
Creación de lentes impresas en 3D y una cámara impresa en 3D con la estereolitografía

Formlabs ha tenido en mente la idea de una cámara (una máquina con muchos componentes complejos) completamente impresa en 3D desde que empezamos a experimentar con crear lentes impresas en 3D.
Nuestro ingeniero de aplicaciones Amos Dudley asumió el desafío y creó la primera cámara con lentes intercambiables totalmente impresa en 3D, producida completamente en una impresora 3D SLA de Formlabs.

La primera cámara con lente intercambiable totalmente impresa en 3D se produjo íntegramente en una impresora 3D SLA de Formlabs.
La Clear Resin de Formlabs y la impresión 3D por estereolitografía (SLA) pueden crear objetos translúcidos que, con algo de posacabado, pueden alcanzar una transparencia total. La última impresora 3D SLA de Formlabs, la Form 3+, ha dado un paso más allá en lo que respecta a la transparencia al utilizar un tanque de resina flexible que reduce las fuerzas de separación, lo que da como resultado piezas transparentes con un acabado liso de la superficie.
Una lente de cámara es un caso de prueba interesante para la posibilidad de imprimir piezas transparentes, porque los resultados son muy fáciles de ver y de medir en una grabación.
Lee nuestra guía para conocer una lista de métodos de acabado para crear piezas impresas en 3D transparentes para toda una gama de aplicaciones, desde sistemas ópticos hasta conductos de iluminación o aplicaciones con funciones hidráulicas.

Solicita una muestra gratuita transparente
¿Quieres comprobar lo transparentes que pueden llegar a ser las piezas impresas en 3D por SLA? Enviaremos una pieza de muestra transparente impresa en 3D a tu oficina de manera gratuita.
Paso 1: Diseñar la lente, equilibrar la distorsión
Hacer una lente que funcione empieza por diseñarla correctamente. El software de diseño óptico ayuda a los diseñadores de lentes a predecir el comportamiento de una lente y las limitaciones que la lente aplicará a una cámara.
Los diseñadores profesionales de lentes utilizan paquetes de diseño óptico como Zemax y Code V, pero estos programas pueden costar miles de euros. Paquetes de software gratuitos de código abierto como Optical Ray Tracer son alternativas adecuadas.
Las lentes de cámara comerciales usan múltiples elementos para corregir las distorsiones ópticas que suelen afectar a las lentes esféricas, como la aberración esférica, el coma y la curvatura de campo. En aras de la simplicidad, la cámara impresa en 3D se diseña en torno a un único elemento de lente esférico.
Cada lado de una lente esférica es una sección de una esfera con un radio determinado. Introducir el valor de índice de refracción de la Clear Resin (1,5403) en Optical Ray Tracer muestra que una lente simétrica con un radio esférico de 50 mm tiene su foco a aproximadamente 47,5 mm del centro de la lente.
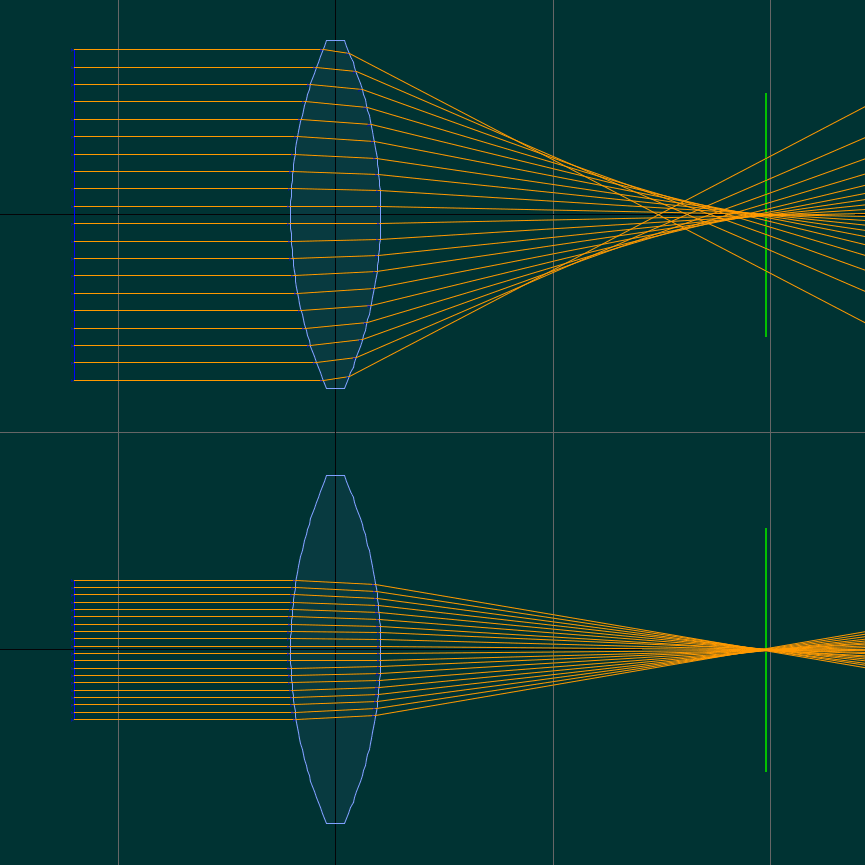
Una lente de único objetivo para una cámara debe equilibrar su potencia óptica y su distorsión. Una lente de baja potencia y distancia focal larga tendrá menos distorsión, pero un campo de visión angosto. Es difícil apuntar con una cámara si el campo de visión de su lente es demasiado estrecho. Reducir el tamaño de la apertura ayuda a eliminar parte de la distorsión de coma, como se ve arriba.
Un buen equilibrio entre estos factores es una distancia focal de 50 mm, que es lo bastante amplia como para colocar a un sujeto dentro del encuadre.
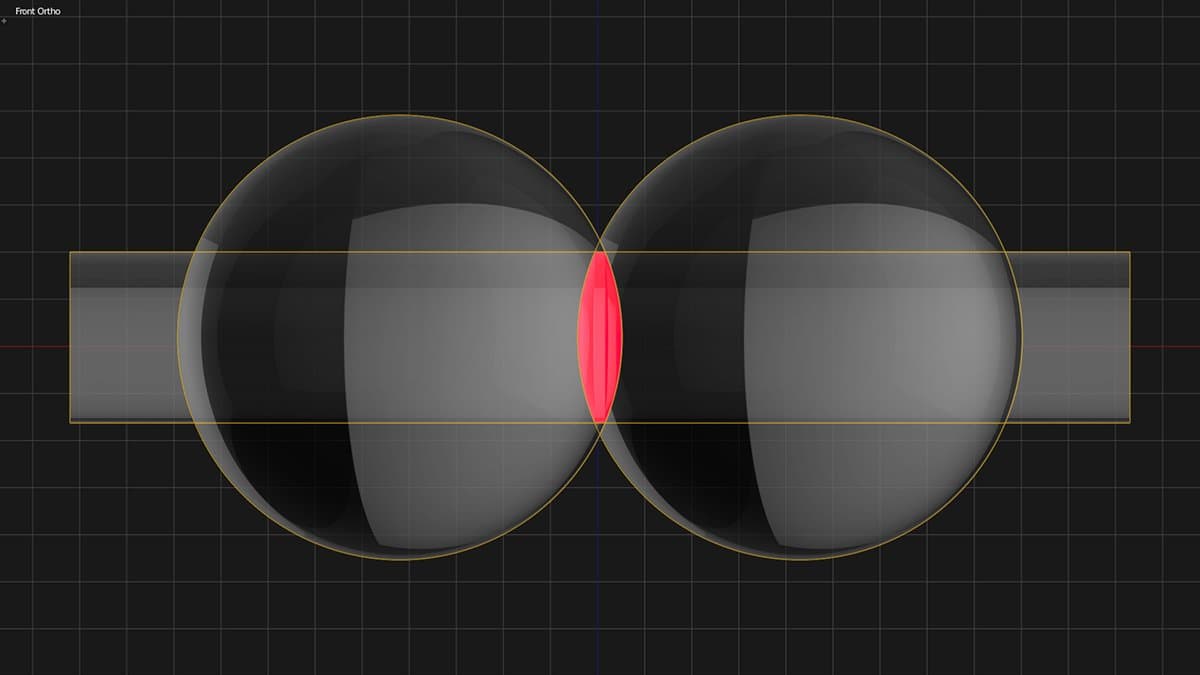
Una vez que la lente está diseñada, se puede modelar en un programa de CAD. Ya que la lente es simétrica, esto es tan sencillo como intersecar dos esferas de 50 mm a la distancia adecuada. La distancia define el radio y el grosor de la lente, pero no afecta radicalmente a la óptica. La lente se diseñó para tener 40 mm de diámetro, con un borde cilíndrico de 2 mm.

Introducción a la impresión 3D con la estereolitografía (SLA) de escritorio
¿Estás buscando una impresora 3D de resina para fabricar tus modelos 3D en alta resolución? Descarga nuestro libro blanco para aprender cómo funciona la impresión SLA y por qué es el proceso de impresión 3D más popular para crear modelos con detalles increíbles.
Paso 2: Imprimir en 3D sistemas ópticos con una impresora 3D de Formlabs
Si imprimes en 3D en una impresora 3D SLA de Formlabs, considera diferentes orientaciones y resoluciones para imprimir en 3D tus lentes:
- Una lente impresa en 3D en horizontal puede tener defectos de línea de capa en torno al centro del eje de la lente.
- Una lente impresa en 3D con una verticalidad perfecta puede sufrir algo de distorsión provocada por el proceso de fabricación aditiva.
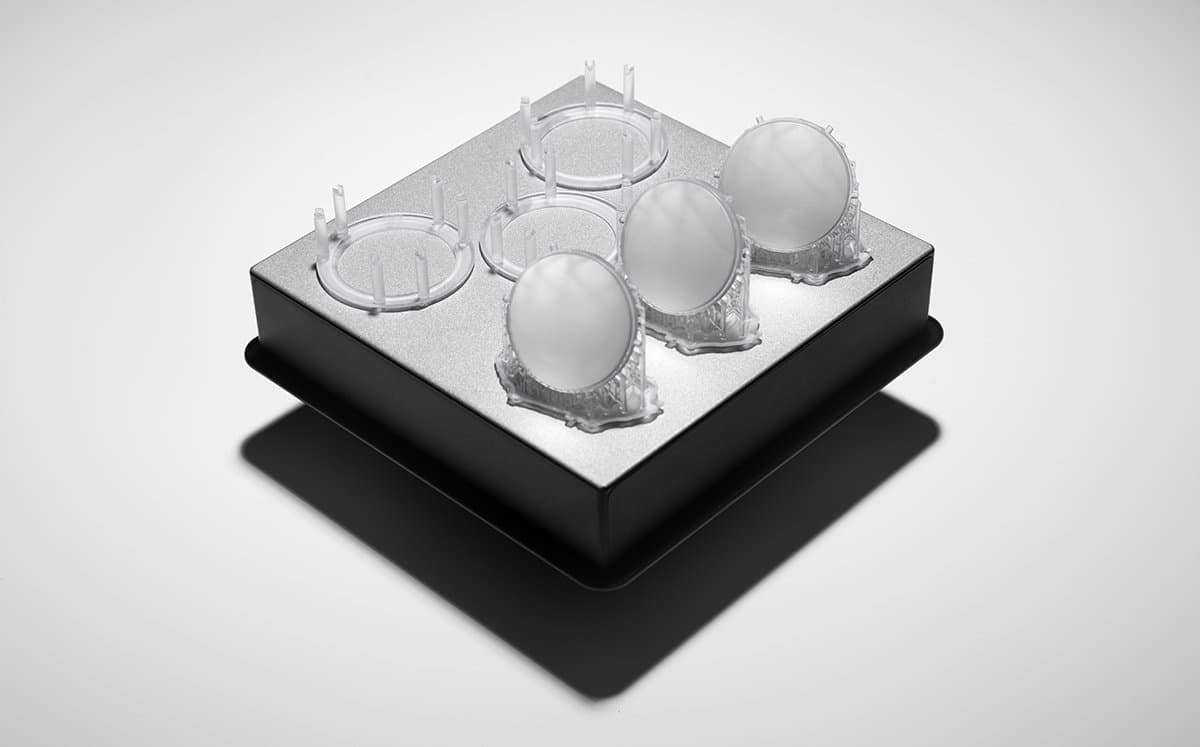
Las lentes más transparentes se imprimieron a un ángulo de 30° respecto a la base de impresión, colocando soportes únicamente a lo largo del borde para evitar que hubiera marcas de los soportes en las superficies importantes de la lente.
Paso 3: Abordar los desafíos que plantea el acabado
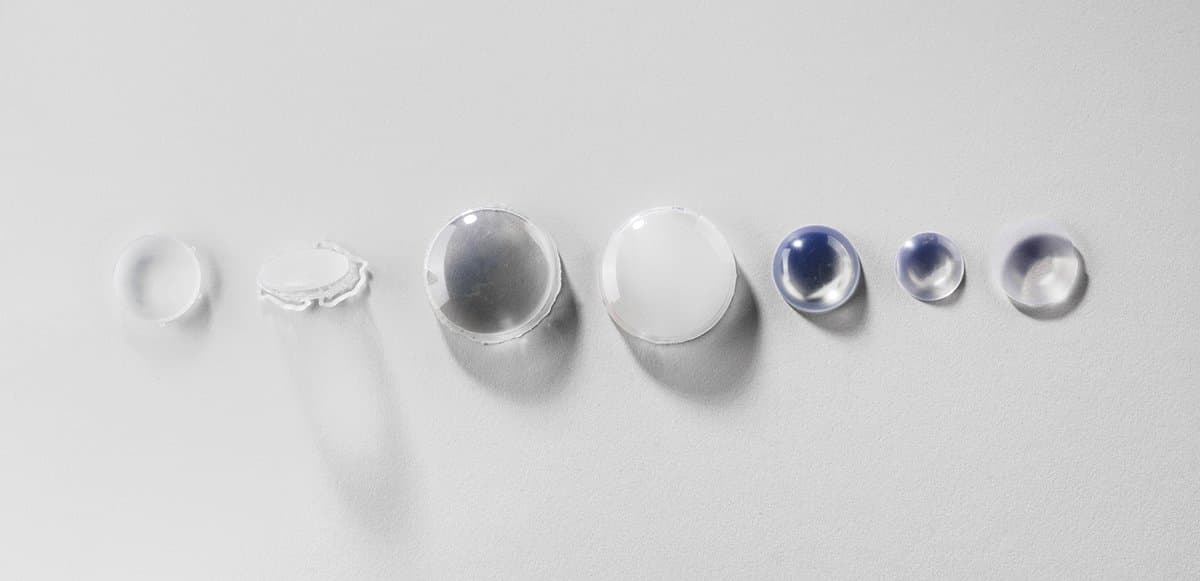
Probamos tres métodos de pulido para dar a las lentes una transparencia total: un lijado manual, un lijado automatizado y un baño.
Intento 1: Lijado manual
Utilizamos papeles de lija y láminas de micromalla con niveles de grano que iban de 400 a 12 000, en incrementos de 200, y pulimos las lentes hasta que tuvieron un acabado muy liso. Esto se hizo lentamente y con mucho cuidado para limpiar la lente entre distintos niveles de grano y para eliminar los arañazos provocados por el nivel anterior antes de pasar al siguiente.
Cuando el nivel de grano está en torno a 3000, las lentes impresas en 3D mediante SLA se vuelven brillantes y muy suaves al tacto. Cuando se alcanza el nivel 12 000, pasan a ser reflectantes.
Para hacer una lente impresa en 3D totalmente transparente, había que eliminar todas las líneas de capa, lo que no era posible a mano. Aunque las lentes eran suaves y lisas al tacto, los reflejos todavía parecían borrosos y había microarañazos que se volvían visibles al poner la lente al trasluz.
La lente era tan transparente como la de una lupa, pero al ser una lente de enfoque, su precisión aún no era suficiente.
Intento 2: Lijado automatizado
Costaba controlar la cantidad de material que se lijaba en las primeras fases de lijado a mano, donde se eliminaba la mayor parte de las líneas de capa. El siguiente paso era probar un método automatizado para reducir las líneas de capa.
Amos diseñó e imprimió una máquina de pulido de lentes con la esperanza de reducir parte del error.
Dentro de la máquina, la lente se gira contra el interior de un plato con el mismo radio esférico. El plato también gira, pero con un ángulo de 45 grados respecto al eje de la lente y con una velocidad diferente.
La lente está conectada a un servomotor con un acoplamiento cinemático que combina piezas impresas en 3D, muelles y pequeños remaches. El acoplamiento mantiene la lente presionada contra el plato de forma firme, pero flexible, y permite que se "bambolee" al girar. El plato está hecho de la misma Clear Resin que la lente y contiene una pequeña cantidad de agua y de un compuesto de lapeado de diamante como abrasivo.
La máquina redujo rápidamente las líneas de capa, pero no se podía usar con facilidad para todo el proceso. El plato se tendría que reemplazar entre capas de pulido para que el grano no se transfiriera a niveles más finos de pulido.
Intento 3: Baño en resina
Al pegar algunas impresiones, Amos se dio cuenta de que las lentes impresas en 3D se volvían considerablemente más transparentes cuando se recubrían de un material viscoso como la resina epoxi, por lo que decidió mojar las lentes en resina líquida y después poscurarlas bajo luz UV. La resina viscosa llenó las capas y los arañazos, formando así una superficie lisa.
La resina tiene tendencia a formar burbujas cuando se agita, como ocurre al introducir en ella una lente, pero esas burbujas se pueden eliminar poniendo la lente del revés encima del tanque de resina y dejando que la resina se escurra del centro.
La capa de resina debería ser lo más fina posible, sin dejar de eliminar las líneas de capa. Las últimas burbujas que quedaban se quitaron con una jeringuilla y a continuación la lente se poscuró completamente bajo una lámpara UV antes de mojar en resina el otro lado.
El resultado
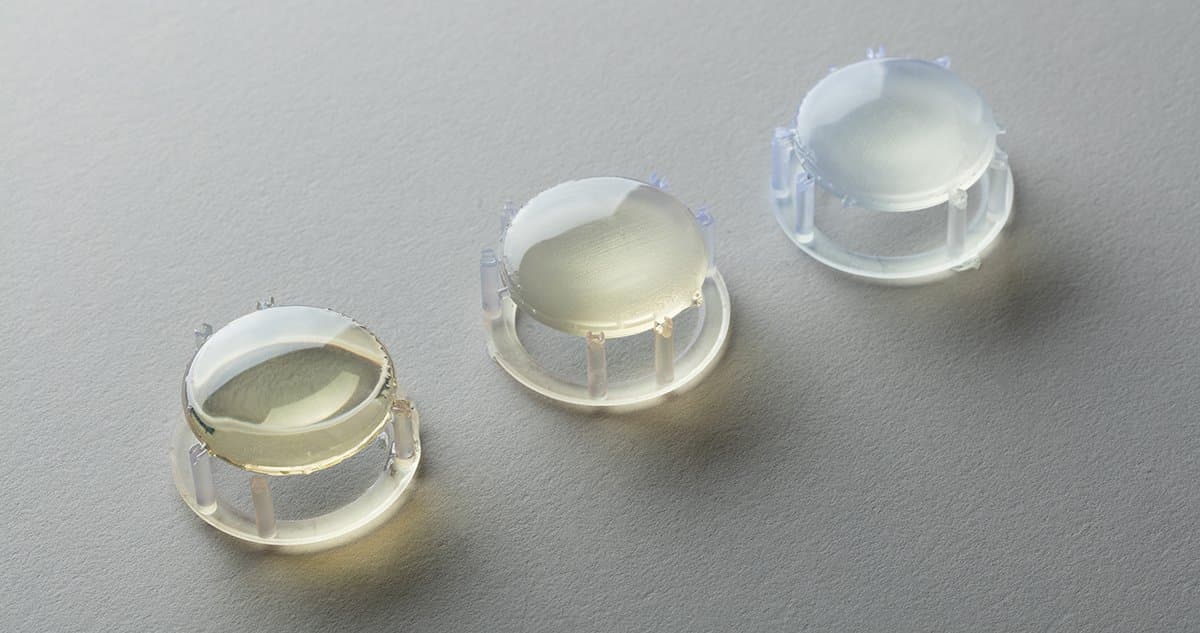
Las lentes impresas en 3D y bañadas en resina son extremadamente lisas, con reflejos transparentes y nítidos en la superficie. Esta técnica se puede emplear también con otras impresiones SLS para darles un acabado aún más liso, aunque tiende a reducir el nivel de detalle.
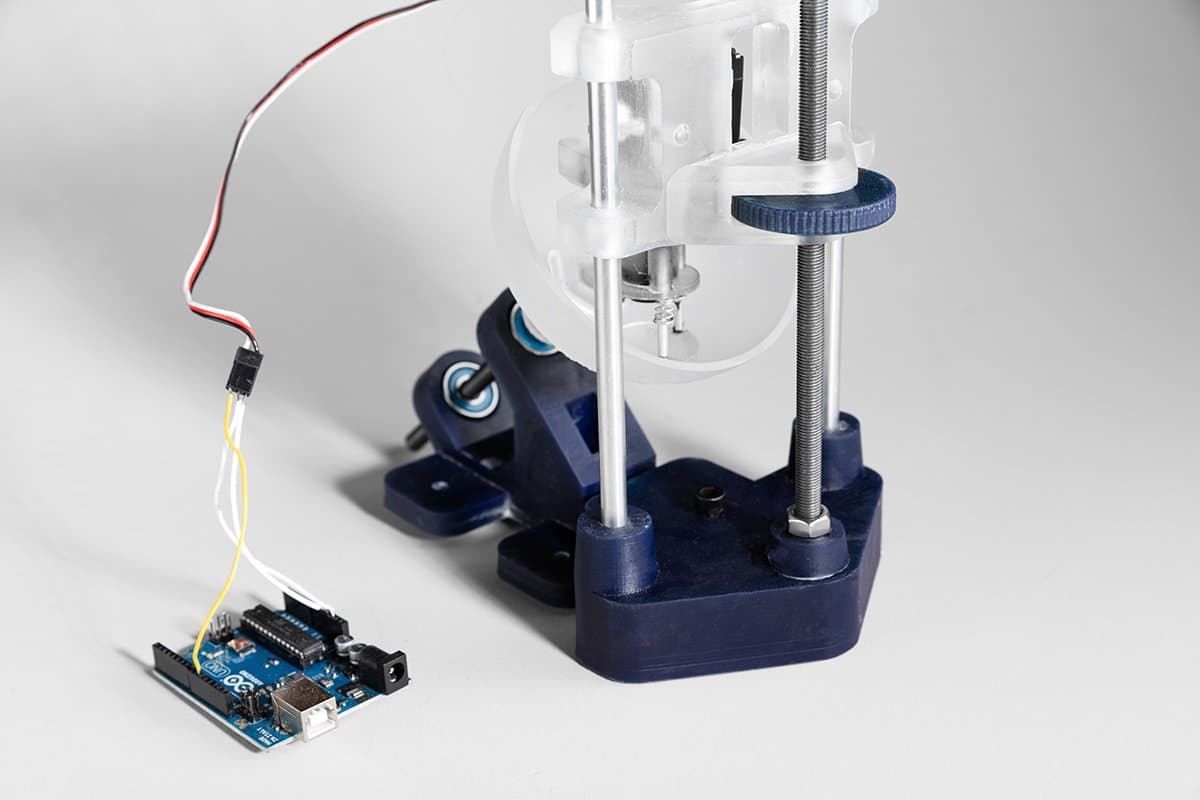
El proceso de baño en resina también altera ligeramente la distancia focal, por lo que Amos diseñó e imprimió un dispositivo de ensayo de lentes. El dispositivo tiene roscas para tornillos que permiten que la lente se mueva más cerca y más lejos del plano de la imagen al girar la rueda y comprobar de forma experimental la distancia focal de la lente.

El dispositivo de ensayo de lentes impresas en 3D montado en una cámara digital para obtener resultados inmediatos.
¿Es posible hacer aparatos ópticos y lentes impresos en 3D con múltiples elementos y más funcionalidad? ¡Prueba a imprimir en 3D tus propias lentes y tu propio dispositivo de ensayo, o toda una cámara, si te atreves!
Descarga los archivos .STL de la cámara impresa en 3D en Pinshape.
Infórmate acerca del proceso de Amos para diseñar toda una cámara impresas en 3D en su blog y ve la cámara en acción en nuestra publicación en el blog que muestra fotos realizadas por la primera cámara impresa en 3D del mundo con lentes intercambiables.
¿Sientes curiosidad por ver y probar por tu cuenta piezas impresas en 3D mediante SLA? Solicita una pieza de muestra impresa en 3D y la enviaremos de manera gratuita a tu oficina.
