
En la última década, los avances tecnológicos han convertido a la impresión 3D con resina, también conocida como fotopolimerización en tanque, en uno de los principales métodos para producir piezas impresas en 3D muy detalladas para el prototipado rápido, el utillaje rápido, los accesorios para la fabricación e incluso para piezas de uso final, gracias a su gran precisión, su alta velocidad de impresión, su amplia gama de materiales y sus propiedades mecánicas isotrópicas.
A medida que los fabricantes de impresoras 3D han introducido innovaciones en el hardware, el software y la ingeniería de materiales, han proliferado diferentes tipos de impresión 3D con resina.
Durante muchos años, los dos tipos principales de impresoras 3D de resina se definían en líneas generales como estereolitografía (SLA) y tratamiento digital de la luz (DLP). Más adelante, aparecieron variantes de estas tecnologías que se fueron diferenciando más claramente, como la impresión 3D con pantalla de cristal líquido (LCD) y la impresión 3D por estereolitografía enmascarada (MSLA).
Aunque todas estas tecnologías de impresión 3D fueron en un principio complejas y costosas, las impresoras 3D de resina compactas para el escritorio y el banco de trabajo que existen actualmente son capaces de producir piezas de calidad industrial por un precio asequible y con excelentes propiedades mecánicas y estéticas.
Esta guía tratará los detalles y las ventajas de cada tipo de impresión 3D con resina, además de hablar de sus costes y de las aplicaciones en las que podría dar mejor resultado cada tipo de impresora.

Reserva una consulta gratuita
Ponte en contacto con nuestros expertos en impresión 3D para tener una consulta personalizada y encontrar la solución adecuada para tu negocio, recibir un análisis de rentabilidad de la inversión, realizar impresiones de prueba y mucho más.
¿Qué es la impresión 3D por estereolitografía (SLA)?
Las impresoras SLA tradicionales se basaban en grandes tanques llenos de resina líquida, donde un láser ubicado encima del tanque curaba la capa superior de forma selectiva. Estos sistemas eran grandes, prohibitivamente caros y requerían infraestructuras complejas, con lo que su uso quedaba limitado a las empresas más ricas.
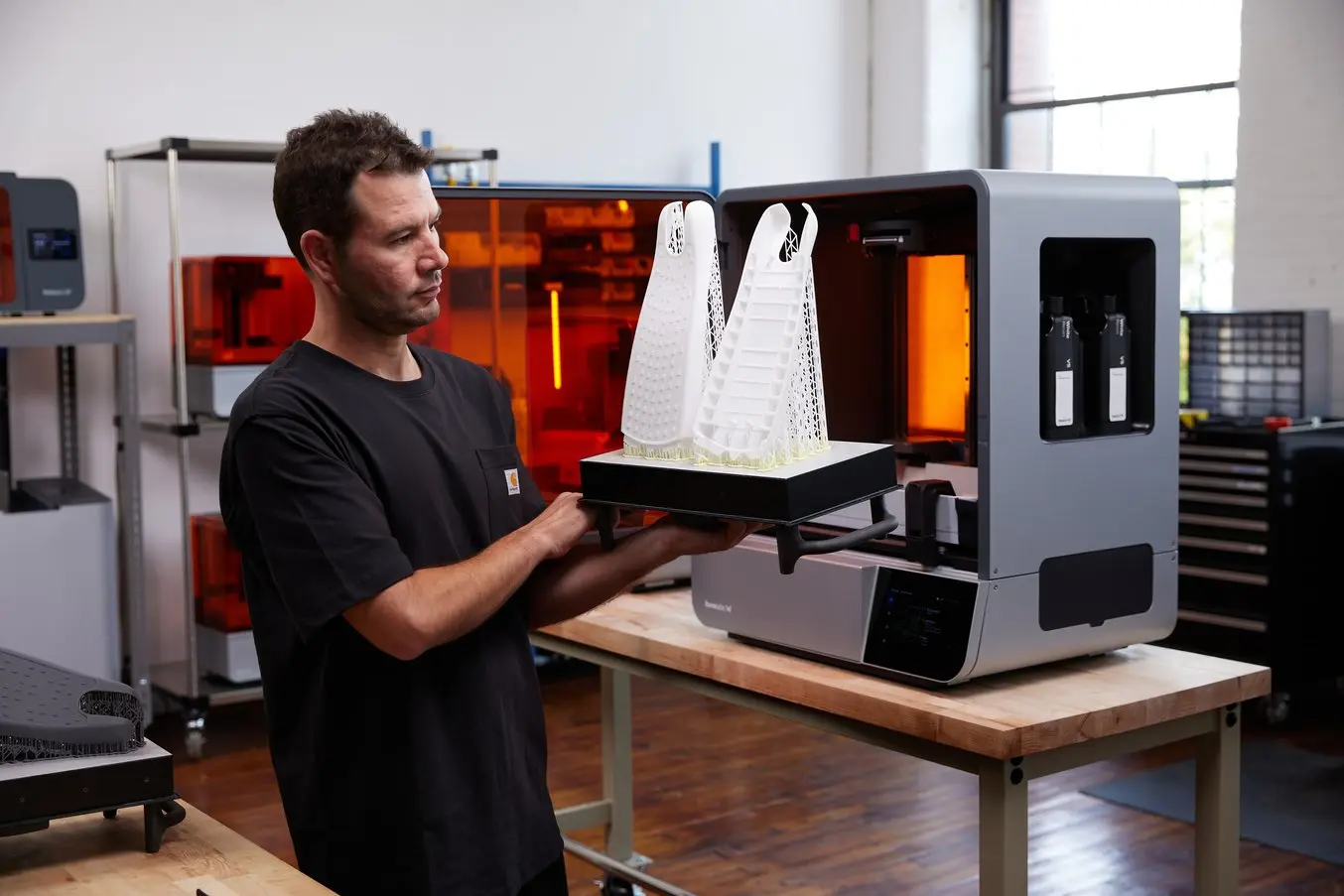
Formlabs lanzó la impresión 3D por estereolitografía invertida en 2011 con la Form 1. En el proceso de SLA invertida, una fuente de luz (un láser, en el caso de la Form 1) cura la sección transversal de la pieza a través de un tanque de resina con fondo transparente, con lo que solo tiene que estar dispensada y disponible para el curado una capa delgada de resina. Esta tecnología hace posible fabricar piezas de resina utilizando una impresora mucho más pequeña que cabe en un escritorio.
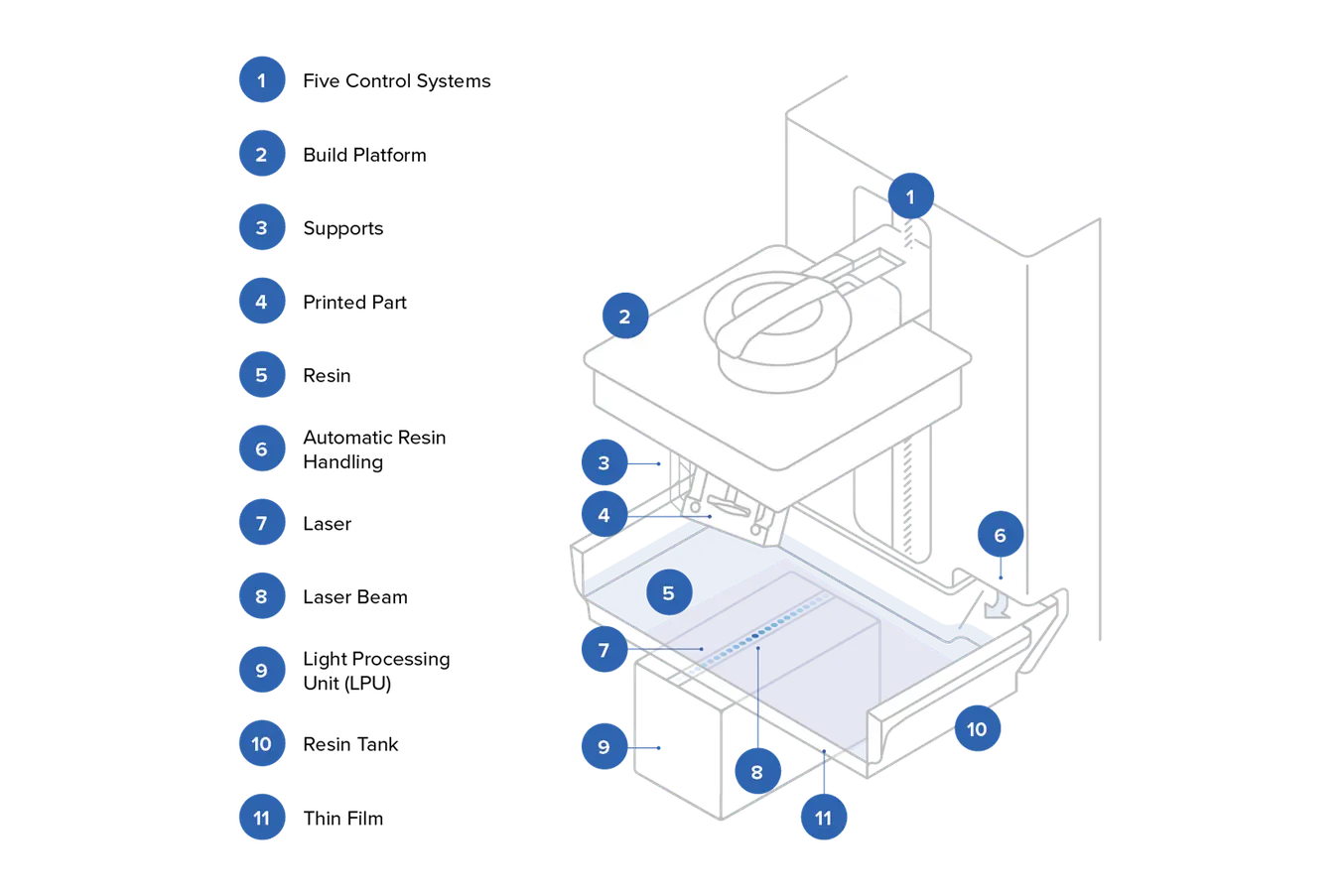
Una representación gráfica del motor de impresión Low Force Stereolithography™ (LFS), una forma avanzada de impresión 3D SLA.
Con la llegada de la Form 2 en 2015 y el posterior lanzamiento de una gama más amplia de materiales, la impresión 3D SLA se convertió en una herramienta mucho más fiable y útil para los profesionales en distintos entornos.
En 2019, Formlabs introdujo la Low Force Stereolithography (LFS) con las impresoras 3D SLA Form 3 y Form 3L, que usan un tanque de resina de fondo flexible para despegar la pieza curada de la parte inferior del tanque, reduciendo drásticamente las fuerzas que soportan las piezas durante el proceso de impresión.
Esta forma avanzada de estereolitografía produce una calidad de la superficie y una precisión de la impresión muy superiores. La reducción de las fuerzas de impresión también permitió usar estructuras de soporte de punta fina que se despegan con facilidad, hizo posible un mayor volumen de impresión y abrió posibilidades de desarrollar materiales avanzados y listos para la producción.

Guía sobre impresión 3D por estereolitografía (SLA)
¿Estás buscando una impresora 3D para fabricar tus modelos 3D en alta resolución? Descarga nuestro libro blanco para aprender cómo funciona la impresión SLA y por qué es el proceso de impresión 3D más popular para crear modelos con detalles increíbles.
¿Qué es la impresión 3D DLP?
La impresión 3D por tratamiento digital de la luz (DLP) es un proceso de impresión 3D con resina que utiliza un proyector de luz en vez de un láser para curar la resina líquida capa a capa.
La fuente de luz de las impresoras DLP proyecta la luz mediante una serie de dispositivos de microespejos dispuestos en una matriz sobre un chip semiconductor. Estos dispositivos de microespejos representan un único vóxel (o píxel 3D) de la pieza. El número de dispositivos de microespejos y el tamaño del área de impresión determinan la resolución de la pieza.
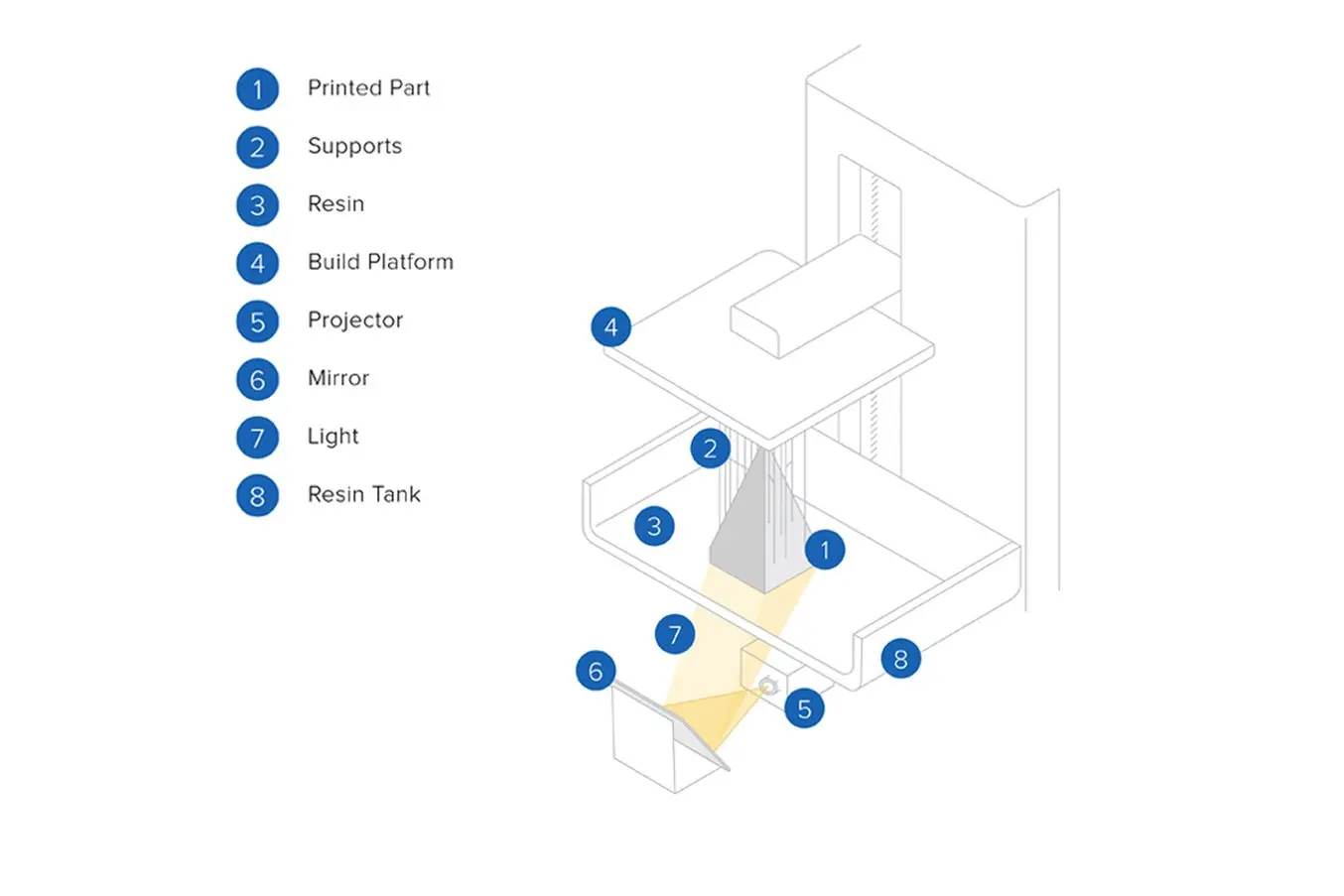
Una representación gráfica de la impresión 3D por tratamiento digital de la luz (DLP)
Ya que la luz se proyecta en un instante sobre la sección transversal completa de la pieza, cada capa se cura con mucha rapidez. Por lo tanto, las impresoras 3D DLP ofrecen una mayor velocidad de impresión en términos generales.
Del mismo modo que la impresión 3D por SLA invertida hizo posible crear unidades de escritorio en vez de impresoras tradicionales de gran tamaño, las impresoras de DLP invertido se han vuelto más asequibles y accesibles gracias a unidades de escritorio más compactas.
¿Qué es la impresión 3D MSLA (o impresión 3D LCD)?
La tecnología de impresión 3D por estereolitografía enmascarada (MSLA) denomina a cualquier proceso de fotopolimerización en el que una fuente de luz se cubre de forma selectiva, es decir, se enmascara. A menudo, se usa de forma intercambiable con la impresión 3D LCD, porque las impresoras MSLA suelen usar pantallas LCD para enmascarar la luz y curar únicamente la sección transversal deseada de la pieza. Sin embargo, la MSLA también se puede referir a otras tecnologías, ya que la impresión 3D con resina enmascarada se puede llevar a cabo con diferentes tipos de fuentes de luz o técnicas de enmascaramiento.
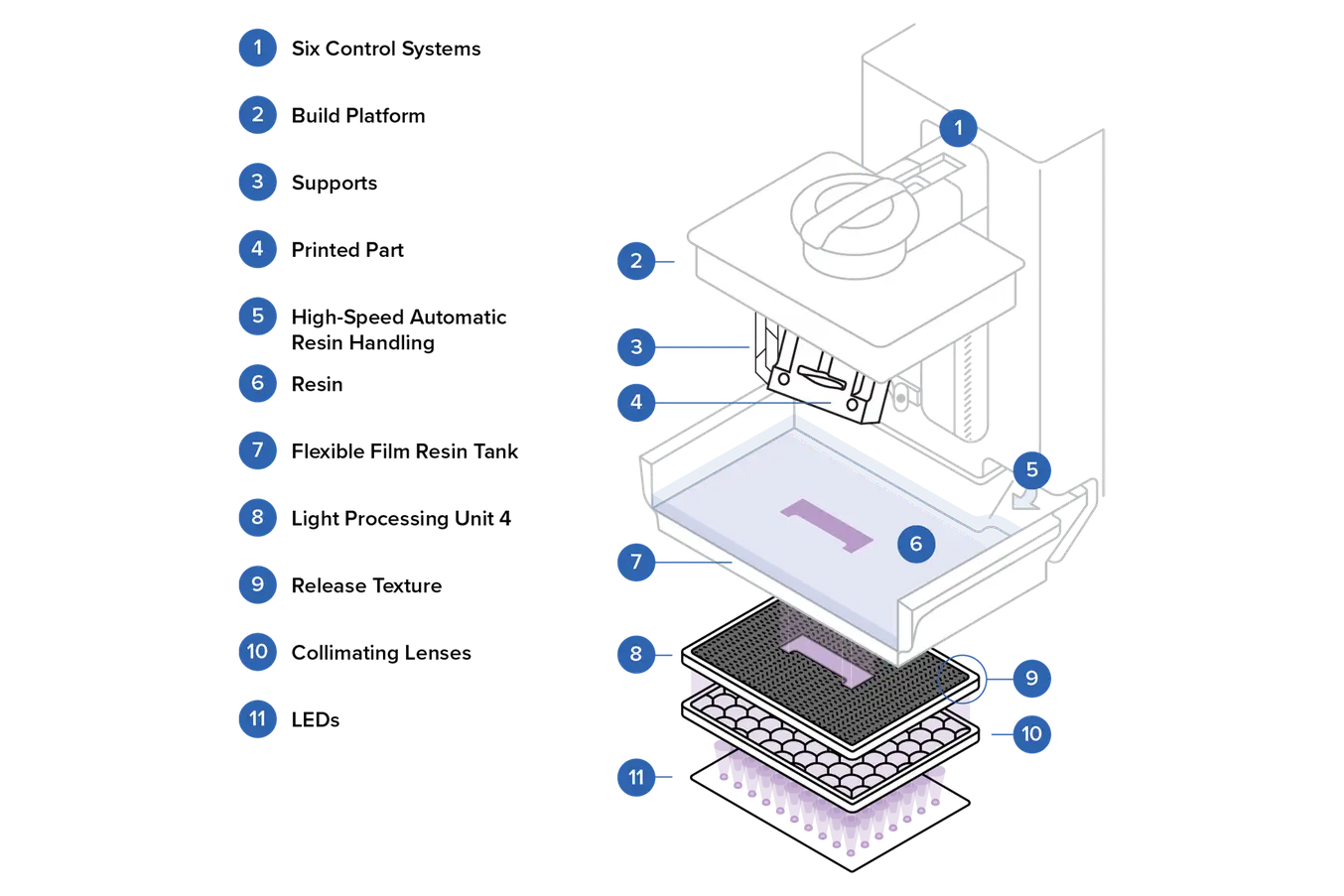
Una representación gráfica del motor de impresión Low Force Display™ (LFD), una forma avanzada de impresión 3D MSLA.
El uso de pantallas LCD en la impresión 3D con resina llegó después del desarrollo de la impresión 3D SLA y DLP basadas en láseres, y ha sido posible gracias al rápido desarrollo de las tecnologías de las pantallas por su prevalencia en otros tipos de aparatos electrónicos. Y en tiempos más recientes, ha empezado a ser posible diseñar pantallas LCD con tamaños de píxel pequeños y una alta transmisión de luz de 405 nm, la longitud de onda que se usa típicamente para curar la resina líquida.
Al proyectar luz los leds al mismo tiempo, las impresoras 3D MSLA curan cada capa de la resina de forma casi instantánea y ofrecen velocidades de impresión rápidas, comparables a las de las impresoras 3D DLP.
Cuanto más densa es la pantalla LCD, más pequeños son los píxeles y mayor será la posible resolución de la pieza. Sin embargo, los píxeles pequeños tienen un inconveniente. Una gran densidad de píxeles (con píxeles pequeños) hace que la transmisión de luz sea menor, reduciendo la potencia óptica que se aplica a la resina líquida y disminuyendo la velocidad de impresión.
El motor de impresión Low Force Display™ (LFD) de Formlabs es una forma avanzada de impresión 3D MSLA, desarrollada para la Form 4 y la Form 4L. La LFD introduce una pila de tecnologías totalmente nueva, que incluye una unidad de retroiluminación, una Light Processing Unit, una textura de liberación, una cámara integrada y mejoras significativas con actualizaciones para el tanque de película flexible, el cartucho de resina, la manipulación automática de la resina y los sistemas de control inteligente, para ofrecer la velocidad, la fiabilidad y la calidad de los resultados que necesitan los profesionales, todo en una misma impresora.
Comparación de los procesos de impresión 3D SLA, DLP y MSLA/LCD
Las impresoras 3D SLA, DLP y MSLA/LCD se basan en procesos de estereolitografía, ya que todas usan una fuente de luz para curar resina líquida. Algunas de las diferencias entre estas tecnologías de impresión 3D con resina se deben a la precisión, la resolución, la calidad y la durabilidad de esa fuente de luz, la solución de procesamiento de la luz y las otras tecnologías que las rodean. Otras diferencias como el proceso de trabajo o las aplicaciones de cada tecnología varían más de un fabricante a otro, dependiendo del software, los accesorios y los materiales disponibles para cada sistema.
Resolución
La resolución en la impresión 3D puede ser difícil de caracterizar y estandarizar entre las máquinas y los fabricantes. En el fondo, la calidad y la precisión de una impresión depende de muchos factores: el tamaño, la forma y la distribución de la potencia de la luz que cura la resina, así como las características de difusión, sangrado y polimerización de la resina. Por ejemplo, algunas resinas dispersan la luz más que otras, lo que puede provocar que se cure más resina de la cuenta y hacer que la impresión sea menos detallada.
La resolución, que se denominaba en su momento "puntos por pulgada" o PPP en las impresoras de papel y tinta, se entendía fácilmente al visualizarla como tinta cubriendo los ejes X e Y. Cuando la impresión 3D empezó a gozar de mayor aceptación, la incorporación del eje Z complicó la definición y los estándares de medición de la resolución de las impresiones 3D.
Para determinar cuál es la tecnología y el fabricante de impresión 3D que ofrecen la máxima resolución posible, se deberían considerar tanto la capacidad de trazar una pieza en los planos XY como el grosor de capa mínimo en el eje Z. Sin embargo, la capacidad de trazar específicamente el patrón deseado depende de varios factores.

Las impresoras 3D de resina tienen una resolución excelente, muy superior a la de otros procesos de impresión 3D como el de las impresoras 3D de modelado por deposición fundida (FDM). Para aplicaciones como el prototipado rápido o el moldeo, la resolución puede marcar la diferencia para obtener el éxito con un producto final o en una revisión de diseño.
La resolución de las impresoras 3D SLA basadas en láseres está determinada por cuatro factores: el diámetro del punto focal del láser, la distribución de la potencia de dicho punto focal, la precisión con la que los galvanómetros posicionan la luz en el plano XY y el grosor mínimo de capa en el eje Z.
A primera vista, el diámetro del punto focal del láser parece indicar el tamaño mínimo posible de los detalles de la impresión, pero no es así. Aunque es cierto que si toda la pieza está formada por un único punto redondo o esfera, el tamaño mínimo de los detalles sí está determinado por el punto focal del láser, ya que no puede curar algo más pequeño que él mismo. Sin embargo, una pieza que es un punto o una esfera tan pequeña no es algo realista. En las piezas realistas, el láser puede trazar formas y relieves que son más pequeños que su punto focal, ya que puede moverse en el plano XY en incrementos menores que el diámetro de ese punto focal, trazando el "exterior" de un detalle muy pequeño.
Por ejemplo, la Form 3+ tiene un diámetro del punto focal del láser de 85 micras, pero una resolución XY de 25 micras. Aquí, la resolución XY se refiere a la precisión con la que la impresora es capaz de dibujar en el plano XY (horizontal).
La resolución de las impresoras 3D DLP está determinada por el tamaño de los píxeles (mediciones tanto en X como en Y), la potencia y la uniformidad de la luz, el uso de antialiasing y el grosor mínimo de capa en el eje Z, de forma similar a lo que ocurre con las impresoras SLA basadas en láseres.
Cuanto más pequeño sea el tamaño de los píxeles, mayor será la resolución, de forma parecida a lo que ocurre con tecnologías para televisores o dispositivos electrónicos portátiles. En la impresión 3D DLP, la resolución XY se define mediante el tamaño de los píxeles, que son la unidad más pequeña que el proyector puede reproducir en una única capa. Esto depende de la resolución del proyector y de su distancia respecto a la ventana óptica. La resolución más común es full HD (1080p). Por consiguiente, la mayoría de las impresoras 3D DLP de sobremesa tienen una resolución XY fija, que, por lo general, es de entre 35 y 100 micras.
La resolución de las impresoras 3D DLP disminuye a medida que crece el volumen de impresión, ya que no existen proyectores con un número significativamente mayor de píxeles. Por lo tanto, los fabricantes tienen que aumentar la distancia respecto a la fuente de luz con el mismo número de píxeles, lo que reduce la resolución y la calidad de impresión.
La resolución de las impresoras 3D MSLA está determinada por el tamaño de los píxeles de la pantalla LCD, la colimación y la uniformidad de la fuente de luz, el uso de antialising y el grosor mínimo de capa en el eje Z.
De forma similar a las impresoras 3D DLP, cuanto más pequeño sea el píxel, mayor será la resolución. Sin embargo, que los píxeles sean más pequeños es solo uno de los factores. Las impresoras MSLA deben tener luz muy colimada (es decir, los rayos deben ser paralelos) que no se disperse al pasar a través de un píxel en la pantalla LCD. La luz también debe ser extremadamente uniforme para que la resina se cure con la misma potencia óptica a través de todos los píxeles de la pantalla LCD.
Por suerte, el grosor mínimo de capa en el eje Z es menos complicado, ya que la mayoría de las impresoras 3D de resina tienen una altura de capa estándar de entre 25 y 200 micras. En el caso de las impresoras 3D de resina invertidas, el grosor de capa está determinado por la profundidad vertical de la resina apretada entre la base de impresión y el fondo del tanque de resina, es decir, la altura de la resina curada en cada capa.
En resumen: ¿importa realmente la resolución en la impresión 3D con resina? La respuesta es que sí, pero la resolución no suele ser más que una medición cosmética. Ofrece una idea aproximada, pero no tiene por qué tener una correlación directa con la fiabilidad, la precisión y la calidad de impresión. Una mayor resolución (píxeles o un diámetro del punto focal del láser más pequeños en la dimensión XY y capas más pequeñas en la dimensión Z) también conlleva por lo general concesiones importantes en cuanto a la velocidad o incluso a la fiabilidad (ya que más capas pueden introducir más posibilidades de error).
Para ver ejemplos reales, lee nuestro estudio que evalúa el rendimiento de las impresoras 3D SLA y MSLA con diferentes resoluciones en cuanto al acabado de la superficie de sus impresiones, su precisión dimensional y el tamaño mínimo de los detalles que imprimen.
Precisión y fiabilidad dimensional
Al ser la impresión 3D un proceso aditivo, cada capa trae consigo una oportunidad de que se produzca una imprecisión dimensional. A medida que se forma cada capa, se pueden ir acumulando desviaciones minúsculas respecto a la forma deseada de la sección transversal de la pieza, afectando a su precisión general. La precisión depende de muchos factores diferentes: el tipo de proceso de impresión 3D, el diseño del hardware, las propiedades de la resina, los ajustes de impresión y el proceso de trabajo del posacabado. En general, las impresoras 3D de resina son los procesos de impresión 3D más precisos y fiables. Las diferencias de precisión y fidelidad dependen en mayor medida de los modelos y fabricantes que de la tecnología.
En la impresión 3D con resina, el primer gran factor que afecta a la precisión es el rendimiento óptico de la impresora; específicamente, el tamaño, la forma y la uniformidad de la luz que cura la resina. Las impresoras 3D profesionales basadas en láseres, como la Form 3+ y la Form 3B+, utilizan galvanómetros de alta calidad y calibraciones exhaustivas para garantizar que la luz del láser golpee la resina exactamente en el lugar previsto y que siga la trayectoria del láser sin desviarse.
La precisión de las impresoras 3D DLP se ve afectada por la resolución y la potencia del proyector de luz y la calidad y la calibración de los dispositivos de microespejos. Las impresoras DLP a menudo están limitadas en su precisión por la distorsión de los píxeles en los bordes de la impresión donde los dispositivos de microespejos tienen que proyectar la luz más lejos de su fuente.
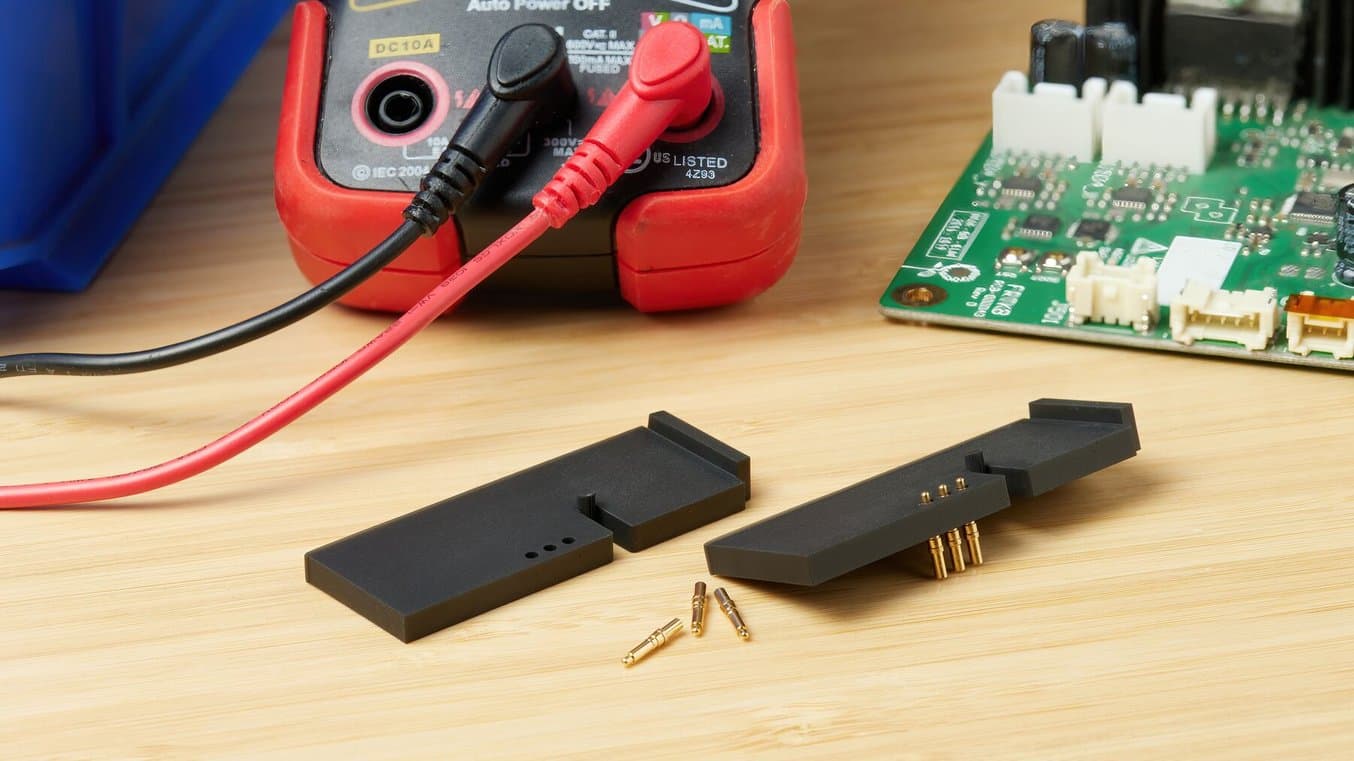
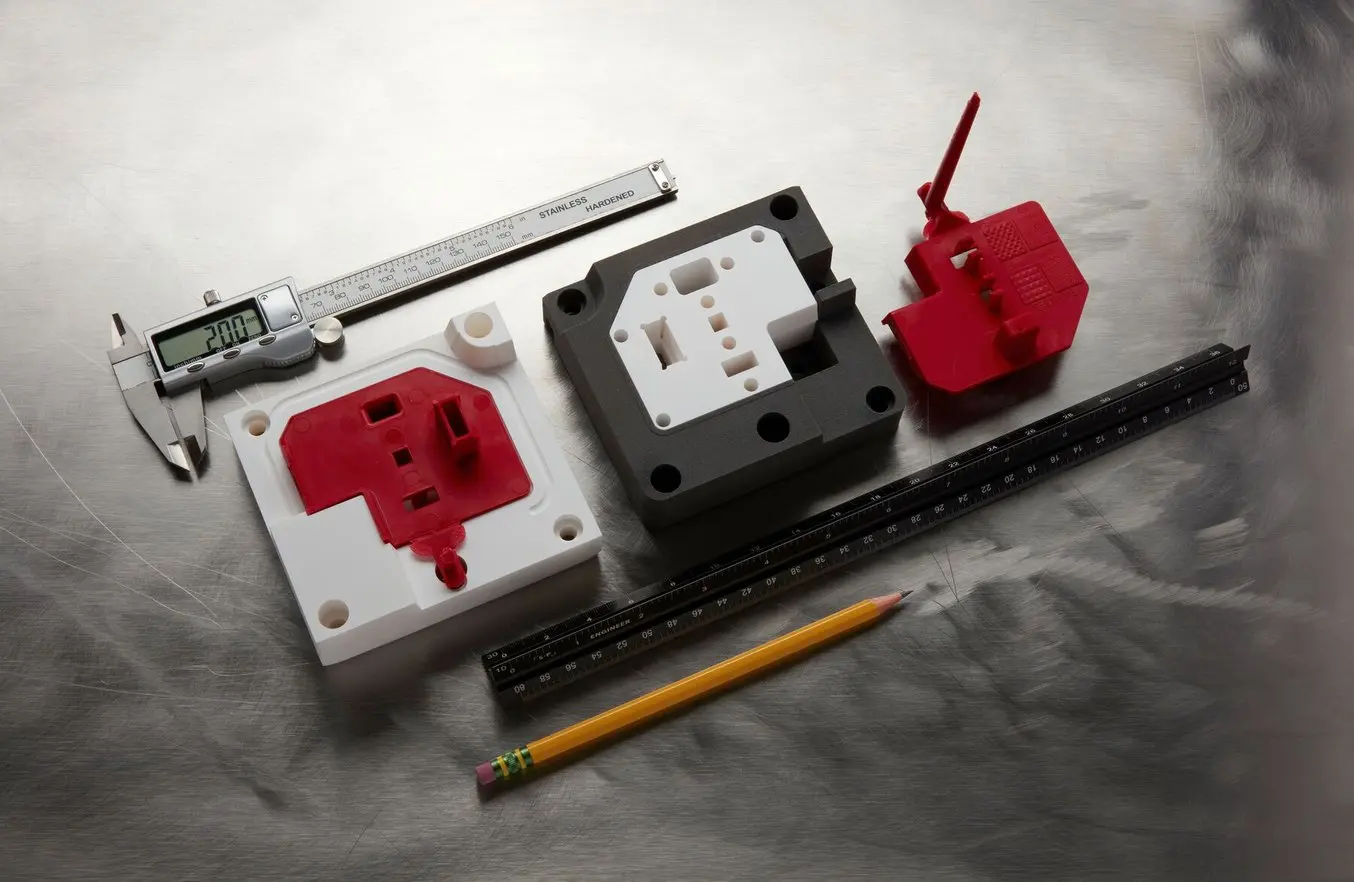
La fidelidad y la precisión dimensional son importantes para las piezas impresas en 3D que formarán parte de conjuntos con otras piezas o que necesitarán elementos de inserción como estos agujeros para un conjunto de placa de circuito.
La precisión de las impresoras 3D LCD y MSLA se ve afectada por la uniformidad y la colimación de la fuente de luz, así como por el tamaño de los píxeles y la calidad de la pantalla LCD. La mayoría de las impresoras tienen lentes sobre sus fuentes de luz, pero la mayoría de ellas son muy básicas y pueden llevar a que la luz no sea uniforme, a puntos oscuros o a distorsiones, creando impresiones imprecisas. La calidad de la pantalla LCD también es crucial, ya que una mayor calidad hace que la pantalla LCD responda a la programación del software que le indica dónde cubrir la luz y dónde dejarla pasar.
La Light Processing Unit 4 (LPU 4) incluye una pantalla LCD hecha a medida con un tamaño de píxeles de 50 μm y antialiasing preconfigurado para obtener una precisión dimensional excelente. La unidad de retroiluminación de la Form 4 genera una proyección de área uniforme de muy gran potencia usando 60 luces led, un conjunto de lentes planoconvexas y un deflector óptico que crean una luz muy colimada y uniforme, incluso a una potencia alta.
El segundo gran factor que afecta a la precisión son las fuerzas que soporta una pieza durante la impresión. Todas las impresoras de resina invertidas tienen dos tipos de fuerzas de impresión. Las fuerzas de separación de capa se dan durante el proceso en el que se despega cada capa, a medida que la base de impresión se alza y la capa curada se separa del tanque de resina antes de iniciar una capa nueva. Las fuerzas de contacto o presión tienen lugar en cada capa cuando la base de impresión desciende y aprieta la impresión contra la piscina de resina líquida. Estas fuerzas pueden hacer que las capas se desplacen y se deformen, lo que acaba llevando a una menor precisión dimensional.
Algunas impresoras usan un tanque de resina con película flexible que se separa con suavidad de las capas curadas y minimiza las fuerzas de separación de capa. Aunque estos tanques reducen las fuerzas de separación, tienen dos problemas importantes. Utilizan una película no resistente que es fácil de dañar y que se debe reemplazar con frecuencia. También son propensos a crear fuerzas de succión, que hacen que la película flexible se adhiera a la pantalla LCD y provoca un aumento de las fuerzas de separación.
La Form 4 y la Form 4L, impresoras MSLA profesionales, utilizan un tanque con película flexible de doble capa que minimiza las fuerzas de separación de capa y es extremadamente resistente a los daños. La Form 4 y la Form 4L también incluyen una película óptica microtexturizada patentada, llamada "textura de liberación", que proporciona flujo de aire entre el tanque de resina y la pantalla LCD, evitando las fuerzas de succión y aumentando la precisión.
La textura de liberación de las impresoras 3D MSLA Form 4 proporciona flujo de aire entre el tanque de resina y la pantalla LCD, evitando las fuerzas de succión y aumentando la precisión.
El último gran factor que afecta a la precisión son las propiedades de la resina líquida dentro de la impresora. El proceso de curar la resina líquida depende de muchas variables, como la temperatura, la homogeneidad, la dispersión y la viscosidad de la resina, entre otras. Pequeños cambios en estas variables pueden hacer que se cure más o menos resina, lo que puede provocar una desviación de cientos de micrómetros en el tamaño o la forma de las capas curadas. La mayoría de las impresoras 3D de resina no controlan estas variables, lo que produce cambios frecuentes e impredecibles en la precisión dimensional.
La Form 4 y la Form 4L abordan este problema de varias formas. En primer lugar, controlan al detalle la temperatura y la homogeneidad de la resina líquida usando calentadores de precisión, una detección de la temperatura mediante infrarrojos y un mezclador de resina de alta velocidad. Formlabs también desarrolla y fabrica sus propios materiales y controla estrictamente las propiedades de reactividad, viscosidad y dispersión de todos los materiales. Además, la Form 4 y la Form 4L usan un software de visor de capas avanzado, calibraciones del hardware de la impresora y ajustes de impresión validados para compensar automáticamente las propiedades de los distintos materiales.
Una vez más, la precisión y la fidelidad de la impresora 3D no dependen únicamente de la tecnología, sino también del diseño exacto del hardware, las propiedades de la resina líquida, los ajustes de impresión, las calibraciones y el proceso de trabajo para el posacabado.

Guía de diseño de la serie Form 4
Una buena impresión en 3D comienza con un modelo bien diseñado. Sigue nuestras buenas prácticas para optimizar tus diseños y reducir la probabilidad de error.
Volumen de impresión
Antes de la aparición de la impresión 3D SLA invertida, las impresoras 3D de resina tenían grandes volúmenes de impresión y resultaban muy caras. La impresión 3D con resina invertida hizo que la tecnología fuera más accesible, pero con frecuencia estas máquinas eran mucho más pequeñas, ya que habría sido extremadamente difícil imprimir con éxito volúmenes grandes debido a las altas fuerzas de separación de capa.
Ahora, la combinación de la SLA invertida (que permite usar solo la cantidad justa y necesaria de resina en vez de tener grandes tanques llenos de ella) y las nuevas tecnologías de separación hace posible imprimir volúmenes de impresión mayores sin gastar más de 100 000 € en un sistema tradicional de impresión 3D con resina de gran formato. Para sectores como el de los bienes de consumo, el diseño de productos y la sanidad, las impresoras de resina de gran formato son una solución ideal y posibilitan aplicaciones como imprimir piezas a escala real.
Quien quiera evaluar cuál es el mejor tamaño de las impresoras de resina para sus necesidades debería considerar antes la aplicación que va a darles. Hay tres categorías principales de productos para las impresoras de resina basadas en láseres: sistemas para el escritorio, para el banco de trabajo e industriales.

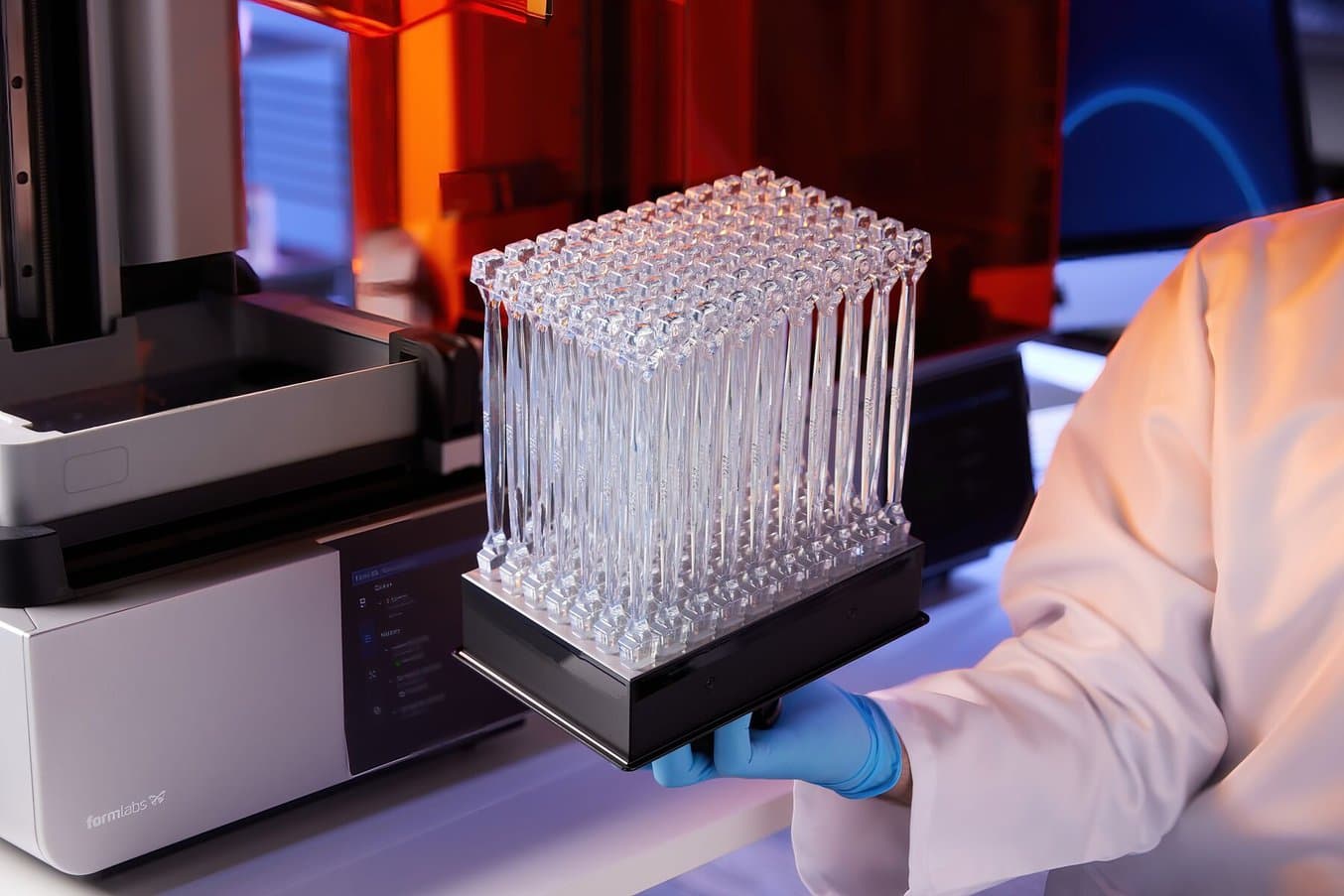
Las impresoras 3D de resina para el banco de trabajo como la Form 4L ofrecen una combinación de impresiones a escala real con la precisión dimensional, la gama de propiedades de los materiales y el acabado de la superficie de la impresión 3D de resina.
Los sistemas de tamaño industrial eran más comunes en décadas anteriores para las grandes corporaciones que podían permitirse tanto el coste elevado de su compra y mantenimiento como el mayor espacio y los requisitos de infraestructura de la impresión por estereolitografía de arriba abajo.
Las impresoras 3D de resina con un tamaño pensado para el escritorio pasaron a ser posibles gracias a la invención de la impresión 3D SLA invertida, y a medida que más fabricantes adoptaron la tecnología, las impresoras pequeñas con un espacio de impresión cuboidal de 10-20 cm en cada dirección se convirtieron en la norma. Por ejemplo, la Form 3+ de Formlabs ofrece un volumen de impresión de 14,5 × 14,5 × 19,3 cm, mientras que la Form 4 ofrece un volumen de impresión un 30 % mayor con 20,0 × 12,5 × 21,0 cm.
De forma similar, la impresión 3D con resina para el banco de trabajo se ha vuelto posible gracias a la combinación de la tecnología SLA invertida y la mejora de las técnicas de separación de capa. Las impresoras 3D para el banco de trabajo como la Form 4L, que ofrece un volumen de impresión de 33,5 x 19,6 x 35,0 cm, tienen la capacidad de realizar un prototipado rápido de productos de consumo a escala real, así como de crear productos de uso final imprimiéndolos directamente en 3D o usando utillaje rápido impreso en 3D.
Con las impresoras 3D DLP, aumentar la resolución supone sacrificar parte del volumen de impresión. La resolución depende del proyector, que determina cuántos píxeles/vóxeles están disponibles. Si se acerca el proyector a la ventana óptica, los píxeles se vuelven más pequeños, lo que aumenta la resolución, pero limita el área de impresión disponible. Algunos fabricantes usan proyectores 4K u 8K de mayor resolución, pero son muy caros e inflan los costes del producto final.
La mayoría de las impresoras DLP de gran formato sigue usando una tecnología de arriba abajo en vez de una invertida, lo que requiere disponer de grandes cantidades de resina al mismo tiempo. Por lo tanto, las impresoras 3D DLP de escritorio de pequeño formato suelen estar optimizadas para casos de uso específicos. Tienen un volumen de impresión menor y ofrecen una alta resolución para producir piezas pequeñas y detalladas como joyas, mientras que otras pueden producir piezas mayores, pero a una resolución menor.
Ya que las impresoras 3D LCD se basan en un conjunto de leds y una pantalla LCD de enmascaramiento con un tamaño similar, las ventajas de precisión y fidelidad se mantienen iguales a medida que crece el volumen de impresión. Una impresora 3D de resina LCD o MSLA de gran formato tendrá la misma precisión que una versión más pequeña, siempre que utilicen una pantalla LCD con el mismo tamaño de píxeles y una fuente de luz led con la misma uniformidad y colimación.
Sin embargo, a diferencia de las impresoras 3D SLA basadas en láseres, esto aumenta ligeramente el coste por cada led que se añade y cada centímetro cuadrado de pantalla LCD que se añade. Una impresora de resina basada en láseres puede usar el mismo láser para cualquier tamaño de volumen de impresión, porque sus galvanómetros pueden simplemente dirigir su trayectoria a lugares más lejanos de la base de impresión cuando la impresión es más grande. No obstante, en aras de la velocidad de impresión, muchas impresoras de resina de gran formato basadas en láseres, como la Form 3L, añaden una segunda unidad láser, lo que aumenta el precio de forma similar a cómo podrían hacerlo un conjunto led y una pantalla LCD más grandes.
Acabado de la superficie
Las impresoras 3D de resina son conocidas por crear piezas con acabados de la superficie lisos que requieren un posacabado mínimo para conseguir el aspecto de los plásticos moldeados por inyección. La impresión 3D con resina, independientemente de si usa un proyecto, una serie de leds o láseres, puede curar la resina líquida con un acabado de la superficie mucho mejor que el del filamento que extruye una impresora FDM. En función del diseño, todas las impresoras de resina y FDM podrían necesitar imprimir las piezas con soportes, lo que puede dejar puntos de contacto o defectos en la superficie que pueden necesitar un ligero lijado o corte.

El acabado de la superficie que se puede crear con la Form 4L hace que crear prototipos a escala real sea más realista. Por ejemplo, este prototipo de volante tiene integrada en su modelo 3D la textura de lo que será una funda de tela de uso final.
Las capas que crean las impresoras 3D de resina están unidas entre sí de forma tanto química como física en el eje Z, así que la diferenciación entre capas verticales es muy difícil de detectar y genera un aspecto más liso.
Con los materiales transparentes, como la Clear Resin, esta superficie lisa se traduce en una mejor transparencia de las piezas impresas, por lo que se trata de una tecnología ideal para piezas que requieren translucidez o mostrar detalles internos.

Las superficies lisas permiten que la transparencia sea casi completa. En los moldes de dos piezas, esta transparencia facilita observar el proceso de moldeo y resolver sus problemas a medida que ocurren.
Las impresoras 3D basadas en láseres como la Form 3+ y la Form 3L son populares por las superficies casi perfectamente lisas que producen. Dado que el punto focal de un láser es redondo, los bordes curvados son verdaderamente redondeados y el aspecto general de las impresiones es muy liso.
Las impresoras 3D DLP y LCD también tienen por lo general acabados de la superficie increíblemente lisos y requieren muy poco lijado o pulido para parecerse a los plásticos moldeados por inyección. Sin embargo, tanto las impresoras DLP como LCD proyectan la luz a través de vóxeles o píxeles, que son rectangulares. Antes, estos vóxeles provocaban un defecto de "escalonado" o "aliasing" en los ejes X e Y, conocido típicamente como líneas de vóxeles o píxeles.
Recientemente, las impresoras DLP y LCD han empezado a usar proyectores de alta resolución o pantallas LCD con píxeles muy pequeños, además de técnicas de antialiasing en la que ciertos píxeles están parcialmente encendidos. Por lo tanto, las impresoras 3D DLP y LCD modernas ofrecen un acabado de la superficie que es prácticamente indistinguible del que producen las impresoras SLA basadas en láseres.

Solicita una pieza de muestra gratuita
Experimenta la calidad de Formlabs de primera mano. Enviaremos una pieza de muestra impresa en 3D de manera gratuita a tu oficina.
Velocidad y rendimiento
A medida que más empresas recurren a la impresión 3D para la producción y para iteraciones rápidas, la velocidad de impresión se convierte en un factor más importante a la hora de elegir una tecnología. La impresora 3D adecuada será una que produzca piezas de alta calidad con rapidez, sin sacrificar la precisión, la fiabilidad o el rendimiento de los materiales. Los procesos FDM y SLS han mejorado significativamente su velocidad de impresión, pero las impresoras 3D de resina se han vuelto incluso más rápidas que ellas, lo que las convierte en el proceso de fabricación aditiva más rápido. Los nuevos motores de impresión como los LFD van incluso más allá y pueden producir la mayoría de las piezas en solo unas pocas horas, o piezas pequeñas en ciclos de solo minutos.
En el caso de las piezas pequeñas, la velocidad de las impresoras de resina es comparable a la de las impresoras 3D DLP y LCD, ya que cuando el láser no tiene que cubrir un área grande para curar la resina, puede completar cada capa con rapidez. Sin embargo, en el caso de las piezas de tamaño mediano a grande o en la producción por lotes, las impresoras 3D basadas en láseres pueden ser considerablemente más lentas que sus homólogas DLP o MSLA.
Las impresoras DLP han sido populares en ámbitos en los que imprimir con rapidez afecta a los beneficios, como los laboratorios dentales. No obstante, son más propensas a que se produzca una distorsión óptica en el área de impresión y a que haga falta una calibración avanzada para una gran precisión. También suelen ser más caras que las impresoras 3D LCD ofreciendo un rendimiento parecido.
La tecnología MSLA avanzada, como la Form 4 y la Form 4L, ofrece la solución de impresión 3D más rápida y más fiable en general. Curar cada capa de una vez es el principal factor detrás de esa velocidad, pero otros factores que ofrece la Form 4, como el tanque de resina con película flexible de doble capa, la textura de liberación, el llenado de resina automatizado a alta velocidad y el calentamiento de resina rápido, también reducen el tiempo de impresión total.
La Form 4 puede terminar una impresión completamente llena en 2-5 horas, en función del material. La productividad posible con un parque de impresoras 3D asequibles, rápidas y fáciles de usar como la Form 4 puede igualar los resultados de procesos tradicionales como el moldeo por inyección.
A la hora de tener en cuenta las impresoras MSLA para la producción, la calidad y la fiabilidad de los componentes son consideraciones importantes. La mayoría de las impresoras LCD tienen la reputación de tener una vida útil corta, ya que las pantallas LCD genéricas no están hechas para el tipo de condiciones que se dan en las impresoras 3D. La LPU es un componente de larga duración, que debería durar al menos un año con un uso medio. En una situación de producción de gran volumen, esa vida útil puede acercarse más a los tres meses.
Escalar la productividad es fácil con las impresoras 3D de resina para el escritorio. Su tamaño accesible simplifica el proceso de añadir más unidades y escalar para producir más piezas. Algunas unidades también incluyen opciones para añadir automatización. Las impresoras de resina de Formlabs ofrecen herramientas avanzadas para simplificar el proceso de trabajo, como la Form Auto de la Form 3/B/+, que automatiza la extracción de las piezas para hacer posible una impresión 24/7. Las herramientas de automatización como el ecosistema de automatización de Formlabs reducen el número de interacciones necesarias para el proceso de impresión, simplificando procesos de trabajo en los que hay que imprimir objetos similares (como modelos dentales o de ortodoncia) de forma casi continua.

Comparación de velocidad de impresión: Mando para videojuegos
| Impresión 3D FDM | Impresión 3D SLA | Impresión 3D SLS | |
|---|---|---|---|
| 1 conjunto (3 piezas) | 10 h 32 min | 2 h 36 min | 3 h 52 min de impresión (6 h 52 min de enfriamiento) |
| 5 conjuntos (15 piezas) | 52 h 40 min | 13 h | 9 h 38 min de impresión (13 h 47 min de enfriamiento) |
Impresoras y parámetros de impresión que se han comparado:
- Impresora 3D FDM: Bambu Lab X1, PLA Basic, altura de capa de 120 micras, 15 % de densidad de relleno
- Impresora 3D SLA: Form 4, Grey Resin, altura de capa de 100 micras
- Impresora 3D SLS: Fuse 1+ 30W, Nylon 12 Powder, altura de capa de 110 micras

Comparación de velocidad de impresión: Conector eléctrico
| Impresión 3D FDM | Impresión 3D SLA | Impresión 3D SLS | |
|---|---|---|---|
| 1 conjunto (2 piezas) | 2 h 38 min | 1 h 3 min | 3 h 30 min de impresión (6 h 27 min de enfriamiento) |
| 50 conjuntos (100 piezas) | 84 h | 13 h 2 min | 12 h 59 min de impresión (13 h 49 min de enfriamiento) |
Impresoras y parámetros de impresión que se han comparado:
- Impresora 3D FDM: Bambu Lab X1, PLA Basic, altura de capa de 120 micras, 15 % de densidad de relleno
- Impresora 3D SLA: Form 4, Grey Resin, altura de capa de 100 micras
- Impresora 3D SLS: Fuse 1+ 30W, Nylon 12 Powder, altura de capa de 110 micras

Comparación de velocidad de impresión: Prototipo de asiento de Radio Flyer
| Impresión 3D FDM | Impresión 3D SLA | |
|---|---|---|
| 1 prototipo | 42 h 3 min | 2 h 37 min |
Impresoras y parámetros de impresión que se han comparado:
- Impresora 3D FDM: Ultimaker S7, PLA, altura de capa de 100 micras, 20 % de densidad de relleno
- Impresora 3D SLA: Form 4, Fast Model Resin, altura de capa de 200 micras
¿Quieres comprobar la velocidad de impresión de tus propias piezas? Descarga PreForm, el software gratuito de preparación de impresiones de Formlabs, para calcular los tiempos de impresión cuando uses impresoras 3D SLA y SLS de Formlabs.
Proceso de trabajo y facilidad de uso
Diferentes fabricantes ofrecen diversas soluciones para el proceso de trabajo con las que facilitar la impresión 3D de resina.
Algunas impresoras vienen con software propio para preparar los modelos 3D para la impresión, como PreForm en el caso de las impresoras 3D SLA de Formlabs, mientras que otros fabricantes pueden requerir que el usuario compre por su cuenta software con el que orientar las piezas, crear estructuras de soporte, dividir los modelos en capas y cargar los archivos. Las características difieren de un software a otro. Por ejemplo, PreForm ofrece configuración de la impresión en un clic, controles manuales que permiten optimizar la densidad y el tamaño de los soportes, grosor de capa adaptativo o funciones para ahorrar en materiales y tiempo. Por suerte, el software puede ser fácil de descargar y probar antes de comprar una impresora 3D.
Empezar a imprimir en 3D con resina puede ser muy fácil, ya que muchas impresoras 3D, sobre todo las unidades con un tamaño de escritorio, están diseñadas para desembalarlas en cuestión de minutos y empezar a imprimir casi inmediatamente. Partes del proceso como la interfaz de usuario y los sensores que hay dentro de la impresora no solo simplifican la primera impresión, sino también realizar un mantenimiento continuo.
Algunas impresoras 3D de menor coste requieren más pasos de calibración para asegurar que el material se imprimirá con éxito y con el grosor de capa seleccionado. Estos pasos pueden incluir verter la resina manualmente, elegir los ajustes de impresión (sin la ventaja de un proceso de trabajo validado y repetible) y ajustar la configuración de impresión para conseguir que la impresión tenga éxito.

Una experiencia de usuario mejorada en la Form 4 incluye una pantalla táctil que es más fácil de leer y con la que es más fácil interactuar.
La pantalla táctil mejorada de la Form 4 y la Form 4L, sus sistemas de control inteligente y su dispensación de resina automática y rápida ofrecen a los usuarios un proceso de trabajo fluido que pueden configurar con la tranquilidad de que pueden dejar trabajar a la máquina y centrarse en sus tareas de diseño y ensayo mientras la Form 4/L produce las piezas. El sistema de cartuchos avanzado vuelve a llenar automáticamente el tanque de resina líquida, con lo que se requiere menos atención y se facilitan las impresiones nocturnas. Las configuraciones de materiales validadas para múltiples grosores de capa aportan tranquilidad a los usuarios, que pueden elegir un material y un grosor de capa sabiendo que se han probado de forma exhaustiva y que la impresora completará la pieza con éxito.
Otro factor importante que hay que tener en cuenta a la hora de elegir un sistema de impresión 3D es el proceso de trabajo posterior a la impresión. Cuando la impresión esté terminada, habrá que lavar la pieza, posiblemente poscurarla y después posacabarla, sea mediante una simple eliminación de los soportes o mediante un método de posacabado más avanzado. Las fuerzas de separación de capa más leves que ofrecen la Form 4 hacen posible usar soportes con puntos de contacto pequeños que los hacen fáciles de retirar. Estos soportes de punta fina permiten que los tiempos de posacabado sean más rápidos y que el proceso de trabajo sea más fácil.
Diferentes fabricantes ofrecen diversas soluciones, como el proceso de trabajo integral de Formlabs que agita automáticamente el alcohol isopropílico en la Form Wash, ajustes de poscurado preprogramados para más de 40 materiales en la Form Cure y las Finishing Tools, un juego de herramientas de acabado avanzadas con las que pulir, abrillantar y preparar las piezas para su uso.
Pruebas independientes de la fiabilidad de la Form 4 y otras impresoras 3D de resina
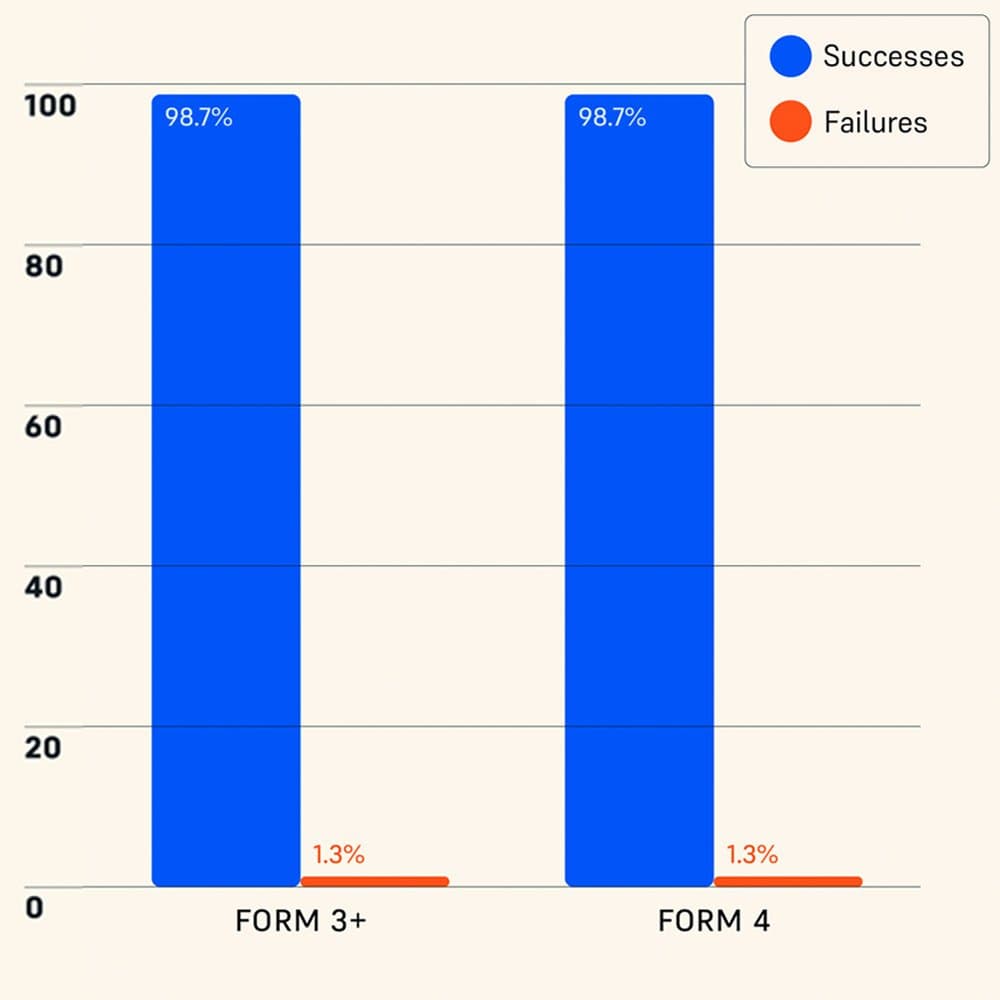
La Form 4 de Formlabs obtuvo un índice de éxito de la impresión del 98,7 %, según las mediciones de una entidad independiente, líder mundial en ensayo de productos. Lee una descripción completa de la metodología de ensayo y consulta los resultados en nuestro libro blanco.
Materiales y aplicaciones
En lo que respecta a cambiar de un material a otro con facilidad, la mayoría de las impresoras de resina son de "enchufar y usar", con bases de impresión y tanques de resina fácilmente intercambiables. Como ocurre con la precisión y la fiabilidad, los materiales disponibles cambian más de una máquina a otra que de una tecnología a otra. Muchos fabricantes elaboran sus propias resinas, pero otros muchos no lo hacen, prefiriendo integrar en sus procesos materiales de otros fabricantes o simplemente ofrecer un sistema abierto capaz de aceptar muchos tipos diferentes de resinas.
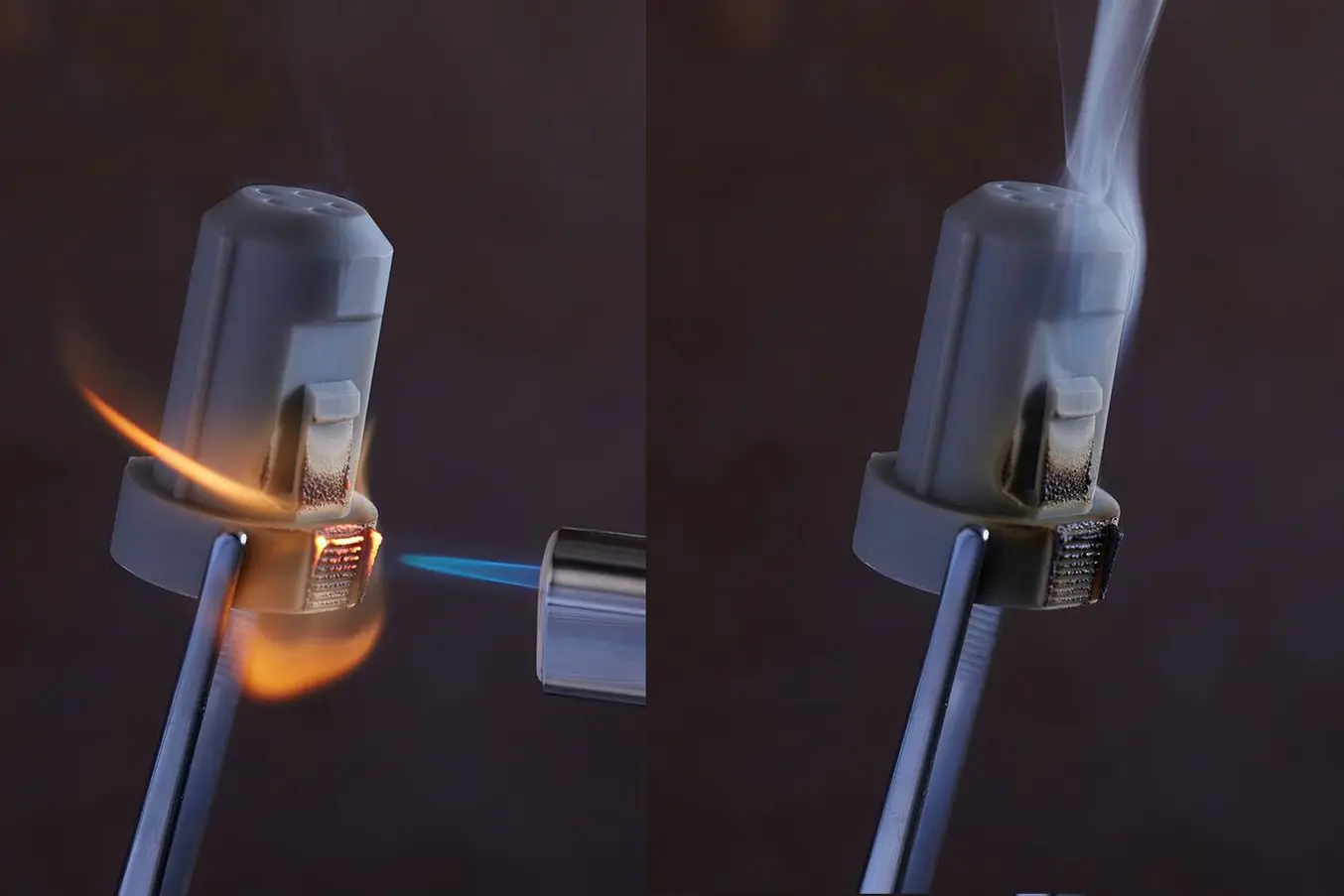
La Flame Retardant Resin de Formlabs es un material especializado con certificación de Tarjeta Azul UL 94, pensado para crear piezas autoextinguibles y libres de halógenos.

La Silicone 40A Resin es una verdadera silicona, con propiedades mecánicas que resultan familiares a los ingenieros y a los diseñadores de productos.
Las ventajas de los sistemas abiertos son fáciles de identificar: dan a los usuarios un mayor control para elegir el material que quieran. Sin embargo, el inconveniente es que estos sistemas abiertos no calibran los ajustes de los materiales específicamente para sus impresoras, por lo que con frecuencia se resienten la precisión, la fiabilidad y las propiedades de los materiales. Formlabs ofrece tanto un amplio catálogo con más de 40 resinas únicas formuladas a medida como la capacidad de usar materiales certificados de otros fabricantes mediante Open Platform. Algunos de estos materiales únicos están diseñados para aplicaciones específicas y extremas, como entornos con llamas desprotegidas, cámaras estancas o el moldeo por inyección.
Los materiales son a menudo el factor decisivo para abrir la puerta a aplicaciones diferentes. Algunas aplicaciones, como la fabricación de componentes electrónicos, requieren fórmulas únicas y un proceso de certificación por parte de terceros, como ocurre con las resinas que pueden disipar descargas electrostáticas. Otras, como los accesorios para la fabricación, requieren resinas que sean fuertes y resistentes. Muchos fabricantes ofrecen resinas que pueden proporcionar esas propiedades, aunque su resistencia y durabilidad específicas variarán de un fabricante a otro. Cuando elijas una impresora 3D de resina, consulta las fichas técnicas de sus materiales para determinar si las resinas con formulaciones únicas pueden soportar el uso que les quieres dar y usa las fichas de datos de seguridad para asegurarte de que las resinas son seguras de usar.
La Rigid 10K Resin es un material muy reforzado con vidrio y extremadamente rígido que es similar a los termoplásticos con relleno de vidrio y fibra de carbono. Es ideal para aplicaciones de utillaje rápido como el moldeo por inyección, el moldeo por soplado o el termoformado.

La BioMed Elastic 50A Resin permite a los proveedores de asistencia sanitaria imprimir en 3D piezas blandas, elásticas y biocompatibles con formas complejas, como productos sanitarios adaptados a los pacientes o modelos médicos de tejidos blandos.
Coste
Las impresoras 3D de resina han sido por lo general más caras que las impresoras 3D FDM y menos caras que las impresoras SLS, pero existen excepciones. Sin embargo, en los últimos años, los precios han bajado y las impresoras de resina actuales ofrecen el mejor valor posible para un abanico más amplio de aplicaciones.
En el extremo más bajo de la gama están las impresoras 3D LCD de bajo coste, que están disponibles por precios que van de los 200 € a los 1000 €. Estas máquinas pueden ser adecuadas para aficionados o principiantes, pero requieren calibración y ajustes precisos para cada tipo de resina y por lo general, no son fiables ni resistentes, lo que a menudo lleva a costes mayores en cuanto a mantenimiento, tiempo invertido, piezas fallidas y material desperdiciado.

Revelamos los costes ocultos de las impresoras 3D de resina de bajo coste
A la hora de elegir una impresora 3D, es crucial comprender todos los costes asociados con el sistema para optimizar la asignación de recursos y maximizar la productividad. Este informe compara el coste y la experiencia de utilizar impresoras de resina baratas y una impresora 3D SLA de Formlabs, lo que demuestra cómo los costes ocultos cambian mucho entre estos productos.
Las impresoras 3D de resina profesionales incluyen tecnologías SLA como la SLA basada en láseres, el DLP o la LCD/MSLA. Los precios están generalmente entre los 2500 € y los 10 000 €, mientras que las impresoras 3D de resina de gran formato suelen encontrarse más entre los 5000 € y los 25 000 €. Hay muchos factores que influyen en el precio en este intervalo, desde disponer de fuentes de luz más fiables y potentes (sean leds, láseres o proyectores) a la solución de procesamiento de la luz, la calidad general de la impresión, el software, los accesorios y el plan de asistencia.
De forma similar, los costes de los materiales varían entre los diversos fabricantes. Como se ha mencionado arriba, muchos fabricantes externalizan sus materiales o simplemente usan marcas blancas de otros proveedores, lo que puede añadir costes adicionales. Los materiales de bajo coste, como las mismas impresoras de resina de bajo coste, pueden tener efectos adversos sobre la calidad de tus piezas y crear costes ocultos, igual que usar materiales que se han validado y calibrado para una máquina específica. Algunos materiales de bajo coste también crean olores fuertes o tienen ingredientes que los hacen menos caros de producir, pero no están certificados para una manipulación y un uso seguros.
Los materiales de Formlabs están validados para casos de uso específicos y se han diseñado con exactitud para rendir de forma óptima en diversos entornos y aplicaciones. Al invertir tiempo y mano de obra para cada grosor de capa y cada material, Formlabs se asegura de que cada una de las más de 40 resinas sea segura y fácil de usar.

Calcula el tiempo y el dinero que ahorras
Prueba nuestra herramienta interactiva de rentabilidad de la inversión (ROI) para calcular cuánto tiempo y dinero puedes ahorrar al realizar impresiones 3D con una impresora 3D de Formlabs.
Empieza a trabajar con la impresión 3D con resina
A la hora de decidir entre las tecnologías de SLA basada en láseres, DLP, LCD y MSLA, ten en cuenta la aplicación prevista (y por lo tanto, los materiales ideales), así como otros factores, como la velocidad, la precisión y la resolución.
Aunque estos procesos de impresión 3D con resina tienen algunas diferencias, las grandes diferencias en el rendimiento de las máquinas se deben con más frecuencia a diferencias en las decisiones de los fabricantes en vez de a fuerzas y debilidades inherentes al proceso.
La impresión 3D con resina como categoría amplia produce piezas que son extremadamente precisas, con acabados de la superficie lisos, con mayor rapidez que cualquier otra tecnología. Estas piezas pueden cubrir una amplia gama de aplicaciones gracias a sus formulaciones únicas de resina. Las impresoras 3D de resina profesionales como la Form 4 de Formlabs combinan la gran velocidad de la impresora 3D de resina con la resolución y la precisión de las impresoras 3D industriales de alta gama, además de ofrecer un amplio abanico de materiales avanzados, mostrando las mejores características de lo que la tecnología tiene que ofrecer.
Infórmate sobre la Form 4 y la Form 4L o profundiza en nuestro catálogo de materiales para explorar las más de 40 resinas de Formlabs.
¿No estás seguro de qué solución de impresión 3D se ajusta mejor a tu negocio? Reserva una consulta personalizada para comparar opciones, evaluar la posible rentabilidad de la inversión, probar impresiones de prueba y más.