

Les pièces imprimées en 3D par frittage sélectif par laser (SLS) sont de plus en plus utilisées dans des secteurs aussi divers que l'aérospatiale et la conception de lunettes, en raison de leurs propriétés mécaniques supérieures et de leurs méthodes de production rentables. Pour améliorer encore leurs propriétés esthétiques et mécaniques, les utilisateurs de l'impression 3D SLS ont souvent recours à des techniques de post-traitement telles que la teinture, le revêtement, le placage ou la peinture.
La teinture des pièces imprimées en 3D avec Nylon 12 White Powder sur les imprimantes 3D SLS de la série Fuse ouvre un énorme éventail de possibilités pour les clients, qui peuvent ainsi fabriquer des prototypes convaincants et des pièces prêtes pour la production dans plusieurs couleurs.
Dans ce guide, nous décrirons le processus de teinture des pièces imprimées en 3D par SLS et passerons en revue les nombreux avantages de ce processus.
Pourquoi faut-il teindre les pièces imprimées en 3D par SLS ?
Les pièces imprimées en 3D par SLS sont de plus en plus courantes à toutes les étapes du processus de conception et de fabrication. En raison de la surface légèrement granuleuse des pièces imprimées en 3D par SLS, les solutions de post-traitement telles que le lissage, le revêtement et la teinture gagnent également en popularité.
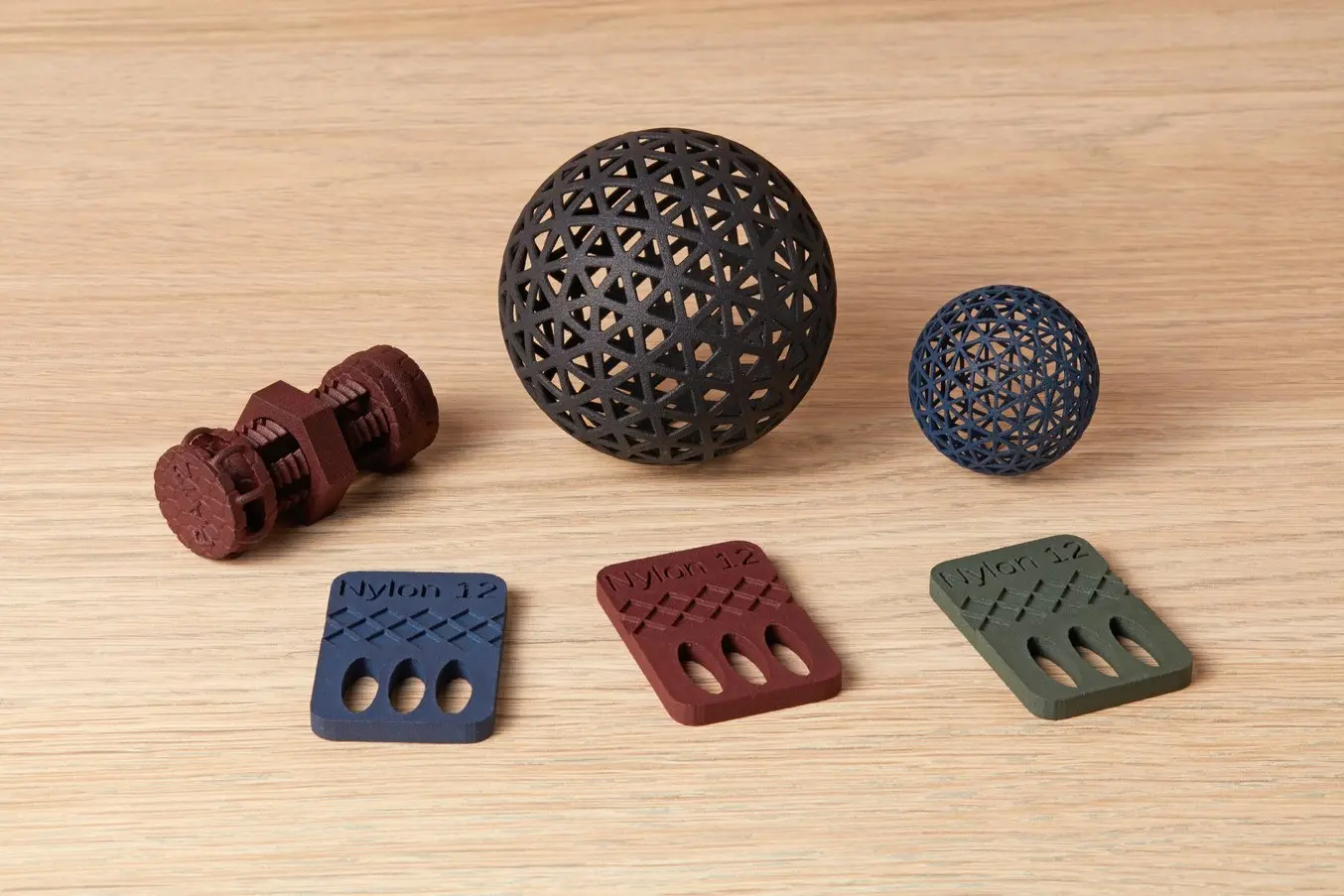
La teinture est une méthode peu coûteuse pour colorer les pièces SLS et améliorer leur esthétique tout en conservant leurs propriétés mécaniques. Qu'il s'agisse de petits lots de pièces colorées ou d'une production en grande série dans le système de couleurs Pantone, il existe un procédé de teinture adapté à chaque flux de travail. Avec Nylon 12 White Powder, les utilisateurs de la Fuse 1+ 30W peuvent obtenir en toute fiabilité une gamme de couleurs, des oranges aux roses, en passant par les bleus, et presque tout ce qui se trouve entre les deux. La teinture est une solution viable, que la couleur soit nécessaire pour différencier les produits, pour répondre à une norme esthétique spécifique ou pour des raisons de visibilité essentielles à la sécurité.
Notre équipe a testé quatre méthodes de teinture populaires et a présenté ses résultats. Ce guide présente ces méthodes, ainsi qu'un flux de travail de teinture d'un client qui conçoit et fabrique des produits finis avec cet écosystème de la série Fuse et de Nylon 12 White Powder.

La teinture est idéale à la fois pour le prototypage fonctionnel et pour la production de pièces finales sur mesure, avec des couleurs personnalisées correspondant à l'esthétique de la marque.
Commander un échantillon SLS gratuit
Examinez et constatez par vous-même la qualité Formlabs. Nous vous enverrons un échantillon gratuit imprimé avec Nylon 12 White Powder sur la Fuse 1+ 30W à votre bureau.
Équipements de teinture
Nous avons essayé des équipements de teinture afin de déterminer l'installation optimale pour la teinture de Nylon 12 White Powder. Nous décrivons ci-dessous le matériel, le mélange de teintures et les paramètres du bain de teinture qui ont permis d'obtenir les meilleurs résultats lors de nos essais.
Station de teinture
Lors du choix d'un système de teinture, il convient de tenir compte des dimensions de la pièce, des quantités, du prix et des niveaux de cohérence des couleurs requis. Les systèmes de teinture vont de quelques centaines d'euros à des dizaines de milliers d'euros, et le prix est souvent proportionnel au niveau de qualité et de cohérence qu'il est possible d'atteindre. Les quatre méthodes les plus courantes de teinture des pièces imprimées en 3D présentent chacune des avantages distincts, et il est important d'établir des attentes en matière de qualité de la couleur et de budget avant de choisir une méthode.
Le bain de teinture est la méthode la plus accessible, car elle ne nécessite qu'une marmite résistante aux températures élevées et une solution de teinture. Cependant, cette méthode donne les résultats les moins uniformes, nécessite le plus de travail et entraîne parfois l'endommagement de pièces par la chaleur et l'agitation.
La teinture par ultrasons représente une amélioration par rapport au bain de teinture en ce qui concerne l'uniformité et l'intégrité des pièces. En outre, cette méthode nécessite moins de travail, puisqu'il suffit de régler la température souhaitée sur un nettoyeur à ultrasons, d'ajouter les pièces et de régler une minuterie. Comme la solution est mise en mouvement à l'aide de vibrations ultrasoniques, la probabilité d'endommager des pièces pendant la coloration est nettement plus faible et les résultats sont plus homogènes.
La teinture haute pression utilise une cocotte-minute, similaire à des ustensiles de cuisine comme l'Instant Pot. Cette méthode permet d'atteindre des températures plus élevées que le bain de teinture ou la teinture par ultrasons. Après l'ajout de pièces à une solution dans la cocotte-minute, celle-ci est scellée et peut atteindre jusqu'à 120 ℃. La combinaison de la chaleur et de la pression favorise une saturation intense des couleurs, mais l’inconvénient est que la température élevée peut aussi endommager les pièces : 120 °C est supérieur à la température de ramollissement Vicat de la TPU 90A Powder de Formlabs.
Les systèmes industriels comme le DyeMansion DM60 sont rentables lorsque des volumes de production élevés ou des résultats extrêmement uniformes sont nécessaires. Ces solutions grand format réduisent le travail manuel lors du processus de teinture et incluent des réglages préprogrammés pour différents types de pièces et de couleurs. Avec des systèmes prêts à l'emploi comme le DM60, les utilisateurs d'imprimantes 3D SLS peuvent consacrer plus de temps à des tâches plus importantes comme la conception de pièces et l'optimisation de l'impression.
| Méthode | Taille | Quantité | Couleur | Stable aux UV | Coût |
|---|---|---|---|---|---|
| Bain de teinture | ★★ | ★★ | ★★ | Non | Moins de 50 € |
| Teinture par ultrasons | ★★★ | ★★★ | ★★★ | Non | De 100 à 1000 € |
| Teinture haute pression | ★★ | ★★ | ★★★★ | Non | De 100 à 500 € |
| DyeMansion DM60 | ★★★★★ | ★★★★★ | ★★★★★ | Oui | Plus de 50 000 € |
Le matériel que nous recommandons pour la teinture est le circulateur thermique ESVC-28 - Spectrum de Winco. Cet appareil est abordable, disponible auprès de plusieurs fournisseurs et facile à installer et à utiliser.
Source US : 699,99 $
Source EMEA: 659,99 €
Source APAC : 299 $

Le circulateur thermique Winco ESVC-28 Spectrum est une solution idéale pour la teinture par ultrasons.
Tout système capable d'atteindre les températures nécessaires de 80 °C à 90 °C ainsi que de faire circuler la solution devrait suffire pour la teinture. Nous recommandons également d'avoir une pince en acier inoxydable à proximité pour aider à retirer les pièces du bain de teinture.
Il existe également sur le marché des solutions industrielles pour la teinture des pièces SLS, comme la Dyemansion DM60, qui sont rentables pour les gros volumes de pièces et lorsque des résultats extrêmement cohérents sont nécessaires. Ce produit peut contenir jusqu'à 60 litres de composants par lot de pièces teintées et injectera automatiquement la teinture tout en rinçant les pièces après la teinture.
Le DM60 confère un degré de cohérence beaucoup plus élevé que la teinture en pot, ainsi qu'une meilleure stabilité des teintures aux UV. Un service supplémentaire offert par Dyemansion est le développement de couleurs sur mesure. Pour les utilisateurs ayant des exigences strictes en matière de couleur ou souhaitant teindre un volume très important de pièces (pièces d'utilisation finale, séries de production de plus de 1000 unités), l'utilisation d'un appareil industriel tel que le DM60 peut s'avérer un choix judicieux.
Ces solutions grand format réduisent le travail manuel lors du processus de teinture et incluent des réglages préprogrammés pour différents types de pièces et de couleurs. Toutefois, les coûts initiaux plus élevés signifient que le retour sur investissement sera plus rapide pour ceux qui impriment des volumes de pièces très importants.
Équipements anticorrosion
Un bain d'eau circulant et chauffé peut corroder le revêtement en acier du bain. Certaines des teintures proposées dans ce livre blanc peuvent progressivement corroder l'acier en cas de chauffage répété. Ce phénomène est très similaire à la corrosion observée dans les appareils de chauffage d'eau utilisés dans les habitations. La solution la plus simple pour remédier à la corrosion potentielle consiste à ajouter une anode de magnésium dans le bain, en veillant à ce qu'elle établisse un contact électrique avec le revêtement en acier, par exemple au moyen d'une pince conductrice ou d'une jonction étanche. Les essais internes de Formlabs ont montré que l'inclusion d'une anode en magnésium prolonge la durée de vie du bain de teinture de plus de 8 fois la durée de vie d'un bain de teinture sans anode en magnésium. Les anodes en magnésium peuvent être obtenues auprès de nombreux fournisseurs, notamment Amazon et les boutiques de bricolage locales. Formlabs a utilisé cette anode en magnésium dans nos bains de teinture lors des essais.
D'autres options pour prolonger la durée de vie du bain de teinture comprennent l'utilisation de solutions de teinture plus douces, telles que les teintures acides Jacquard, ou l'utilisation du bain de teinture à une température plus basse.
Solution de teinture
Pour les teintures, nous recommandons la teinture RIT ProLine aux utilisateurs qui recherchent simplement des résultats rapides et faciles. Bien que cela ne permette pas d'assortir les couleurs ou de les teindre au-delà des options actuellement offertes par RIT, cela constitue une solution optimisée. Il est possible d'obtenir différentes teintes en variant la durée et la température du bain de teinture. De plus amples informations sur les effets de la température et de la durée figurent dans la section « Flux de travail de la teinture » de ce livre blanc. RIT ProLine est disponible sur Amazon ou sur le site internet de RIT.
Au cours des essais, les teintures acides Jacquard ont également été testées et se sont révélées être une solution efficace. Les teintures acides Jacquard n'offrent pas une saturation des couleurs sensiblement supérieure à celle des teintures RIT, mais leur gamme de teintes disponibles est plus étendue.
Si vous utilisez la teinture RIT ProLine, la concentration suggérée est de 100 g de teinture et 100 g d'acide citrique pour 1 kg d'eau. L'ajout de teinture et/ou d'acide citrique peut augmenter l'absorption de la teinture par la pièce. L'augmentation de l'absorption de la teinture entraîne une plus grande saturation et une couleur plus intense sur le produit final. Démarrez avec la concentration suggérée et utilisez quelques pièces d'essai pour évaluer l'impact de la couleur et de la durée sur l'apparence de la pièce finale, puis ajoutez plus de teinture, ou de la teinture d'une autre couleur, pour obtenir l'apparence souhaitée.
L'eau déionisée et l'eau du robinet ont été testées sans qu'aucune différence mesurable entre les deux ne soit identifiée. L'eau du robinet qui a été utilisée provient de Somerville, Massachusetts, et a une dureté moyenne de 16 mg/L. Il est possible que les utilisateurs vivant dans des lieux où la dureté de l'eau est plus élevée obtiennent des résultats différents avec l'eau du robinet et l'eau déionisée.
Comme indiqué plus loin dans ce guide, le client de Formlabs et fabricant de pièces finales Ken Pillonel a découvert que la teinture de la société française Techniques Chimiques Nouvelles offrait une couleur plus éclatante. Lors des essais internes, ce colorant a produit des couleurs vives, mais il s'accompagnait d'une odeur perceptible. Si votre espace de travail n'est pas correctement ventilé, la teinture RIT est probablement la meilleure option.
Comment teindre les pièces imprimées en 3D par SLS
Formlabs a mené des essais approfondis pour déterminer les couleurs qu'il est possible d'obtenir avec des pièces imprimées par SLS en utilisant des techniques de teinture accessibles et peu coûteuses. La teinture utilisée était la teinture RIT ProLine, une poudre peu coûteuse et facilement accessible qui contient un mélange de teintures directes, acides et dispersées, et qui est efficace sur les fibres de nylon. D'autres variables ont été essayées, notamment la température, l'acidité, la saturation de la teinture, la durée de la teinture et l'additif détergent dans la solution de teinture. Les pièces en Nylon 12 Powder et en Nylon 12 White Powder ont été essayées et l'effet de chaque variable est décrit ci-dessous.
1. Préparation de la pièce
Il est essentiel de veiller à ce que les pièces soient correctement nettoyées avant la teinture. La poudre libre qui reste à la surface de la pièce peut absorber la teinture différemment de la poudre frittée, ce qui entraîne une finition de la teinture moins contrôlée et non uniforme, et rend la pièce moins résistante au lavage. Nous recommandons de nettoyer les pièces avec la solution de nettoyage et de polissage automatisée Fuse Blast. Ainsi, toute la poudre libre est retirée de la pièce sans ajouter de durée de travail supplémentaire au flux de travail. Il est également possible d'utiliser une sableuse manuelle pour s'assurer que les pièces sont nettoyées.
Lorsque vous nettoyez des pièces imprimées avec Nylon 12 White Powder, il n'est pas recommandé d'utiliser une cabine de sablage qui a déjà été utilisée pour des poudres grises, car la poudre résiduelle peut donner un reflet gris aux pièces blanches.
2. Teinture
Chauffez d’abord le bain à 90 °C afin de maximiser la saturation des couleurs. Le chauffage du bain peut prendre plusieurs heures, en fonction du bain de teinture utilisé. Une fois que le bain a atteint sa température maximale, testez une pièce pendant une minute dans le bain. Cette durée est suffisante pour évaluer la couleur et décider s'il est nécessaire de modifier la teinture ou la durée du bain.
Température et durée
La température et la durée ont un impact considérable sur la couleur finale de la pièce. D'après nos essais, des températures plus élevées permettent d'obtenir des couleurs plus saturées dans un délai plus court.

Les pièces sur cette image ont été teintes dans le même bain de teinture, à 90 °C, les pièces étant retirées à intervalles de 3 minutes de la droite vers la gauche.
Si vous souhaitez obtenir une teinte plus claire, envisagez de réduire la température de la solution de teinture à 70 °C ou moins. À des températures plus élevées, la saturation peut survenir extrêmement rapidement, ce qui laisse très peu de marge de manœuvre et peut entraîner une variance des pièces finies. L’absorption de la teinture par la pièce augmente avec le temps, mais cette tendance se stabilise après 20 à 25 minutes, lorsque la pièce atteint un point de saturation au-delà duquel la teinture ne pénètre plus la surface.
Additifs
Certains additifs peuvent modifier le processus de teinture et améliorer l'uniformité ou l'absorption de la teinture. Pour les teintures acides RIT ProLine et Jacquard, l'acide citrique ou l'acide acétique est généralement utilisé comme composant nécessaire pour acidifier le bain de teinture.
Le sulfate d'ammonium peut également être utilisé pour remplacer partiellement ou totalement l'acide acétique ou l'acide citrique. Le sulfate d'ammonium est une source d'acide plus douce et un agent de nivellement, ce qui signifie qu'il ralentit le taux d'absorption de la teinture dans la pièce. Cela est utile pour obtenir une uniformité avec les teintes plus claires, ou pour les processus de travail de teinture où un contrôle plus précis de la teinte est souhaité. D'autres agents d'égalisation peuvent être utilisés en plus d'une source d'acide, notamment le sulfate de sodium, l'acétate de sodium et les surfactants cationiques ou non ioniques.
Les surfactants peuvent être utiles à utiliser dans le bain de teinture ainsi que dans la procédure de lavage après la teinture. L'ajout de surfactants au bain de teinture peut aider à l'infiltration dans les petits pores ou canaux des pièces, ainsi qu'à favoriser une teinture plus homogène. Des détergents ménagers non ioniques peuvent être utilisés, tels que le détergent peu moussant Alcojet, à raison de 10 g pour 1 kg de bain de teinture. Les surfactants ioniques tels que le savon à vaisselle ne sont pas recommandés car ils peuvent provoquer de la mousse ou des bulles.
Pour minimiser la lixiviation de la teinture sur les pièces, celles-ci peuvent être lavées avec un surfactant doux après la teinture afin de retirer tout excès de teinture ou toute teinture non liée. Il convient d'utiliser avec précaution des surfactants puissants et/ou de l'eau chaude, qui peuvent entraîner une décoloration de la teinture. Nous recommandons l'utilisation de détergents spécialement conçus à cet effet, tels que Synthrapol, en suivant les instructions du fabricant.
Après le lavage, la lixiviation de la teinture peut également être évitée par l'utilisation d'un fixateur de teinture. Ces produits sont utilisés sur la pièce teintée lavée et séchée, et de nombreuses options sont disponibles en ligne. Veillez à sélectionner un fixateur dont la publicité indique qu'il peut être utilisé avec des teintures acides, du nylon, de la soie ou de la laine. En outre, ou en remplacement de l'utilisation d'un fixateur, les pièces teintes peuvent être revêtues pour une résistance optimale au lavage et à la lumière. Les revêtements en polyuréthane sont souvent utilisés pour les tissus teints, mais ils peuvent être plus difficiles à travailler. Pour les productions à plus petite échelle ou les flux de travail plus faciles, les enduits et les produits de protection des tissus peuvent être utilisés comme revêtements de surface sur les pièces teintes. Veillez à sélectionner un revêtement compatible avec le tissu en nylon.
Changement de couleur des bains de teinture
Lorsque vous changez les couleurs d'un bain de teinture, commencez par vider entièrement la solution actuelle et éliminez-la conformément aux réglementations locales et à la fiche de données de sécurité (FDS) de la teinture. Le bain de teinture peut également être stocké sous forme liquide pour être utilisé ultérieurement, conformément aux réglementations locales en matière de sécurité.
Lorsqu'une solution de teinture est chauffée et soumise à des cycles, une certaine décantation peut se produire. Pour cette raison, les parois et la base du bac doivent être essuyées après la vidange afin d'éviter toute contamination croisée des couleurs. Une fois ces deux étapes terminées, il est recommandé de procéder à un rinçage à l'eau propre pour s'assurer que tout reste de teinture dans le système de circulation est retiré.
Ce n'est qu'après avoir nettoyé l'appareil qu'il faut préparer une nouvelle solution de teinture. Si plusieurs couleurs sont utilisées fréquemment, il est possible de se procurer plusieurs circulateurs afin d'éviter des échanges fréquents.
Ken Pillonel a conçu une solution simple pour cette étape, en utilisant de grands flacons remplis de solution colorante à l’intérieur du bac, ainsi qu’un aimant rotatif placé à leur base pour agiter le liquide. Ainsi, il peut utiliser différents flacons pour chaque couleur de teinture, sans attendre le refroidissement ni le nettoyage. Pour en savoir plus sur sa méthode, regardez sa vidéo, partagée à la fin de l’article.
Dégradation des bains de teinture
Au fur et à mesure que des lots consécutifs de pièces passent dans le bain de teinture, le pigment de teinture est absorbé par la surface des pièces, ce qui réduit la concentration de la teinture dans le bain de teinture. Pour tenir compte de ce phénomène, il peut être nécessaire d'ajouter de la teinture à la solution. Pour obtenir les résultats les plus cohérents, il est préférable d'utiliser un nouveau bain de teinture pour chaque cycle.
3. Post-teinture
Lavage
Après la teinture, les pièces doivent être lavées à l'eau. Ce lavage post-teinture permet de retirer l'excès de solution de teinture qui se trouve à la surface des pièces. Cet excès de teinture peut colorer les pièces de manière inégale en séchant et peut se lixivier en cas d'exposition à l'humidité. Pour laver les pièces, il suffit de les rincer à l'eau chaude pendant une à cinq minutes ou jusqu'à ce que l'eau soit propre. Si vous retirez plusieurs pièces d'un bain en même temps, placez-les immédiatement dans l'eau froide au fur et à mesure que vous les retirez. L'excès de teinture qui sèche sur les pièces sans être rincé peut entraîner une coloration inégale.
Séchage
Le séchage des pièces après le lavage aide à prévenir les taches. Cette étape est facultative, mais elle est particulièrement recommandée pour les pièces comportant des cavités internes susceptibles d'emprisonner du liquide à l'intérieur. Ces pièces peuvent sécher de manière inégale, ce qui entraîne l'apparition d'une ligne de démarcation due à l’eau sur certaines surfaces de la pièce. Pour réduire ce risque, veillez à laver soigneusement l'excès de teinture après le cycle de teinture et, si possible, utilisez de l'air comprimé pour retirer autant d'excès d'humidité que possible afin de faciliter le processus de séchage. Pour des raisons de cohérence, nous avons constaté que l'utilisation d'un déshydrateur alimentaire était une méthode peu coûteuse permettant d'obtenir des résultats reproductibles.
Polissage
L'utilisation du Fuse Blast Polishing System après la teinture est une méthode efficace pour augmenter la réflectivité des pièces teintes, ce qui donne un aspect plus brillant aux pièces teintes. Les pièces peuvent également être teintées après avoir été lissées à la vapeur pour obtenir une finition de surface brillante.
Combinaisons de couleurs et de matériaux
Teinture des pièces blanches
La teinture de Nylon 12 White Powder est la meilleure option pour obtenir la plus large gamme de couleurs. Nylon 12 White Powder doit être utilisée pour teindre toutes les couleurs claires, y compris les pastels, et les couleurs vives.

Pièces imprimées en 3D avec Nylon 12 White Powder teintées dans une station de teinture à ultrasons.
Teinture des pièces grises
Le même procédé peut être utilisé pour teindre avec succès des pièces en Nylon 12 Powder. Cependant, comme les pièces imprimées avec Nylon 12 Powder sont de couleur gris foncé, seules des nuances de couleurs plus foncées sont possibles, et celles-ci sont souvent plus ternes.

Des pièces en Nylon 12 Powder gris foncé teintées dans des tons plus sombres.
Teinture des pièces en noir
Si la couleur finale souhaitée est le noir, nous recommandons l'utilisation de Nylon 12 Powder standard de Formlabs avec Rit ProLine Black. Ce matériau a un substrat plus foncé, ce qui rend la transition vers le noir plus uniforme.
Il n'est pas recommandé de teindre les pièces en Nylon 12 White Powder en noir, bien que cela soit possible. Le substrat plus léger rend les couleurs foncées plus difficiles à obtenir par rapport à la teinture de l'état foncé initial de Nylon 12 Powder.
Avantages de la teinture
La teinture est généralement utilisée comme alternative aux revêtements. Les avantages de la teinture par rapport aux peintures et revêtements conventionnels sont un coût et une main-d'œuvre moindres, ainsi que la possibilité de colorer des géométries complexes.
Coût
L'équipement nécessaire pour intégrer la teinture en interne est très accessible. Une fois l'équipement acheté, le coût des essais de teinture est incroyablement bas. De ce fait, la teinture est plus rentable que les peintures et les revêtements dans la majorité des situations.
Main d'œuvre
Le processus de teinture est largement automatisé ; une fois la solution de teinture préparée, l'équipement régule la température du bain de teinture. La seule main-d'œuvre nécessaire consiste à ajouter les pièces à teindre dans le bain pendant qu'il circule, ainsi qu'à retirer et à rincer les pièces une fois la durée souhaitée atteinte. Ce faible besoin en main-d'œuvre est un autre avantage important de l'utilisation de la teinture pour colorer les pièces imprimées 3D par SLS.
Géométrie de la pièce
Les imprimantes 3D SLS de la série Fuse sont capables d'imprimer des géométries très complexes. Il peut en résulter des caractéristiques qu'il est difficile, voire impossible, de couvrir avec les revêtements traditionnels qui reposent sur une pulvérisation nécessitant un accès direct à la surface. Comme la teinture utilise une solution aqueuse pour donner la couleur, les géométries internes complexes sont teintes aussi efficacement que les caractéristiques externes.
Contraintes liées à la teinture
Lors de la teinture des pièces, quelques contraintes doivent être prises en compte afin d'obtenir des résultats reproductibles.
Géométrie
Lors de la teinture de pièces ayant une géométrie en forme de cavité, veillez à ce qu'elles soient entièrement immergées. Les pièces qui contiennent des cavités internes ont tendance à retenir l'air et à flotter. Cela empêche la teinture de pénétrer dans les zones de surface situées au-dessus de la solution ainsi que dans les faces internes qui contiennent les bulles d'air piégées. L'immersion forcée de la pièce et l'agitation pour retirer l'air emprisonné devraient permettre de résoudre efficacement ce problème.
Contraintes de couleur
Lors de la teinture de teintes plus claires, la durée et la température du bain de teinture modifient considérablement la couleur finale des pièces. Si une teinte spécifique est souhaitée, ou si toutes les pièces doivent avoir une couleur uniforme d’un bain de teinture à l’autre, assurez-vous que les pièces sont retirées après la même durée dans la solution, et que les pièces sont teintes à la même température.
Contraintes de l'espace de travail
Le processus de teinture peut être assez salissant. Lorsque vous ajoutez ou retirez des pièces de la solution de teinture, des éclaboussures et des gouttes peuvent se produire. Toute éclaboussure entrant en contact avec la peau ou les vêtements sera teintée, d'où la nécessité d'utiliser un équipement de protection individuelle adéquat. Nous vous recommandons également de placer votre équipement de teinture loin des surfaces que vous ne souhaitez pas voir tachées, comme les murs blancs. L'élimination des teintures peut également s'avérer difficile en fonction de la teinture utilisée. Veillez à vérifier la réglementation locale relative au rejet des eaux et à suivre les fiches de données de sécurité pour vous assurer que vos solutions de teintures sont correctement éliminées. Une dernière contrainte de l'espace de travail à prendre en compte est celle des fumées. Comme le processus de teinture nécessite le chauffage de la solution, des émanations peuvent se dégager en fonction de ce que contient le bain de teinture. Lors de nos essais, certaines marques produisent des odeurs beaucoup plus perceptibles que d'autres, mais dans tous les cas, une bonne ventilation est fortement recommandée. RIT ProLine présentait moins d'odeurs perceptibles que les autres marques.
Résistance à la lumière et au lavage
La couleur des pièces teintes peut se dégrader au fil du temps lorsque les pièces sont exposées à la lumière ou à l'eau. Ces propriétés sont appelées respectivement résistance à la lumière et résistance au lavage. La lixiviation de la teinture en milieu humide peut se produire si les pièces ne sont pas correctement lavées après la teinture. Voir la rubrique Lavages après teinture pour plus d'informations. Même si les pièces sont correctement lavées et séchées après la teinture, une décoloration peut toujours se produire. En cas de températures élevées ou de lavages fréquents, cette décoloration sera accélérée. Une décoloration est également à prévoir en cas d'exposition prolongée au soleil ou aux UV.
Toute forme de protection contre les UV, telle qu'un vernis résistant aux UV, peut aider à améliorer la résistance à la lumière. Des marques telles que Krylon et Rustoleum sont largement disponibles et rentables. Lors des essais, il a été observé que Nylon 12 White Powder teint avec la teinture noire RIT ProLine conservait une teinte cohérente après l'équivalent d'une semaine d'exposition au soleil. De même, les pièces teintes se sont décolorées de ~3 % (à la limite de la perception humaine typique) après un trempage dans de l'eau à 60 ˚C pendant six heures. On a pu constater qu'une quantité notable de teinture s'échappait de ces pièces, tachant l'eau dans laquelle elles étaient immergées, ainsi que la peau ou les tissus qui entraient en contact avec elles.


La teinture est idéale à la fois pour le prototypage fonctionnel et pour la production de pièces finales sur mesure, avec des couleurs personnalisées correspondant à l'esthétique de la marque.
Étude de cas client : teinture de pièces en nylon SLS avec Ken Pillonel
Ken Pillonel, ingénieur et fondateur de la chaîne YouTube populaire Exploring the Simulation, a créé une « usine de plastique à lui tout seul », avec l’écosystème SLS de la série Fuse. Après avoir développé ses capacités et ajouté une deuxième imprimante Fuse 1+ 30W, Fuse Sift et Fuse Blast, Ken Pillonel a pu fabriquer ses boîtiers de charge Airpods destinés à l’utilisation finale en Nylon 12 White Powder teinté. Pour une discussion approfondie sur l’impression 3D SLS pour les pièces d’utilisation finale, la mise en place d’un flux de travail à l’azote et la détermination d’un flux de travail de teinture précis, reproductible et de haute qualité, regardez la vidéo de Ken Pillonel ci-dessous.
Se lancer dans la teinture des pièces imprimées en 3D par SLS
Avec des flux de travail abordables tels que la teinture par ultrasons, la coloration de pièces SLS est une méthode simple et économique pour améliorer l'esthétique de vos créations.
La teinture de pièces en Nylon 12 White Powder et Nylon 12 Powder à l'aide de matériel et de consommables de teinture facilement accessibles est une méthode rentable et efficace pour colorer des pièces finies, quelle que soit la teinte souhaitée. Ce procédé offre une alternative viable aux revêtements traditionnels, nécessite peu de main-d’œuvre et permet de colorer efficacement des géométries complexes.
En suivant les instructions recommandées dans ce livre blanc, les utilisateurs peuvent obtenir des résultats cohérents, élargissant ainsi le champ des applications possibles des pièces en nylon imprimées en 3D par SLS. Que ce soit à des fins esthétiques, fonctionnelles ou de sécurité, la teinture constitue une solution intéressante pour incorporer de la couleur dans les composants imprimés en 3D.
Si vous envisagez une application nécessitant des pièces en nylon imprimées par SLS et colorées, contactez un représentant pour en savoir plus sur l'écosystème Fuse et la teinture des pièces en nylon.