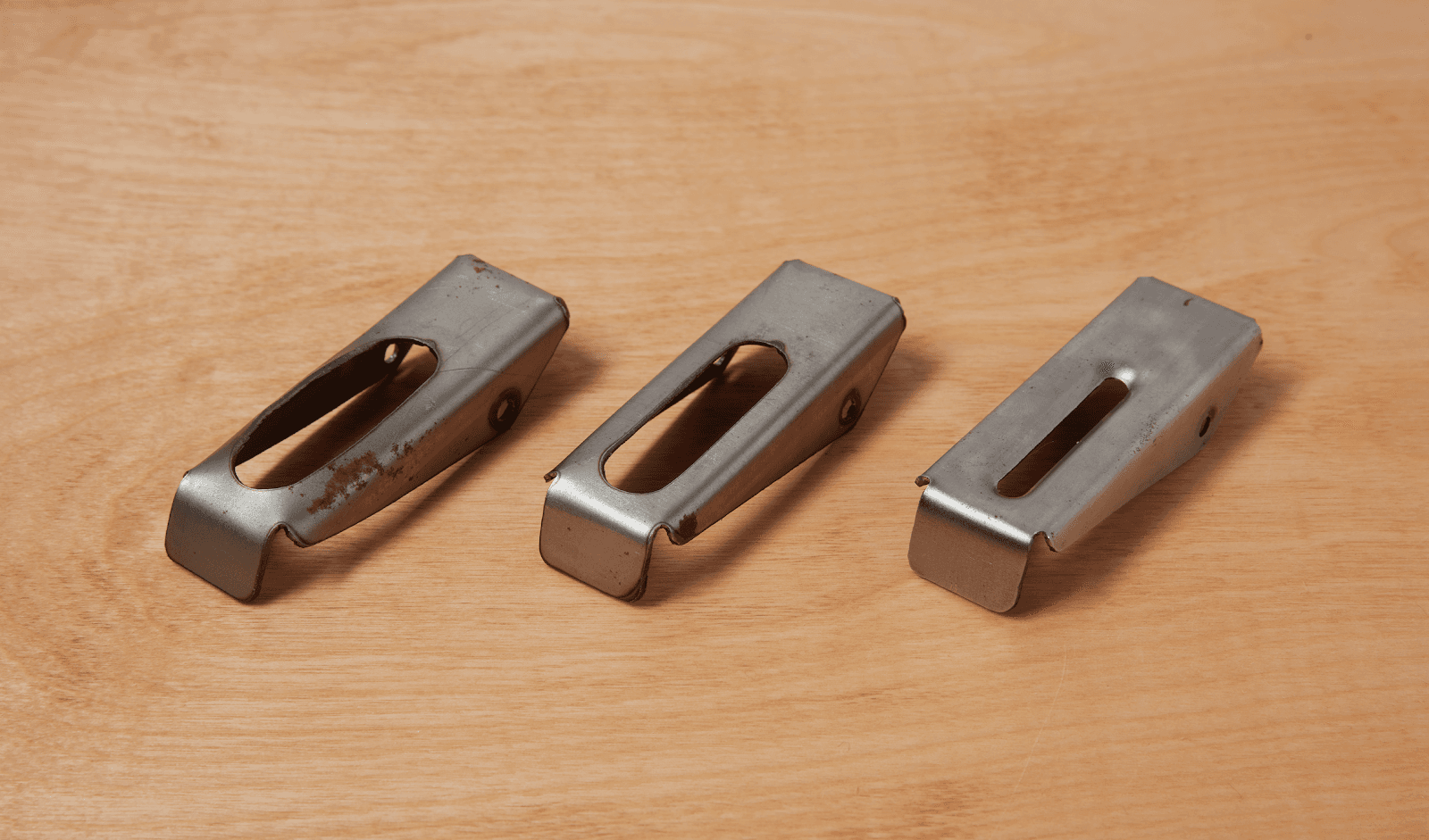
La geometría de la herramienta es crucial para el éxito de la operación de conformado. Shane pasó por un par de iteraciones para este experimento y revisó los archivos CAD después de cada prueba para mejorar los resultados. Aprovechó el prototipado rápido que permite la impresión 3D para realizar seis iteraciones diferentes en un mismo día antes de elegir un diseño final. Ve el siguiente seminario web para aprender más de Shane acerca de las operaciones de diseño y prensado.
Diversas iteraciones de la parte superior del protector de cuchilla.
Lo primero que hay que hacer cuando tenemos el diseño en CAD de la pieza final es determinar cómo se va a doblar y conformar. La parte superior del protector de cuchilla incluye dos elementos complicados que requieren un tratamiento de conformado. El perímetro del borde está doblado a 90 grados muy cerca de un agujero, lo que puede provocar que se deforme dicho agujero por el esfuerzo de doblado. El agujero en sí tiene un radio en torno al borde, que es un elemento interno imposible de realizar con una máquina de doblado convencional. El enfoque que seguimos consiste en dividir el procedimiento en dos pasos de conformado, uno por cada uno de esos elementos.
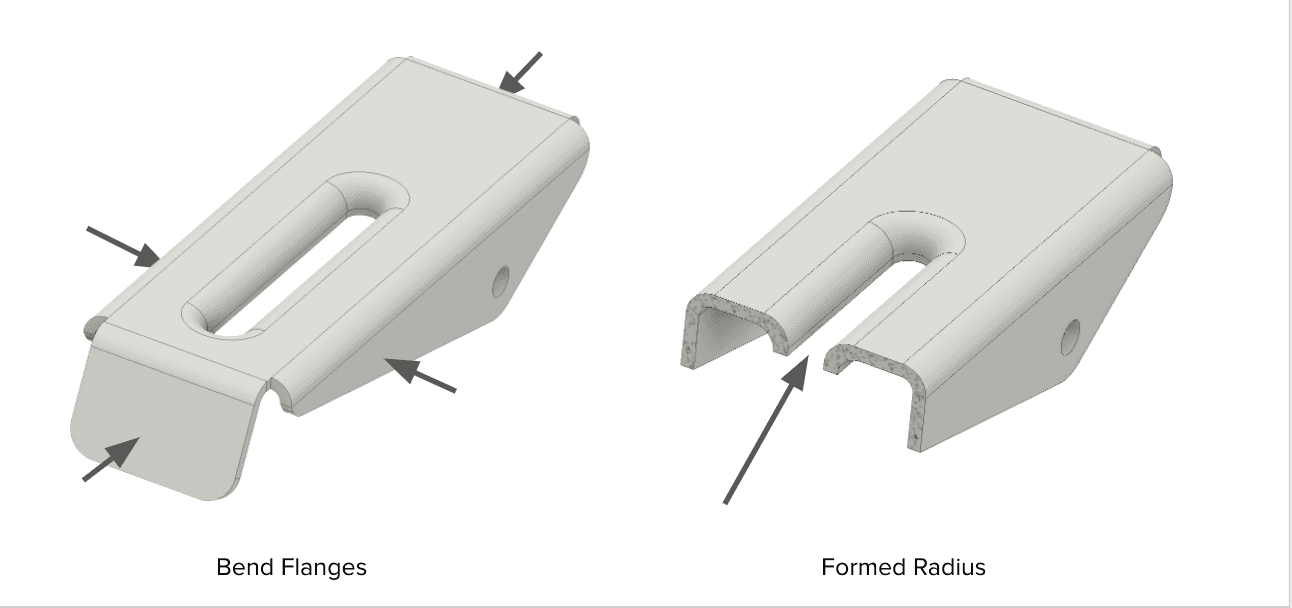
El diseño de la pieza muestra dos elementos claros que deben conformarse en dos pasos independientes.
Consideraciones de diseño
He aquí varias cuestiones de diseño que tener en cuenta a la hora de planificar el conformado.
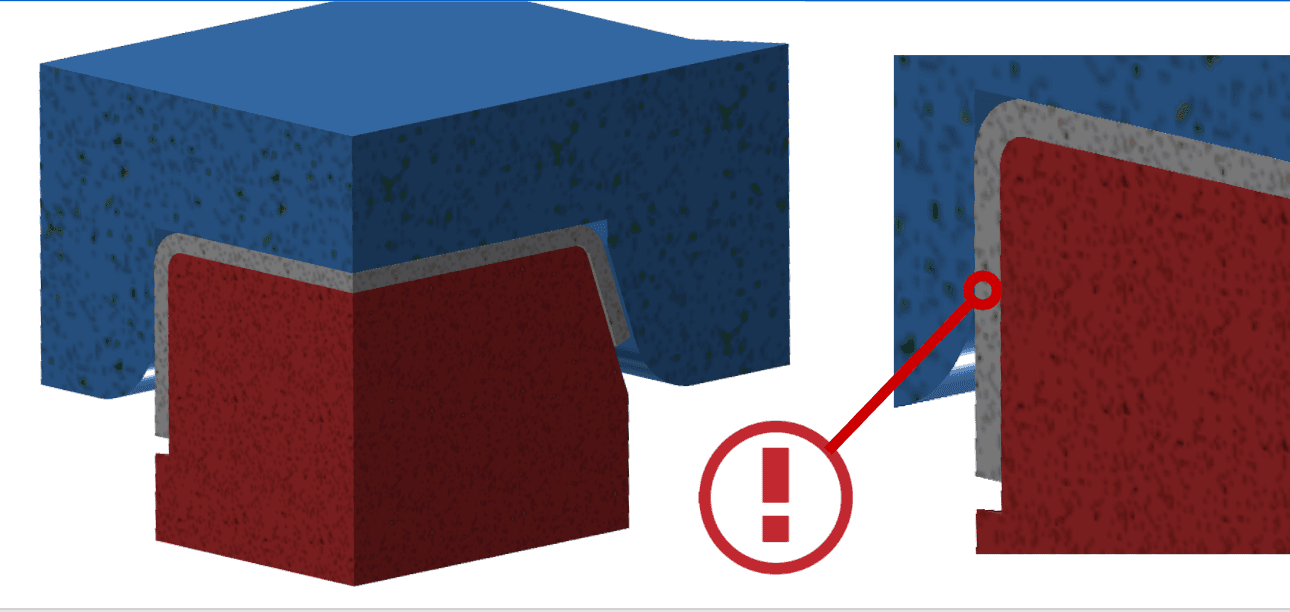
Doblar rebordes cerca de un agujero puede provocar una deformación.
En el conformado de chapa, resulta difícil doblar rebordes cerca de un agujero sin alterar este último. La primera prueba de Shane provocó daños en la superficie superior por la deformación del agujero. Para evitar esto, asegúrate de que la herramienta superior presione la superficie de la parte superior al completo.
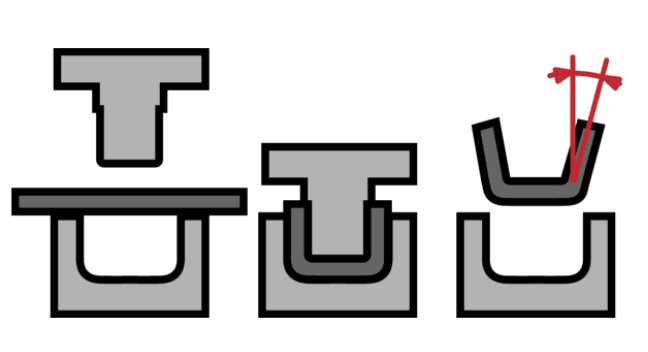
Ten en cuenta la elasticidad del metal a la hora de doblar paredes verticales.
La elasticidad del metal es una propiedad del material que consiste en que este tiene una tendencia a volver a su forma original. La lámina de chapa debe doblarse más de 90 grados para crear paredes verticales.
Deja un espacio libre entre los dos troqueles.
Recuerda dejar algo de espacio para el metal entre las dos piezas de la herramienta o los troqueles de plástico se romperán. Algunas herramientas de software CAD tienen una función llamada adaptabilidad, que integra automáticamente las tolerancias que deben tenerse en cuenta durante el diseño.
Método paso a paso para el conformado de chapa con troqueles impresos en 3D
1. Diseña la herramienta
Shane diseñó los troqueles y después cargó los archivos en PreForm, el software de preparación de impresiones para las impresoras 3D de Formlabs. Las piezas se orientaron de manera que las superficies clave quedaran libres de marcas de los soportes. Según la geometría de los troqueles, se pueden imprimir varios a la vez en una base de impresión para aumentar la eficiencia de la impresión.
Doblado de los rebordes
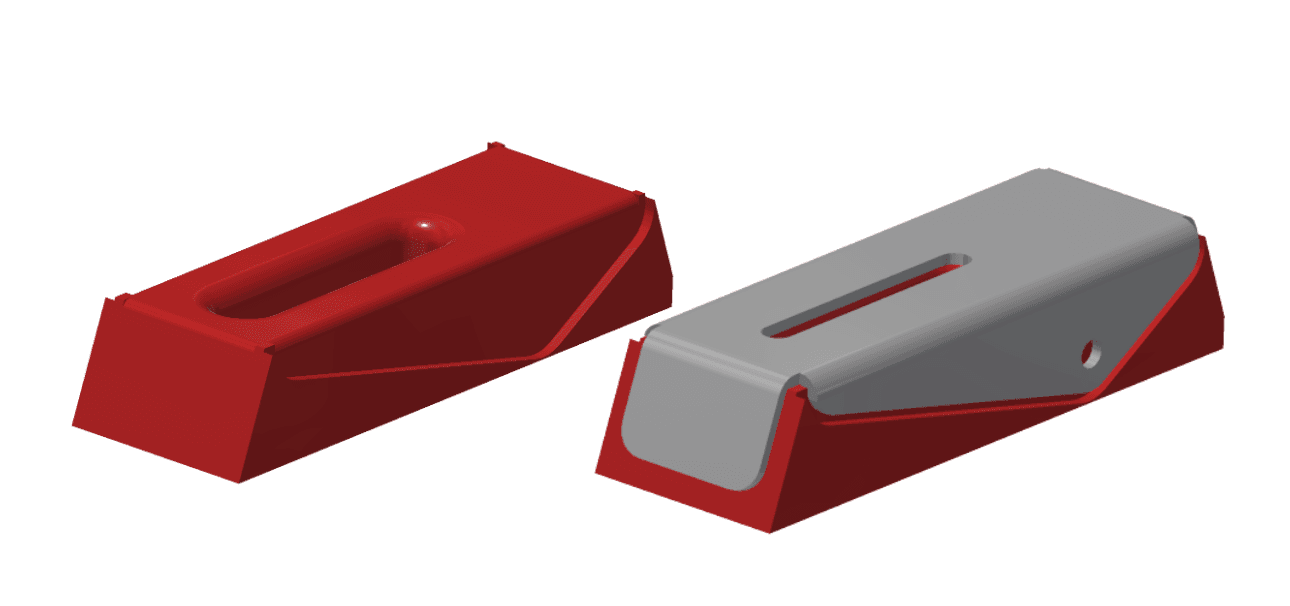
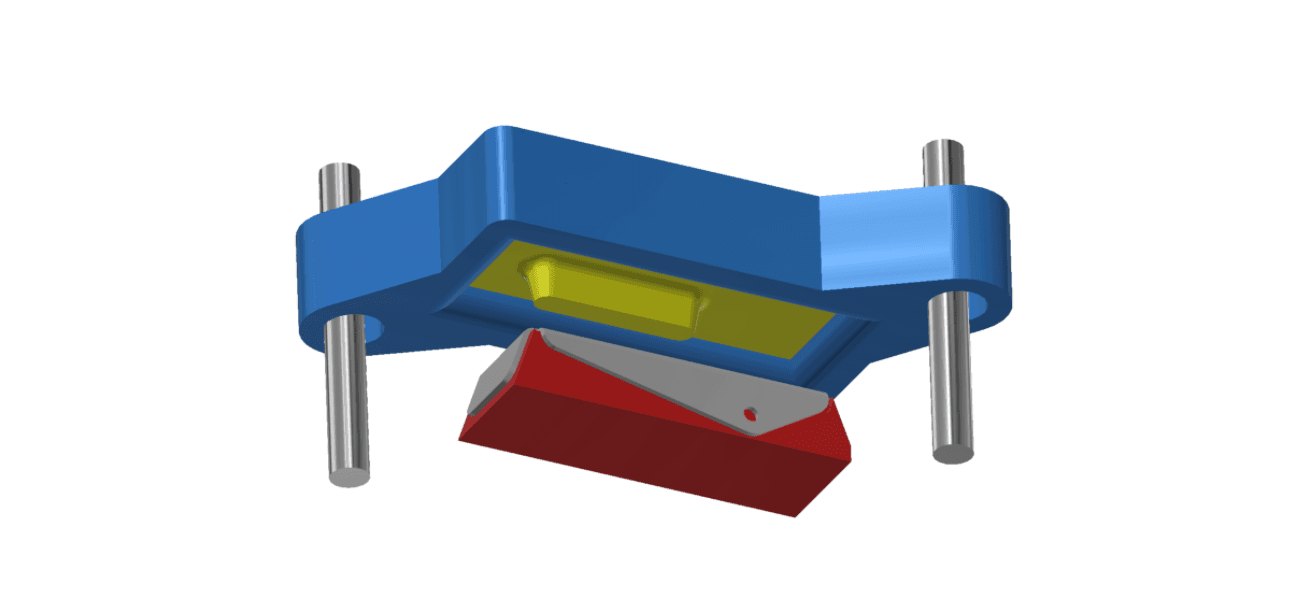
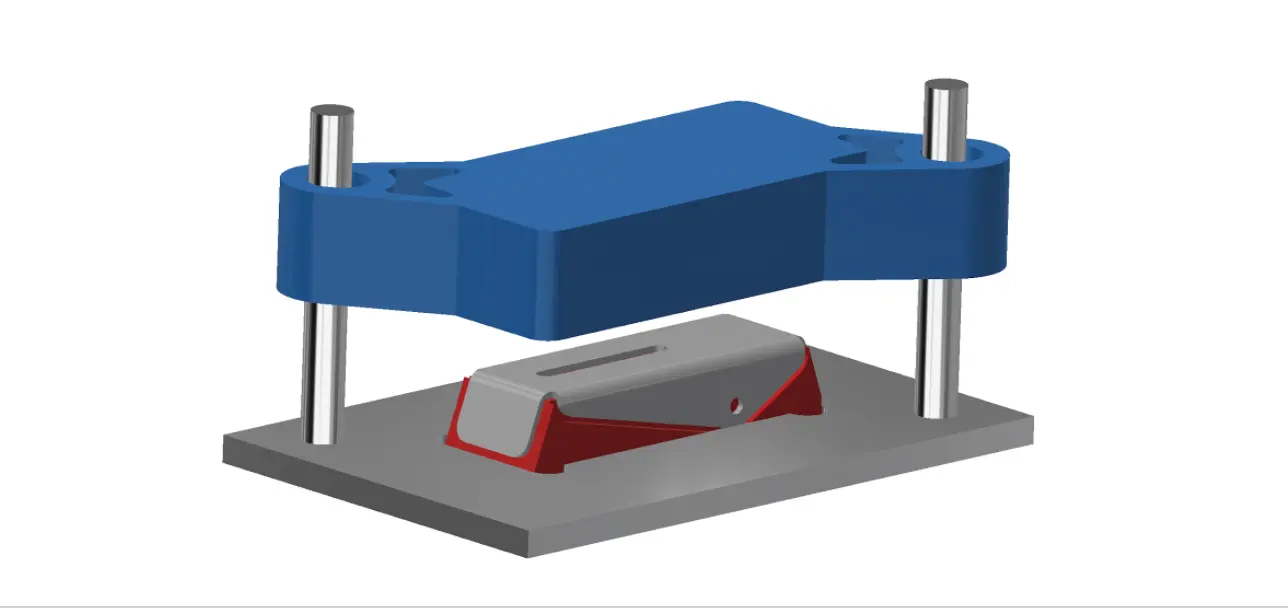
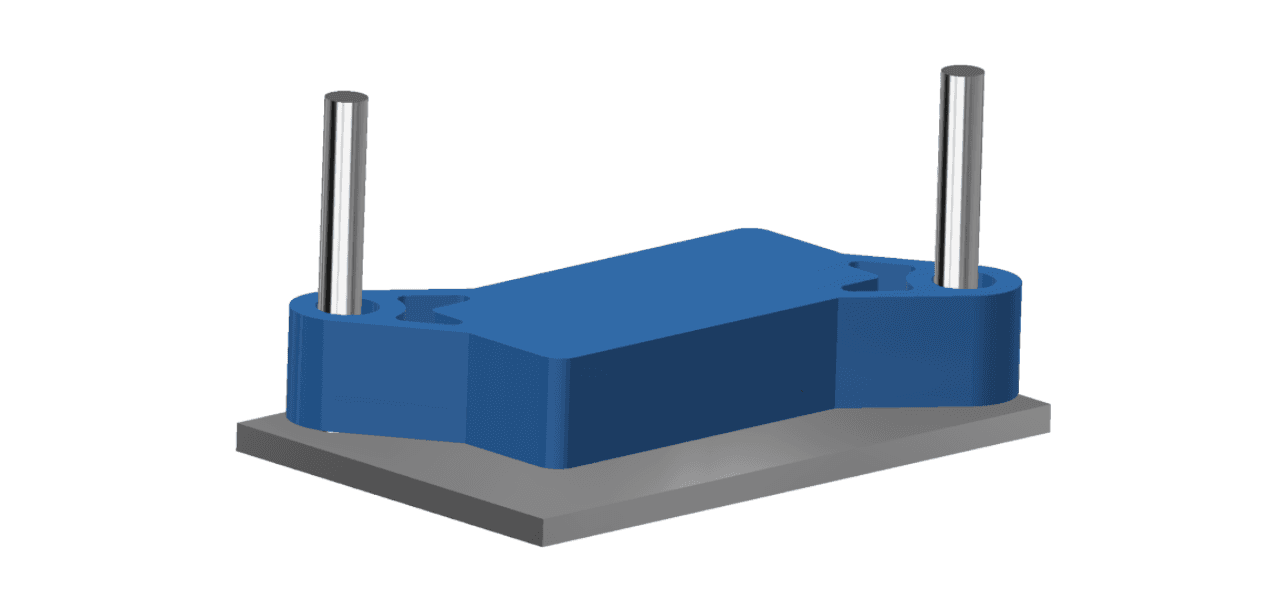
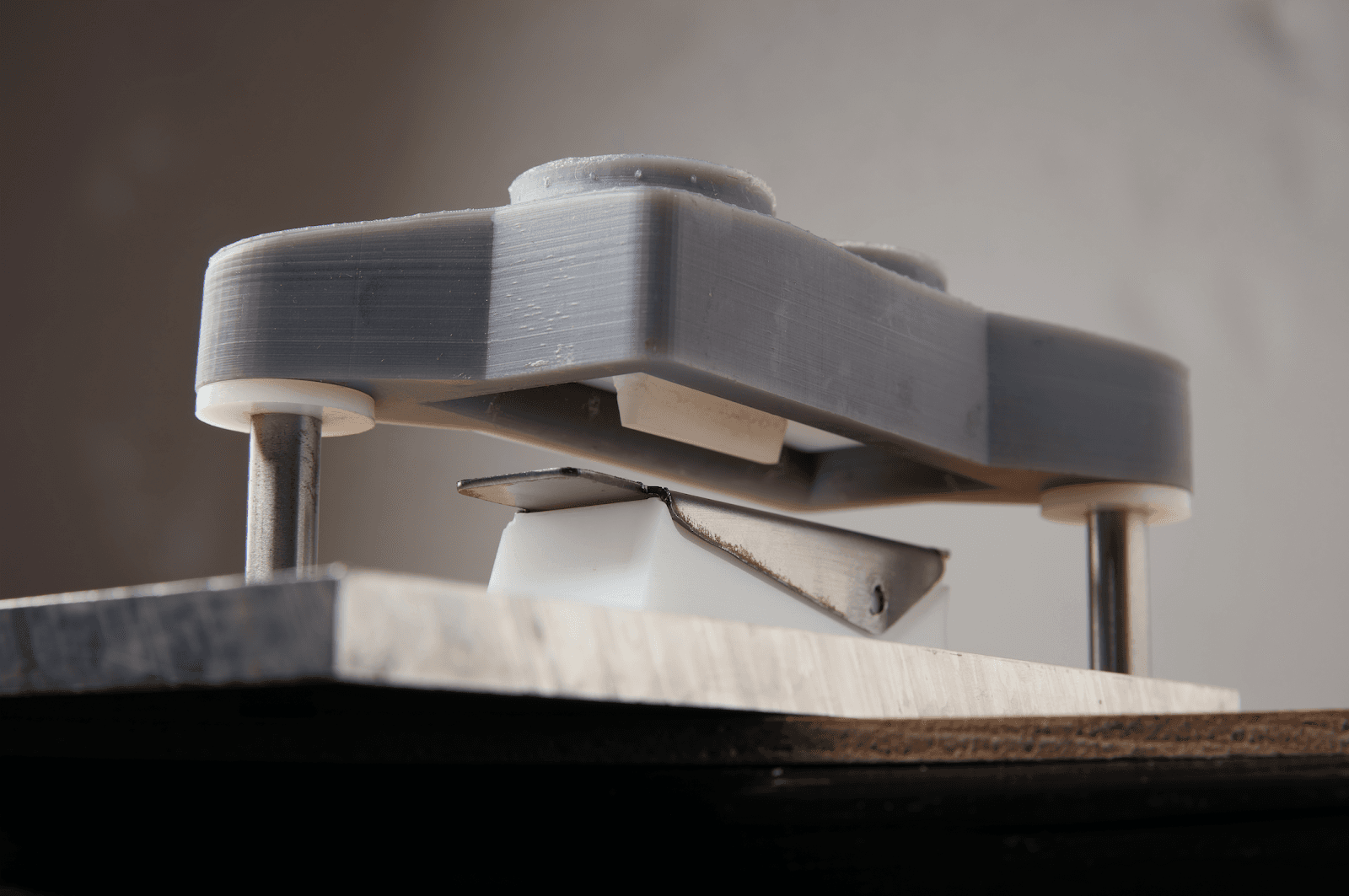
Para generar los dobleces del borde, la pieza inferior se concibió con un detalle en la parte de arriba que encajara con el agujero mientras se sujetaba la pieza y con un radio apropiado en los bordes para doblar la chapa con el ángulo deseado. El troquel superior está diseñado con una forma de U para forzar a los bordes de la chapa a doblarse en torno a la herramienta inferior al aplicar la presión. Si la precisión de la prensa no es perfecta, recomendamos fabricar una pequeña fijación que guíe la herramienta y alinee el troquel superior y el inferior. Shane usó un armazón más bajo con dos varillas de precisión para posicionar correctamente las herramientas en el espacio. Esta fijación se puede mecanizar o imprimir en 3D y se puede reutilizar para diferentes troqueles.
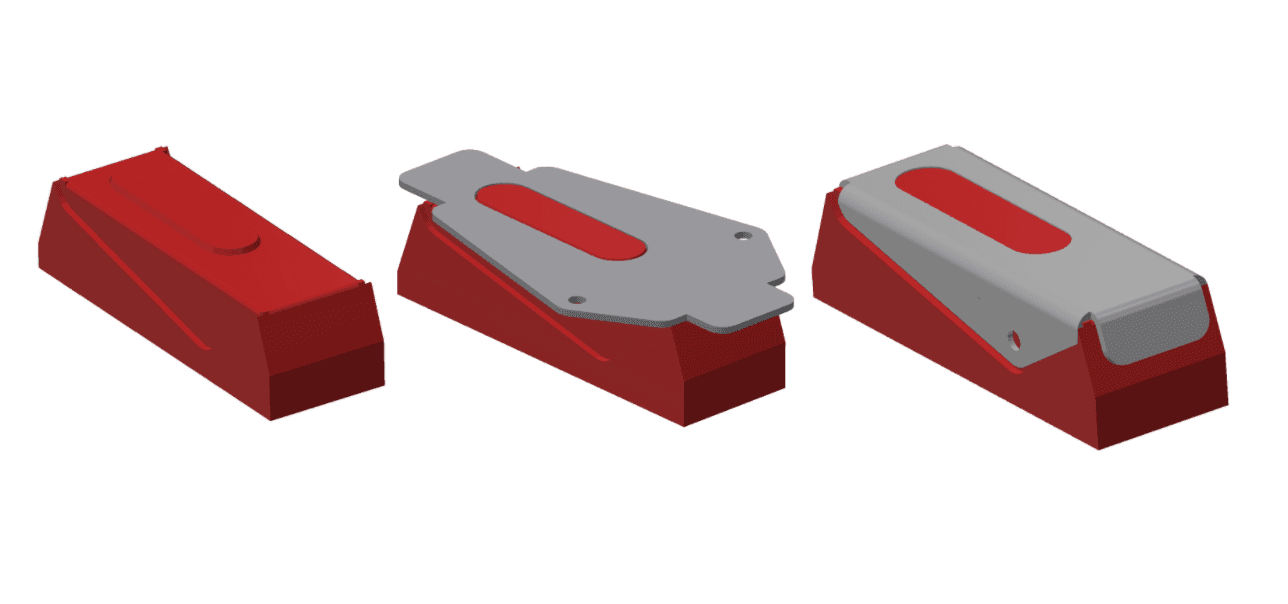
Primer juego de herramientas: la lámina de chapa virgen está apoyada en el troque inferior impreso y el troquel superior impreso fuerza los bordes de la chapa a doblarse en torno al troquel inferior.
Después de un par de iteraciones, el diseño final acaba siendo una herramienta giratoria que crea una rampa y va enrollando poco a poco el material. La pieza se apoya en un molde con un hueco libre y queda posicionada por sus rebordes. Una de las ventajas de la impresión 3D respecto al mecanizado es que resulta más fácil fabricar herramientas que realicen movimientos específicos gracias a la libertad de la que se dispone a la hora de diseñar la geometría. El acabado de la superficie liso de la impresión 3D por SLA es otra ventaja, sobre todo cuando se usan materiales como la Rigid Resin.
El diseño final resuelve tres problemas que se habían observado durante los ensayos:
-
El movimiento en rampa permite doblar los rebordes más de 90 grados.
-
Se evita la deformación de la superficie superior a medida que el troquel móvil comprime la chapa.
-
Se dejó suficiente espacio libre entre los dos troqueles para evitar una rotura.
Diseño del primer juego de troqueles usado para doblar los rebordes.
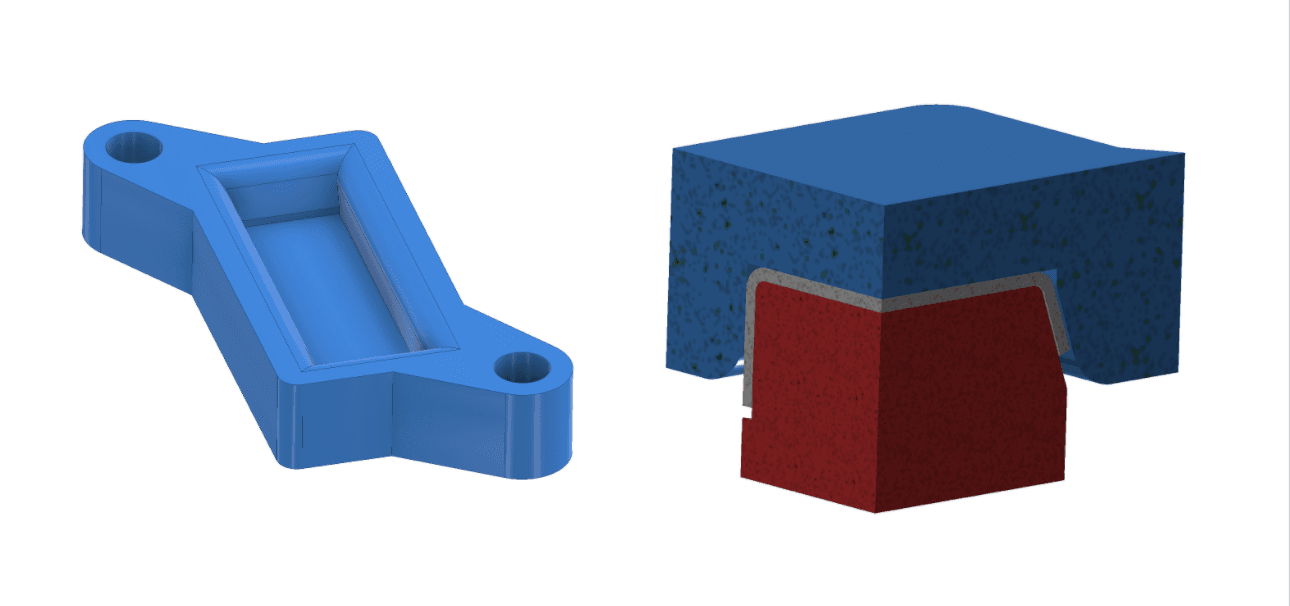
Conformado del radio interno
El detalle interior se conforma en un paso posterior, con un segundo juego de herramientas impresas. El troquel inferior incluye una abertura en su centro hacia la que se presionará el agujero en la chapa. La pieza se apoya en un molde con un hueco libre y queda posicionada tanto por sus rebordes como por la herramienta.
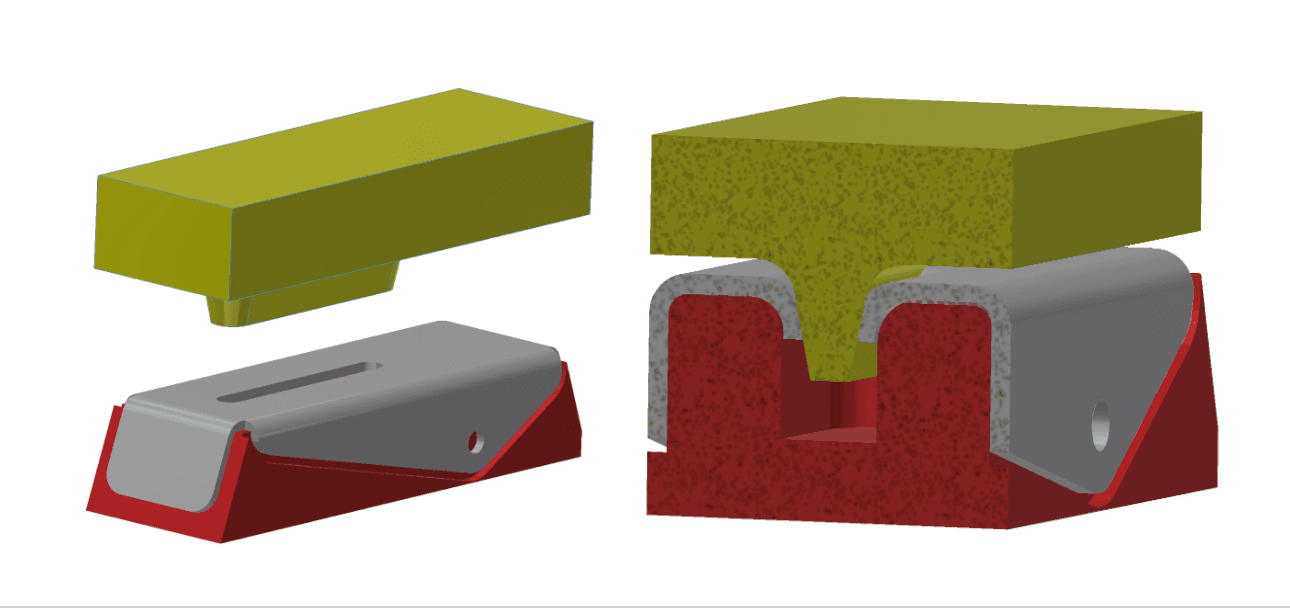
Segundo juego de herramientas: El troquel superior presiona la chapa para formar el radio interno.
2. Imprime la herramienta en 3D
Las piezas que hemos mostrado se imprimieron en solo unas horas con la Rigid Resin de Formlabs en la Form 3, con una altura de capa de 100 micras. Descubrimos que imprimir con una menor altura de capa no mejora el funcionamiento de la pieza. A continuación, las impresiones se lavaron dos veces con alcohol isopropílico durante 15 minutos y se poscuraron a 80 grados durante 15 minutos.
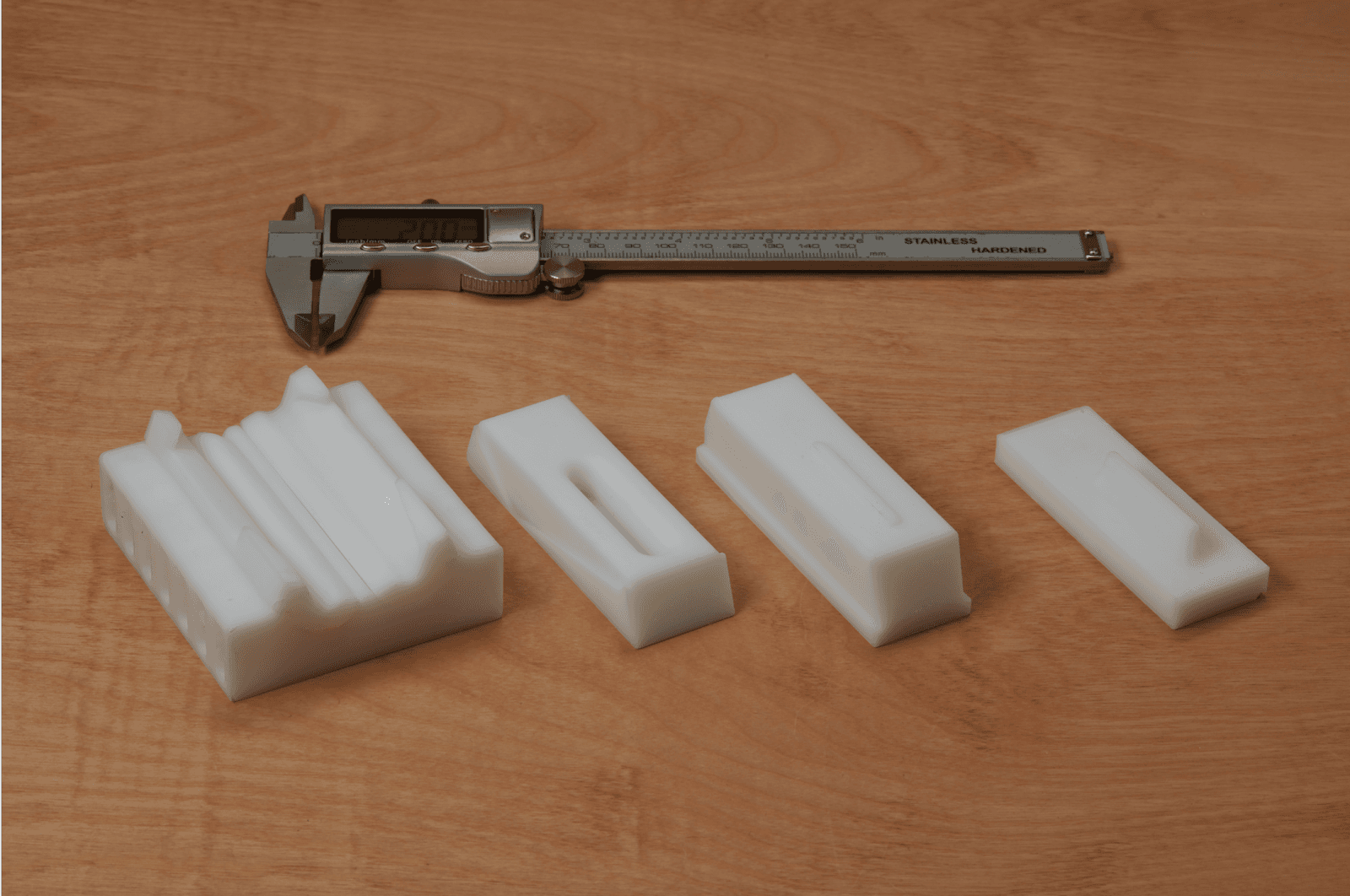
Troqueles impresos con la Rigid Resin.
Formlabs ofrece un amplio catálogo de resinas técnicas con varias propiedades que pueden aprovecharse para optimizar el proceso de distintas aplicaciones. Shane sometió a ensayo el proceso con algunas de ellas:
- La Rigid Resin se eligió para este caso de uso por su alta resistencia a la rotura por tracción (75 MPa) y su gran módulo de tracción, que proporciona una rigidez que ayuda a las piezas a soportar grandes esfuerzos sin deformarse. Para las herramientas duras que requieren grandes fuerzas de prensado, la Rigid Resin puede representar la diferencia entre el fracaso y el éxito. Sin embargo, no soportaba el desgaste de la carga de impacto empleada para piezas con relieve, por su menor resistencia a impactos. Si la resistencia al impacto es importante para tus aplicaciones, puedes ver nuestra familia de resinas Tough y Durable.
- La Tough 2000 Resin, la Tough 1500 Resin y la Durable Resin son opciones excelentes cuando se trabaja con fuerzas menores y cargas dinámicas. Gracias a su gran resistencia al impacto, estas resinas absorben la energía de los impactos sin romperse y deberían soportar mejor el desgaste, el martilleo y los tratamientos de grabado que la Rigid Resin.
- La Fast Model Resin ofrece un acabado de la superficie menos liso, pero puede ser una buena alternativa si necesitas una impresión rápida para poner a prueba la geometría de los troqueles.
Puedes encontrar más información acerca de estas resinas aquí.
3. Corta la lámina de chapa virgen que la herramienta está diseñada para aceptar
Es frecuente que el conformado progresivo con un troquel corte el material con un punzón al mismo tiempo que se realiza el conformado. Sin embargo, no suele ser posible fabricar un punzón para cortar la forma usando troqueles impresos en 3D, ya que el material no es lo bastante resistente. Según la forma que se requiera, se pueden emplear diversas estrategias de corte antes del conformado, como una cizalla de banco, una cizalla de mano, perforar con taladros, cortar con un chorro de agua, usar una cortadora de plasma o realizar un corte con láser. Para estos ensayos, Shane usó una cortadora de plasma.
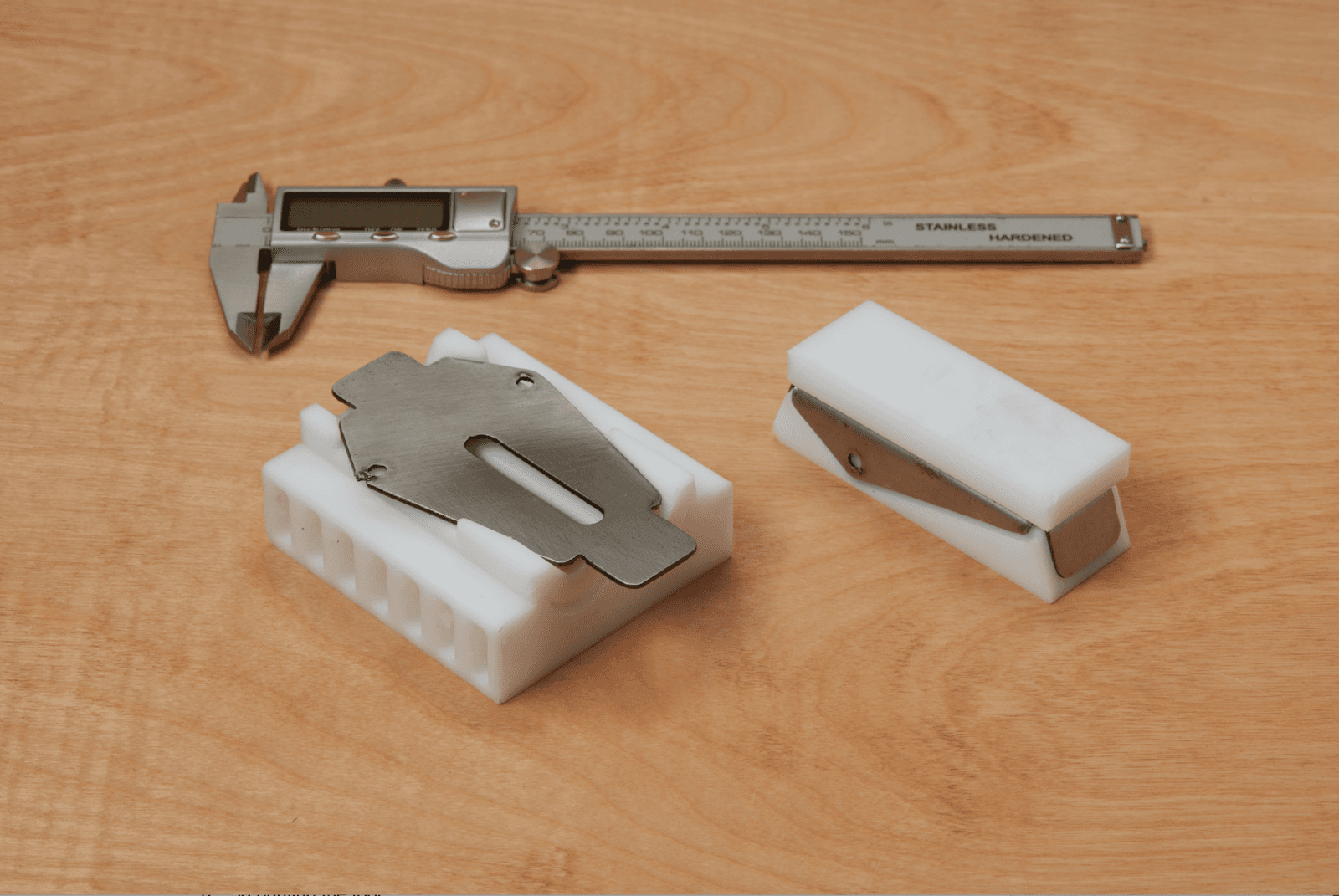
La lámina de chapa virgen encima de los troqueles impresos.
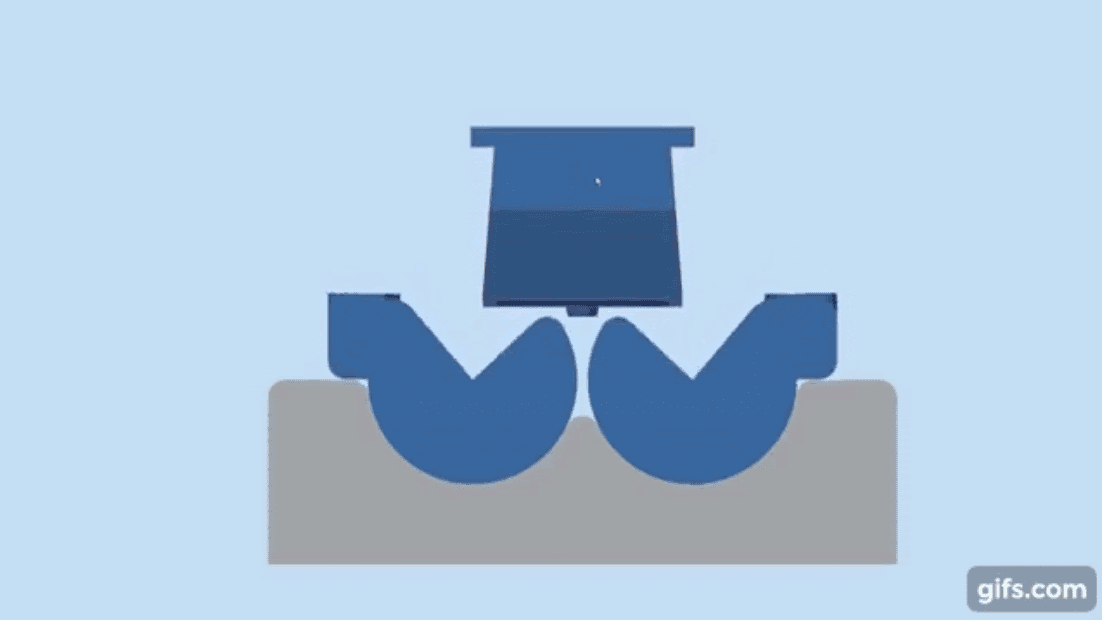
4. Conforma la chapa
La prensa somete el metal a fuerzas elevadas y el troquel superior empuja el metal en torno al troquel inferior correspondiente. Debemos tener en cuenta que los troqueles impresos en 3D soportan fuerzas mucho mayores en un esfuerzo de conformado que en un simple doblado, por lo que es más probable que la herramienta de plástico se rompa. Dado que las piezas impresas mediante SLA son isotrópicas, son una elección mejor que las piezas impresas con impresoras 3D de modelado por deposición fundida (FDM). Recomendamos usar lubricación para evitar que se produzca desgaste en las herramientas y reducir las fuerzas necesarias para el prensado. En general, realizar ensayos con un material de calibre más delgado es una buena práctica para validar la herramienta con un riesgo menor de rotura. En este caso de estudio, solo se realizó una operación de prensado con cada troquel, pero podríamos llegar a prensar cientos de piezas antes de ver una degradación significativa de las herramientas.
La operación de prensado se puede observar en este vídeo.
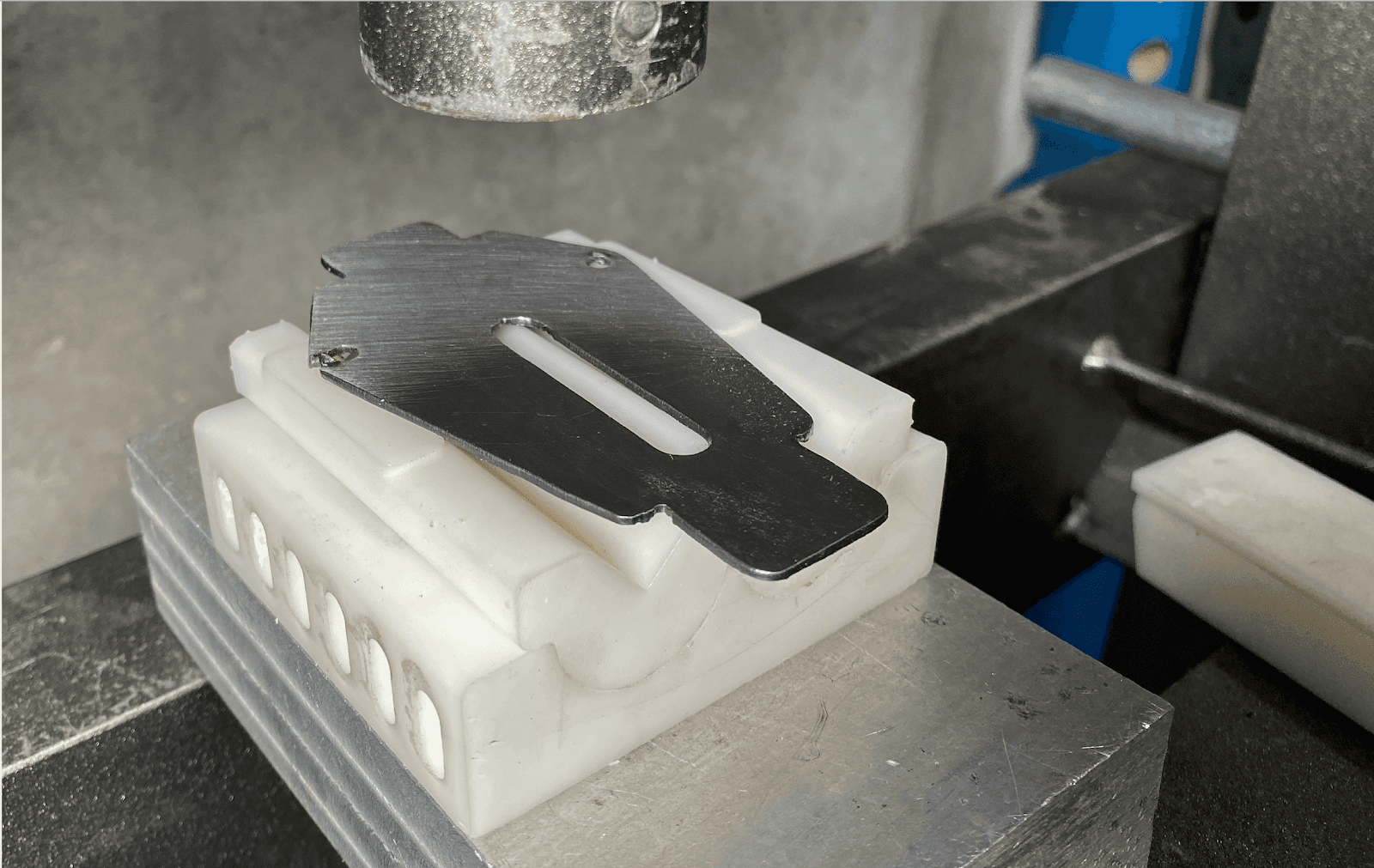
La operación de prensado para doblar los rebordes.
La operación de prensado para conformar el detalle interno.
Comparación de costes y de tiempos de producción
|
Proceso |
Equipamiento necesario |
Tiempo de producción |
Coste de material de una pieza final |
Coste de material de 50 piezas finales |
|
Herramienta impresa en 3D in situ |
Form 3, prensa, equipamiento de corte de metal |
10-24 horas (tiempo de impresión y posacabado de la herramienta) |
35 € (25 € del troquel + 10 € de chapa) |
50 € (25 € del troquel + 25 € de chapa) |
|
Herramienta 3D externalizada |
Prensa, equipamiento de corte de metal |
Seis días laborables |
140 € (130 € del troquel + 10 € de chapa) |
155 € (130 € del troquel + 25 € de chapa) |
|
Herramienta de metal externalizada |
Prensa, equipamiento de corte de metal |
25 días laborables |
400 € (390 € del troquel + 10 € de chapa) |
410 € (390 € del troquel + 20 € de chapa) |
|
Pieza de metal externalizada |
Ninguno – completamente externalizado |
15 días laborables |
200 € |
600 € |
Imprimir en 3D in situ una herramienta puede otorgar flexibilidad a los diseñadores y los ingenieros, reduciendo el tiempo de producción de varias semanas a un día. Para grandes volúmenes de producción, crear un prototipo de la herramienta en plástico permite a los usuarios verificar el diseño antes de invertir en una herramienta metálica cara. Para una producción en series cortas, los troqueles impresos ahorran cientos de euros respecto a externalizar la pieza.
Conclusión
Replantear la fabricación de herramientas es una forma eficaz de reducir los costes de la fabricación con metal. Más allá de la agilidad que proporcionan los prototipos de herramientas caras, los troqueles de plástico impresos en 3D pueden ser sustitutos eficientes y asequibles de las herramientas de metal caras. En el caso del conformado de chapa, las herramientas impresas en 3D ofrecen múltiples oportunidades para aplicaciones que abarcan desde soportes doblados a piezas con relieves, celosías y rejillas, así como juegos de troqueles para una plegadora.
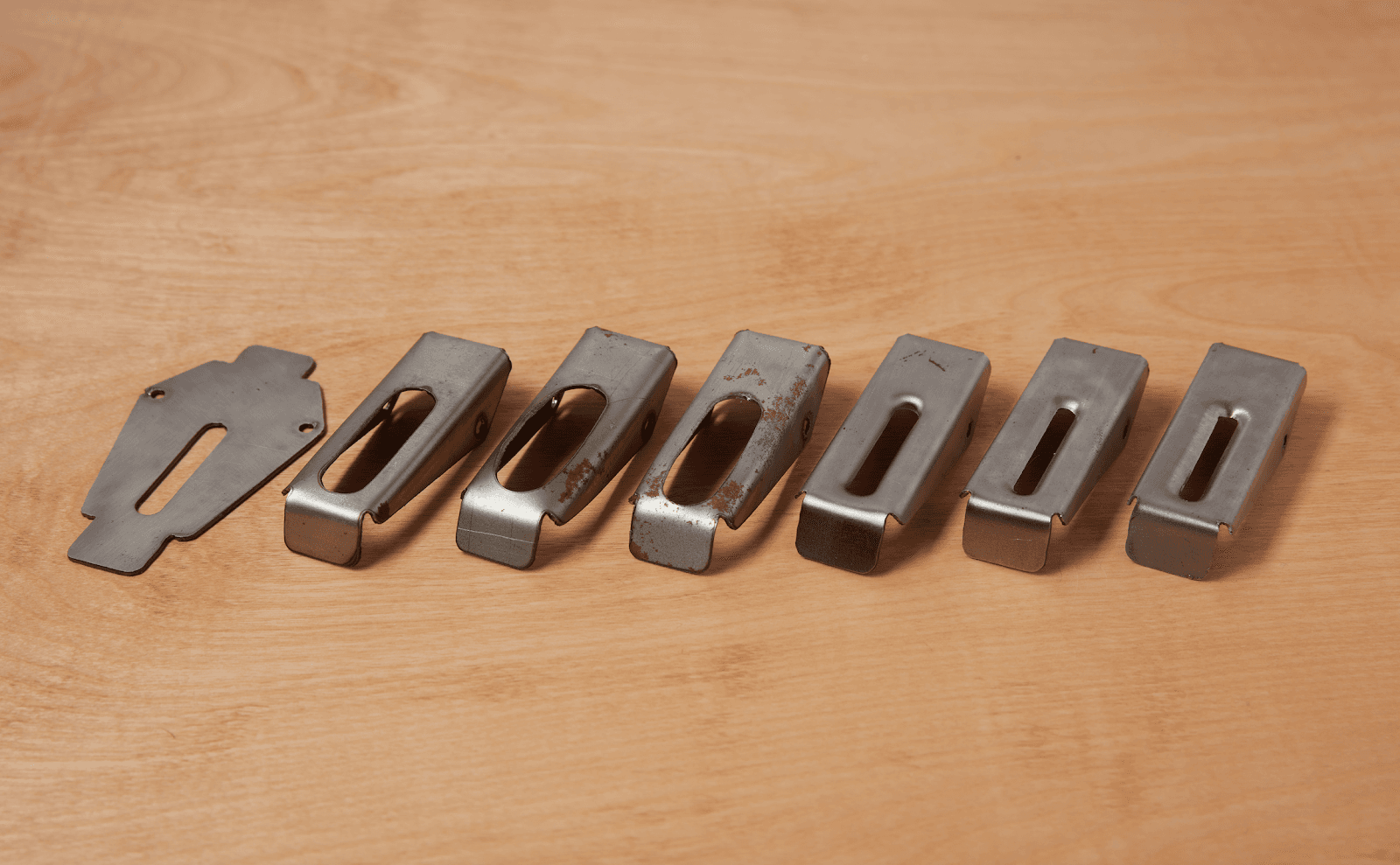
En nuestro caso de estudio, mostramos cómo uno de nuestros ingenieros fabricó con éxito un protector de cuchilla metálico con la ayuda de troqueles de plástico impresos en 3D. Podríamos producir decenas de estas piezas con un único juego de troqueles, trayendo a nuestra empresa la producción en series cortas.
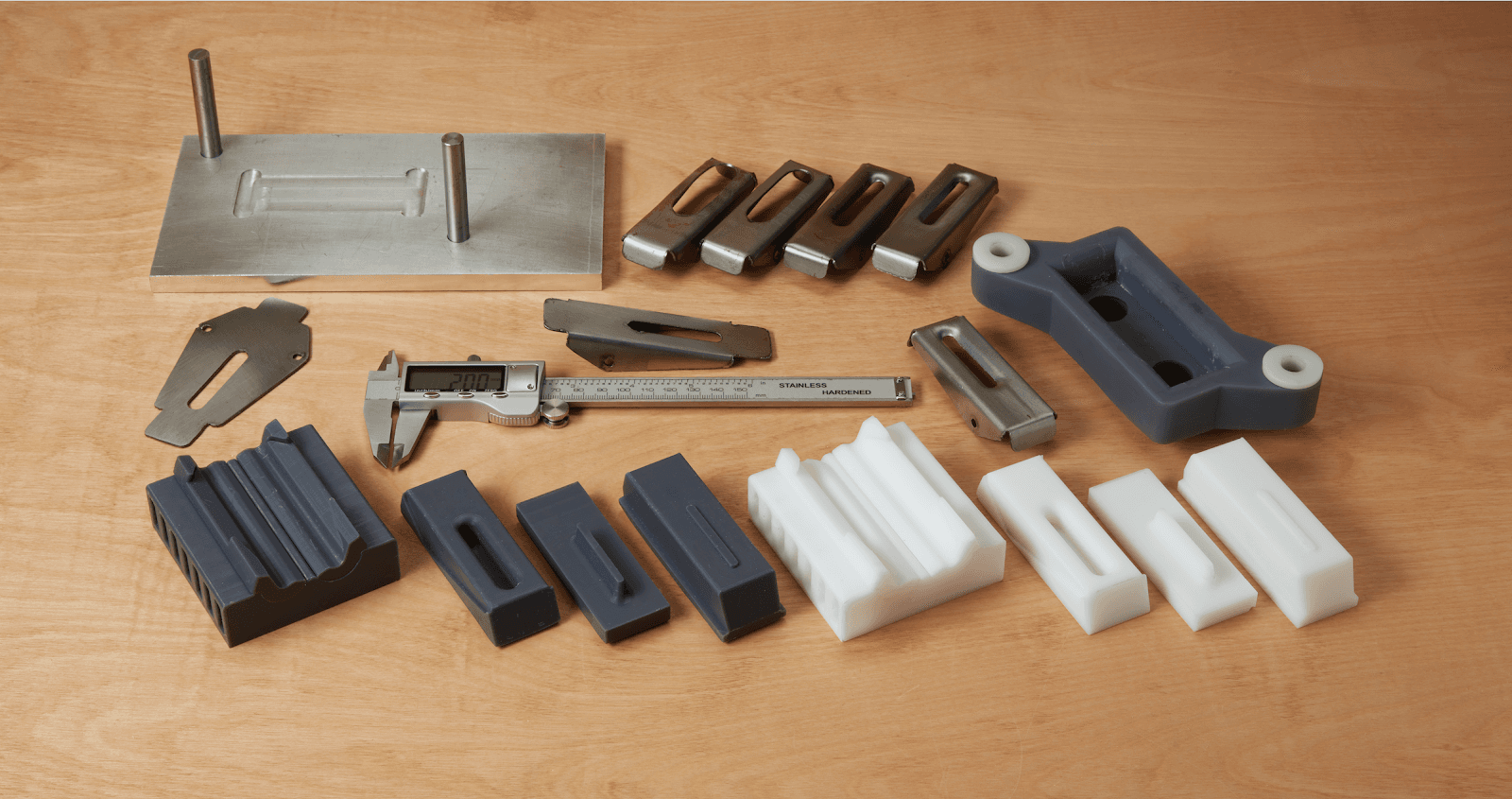
Troqueles impresos e iteraciones de piezas metálicas
¿Tienes dudas acerca de cómo utilizar una impresora SLA para el conformado de chapa u otras aplicaciones de ingeniería y fabricación? Ponte en contacto con nuestros especialistas en soluciones y te dedicarán una sesión informativa gratuita para contestar a tus preguntas.
¿Quieres saber más?
¿Tienes dudas acerca de cómo utilizar una impresora SLA para el conformado de chapa u otras aplicaciones de ingeniería y fabricación? Ponte en contacto con nuestros especialistas en soluciones y te dedicarán una sesión informativa gratuita para contestar a tus preguntas.
Explora nuestros materiales para descubrir uno que se ajuste a tus necesidades. ¿Quieres comprobar la calidad de Formlabs de primera mano? Enviaremos una pieza de muestra gratuita a tu lugar de trabajo.