
Adding post-curing to your stereolithography (SLA) 3D printing process helps you get the most out of your parts, improving strength and performance.
In this post we’ll cover the science of post-curing, laying a baseline understanding of the essential ingredients for transforming parts’ mechanical properties. We’ll also outline a range of post-curing methods, from simply using sunlight to investing in a post-cure chamber engineered for specific materials.
Why Should I Post-Cure?
When an SLA part finishes printing, it remains on the build platform in a “green state.” This means that while parts have reached their final form, the polymerization reaction is not yet completed, and full mechanical properties are not yet achieved. Through exposure to a combination of two important ingredients, light and heat, post-curing unlocks this last mile of material properties.
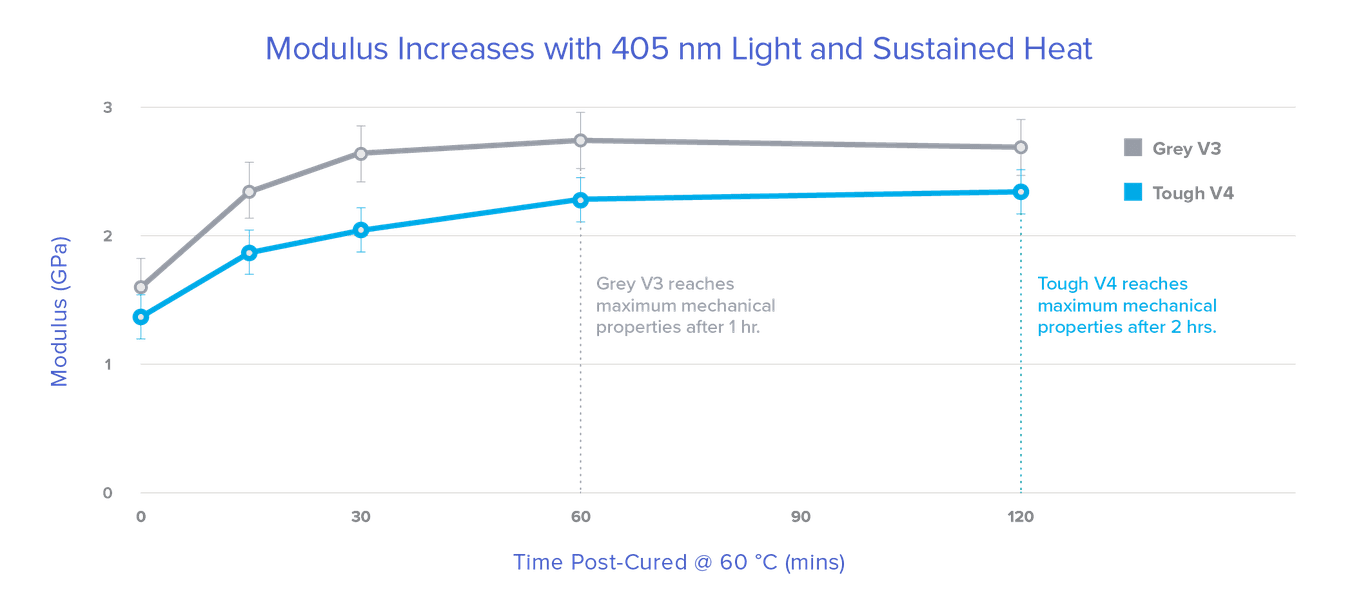
Material properties, such as modulus, are improved by post-curing printed parts. Each type of Formlabs resin requires unique post-cure settings. The data shown here is derived from internal testing and presented for illustrative purposes. Please refer to the official Formlabs data sheet with ASTM testing for more information, and stay tuned for an extensive white paper and updated data sheets for Form Cure, our post-curing solution for Formlabs SLA 3D printers.
Learn more about key mechanical properties that determine a material's behavior and their importance for specific applications.
Post-curing is required for many Formlabs resins. After post-curing, Engineering Resins reach their best functional properties and our original Castable V2 Resin burns out cleanly. Post-curing is absolutely mandatory for using biocompatible materials like some of our Dental Resins.
Post-curing is not required for Standard Resins, but increases parts’ strength and stability. Post-cured parts are also generally less tacky, which makes them easier to sand and paint.
A Guide to Post-Curing Formlabs Resins
With the launch of Form Cure, printed parts can be post-cured at precisely the correct wavelength, at different temperatures, and for varying lengths of time. In this white paper, learn how to adjust your process to save time by post-curing parts only as long as is necessary for your application.
Download White PaperThe Science of Post-Curing
We know that post-curing improves material properties–but how?
At at basic level, exposure to light triggers the formation of additional chemical bonds within a printed part, making the material stronger and stiffer.
Formlabs’ post-curing unit, Form Cure, uses 405 nm light, while many other curing devices use UV light (wavelengths between 10 nm and 400 nm). Even sunlight will post-cure parts, though exposure and effectiveness are weather-dependent.
Some post-curing chambers also employ heat. Heat accelerates the process and enables even more complete bond formation, resulting in increases in material properties impossible to achieve with light alone.
Now, let’s dive a little deeper.
A Molecular-Level Look
Inside every Formlabs resin is a continuous network of various types of polymer chains (monomers and oligomers). The resin itself is one highly cross-linked macromolecule (think: if you picked a spot anywhere on a printed part and zoomed into the molecular level, you could follow the polymer chain to any other spot in the part).
While printed resin is a continuous molecule, there are still some open reactive groups that can further cross-link the polymer network.
As more cross-links form, material properties, such as modulus and tensile strength, improve. The objective of post-curing is to link as many of these unreacted groups as possible to bring a part to its maximum material properties.
Use an interactive graphic to compare material properties in Formlabs Engineering Resins.
Step 1: Heat
Optimal post-curing starts with heat. Rising temperatures increase the energy, and therefore mobility, in the polymer network. This gives reactive groups a higher probability of finding each other and creating more connections.
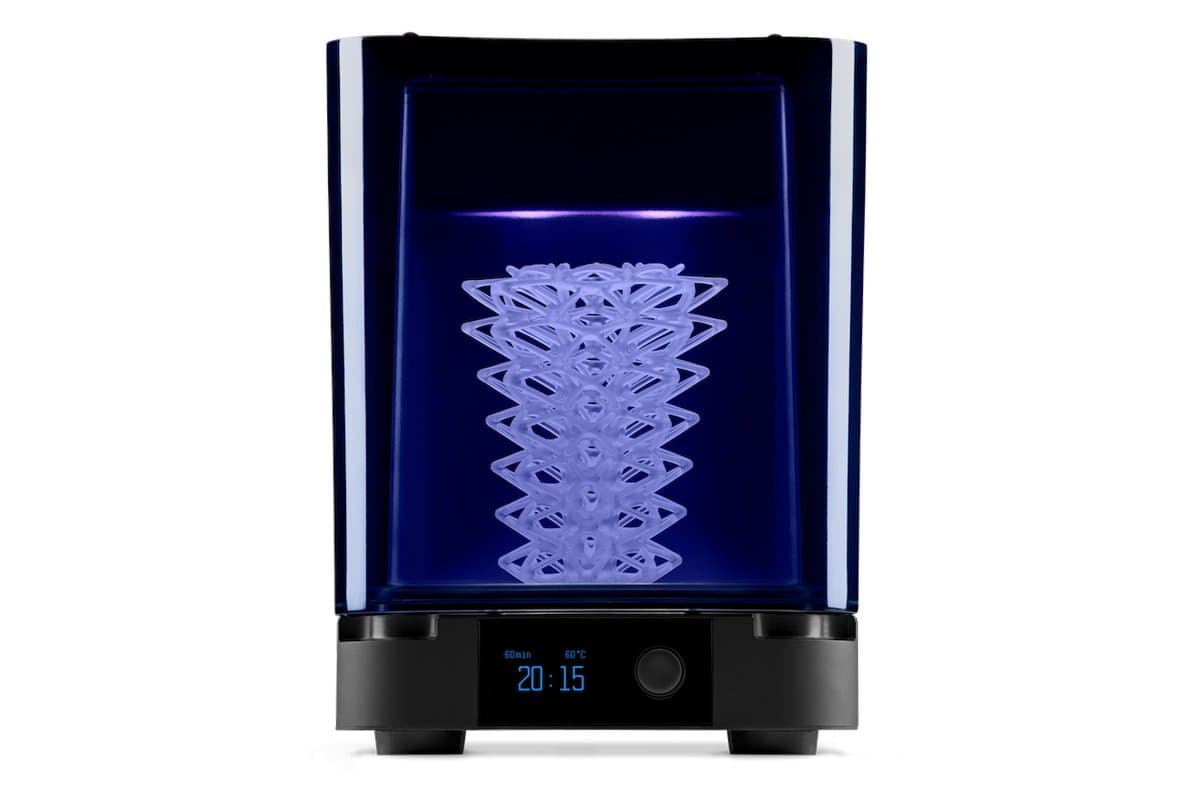
Post-curing maximizes material properties in SLA 3D printed parts through the precise combination of temperature and light. Form Cure also rotates parts to ensure uniform exposure.
Once the molecule reaches the optimum temperature, reactive groups are moving close enough to each other that they can touch. Now it’s time to introduce light.
Step 2: Light
This is where the magic happens: photons of light activate remaining photoinitiators and generate a radical, which causes bonds to form between nearby reactive groups, permanently cross-linking them together.
With each new cross-link the polymer network becomes more securely linked together and material properties improve.
As more cross-links form in the resin, the network slightly densifies, resulting in some minor shrinkage of the whole part. This is normal for any parts produced with a resin 3D printer. PreForm, Formlabs’ free print file preparation software, automatically compensates for this shrinkage to ensure your post-cured prints are dimensionally accurate to your original CAD designs. This precise calibration is especially important for dental materials that require tight tolerances.
Choosing a Post-Curing Method
Many methods for post-curing exist, from curing simply with light (natural sunlight, UV nail salons, DIY cure boxes, etc.) to using both light and heat (such as Formlabs’ own Form Cure).

To help determine which post-curing solution is best for you consider the following:
Materials used: For each resin formulation there's a certain wavelength range that works best to maximize its mechanical properties. For Formlabs materials specifically, we recommend purchasing a unit that uses 405 nm light, as Formlabs resins are uniquely engineered to work with Formlabs printers, which use 405 nm lasers in the 3D printing process.
Download our white paper to see how mechanical properties of parts printed in Formlabs resins change with post-curing.
Intended applications: For applications that require optimal dimensional accuracy, it’s important to choose a unit tuned to the specific materials you’re using. Such applications include prototyping products that need tight tolerances or dental applications that rely on precise fit (such as surgical guides or crown and bridge models). For applications where accuracy is less important, simpler curing solutions often suffice.
Size and complexity of parts: For small prints, a low-cost UV nail salon can be an effective post-curing tool. For larger, more complex parts, be sure to consider units that provide even exposure (through well-balanced light placement, a rotating turntable, etc.) to ensure uniform curing.
Materials properties can also vary with part geometry, print orientation, and print settings.
Speed: Heat speeds up and optimizes the post-curing process. If efficiency is essential, consider a unit that uses both light and heat.
Post-Curing Designed for Formlabs SLA 3D Printers
Our goal in developing a post-curing solution for our users was to simplify and optimize post-curing for Formlabs materials.
We’ve run extensive tests to determine the most effective technology, developed unique settings that work best for each resin, and designed an intuitive, automated process for hassle-free post-curing.
The result is Form Cure, a reliable, professional post-curing solution engineered to help our users get the most out of their Formlabs SLA 3D printers.
Visit our support site to see up-to-date settings recommendations for Form Cure.