

- 색상
- 회색
- 생체적합성
- 피부 접촉, 점막 접촉
- 프린트 기술 방식
- SLS
- 카테고리
- 고강성, 온도 변화에 반응하지 않음
- 응용 분야
- 제조 보조 도구, 신속 툴링, 최종 사용 파트, 신속 프로토타입 제작
- 극한 인장 강도
- 38.0 MPa
- 굽힘 강도
- 56.0 MPa
- 노치드 아이조드 충격강도
- 36.0 J/m
- 1.8MPa 하중 시 열변형 온도
- 113.0 °C
- 0.45MPa 하중 시 열변형 온도
- 170.0 °C
- 인장 탄성계수
- 2800.0 MPa
- 파단 시 연신율
- 4.0 %
- 굽힘 탄성계수
- 2400.0 MPa
Nylon 12 GF Powder는 유리로 충전된 생체적합성 소재이며 강성과 내열성이 강화되어 까다로운 산업 환경에서 사용 가능한 파트를 제작할 수 있습니다. 구조적 견고성과 열안정성이 무엇보다 중요한 분야에서 변형이 적은 기능성 프로토타입이나 최종 사용 파트를 제작할 때 사용해 보세요.
- 색상
- 회색
- 생체적합성
- 피부 접촉, 점막 접촉
- 프린트 기술 방식
- SLS
- 카테고리
- 고강성, 온도 변화에 반응하지 않음
- 응용 분야
- 제조 보조 도구, 신속 툴링, 최종 사용 파트, 신속 프로토타입 제작
- 극한 인장 강도
- 38.0 MPa
- 굽힘 강도
- 56.0 MPa
- 노치드 아이조드 충격강도
- 36.0 J/m
- 1.8MPa 하중 시 열변형 온도
- 113.0 °C
- 0.45MPa 하중 시 열변형 온도
- 170.0 °C
- 인장 탄성계수
- 2800.0 MPa
- 파단 시 연신율
- 4.0 %
- 굽힘 탄성계수
- 2400.0 MPa
대량 주문 할인
- 20%
- 50 kg
- 25%
- 100 kg
- 30%
- 200 kg
- 35%
- 400 kg
- 40%
- 1,000 kg
- 45%
- 2,500 kg
- 50%
- 5,000 kg
- 55%
- 10,000 kg
호환성
- 호환 가능 프린터
- Fuse 1+ 30W, Fuse 1
Nylon 12 GF Powder 6kgPD-FS-P12B-01
Nylon 12 GF Powder를 선택하는 이유
Nylon 12 GF Powder는 고성능 기능성 프로토타입 또는 성형 규격이 변형 없이 견고한 최종 파트 프린팅에 적격한 소재입니다.
* 소재 물성은 파트 설계와 제조 관리에 따라 차이를 보일 수 있습니다. 프린팅된 파트의 사용 적합성을 확인하는 것은 제조업체의 책임입니다.
고강성
지속 하중을 견디는 최종 파트 생산에 적합합니다.
치수 정확도
성형 규격의 높은 정밀도와 뒤틀림 최소화.
내열성
고온에서도 출력물의 성형 규격이 안정적으로 유지됩니다.
환경 안정성
Nylon 12 GF 출력물은 수분 흡수율이 매우 낮으며 빛, 열, 화학물질에 대한 내성이 있습니다.
응용 분야
Nylon 12 GF Powder는 우수한 탄성계수와 열 안정성을 기반으로 복합 소재를 사용한 기능성 프로토타입 제작 및 검증에 대안을 제공하거나 특정 작동 환경의 까다로운 요구사항에 안정적인 최종 사용 파트 제작에 적합합니다.

견고한 지그와 고정 장치, 교체용 파트
Nylon 12 GF Powder는 고강성 열안정성 소재로, 까다로운 완제품 수준의 파트 제작에 적합합니다.

지속 하중을 견디는 파트
Nylon 12 GF Powder의 고강성과 열안정성은 자동차 산업은 물론, 항공우주 산업의 기준도 만족시키는 선택입니다.

소규모 배치 인클로저와 장비
Nylon 12 GF Powder는 고내성 소재로, 쉽게 마모되지 않는 스레드와 소켓, 움직임이 허용되는 파트 출력에 적합합니다.

고온 환경에 적격
EV 전기차 충전 커낵터. Fuse 시리즈 프린터에서, Nylon 12 GF Powder를 프린팅했습니다.
| 매개변수 | 값 |
|---|---|
|
극한 인장 강도 |
38 MPa |
|
인장 탄성계수 |
2800 MPa |
|
파단 시 연신율(X/Y) |
4% |
| 파단신율(Z) | 3% |
|
굽힘 강도 |
56 MPa |
| 굽힘 탄성계수 | 2400 MPa |
| 노치드 아이조드 충격강도 | 36J/m |
| 1.8MPa 하중 시 열변형 온도 | 113 °C |
| 0.45MPa 하중 시 열변형 온도 | 170 °C |
| Vicat 연화점 | 175 °C |
SLS 분말의 프린팅 가능성 비교
| Nylon 12 (권장) |
Nylon 12 Tough | Nylon 12 White | Nylon 11 | Nylon 12 GF | Nylon 11 CF | TPU 90A | |
|---|---|---|---|---|---|---|---|
| 대기 / 비활성 기체권장 | 대기 중 | 대기 중 | 질소* | 질소** | 대기 중 | 질소 | 대기 중 |
| 리프레시 비율 | 30% | 20% | 30% | 30% | 50% | 30% | 20% |
| 호환 프린터 | Fuse 1 Fuse 1+ 30W |
Fuse 1+ 30W | Fuse 1+ 30W | Fuse 1+ 30W | Fuse 1 Fuse 1+ 30W |
Fuse 1+ 30W | Fuse 1 Fuse 1+ 30W |
| 치수 정확도 | 최상 | 최상 | 우수 | 우수 | 최상 | 우수 | 보통 |
| 표면 마감 | 최상 | 우수 | 우수 | 우수 | 최상 | 우수 | 보통 |
| 프린트 속도 | 최상 | 우수 | 보통 | 보통 | 보통 | 보통 | 우수 |
| 미세 피처 해상도 | 최상 | 최상 | 우수 | 보통 | 보통 | 보통 | 우수 |
| 종횡비가 큰파트 | 최상 | 최상 | 최상 | 보통 | 우수 | 우수 | 보통 |
| 단면이 넓은 파트 | 우수 | 최상 | 우수 | 보통 | 우수 | 우수 | 보통 |
**Nylon 12 White Powder로 가장 일관성 있는 백색 외관을 얻으려면 질소 환경에서 프린팅할 것을 권장합니다. 대기 환경에서 프린팅할 경우 대기 환경이 시간 경과에 따라 분말이 누렇게 되는 현상과 관련이 있습니다. 분말이 누렇게 되는 현상이 생겨도 프린팅된 파트를 염색할 때 가능성과 효율성에 영향을 거의 미치지 않습니다.
** Nylon 11 Powder질소 환경에서 프린팅할 것을 권장합니다. 대기 환경에서 프린팅할 수 있지만 물성에 저하가 나타날 수 있고 빠르게 프린팅할 때는 분말이 분해되는 현상으로 이어질 수 있습니다.
후처리
Fuse Sift의 분말 회수 스테이션과 연마재 분사는 필히 거쳐야 하는 후가공 공정입니다. Fuse 시리즈에서 제작된 프린트물의 후가공에 대한 자세한 정보는 다운로드용 워크플로 가이드에서 확인할 수 있습니다.
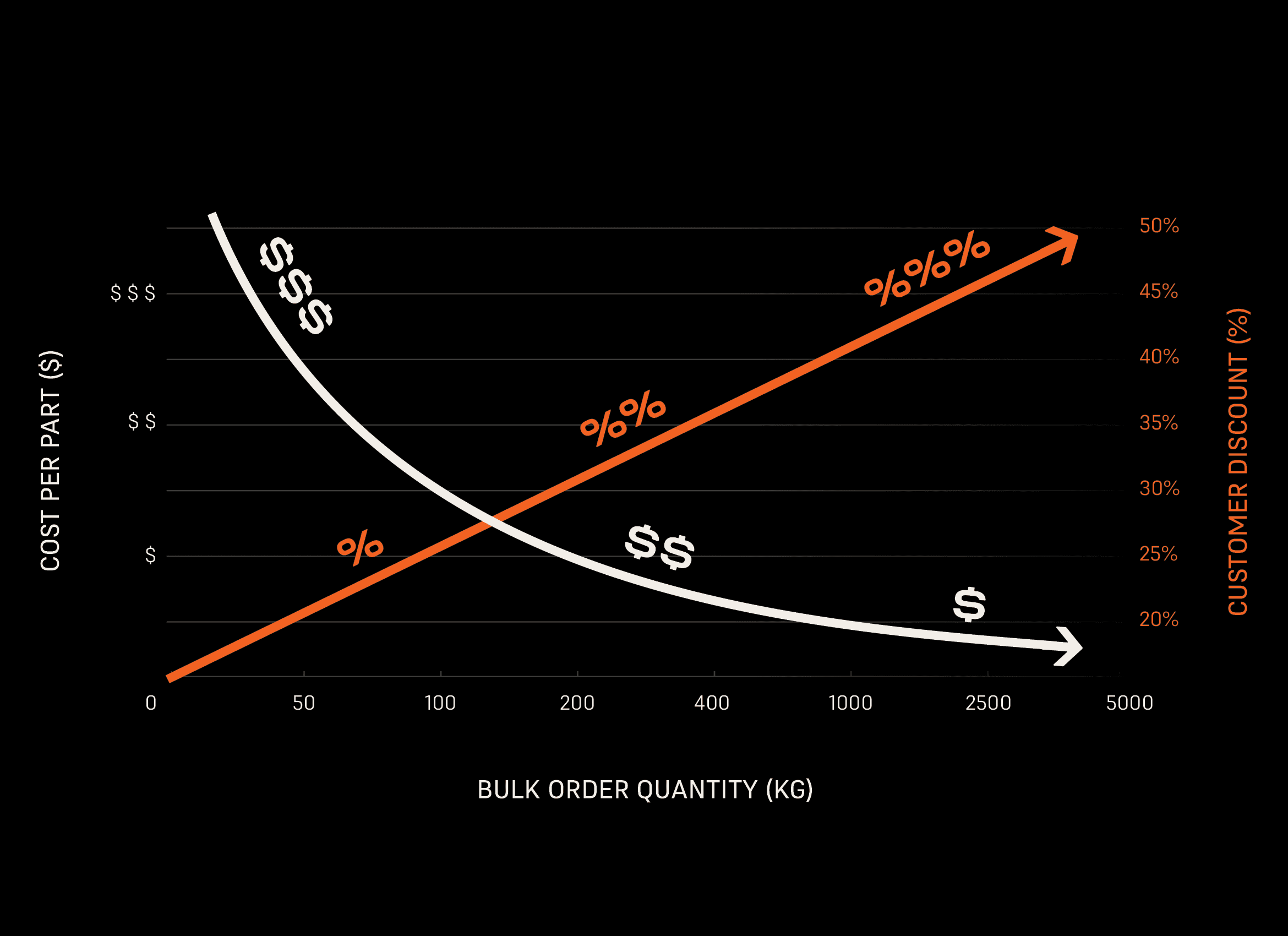
파트당 비용이 최저가가 되는 분말 대량 주문 혜택
Formlabs이 SLS 분말 대량 주문 시 광폭 할인 혜택을 드리게 되어 이제 3D 프린팅은 비용 효율적인 기술이 되었고, 심지어 생산 물량이 커져도 그 효과는 달라지지 않습니다. 분말 50 kg을 구매하면 할인율( 20%에서 시작)을 적용해 드리며 최대한 할인받았을 때 분말 가격이 kg당 $45까지 저렴해질 수 있습니다.
