
- Technologie d’impression
- SLA
- Épaisseur minimum de couche
- 25 microns
- Applications
- Modèles et accessoires, Outillage rapide, Pièces finales, Prototypage rapide, Moulage à la cire perdue
- Couleurs
- Transparent
- Catégories
- Spécialités, Moulage
- Module de traction
- 2800.0 MPa
- Module de flexion
- 2200.0 MPa
- Résistance à la rupture par traction
- 65.0 MPa
- Allongement à la rupture
- 6.0 %
- Résistance au choc Izod
- 25.0 J/m
- Dilatation thermique
- 94.8 μm/m/°C
- Température de fléchissement sous charge à 0,45 MPa
- 73.0 °C
- Température de fléchissement sous charge à 1,8 MPa
- 58.0 °C
- Applications
Applications d'ingénierie exigeantes d'une épaisseur supérieure à 3 mm
- Compatibilité
Form 2
Form 3/B/+
Form 3L/BL
Form 4/B
Form 4L/BL
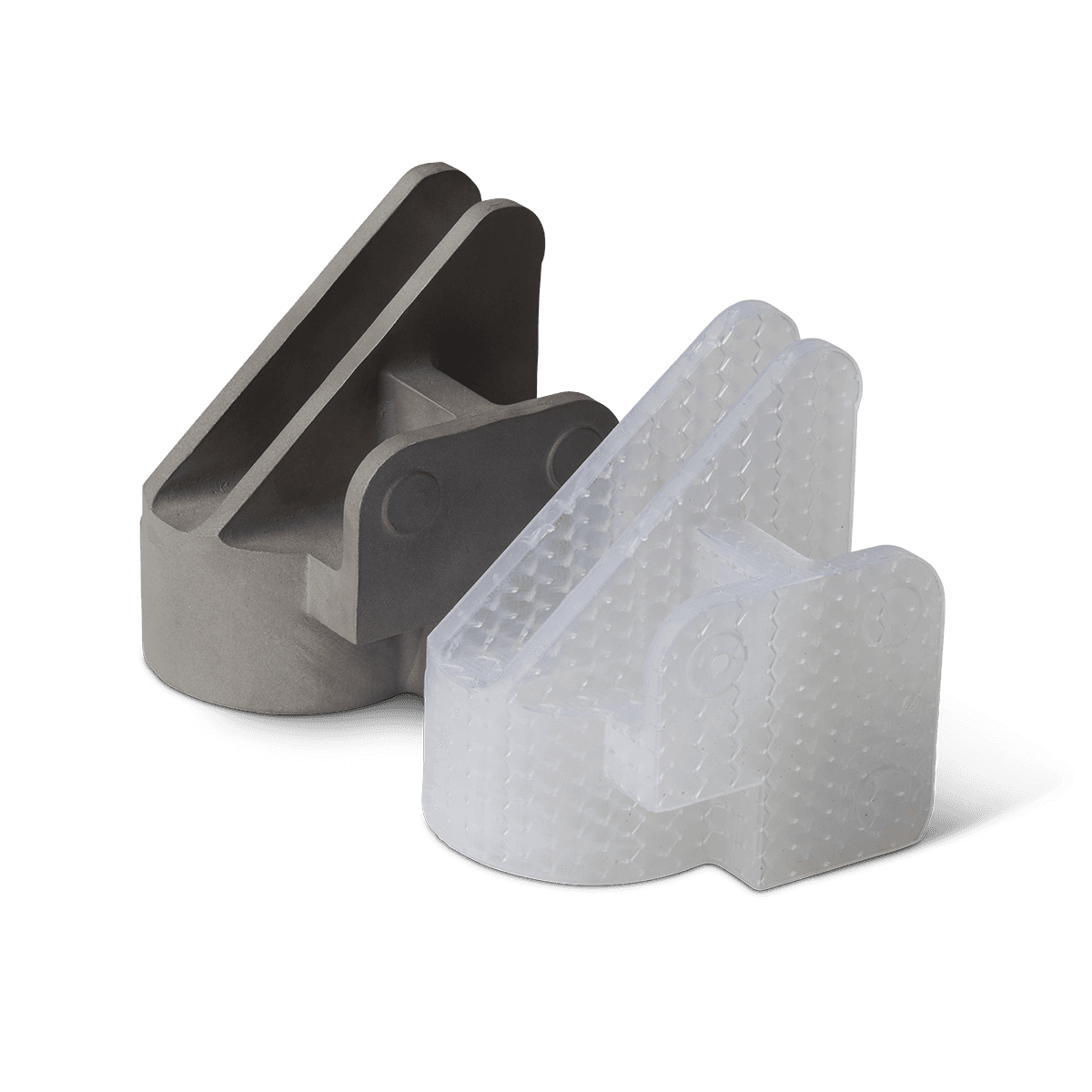
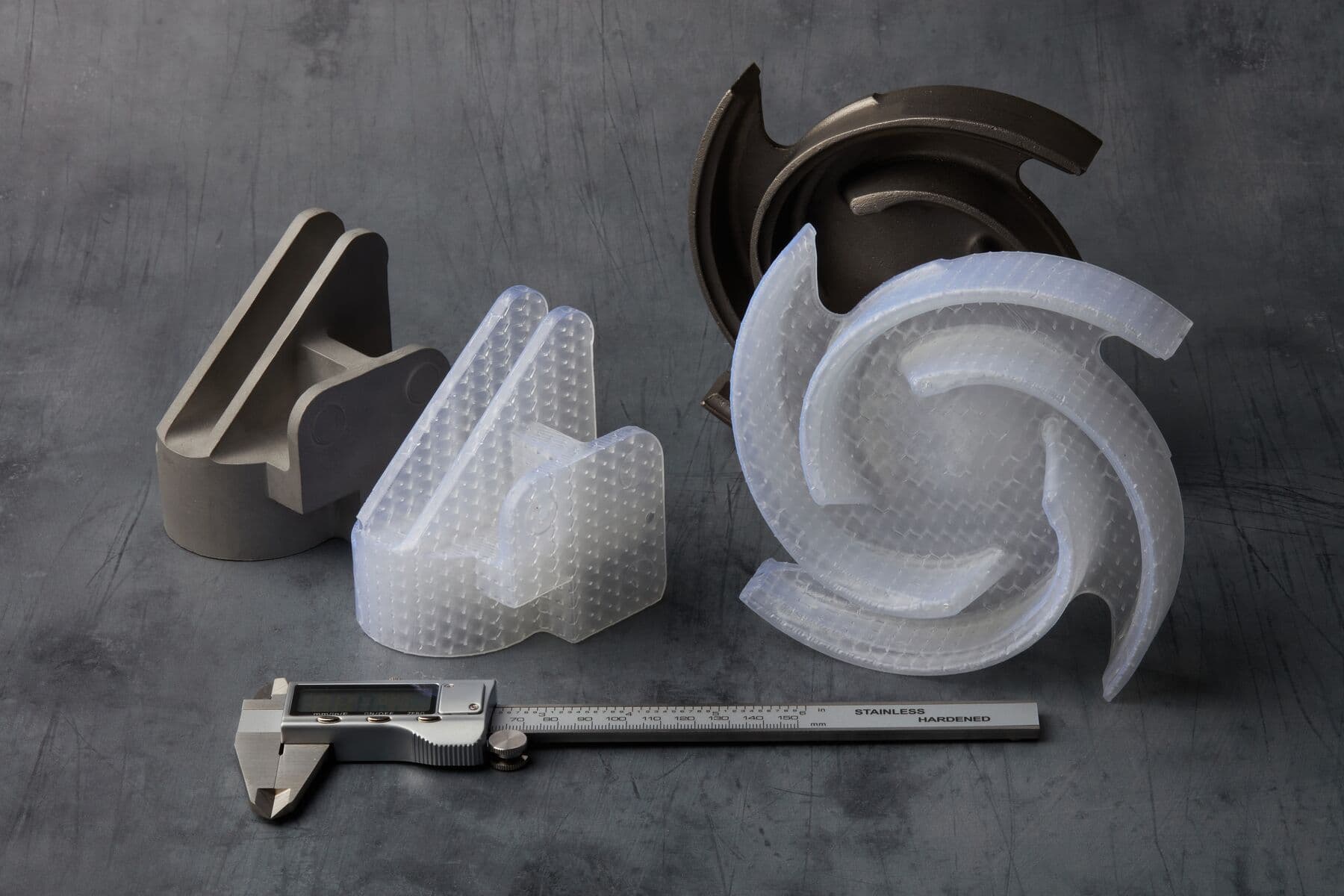
Clear Cast Resin est une résine spécialement conçue pour le moulage à la cire perdue qui permet d’imprimer directement en 3D les modèles utilisés pendant le moulage. Elle présente une dilatation thermique extrêmement faible, une teneur en cendres minimale et aucune trace de métaux lourds.
Il est recommandé d’utiliser Clear Cast Resin en combinaison avec un logiciel de génération de maillages pour réaliser des pièces de grande taille, car elle donne d’excellents résultats avec des géométries d’une épaisseur supérieure à 3 mm.
- Technologie d’impression
- SLA
- Épaisseur minimum de couche
- 25 microns
- Applications
- Modèles et accessoires, Outillage rapide, Pièces finales, Prototypage rapide, Moulage à la cire perdue
- Couleurs
- Transparent
- Catégories
- Spécialités, Moulage
- Module de traction
- 2800.0 MPa
- Module de flexion
- 2200.0 MPa
- Résistance à la rupture par traction
- 65.0 MPa
- Allongement à la rupture
- 6.0 %
- Résistance au choc Izod
- 25.0 J/m
- Dilatation thermique
- 94.8 μm/m/°C
- Température de fléchissement sous charge à 0,45 MPa
- 73.0 °C
- Température de fléchissement sous charge à 1,8 MPa
- 58.0 °C
- Applications
Applications d'ingénierie exigeantes d'une épaisseur supérieure à 3 mm
- Compatibilité
Form 2
Form 3/B/+
Form 3L/BL
Form 4/B
Form 4L/BL
Sélectionnez la série d'imprimantes et le volume de résine
Remise sur l’achat de grands volumes
- 15 %
- 30 L
- 20 %
- 60 L
- 25 %
- 120 L
- 30 %
- 240 L
- 35 %
- 1 000 L
- 40 %
- 2 00 L
- 45 %
- 3 000 L
Accessoires

Form 4 Resin Tank
142,80 €incl. 20 % TVA

Form 4 Mixer
60 €incl. 20 % TVA
Form 4L Resin Tank
346,80 €incl. 20 % TVA
Form 4L Mixer
118,80 €incl. 20 % TVA
Form 3 Resin Tank V2.1
162 €incl. 20 % TVA

Form 3L Resin Tank V3
330 €incl. 20 % TVA
Compatibilité
- Bac compatible
- Form 4 Resin Tank, Form 2 Resin Tank (PDMS), Form 2 LT Tank, Form 3 Resin Tank V2.1, Form 3L Resin Tank V3
- Plateforme de fabrication compatible
- Form 4 Build Platform, Form 4 Flex Build Platform, Form 3 Build Platform, Form 3 Build Platform 2, Form 3 Stainless Steel Build Platform, Form 3L Build Platform, Form 3L Build Platform 2L, Form 4L Build Platform, Form 4L Flex Build Platform
- Imprimante compatible
- Form 4, Form 4B, Form 4L, Form 4BL, Form 3, Form 3L, Form 3B, Form 3BL, Form 2
Clear Cast Resin—
à partir de 178,80 €incl. 20 % TVA
Pourquoi choisir Clear Cast Resin ?
Clear Cast Resin est une solution accessible pour l'impression directe de modèles de moulage en interne.
Production de modèles en interne à un prix abordable
Clear Cast Resin et les imprimantes 3D SLA de Formlabs permettent la production directe de modèles de moulage en interne, ce qui réduit les coûts, diminue les délais d'exécution et améliore la flexibilité en matière d'itération et de production.
Faible dilatation thermique
Offre une excellente dilatation thermique pour des moules fiables avec un risque de rupture minimal.
Brûlage propre
Clear Cast Resin permet un brûlage propre, a une faible teneur en cendres et ne contient pas de traces de métaux, de sorte que rien ne peut contaminer la pièce moulée finale. Clear Cast Resin est totalement exempte d'antimoine.
Précision et polyvalence
Créez des modèles précis avec moins de 0,25 mm d'écart par rapport à la conception. Cette résine est compatible avec n'importe quel système de création de métal et de barbotine, ce qui permet aux fonderies de créer de nouveaux modèles en un temps record.
Flux de travail pour l'impression 3D de modèles pour le moulage à la cire perdue
Les modèles imprimés en 3D peuvent être utilisés pour remplacer directement les modèles en cire moulée généralement utilisés pour le moulage à la cire perdue. Cela permet d'obtenir des géométries complexes et des itérations plus rapides sans avoir recours à des outils. Le processus de fabrication de modèles imprimés en 3D est généralement le suivant :
- Insérer les cavités, les treillis et les trous de drainage à la pièce à l'aide d'un outil tel que Materialise Magics ou Formware
- Orienter, ajouter les supports et diviser le modèle en couches dans PreForm
- Imprimer le modèle
- Laver, post-polymériser et retirer les supports
- Remplir les trous de drainage avec de la cire ou une petite quantité de Clear Cast Resin durcie
- Fixer le modèle à l'arbre de coulée et poursuivre le processus de moulage normalement.
Propriétés mécaniques et de brûlage
| Paramètre | Valeur |
|---|---|
|
Résistance à la rupture par traction |
65 MPa |
|
Module de traction |
2,8 GPa |
|
Module de flexion |
2,2 GPa |
|
Dilatation thermique (-30 à 140 °C) |
94,8 μm/m/°C |
|
Teneur en cendres |
< 0,20 % |
|
Antimoine |
< 10 ppm |
|
Métaux de transition détectés (> 10 ppm) |
Al, Cu |
|
Métaux de transition fortement concentrés (> 50 ppm) |
Aucun |
Post-traitement
Lavage
L'étape fondamentale de tout processus de post-traitement SLA consiste à éliminer tout excès de résine sur la surface des pièces par un lavage à l'alcool ou à l'éther.
PARAMÈTRES
Polymérisation
La post-polymérisation des résines d'ingénierie et des résines spéciales est essentielle pour optimiser la résistance et la fonctionnalité des pièces. Cette étape permet d'achever la réaction chimique initiée lors de l'impression, en transformant la pièce à l'état brut en un composant complètement fini.
PARAMÈTRES
Form Cure V1 | Form Cure V2 | Form Cure L V1 | Form Cure L V2
Comparez les résines coulables de Formlabs
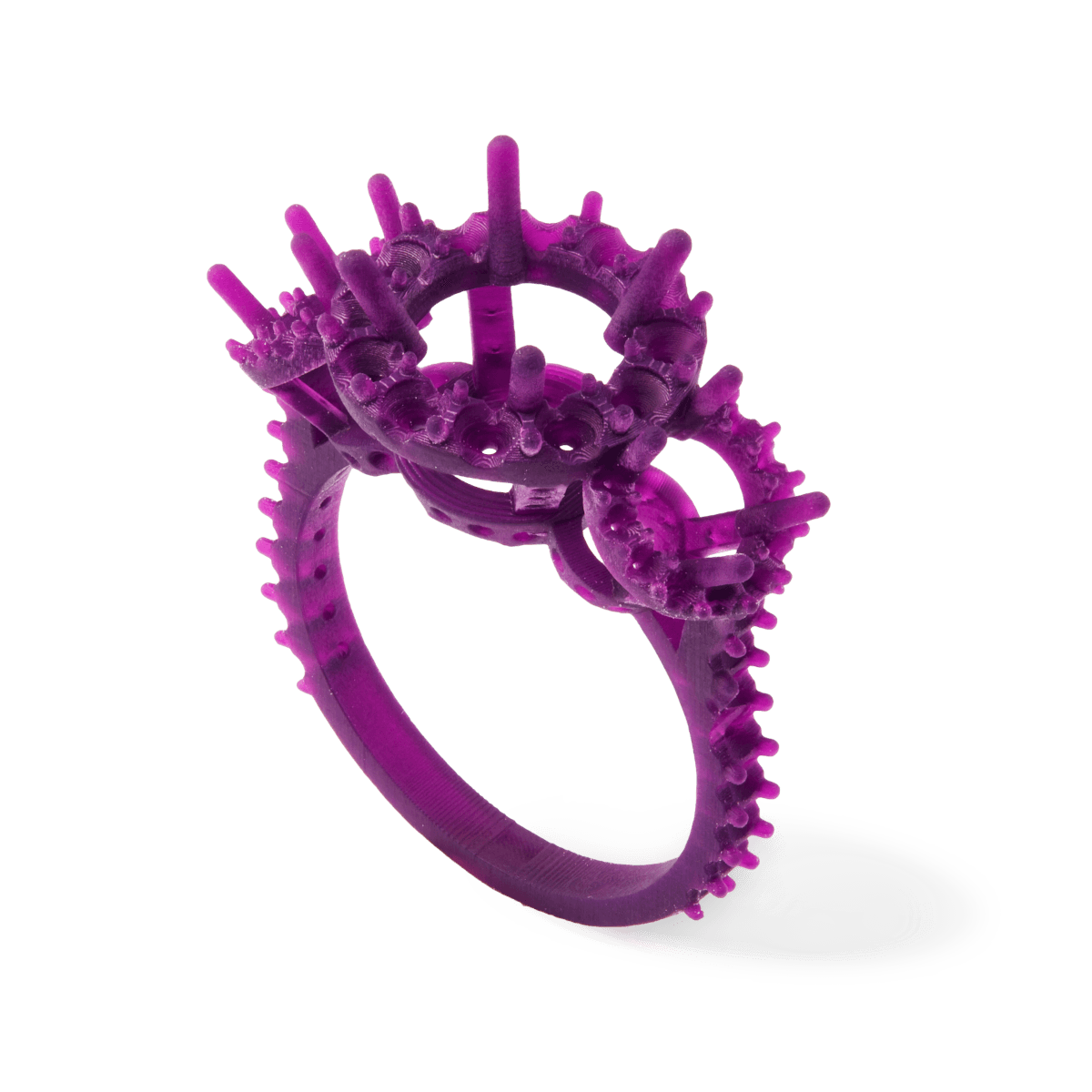
Castable Wax Resin est un matériau rempli de cire à 20 %, qui reproduit avec précision les détails filigranes et fournit des surfaces lisses pour des moulages précis avec un brûlage propre et sans aucune cendre. Il est idéal pour les structures ultrafines dans la joaillerie.
Castable Wax Resin offre une résistance et une rigidité élevées, ce qui lui permet de rendre fidèlement les structures ultrafines à l’impression. La solidité élevée des pièces brutes garantit une excellente stabilité dimensionnelle pour les éléments fins tels que les filigranes.

True Cast Resin est un matériau chargé en cire destiné au moulage précis de bijoux et de composants techniques complexes d'une épaisseur maximale de 5 mm. Il permet d'obtenir des pièces d'une grande précision avec des surfaces extrêmement détaillées et lisses.
Conçue pour garantir fiabilité, qualité et polyvalence, True Cast Resin s'intègre parfaitement à une large gamme de courbes de brûlage. Une faible dilatation thermique, un rétrécissement minimal et une teneur en cendres de 0,03 % garantissent un brûlage propre et des pièces moulées de qualité constante.
Filigrane fin
Joaillerie légère
Dentaire
Bijoux de taille moyenne et grande
Médaillons
Figurines
Petits composants techniques jusqu'à 5 mm d'épaisseur
Form 2
Form 3/B/+
Form 3L/BL
Form 4/B
Form 4L/BL
Form 4/B