Impresión 3D SLA - Cómo el tamaño de los píxeles afecta a la precisión, al tamaño de los detalles y al acabado de la superficie

La resolución de la impresión 3D es un tema del que se habla constantemente, pero que con frecuencia conduce a malentendidos. La diversidad de las tecnologías de impresión 3D y el creciente número de fabricantes han complicado todavía más la cuestión. La llegada de las impresoras 3D de estereolitografía enmascarada (MSLA), que usan una pantalla LCD para enmascarar de forma selectiva la luz y que solo se curen las regiones deseadas de la resina líquida expuesta, añade otra capa más al debate de la resolución. Las impresoras 3D MSLA se están volviendo muy populares por su capacidad de imprimir con rapidez piezas de alta calidad.
La resolución de las pantallas LCD se suele medir mediante el número de píxeles que tienen en su eje largo. Se trata de una medida que la gente conoce, a raíz de lo común que es el uso de las pantallas digitales en teléfonos, televisores y tablets. Combinan el énfasis en el número de píxeles con un énfasis en el tamaño de cada píxel, diciendo que cuanto más pequeño sea el píxel, mayor será la resolución.
Sin embargo, a pesar de centrarse de esta manera en el número o en el tamaño de los píxeles, lo que les importa a la mayoría de los usuarios de la impresión 3D son los resultados tangibles de dicha impresión: el acabado de la superficie, la precisión dimensional y el tamaño mínimo de los detalles. Aunque el tamaño de los píxeles es un elemento que interviene en la creación de estos resultados, dependen de diversos factores, como las propiedades de los materiales, los ajustes ópticos, la uniformidad mecánica y más.
Al imprimir y analizar varias impresiones de la Form 4 (MSLA de escritorio, tamaño de píxeles de 50 µm, pantalla 4K de 10 pulgadas), la Form 3+ (SLA basada en láseres, con un diámetro del punto focal del láser de 85 µm), la impresora C (MSLA de escritorio, tamaño de píxeles de 28 µm, pantalla 8K de 9 pulgadas) y la impresora D (MSLA de escritorio, tamaño de píxeles de 19 x 24 µm, pantalla 12K de 9 pulgadas) demostraremos que esta medida común de la resolución no tiene un efecto directo en los resultados tangibles de las piezas impresas.
Aunque la Form 4 tiene un tamaño de píxeles mayor que el de algunos competidores, los resultados de las pruebas demuestran que obtiene un acabado de la superficie, una precisión dimensional y un tamaño mínimo de los detalles comparables, si es que no son superiores, a los de impresoras 3D MSLA con tamaños de píxeles más pequeños. Encontrar el equilibrio adecuado también permitió a nuestro equipo optimizar la Form 4 en otros parámetros que importan mucho a los clientes: una mayor velocidad, una mejor fiabilidad y una vida útil de los componentes considerablemente más larga.
Características de los resultados: Lo que importa realmente para las piezas impresas en 3D
El diseño de las impresoras, que incluye el tamaño de los píxeles como uno de sus componentes, afecta a tres características importantes de las piezas impresas. Estas características (el acabado de la superficie, el tamaño mínimo de los detalles y la precisión dimensional) son medibles y están normalizadas, pero al verse afectadas por una compleja combinación de procesos y componentes, son más difíciles de determinar. Que el tamaño de los píxeles sea ligeramente mayor no importa tanto como la calidad, la constancia y la uniformidad de la luz que enmascara o que deja pasar.
Cada una de estas características puede verse afectada en gran medida por casi cualquiera de los aspectos clave del sistema, la tecnología óptica, los materiales y el proceso de impresión y sus parámetros. No es posible relacionar un único parámetro de entrada del sistema con un único parámetro del resultado, salvo como un límite.
Por ejemplo, el tamaño de los píxeles o del punto focal de los láseres establece un límite inferior para el tamaño de los detalles salientes en el plano horizontal (es decir, no puede haber un único detalle convexo o saliente que sea más pequeño que el tamaño del píxel o del punto focal). No obstante, lo normal es que el tamaño mínimo de los detalles acabe siendo mucho mayor que su límite (a menudo, mucho mayor de 100 µm) debido a múltiples factores, como las fuerzas de separación de capa.
| Descripción | Medición | Parámetros clave | |
|---|---|---|---|
| Acabado de la superficie | Lo lisa que es o parece ser una superficie | Visual/cualitativa, medición de la rugosidad (Ra) con perfilómetro | Grosor de capa Propiedades ópticas de la resina Uniformidad del proceso entre capas |
| Tamaño mínimo de los detalles | El detalle más pequeño de un cierto tipo que se puede producir. Depende en gran medida del tipo de detalle. | Calibres Máquina de medición de coordenadas (CMM) Escáner 3D | Propiedades mecánicas de la resina Función de dispersión de punto (PSF) óptico |
| Precisión dimensional | La precisión con la que se reproduce una geometría | Calibres Máquina de medición de coordenadas (CMM) Escáner 3D Espigas de verificación Otras pruebas de ajuste | Temperatura Repetibilidad mecánica Uniformidad óptica |
Parámetros de la resolución
Las impresoras 3D de resina tienen un láser (SLA basada en láseres), un proyector digital de luz (DLP) o una Light Processing Unit o unidad de procesamiento de luz (que en la mayoría de los casos es una pantalla LCD) que enmascara selectivamente una fuente de luz, como una matriz de leds (MSLA).
Las impresoras 3D SLA basadas en láseres suelen tener resoluciones muy altas, porque el láser se puede controlar con precisión en el plano XY y tiene un punto focal pequeño. Sin embargo, estas características son solo uno de los parámetros de entrada, ya que el tamaño mínimo real de los detalles se sigue viendo afectado por múltiples factores y por lo tanto, las mediciones son comparables a las de impresoras MSLA profesionales que no utilizan un láser. Además, las impresoras SLA basadas en láseres tienen con frecuencia tiempos de impresión más lentos, porque necesitan que el punto focal del láser trace y recorra toda la capa.
En la impresión 3D DLP, la resolución XY se define mediante el tamaño de los píxeles, que son la unidad más pequeña que el proyector puede reproducir en una única capa. Esto depende de la resolución del proyector y de su distancia respecto a la ventana óptica. La resolución más común es full HD (1080p). Por consiguiente, la mayoría de las impresoras 3D DLP de escritorio tienen una resolución XY fija, que, por lo general, es de entre 35 y 100 micras.
La resolución de las impresoras 3D DLP disminuye a medida que crece el volumen de impresión, ya que no existen proyectores con un número significativamente mayor de píxeles. Por lo tanto, los fabricantes tienen que aumentar la distancia respecto a la fuente de luz con el mismo número de píxeles, lo que reduce la resolución y la calidad de impresión.
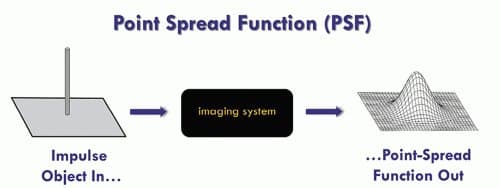
El tamaño de los píxeles y la función de dispersión de punto (PSF)
El acabado de la superficie, el tamaño de los detalles y la precisión se ven afectados por todas las partes de la impresora 3D y de su proceso. Parámetros de entrada como el tamaño de los píxeles pueden establecer límites inferiores teóricos que no se ven en situaciones realistas. Por ejemplo, aunque un píxel o un diámetro del punto focal del láser de 80 micras podría ser en teoría el factor limitante a la hora de curar un único detalle saliente (como el diámetro de un perno cilíndrico), las fuerzas de separación de capa tirarían de la pieza y harían que fallara, provocando que el diámetro mínimo de estos pernos fuera de unas 500 micras.
En las impresoras 3D MSLA que usan pantallas LCD para enmascarar la luz, la imagen real proyectada sobre la resina suele ser considerablemente más grande y más difusa que el píxel original. Este efecto se conoce como "función de dispersión de punto" (PSF), es decir, el modo en que una imagen original o idealizada se emborrona por el proceso de proyección. En el caso de las impresoras MSLA, el tamaño del píxel no importa tanto como la distribución de la potencia y la forma de la luz cuando alcanza la resina.
Al comparar la PSF de la Form 4 (con luz proyectada a través de una pantalla LCD formado por píxeles de 50 µm) con la Form 3+ (con luz que proviene de un láser con un punto focal de 80 µm) las imágenes de la PSF muestran que la luz de la Form 4 está concentrada y es directa, teniendo su mayor energía acumulada en el centro del píxel.
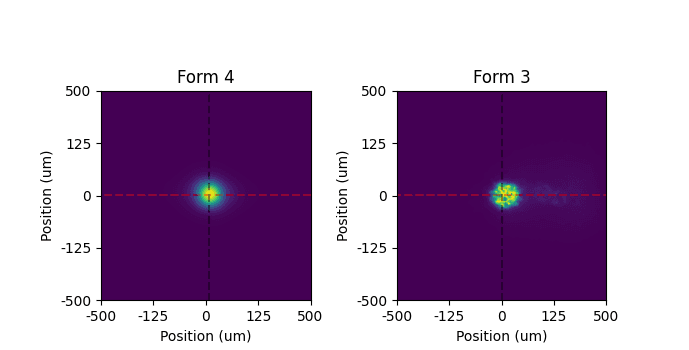
Si se compara la función de dispersión de punto (PSF) de la Form 4 con la de la serie Form 3, se puede ver que ambas impresoras producen una luz muy concentrada que se acumula en el centro del píxel o del punto focal, lo que se traduce directamente en una alta resolución.
Resultados de las pruebas y conclusión
Acabado de la superficie
El acabado de la superficie es importante. No solo afecta al aspecto y al tacto de una pieza, sino también a cómo esa pieza puede encajar en un conjunto de piezas o a su rendimiento como molde. El acabado de la superficie se puede evaluar con la vista, viendo lo liso que es el aspecto que tienen o usando un perfilómetro para realizar una medición de rugosidad (Ra). Aparte del tamaño de los píxeles o del diámetro del punto focal del láser, los parámetros que afectan al acabado de la superficie son la altura de las capas en el eje Z, las propiedades ópticas de la resina y la uniformidad del proceso entre capas (separación y aplastamiento).
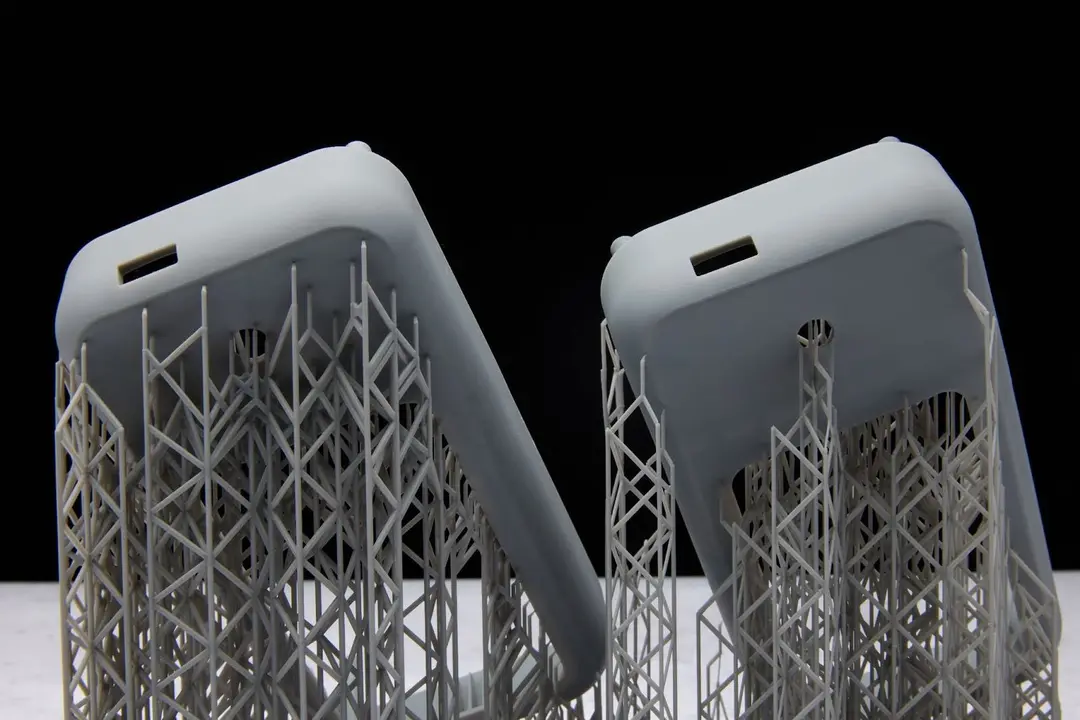
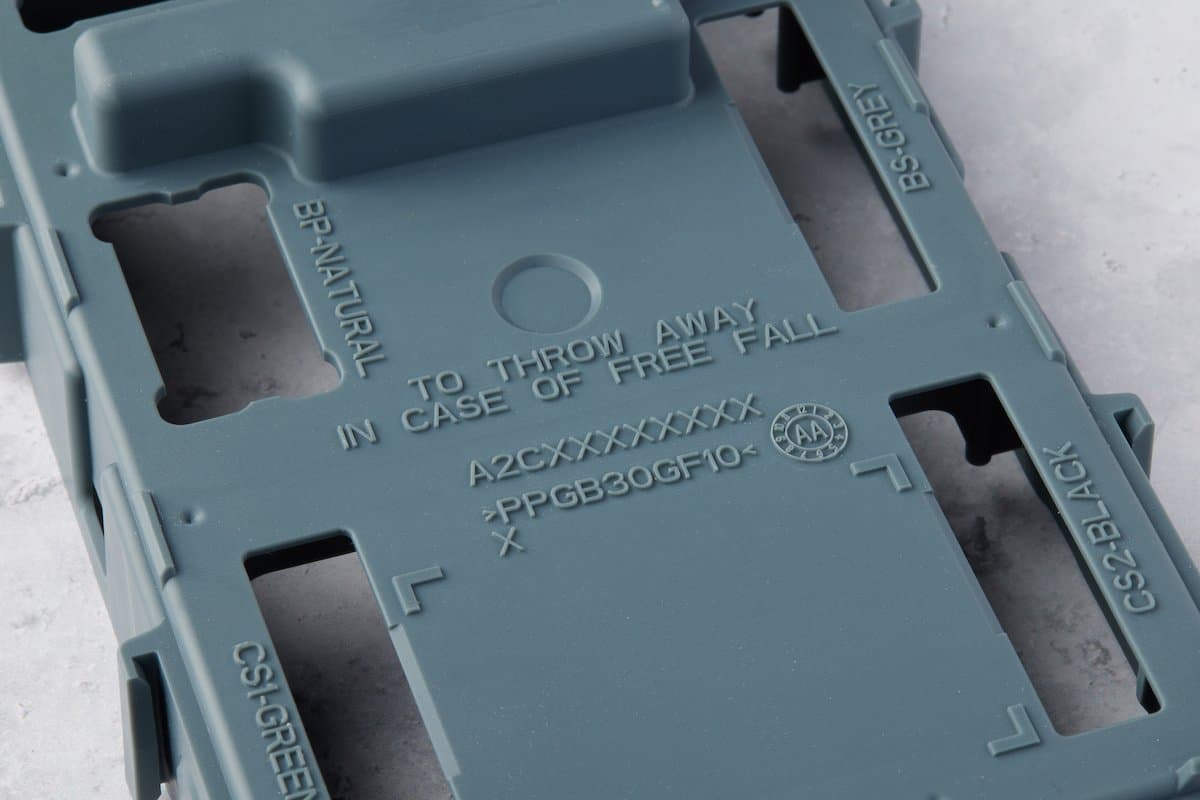
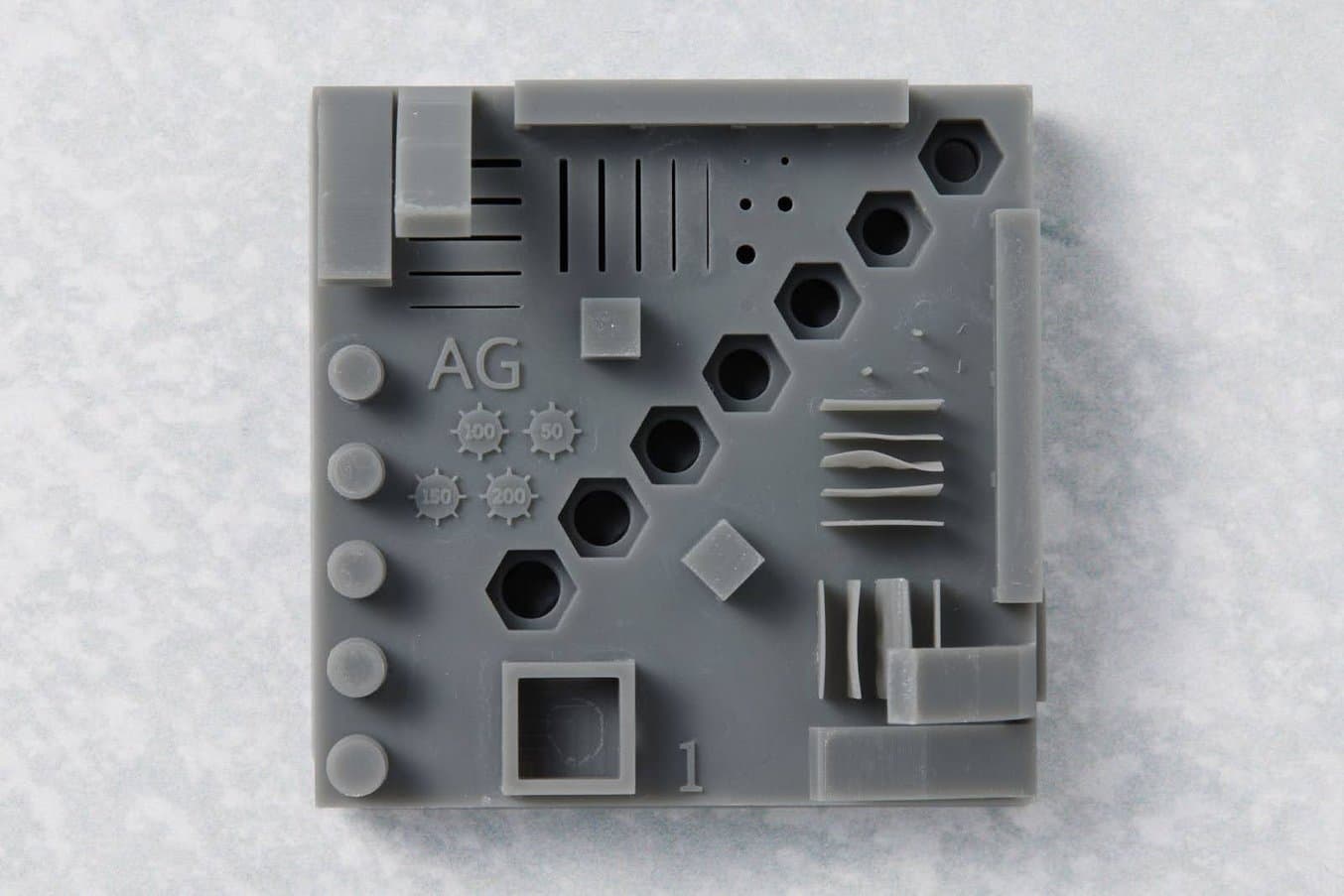
La diferencia en el acabado de la superficie resulta imperceptible para el ojo humano. Las superficies curvas parecen lisas, los bordes son nítidos y los detalles salientes, hundidos o grabados están delineados con claridad. El texto en relieve es detallado, fácil de leer y está elevado respecto al resto de la superficie de forma uniforme.
Impresora A: Form 4 (MSLA)
- Tamaño de píxeles de 50 µm

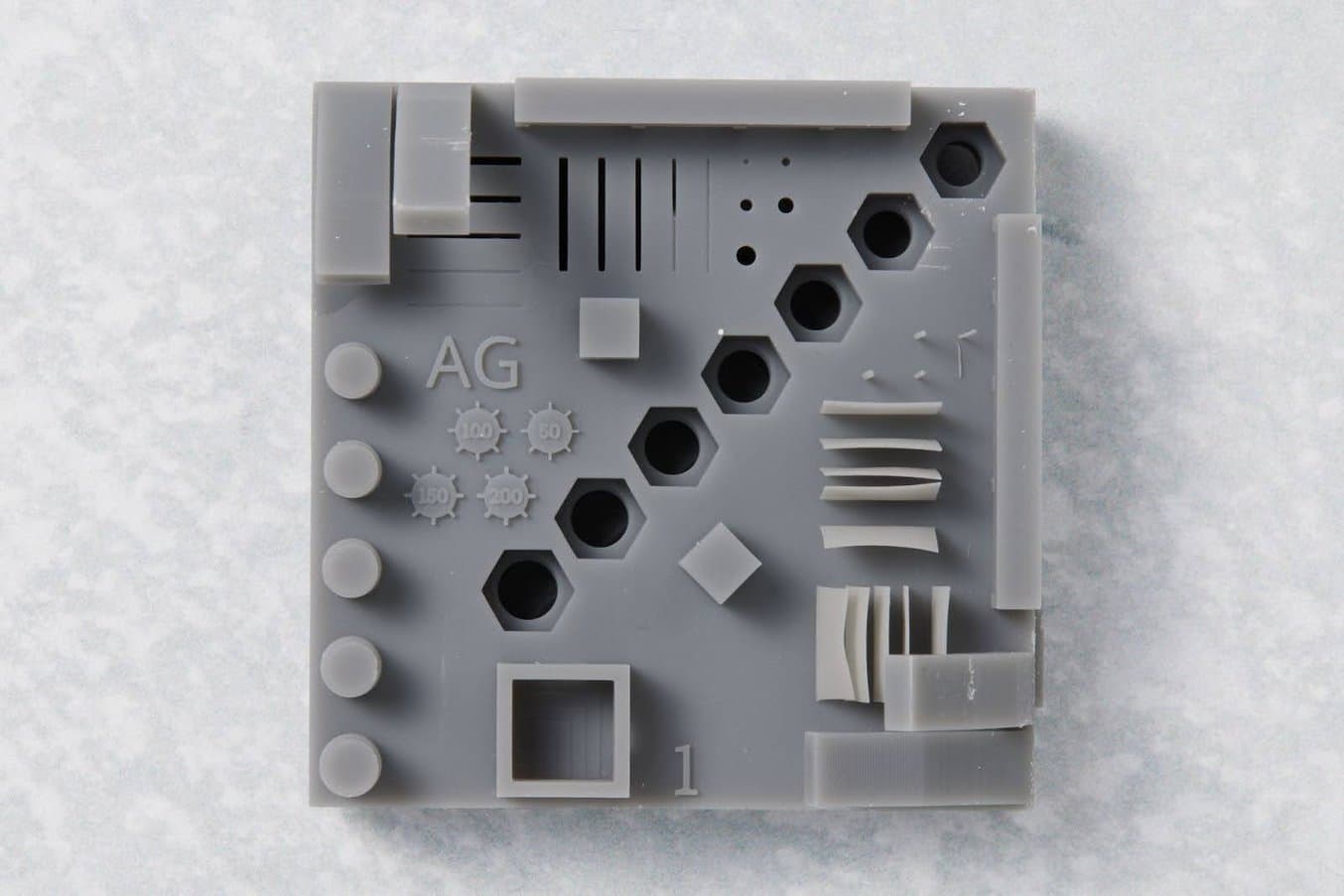
Impresora B: Form 3+
- Diámetro del punto focal de 85 μm

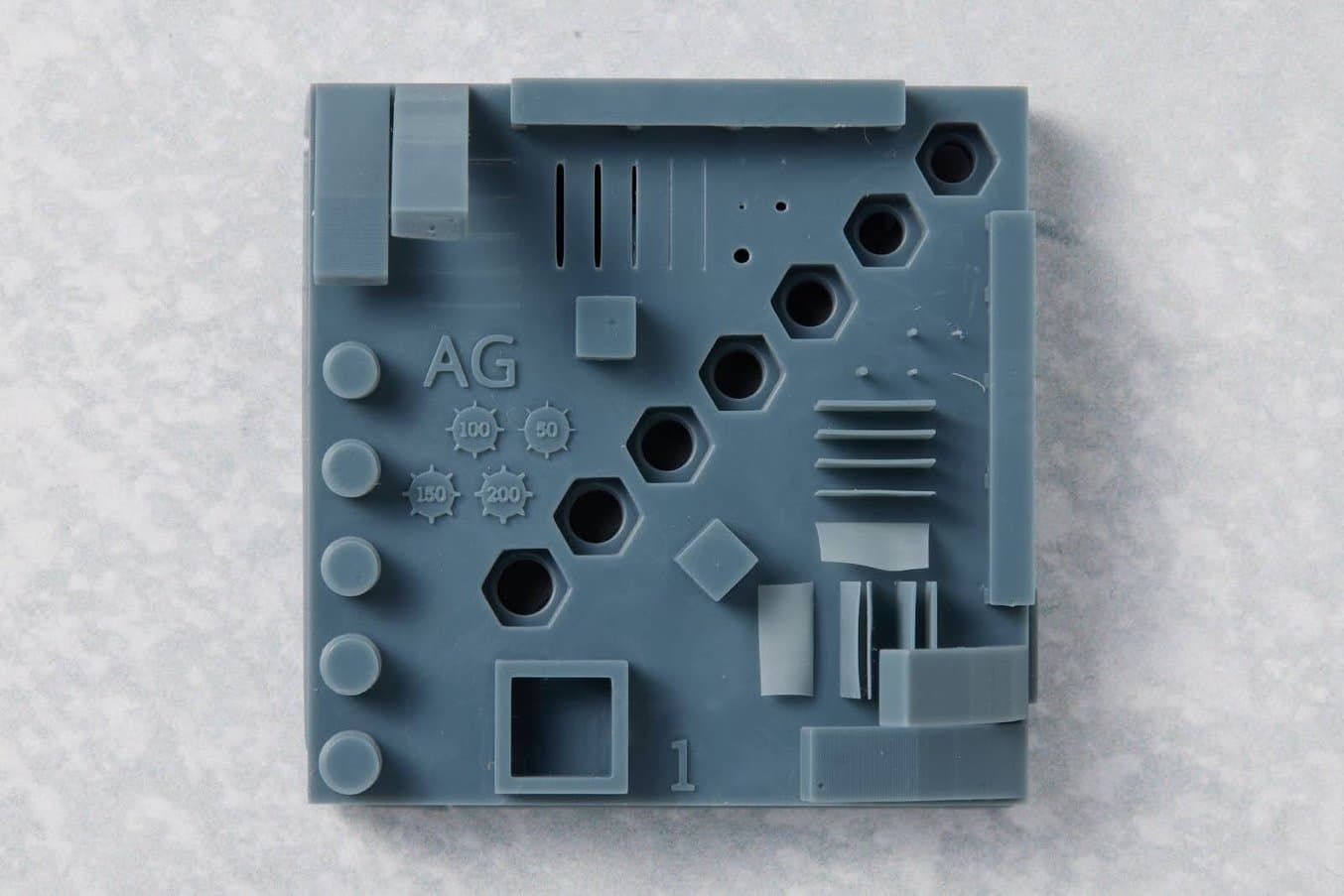
Impresora C: MSLA
- Tamaño de píxeles de 28 µm
- Pantalla 8K de 9 pulgadas
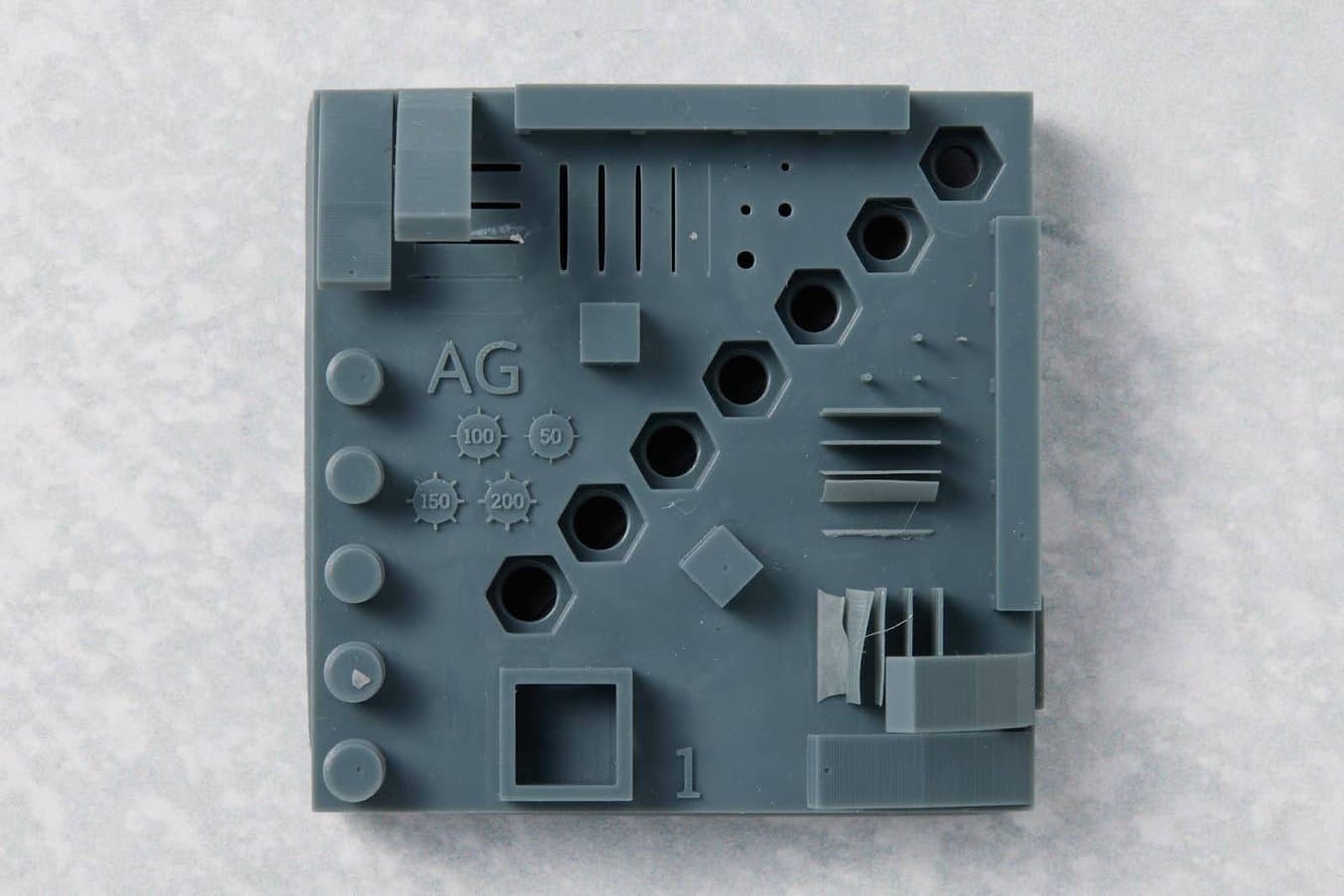
Impresora D: MSLA
- Tamaño de píxeles de 19 x 24 µm
- Pantalla 12K de 9 pulgadas
Precisión dimensional
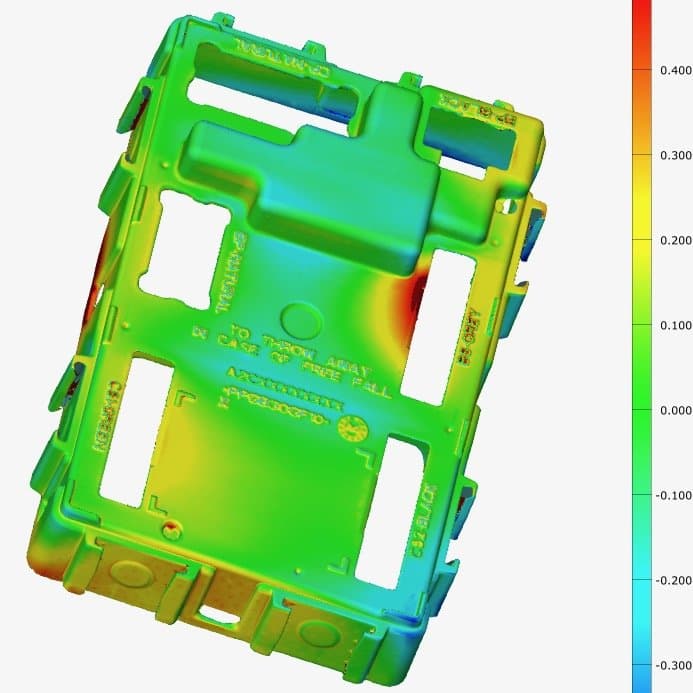
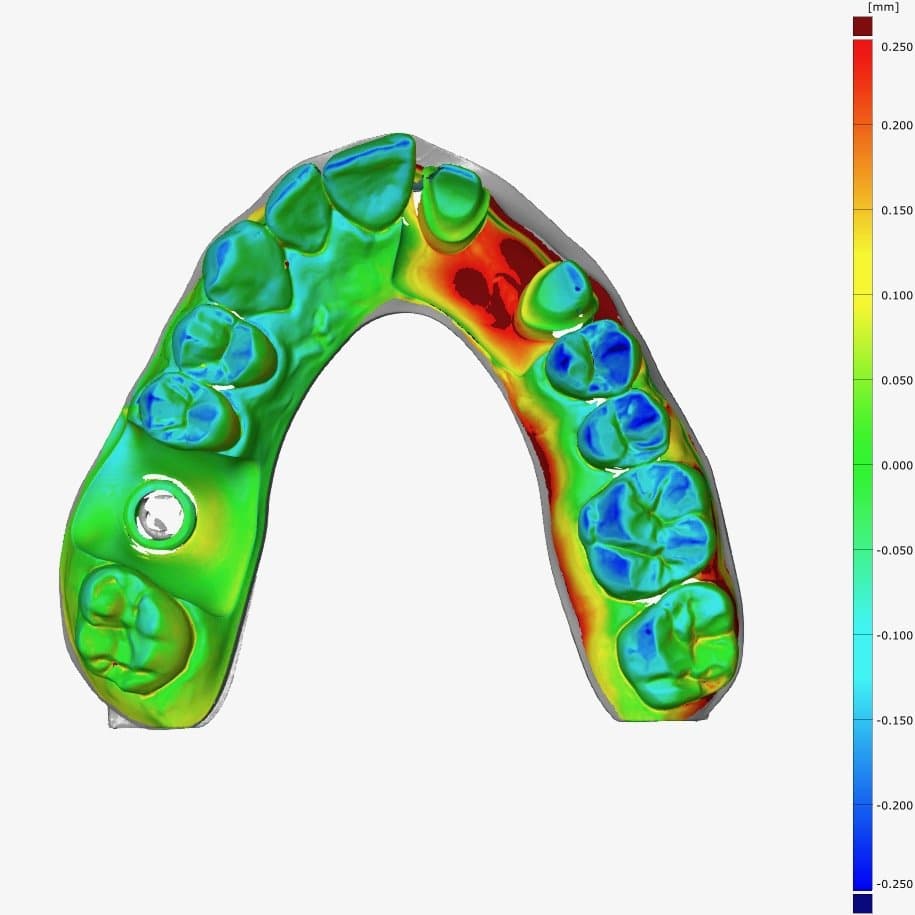
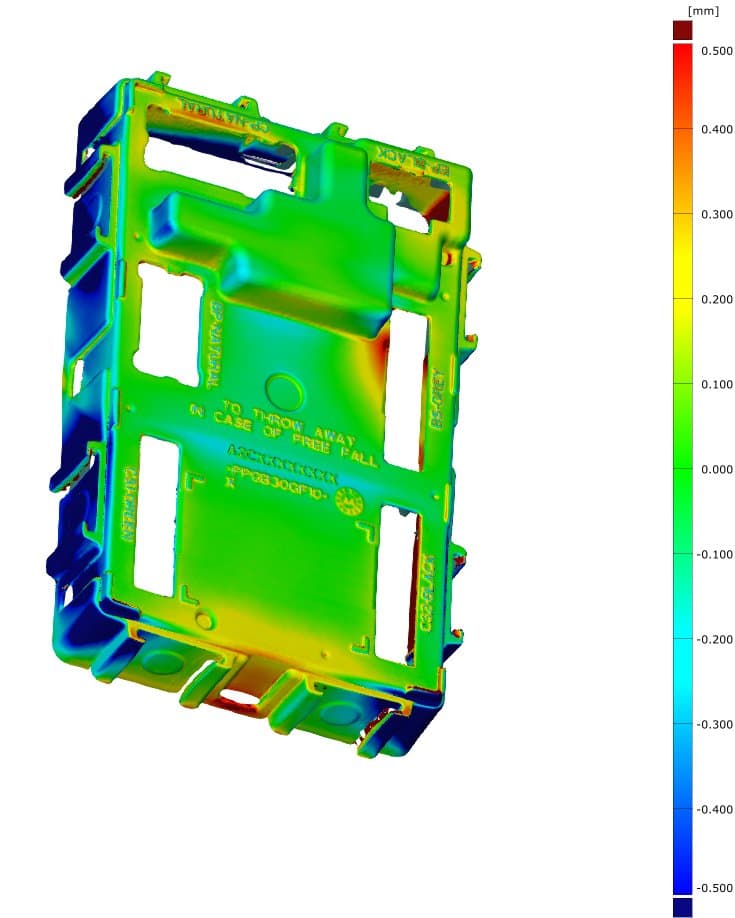
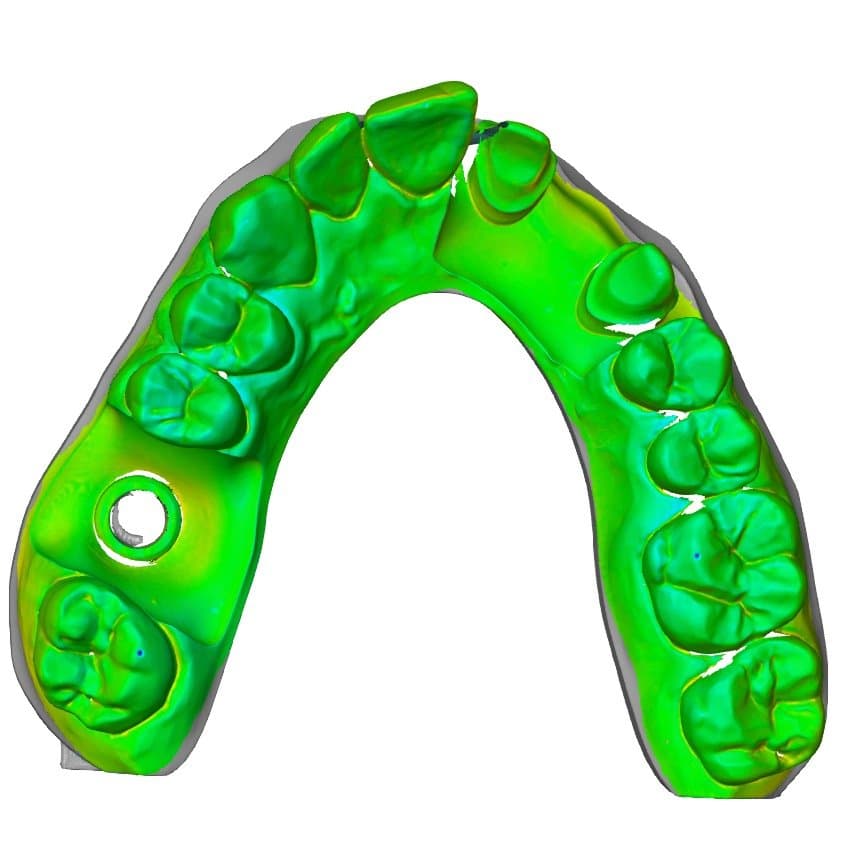
La precisión dimensional, o lo bien que la pieza se ajusta a las medidas del archivo original, es importante para la repetibilidad y el éxito de las impresiones. Si una impresora no puede producir la geometría deseada, las piezas no funcionarán bien en la situación para la que están destinadas. La precisión dimensional es muy importante en aplicaciones como los modelos dentales o de ortodoncia, donde reproducir perfectamente el archivo escaneado y por lo tanto, la anatomía del paciente, es crucial para que la operación tenga éxito.
La precisión se mide mediante calibres, una máquina de medición de coordenadas (CMM), un escáner 3D, espigas de verificación u otras pruebas de ajuste. Además del tamaño de los píxeles o del diámetro del punto focal del láser, los parámetros que afectan a la precisión dimensional son la temperatura de impresión, la repetibilidad mecánica y la uniformidad óptica.
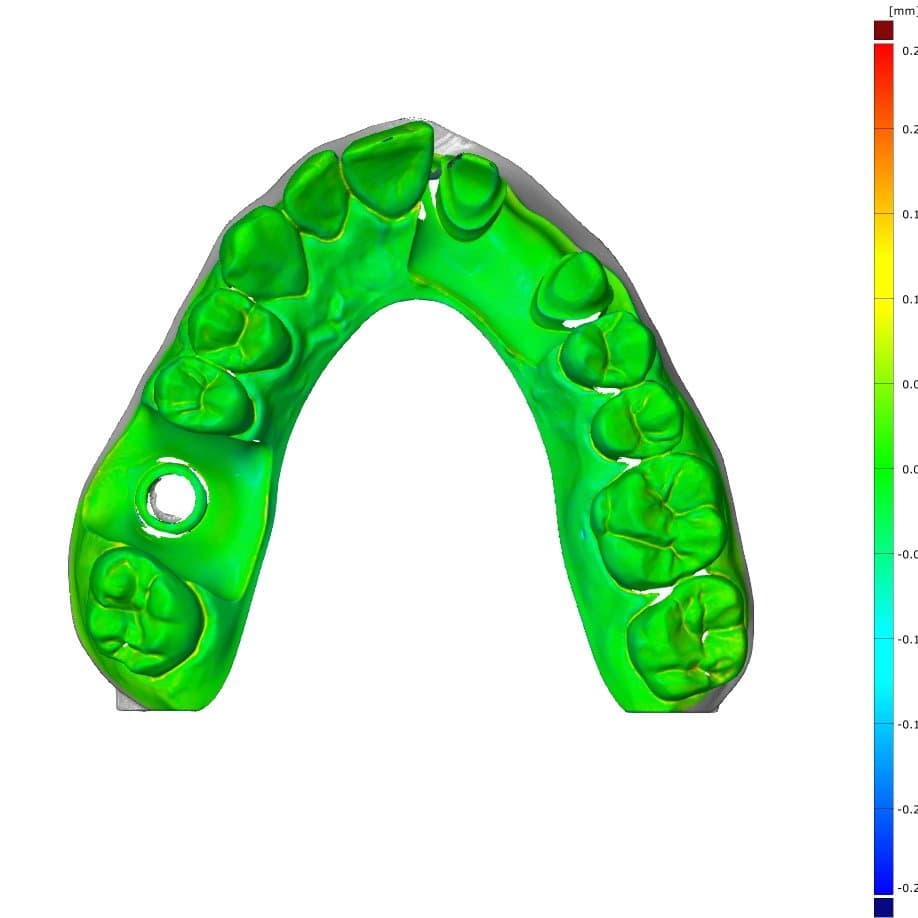
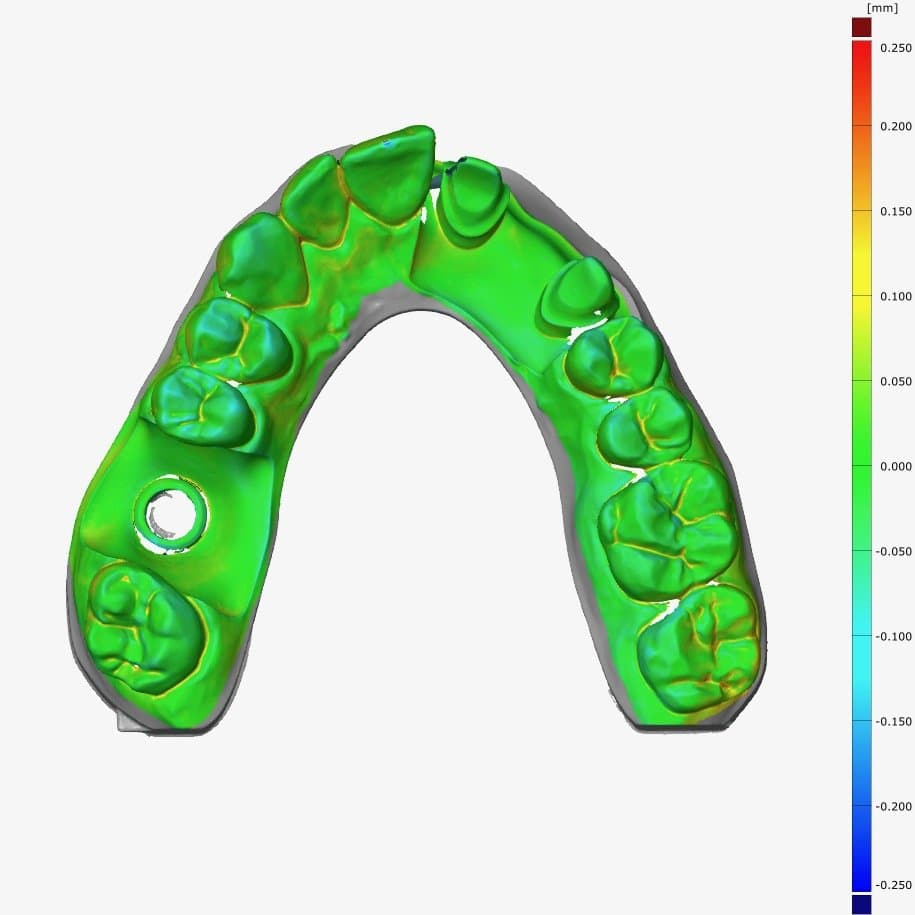
Como demuestran los escaneos, un menor tamaño de los píxeles o del punto focal del láser no se traduce directamente en una mejor precisión dimensional. Los modelos dentales tienen una precisión dimensional casi perfecta, y en lo que respecta a las impresoras con los "mayores" puntos de luz: el modelo dental de la Form 4 es más preciso que el de la impresora C, aunque la impresora C tenga un tamaño de los píxeles más pequeño.
Impresora A: Form 4 (MSLA)
- Tamaño de píxeles de 50 µm
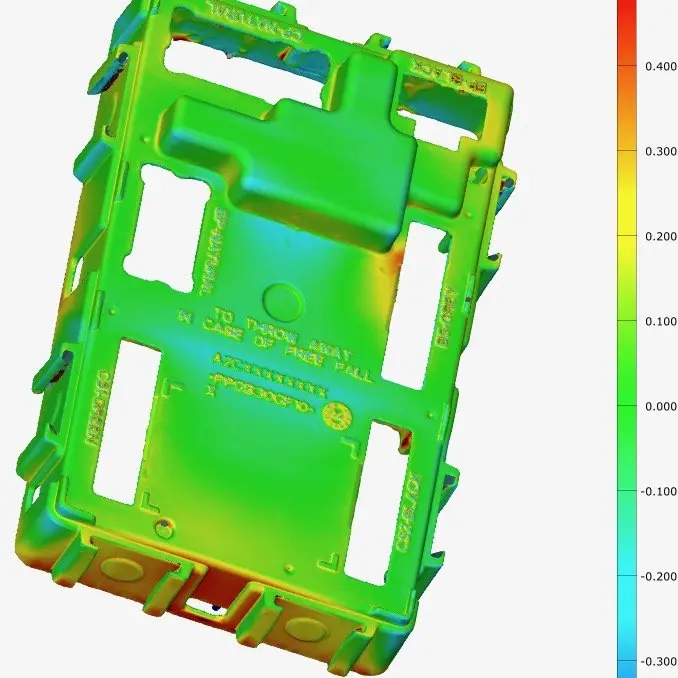
Error absoluto de las mediciones dimensionales clave respecto a las mediciones ideales (mm): longitud (0,72), anchura (0,22), anchura de los detalles elevados (0,12), longitud más pequeña de los detalles elevados (0,06)
Porcentaje de la superficie impreso con un margen de error de 50 μm respecto a las dimensiones ideales: 95,5 %
Impresora B: Form 3+
- Diámetro del punto focal del láser de 80 μm
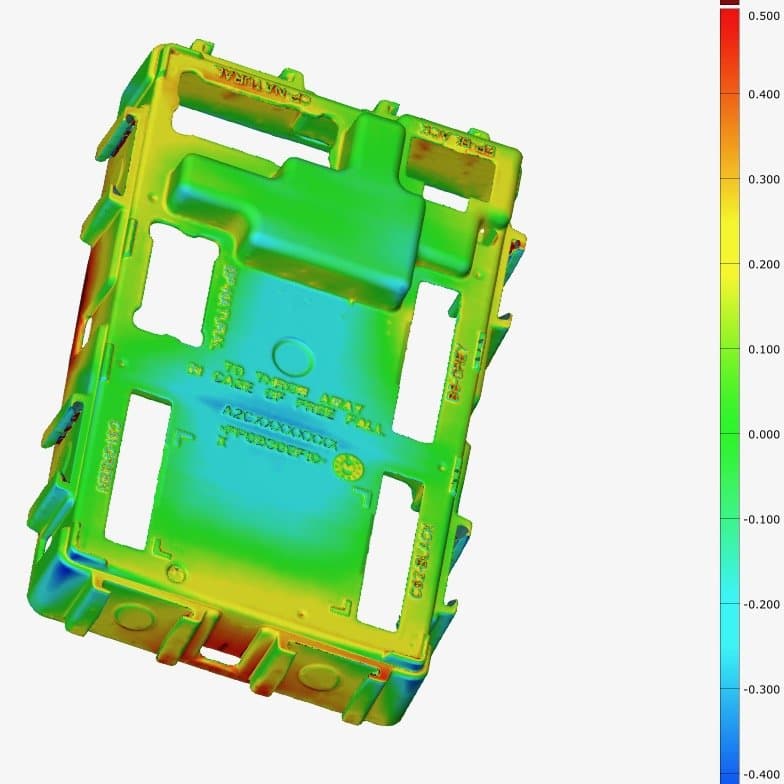
Error absoluto de las mediciones dimensionales clave respecto a las mediciones ideales (mm): longitud (0,44), anchura (0,42), anchura de los detalles elevados (0,16), longitud más pequeña de los detalles elevados (0,09)
Porcentaje de la superficie impreso con un margen de error de 50 μm respecto a las dimensiones ideales: 82,1 %
Impresora C: MSLA
-
Tamaño de píxeles de 28 µm
-
Pantalla 8K de 9 pulgadas
Error absoluto de las mediciones dimensionales clave respecto a las mediciones ideales (mm): longitud (0,38), anchura (0,30), anchura de los detalles elevados (0,07), longitud más pequeña de los detalles elevados (-0,05)
Porcentaje de la superficie impreso con un margen de error de 50 μm respecto a las dimensiones ideales: 53,9 %
Impresora D: MSLA
-
Tamaño de píxeles de 19 x 24 µm
-
Pantalla 12K de 9 pulgadas
Error absoluto de las mediciones dimensionales clave respecto a las mediciones ideales (mm): longitud (+0,77), anchura (-0,37), anchura de los detalles elevados (-0,371), longitud más pequeña de los detalles elevados (-0,052)
Porcentaje de la superficie impreso con un margen de error de 50 μm respecto a las dimensiones ideales: 87,2 %
Tamaño de los detalles
El tamaño de los detalles como parámetro de rendimiento se refiere al tamaño mínimo de los detalles que puede producir una impresora 3D. Este tamaño de los detalles cambiará en función de si se trata de un detalle grabado, en relieve, una columna saliente vertical o un agujero o canal hundido. Estos detalles se pueden medir mediante un simple ensayo pasa/no pasa o usando calibres, una máquina de medición de coordenadas o un escáner 3D.
Como hemos afirmado anteriormente, el tamaño de los píxeles o el diámetro del punto focal pueden parecer una medición fácil para un detalle saliente, pero las realidades de los procesos de impresión hacen que no haya impresoras capaces de producir un detalle saliente del tamaño de un solo píxel (20 µm, 30 µm, 50 µm u 80 µm). En cambio, los factores que influyen en el tamaño mínimo de los detalles son la temperatura, la repetibilidad mecánica y la uniformidad óptica.
Como muestran las fotos, la Form 4 produce alguno de los mejores detalles mínimos. Todas las impresoras tuvieron dificultades para completar todos los canales hundidos, pero la Form 4 y la impresora D hicieron cuatro de los cinco canales con claridad, mientras que la Form 3+ y la impresora C solo produjeron satisfactoriamente tres de los cinco canales.
Las paredes sin soporte resultaron difíciles para todas las impresoras y los resultados tuvieron diferentes grados de verticalidad. Todas las impresoras crearon una pared sin soportes perfecta con el grosor más alto, pero la Form 4 siguió creando las siguientes cuatro paredes relativamente verticales. Tanto a la impresora C como a impresora D se les cayeron las paredes sin soportes a medida que disminuyó el grosor. Aunque estas impresoras tuvieron problemas en distintos lugares del modelo de prueba, los fallos no estaban relacionados con un mayor o menor tamaño de los píxeles o el punto focal del láser. Se puede deducir que el tamaño mínimo de los detalles depende de varios factores, entre los que se cuentan los mecanismos del proceso de impresión y las propiedades de la resina.
Impresora A: Form 4 (MSLA)
- Tamaño de píxeles de 50 µm
Impresora B: Form 3+
- Diámetro del punto focal de 85 μm
Impresora C: MSLA
- Tamaño de píxeles de 28 µm
- Pantalla 8K de 9 pulgadas
Impresora D: MSLA
- Tamaño de píxeles de 19 x 24 µm
- Pantalla 12K de 9 pulgadas
El debate de la resolución en la impresión 3D SLA, simplificado
A pesar de la facilidad con la que los fabricantes venden el tamaño de los píxeles como la marca definitiva de la resolución de la impresión 3D, la verdad (y su impacto real) es más compleja,
La resolución no depende únicamente del tamaño y la forma de la luz al pasar por una pantalla LCD o emitirse desde un láser o un proyector de luz. También depende de la función de dispersión de punto de esa luz, de los procesos de impresión, de la uniformidad mecánica y de las propiedades ópticas de la resina. La resolución se debe entender como un parámetro que influyen en los resultados del acabado de la superficie, el tamaño de los detalles y la precisión dimensional. Con esta información y este punto de vista, los usuarios de la impresión 3D pueden evaluar qué impresora se ajusta mejor a sus necesidades específicas.
Formlabs evaluó cuidadosamente las concesiones en cuanto a tamaño de los píxeles, velocidad, fiabilidad y vida útil de los componentes al crear la Light Processing Unit de la Form 4. Dado que el tamaño de los píxeles de una pantalla LCD no tiene un impacto tangible en los tres principales resultados de la resolución, tener un mayor tamaño de los píxeles no supone un sacrificio, sino una inversión en potencia y velocidad.
Para explorar la última generación de la impresión 3D SLA, infórmate sobre la Form 4. ¿Quieres ver el acabado de la superficie, el tamaño mínimo de los detalles y la precisión dimensional que se pueden obtener con la tecnología LFD de la Form 4? Solicita una pieza de muestra gratuita para que la enviemos a tu oficina.