
Que signifie CMF ? Couleurs, Matériaux, Finitions et opportunités pour l'impression 3D
Qu'un produit soit destiné à des clients ou à des utilisateurs industriels, la façon dont il se présente, se perçoit et se comporte influence la valeur fonctionnelle et apparente qu'on lui attribue. Dans le champ du développement de produits, ces caractéristiques sont désignées par CMF, abréviation de Couleurs, Matériaux et Finitions.
Ce sont les CMF qui donnent une apparence luxueuse ou bon marché, un aspect durable ou fragile, à un produit. Au-delà de l'apparence d'un produit et de la façon dont il est perçu, les matériaux qui le constituent et sa finition sont essentiels pour l'optimisation de certains aspects fonctionnels, comme l'ergonomie ou la facilité de nettoyage. Les concepteurs et les ingénieurs font très attention à leurs choix pendant la phase de développement et s'assurent qu'ils sont en accord avec le contexte et les attentes d'utilisation du produit final.
Les spécifications CMF sont également très importantes au moment où le produit passe de la conception à la production à pleine capacité. Ces spécifications doivent être communiquées clairement au fabricant pour que le produit final représente bien la marque et le concept original souhaité.
Dans ce post, nous allons exposer les bases des CMF et des normes industrielles relatives aux couleurs et aux finitions, et présenter des exemples des façons dont les équipes de développement de produits tirent parti de l'impression 3D pour les essais utilisateurs ou s'assurer que rien n'est laissé au hasard au passage à la fabrication.
Comprendre les CMF et trouver des opportunités pour l'impression 3D

Wöhler utilise l'impression 3D SLA pour fabriquer des prototypes d'éléments souples, tels que des composants et des boutons moulés, ainsi que des boitiers fonctionnels pour ses appareils électroniques.
Aujourd'hui, les équipes produits utilisent beaucoup l'impression 3D dans leurs processus standards de développement de produits, en raison notamment de la capacité de cette technologie à reproduire très fidèlement toute une gamme de couleurs, de matériaux et de finitions.
Les imprimantes stéréolithographiques (SLA) en particulier utilisent des résines photopolymères qui peuvent être formulées pour présenter un large spectre de propriétés des matériaux, allant de matériaux souples et ressemblant au caoutchouc à des plastiques rigides, renforcés avec du verre. En plus de leurs propriétés physiques, les résines SLA sont relativement faciles à pigmenter, sans compromettre leur imprimabilité, ce qui permet aux concepteurs d'imprimer directement des pièces entièrement colorées, avec toutes sortes de nuances.
Couleur
Lorsqu'on pense à un produit, la première chose qui vient à l'esprit est probablement sa couleur. Le vert de John Deere, le bleu canard de Makita, le rouge de Ferrari... De nombreuses marques ont associé indéfectiblement une couleur à leur entreprise.
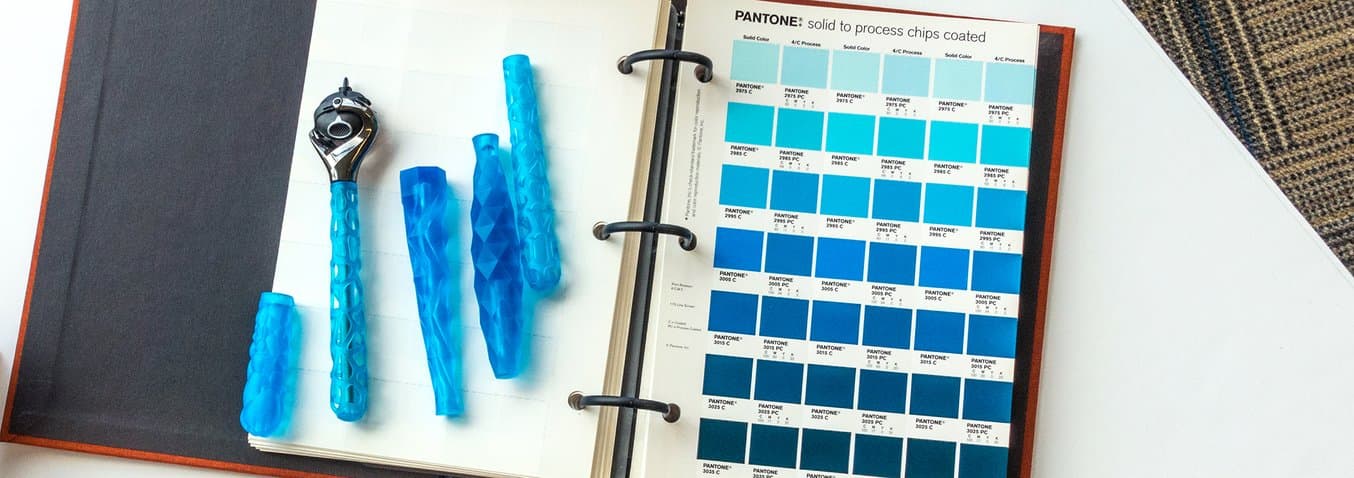
Quelques nuanciers ont été développés au cours du temps pour garantir que concepteurs et fabricants parleront sans erreur possible de la même couleur.
Les outils les plus courants pour arriver à s'accorder sur les normes de couleur sont les nuanciers Pantone et RAL (abréviation de Reichs-Ausschuß für Lieferbedingungen und Gütesicherung, nom du projet allemand original de standardisation des couleurs). Les concepteurs et les ingénieurs travaillant aux États-Unis ont tendance à utiliser le nuancier Pantone, alors que le RAL est plus courant dans certains pays d'Europe. Les fabricants qui travaillent avec des clients du monde entier ont généralement l'habitude des deux systèmes.
La couleur est en général introduite au prototypage en peignant les pièces ou en les réalisant dans un matériau coloré. Les principales méthodes de production de pièces déjà colorées sont l'impression directe ou le moulage RTV d'uréthane, de silicone ou d'époxy pigmenté.
Lorsqu'il s'agit d'impression directe de pièces de couleur, certaines résines Formlabs offrent quelques options. Les résines standard peuvent être transparentes (Clear Resin) ou opaques (Black Resin, Grey Resin, White Resin) et, avec le Color Kit Formlabs, il vous est possible de mélanger différentes couleurs de résine.
Avec le Color Kit, chacun est capable de faire son propre mélange de Color Resin et de réaliser des impression de couleur uniforme présentant la haute résolution et la finition de surface bien lisse, typiques du procédé SLA.
Si un ingénieur ou un concepteur souhaitent un dégradé de couleur ou un motif, ou tout autre effet coloré en surface, les impressions SLA supportent bien d'être peintes, après quelques opérations simples de préparation de la pièce.
Material
La spécification des matériaux pour réaliser un produit joue un grand rôle tant sur sa fonctionnalité que sur le coût du produit final. Grâce à la diversité des propriétés mécaniques des résines photopolymères en fonction de leur formulation, l'impression 3D SLA est particulièrement appréciée pour réaliser des pièces qui ressemblent aux matériaux utilisés pour la production réelle. Les résines Formlabs servent à simuler des matériaux tels que le silicone, le polypropylène, l'ABS et les plastiques à base de verre.

OXO utilise High Temp Resin de Formlabs pour s'assurer que leurs pièces qui seront fabriquées en plastique fonctionnent comme prévu, mais aussi qu'elles se comportent correctement en termes de rigidité et de structure.

Trouvez le matériau adéquat pour votre application
Vous n’arrivez pas à choisir le matériau d’impression 3D le plus adapté à vos besoins ? Notre nouveau guide interactif des matériaux vous aiguille parmi notre gamme de résines en constante augmentation et vous aide à faire le bon choix en fonction de votre application.
Finitions
Exactement comme pour les couleurs, des normes industrielles ont été élaborées progressivement pour assurer l'uniformité des finitions de surface. Ces normes de finitions de surface sont spécifiques aux procédés de fabrication et aux classes de matériaux. Une pièce en plastique doit suivre les normes de la SPI (Society of Plastics Industry), une pièce en métal celles de l'ASME (American Society of Mechanical Engineers) ou de l'ISO (International Standards Organization).
Les normes SPI définissent l'aspect et le comportement de la surface d'une pièce finale en plastique, à l'aide d'une combinaison de lettres et de chiffres pour les nommer.
Les définitions SPI des finitions de surface se déclinent en de nombreux niveaux allant de surfaces non traitées « brute d'usinage » jusqu'à très brillantes. Pour une surface « brute d'usinage », les repères des outils de coupe sont très visibles. Ce type de surfaces est rarement utilisé pour la partie visible de pièces moulées par injection ou en plastique, mais plutôt pour les parties internes et cachées, afin de réduire les coûts d'outillage.
Les spécifications SPI désignent aussi des finitions mates : SPI-B1, SPI-B2 et SPI-B3 correspondent à une finition de type « papier », SPI-C1, SPI-C2 et SPI-C3 à une finition de type « pierre », SPI-A1, SPI-A2 et SPI-A3 à des finitions brillantes ou de type « poli diamant ». La tribofinition avec mélange abrasif permet d'obtenir des surfaces plus rugueuses, correspondant aux spécifications SPI-D1, SPI-D2 et SPI-D3, de type « tribofinition à sec ».
| Types de finitions | Spécifications de surface SPI | Brute d'usinage | ||
|---|---|---|---|---|
| Diamant | SPI-A1, SPI-A2, SPI-A3 | Finition surface très brillante, surface brillante | ||
| Papier | SPI-B1, SPI-B2, SPI-B3 | Finition mate | ||
| Pierre | SPI-C1, SPI-C2, SPI-C3 | Finition mate | ||
| Projection de mélange abrasif | SPI-D1, SPI-D2, SPI-D3 | Projection de mélange abrasif à sec |
Dans de nombreuses applications, la finition de surface est importante pour la fonctionnalité et la durabilité. Pour une lentille par exemple, seul un polissage très soigneux va permettre une transmission correcte de la lumière, sinon, elle ne servira à rien. Une rugosité et une texture particulières peuvent être nécessaires pour pouvoir utiliser certains types d'adhésifs ou de revêtements, ou pour fournir le frottement suffisant pour que l'objet ne glisse pas des mains de l'utilisateur. Certains éléments mécaniques requièrent une texture spécifique pour aider à capturer le lubrifiant ou pour qu'une traction puisse s'appliquer, ou encore que l'adhérence soit suffisante pour qu'ils fonctionnent.
Définition du lissé de surface
Selon les normes, la définition du lissé de surface souhaité dépend du processus de fabrication ou du matériau. Pour des pièces en plastique, les normes les plus courantes proviennent des spécifications SPI qui décrivent le traitement de surface de l'outillage utilisé pour fabriquer les pièces finales.
Déterminer la spécification SPI qui sera utilisée pour chaque composant est une étape importante de la conception de la pièce, qui aura des effets directs sur ses performances et les coûts d'outillage. Par exemple, des pièces moulées par injection présentant des surfaces avec textures marquées nécessiteront une pression plus forte sur l'outil. Pour des pièces très brillantes, il sera peut-être nécessaire de les recouvrir de films de protection pour supporter l'assemblage et le transport.
Définition de la texture
Il est courant que les concepteurs de pièces en plastique aient recours à des finitions texturées pour simuler un autre matériau (le grain du cuir pour des panneaux intérieurs d'automobiles par exemple), pour en améliorer l'ergonomie ou encore l'esthétique en cachant des défauts de fabrication, ou pour en faciliter la manipulation ou l'usage. Ils utilisent également des surfaces micro-texturées pour réduire l'éblouissement ou induire des comportements hydrophobes.
Dans le domaine des plastiques, de nombreuses entreprises proposent leurs propres outils pour obtenir des textures particulières. Sinon, il faut qu'un ingénieur crée de nouvelles textures en gravant à l'aide d'outils. Les imprimantes 3D SLA peuvent reproduire des textures fines comme des surfaces moulées ou finement granulées, habituellement obtenues par moulage et que d'autres procédés d'impression comme le FDM ne permettent pas.
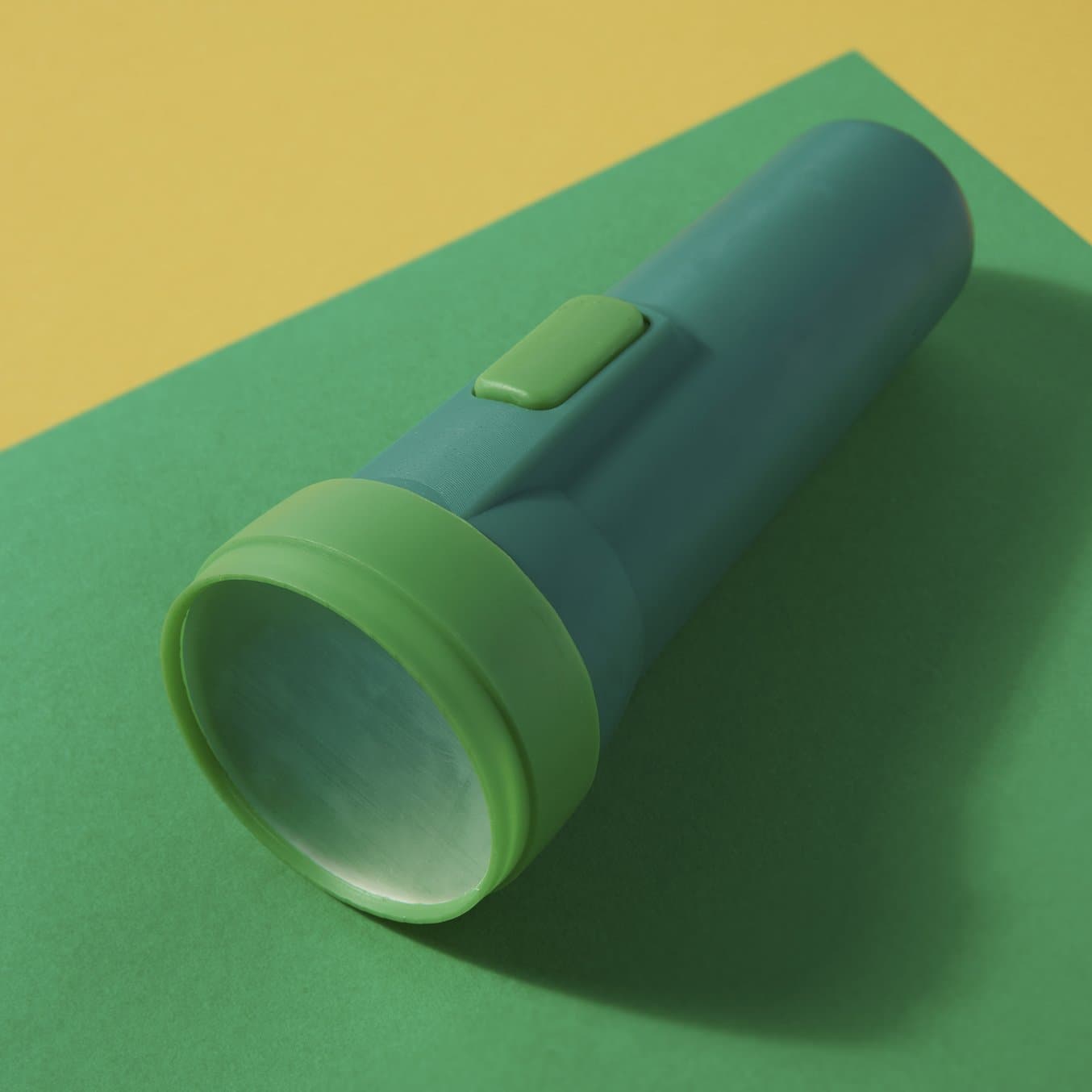
Les ingénieurs et les concepteurs peuvent utiliser l'impression SLA pour reproduire des textures à grain fin et des détails de très petite taille, comme ce motif sur ce prototype de bouteille, imprimé en Flexible Resin.

Pour aller plus loin dans la finition de surface
Les résines SLA se prêtent bien à la peinture. De la même façon, la plupart d'entre elles peuvent être recouvertes d'un revêtement, appliqué par vaporisation ou trempage pour obtenir des surfaces très brillantes, ou encore par galvanoplastie pour des finitions métalliques.
Comme vous pouvez le constater à travers tous ces exemples, l'impression SLA est un procédé extrêmement adaptable, permettant aux équipes de développement de produits d'obtenir les caractéristiques CMF souhaitées. En exploitant la puissance de l'impression 3D tout au long du processus de développement de produits, les équipes s'assurent que le concept et l'apparence propre à la marque restent cohérents, des premiers prototypes jusqu'aux modèles finalement transmis au fabricant pour révision.
En savoir plus sur l'impression 3D SLA
Demandez une pièce gratuite imprimée avec le matériau de votre choix, découvrez par vous-même les différents matériaux proposés par Formlabs et constatez le haut niveau de détail qu'ils permettent.