
Las impresoras 3D más rápidas: Compara la velocidad de la impresión 3D FDM, SLA y SLS
A medida que más empresas han ido recurriendo a la impresión 3D para la producción y para iteraciones rápidas, la velocidad de impresión y la productividad se han convertido en un factor más importante a la hora de elegir una tecnología. Al reducir los costes, el tiempo de fabricación, la longitud del ciclo de diseño y la complejidad de los procesos, la impresión 3D a alta velocidad está especialmente bien equipada para aumentar la productividad y ayudar a las empresas a lanzar sus productos al mercado más rápido. La velocidad es un factor importante para los profesionales de sectores tan diversos como la fabricación, la ingeniería y diseño de productos, la automoción, la odontología, la medicina y la educación.
El modelado por deposición fundida (FDM), la estereolitografía (SLA) y el sinterizado selectivo por láser (SLS) son los tres tipos más populares de impresión 3D disponibles en el mercado. Cada proceso tiene diferentes puntos fuertes y débiles al comparar la velocidad, el tiempo que se tarda en imprimir una pieza y la productividad, es decir, la capacidad de producción total de una impresión 3D dada en un período de tiempo determinado.
Actualmente, las impresoras 3D más rápidas son las impresoras 3D de resina de estereolitografía enmascarada (MSLA). En casi todos los casos, ofrecen el tiempo más corto hasta acabar la pieza, mientras que su productividad puede ser comparable a la de las impresoras 3D SLS. Por lo general, las impresoras 3D FDM son relativamente rápidas para piezas pequeñas y formas simples que no requieren mucho posacabado, pero su productividad es considerablemente más baja que la de la SLA y el SLS. Las impresiones 3D SLS tardan más en completarse, pero en ellas las piezas se pueden agrupar y compactar de forma eficiente para obtener la máxima productividad.
Esta comparación de velocidad de las impresoras 3D tratará las ventajas y las limitaciones de cada una de las tecnologías de impresión 3D más comunes en lo que respecta a su velocidad de impresión. Después, veremos cómo estas tecnologías pueden alcanzar una velocidad mayor teniendo en cuenta diversos factores, como el material o las consideraciones de diseño.
Aunque la velocidad y la productividad son factores importantes que hay que tener en cuenta a la hora de hacer una compra, no siempre son los más importantes. Lee nuestro artículo FDM vs. SLA vs. SLS: Comparación de tecnologías de impresión 3D para disponer de una guía de compra exhaustiva y conocer las diferencias que hay entre ellas en cuanto a la calidad de impresión, materiales, aplicaciones, procesos de trabajo, velocidad, costes y demás factores. Esto te ayudará a decidir cuál de las técnicas se adapta mejor a tu negocio.

Cómo elegir una tecnología de impresión 3D
¿No sabes qué tecnología de impresión 3D se adapta mejor a tus necesidades? En este vídeo, comparamos las tecnologías FDM, SLA y SLS en base a algunas de las consideraciones de compra más comunes.
Tabla de comparación de las impresoras 3D más rápidas
| Modelado por deposición fundida (FDM) | Estereolitografía (SLA) | Sinterizado selectivo por láser (SLS) | |
|---|---|---|---|
| Velocidad (tiempo hasta la pieza) | ★★★★☆ | ★★★★★ | ★★★☆☆ |
| Productividad | ★★★☆☆ | ★★★★☆ | ★★★★★ |
| Resolución | ★★☆☆☆ | ★★★★★ | ★★★★☆ |
| Precisión | ★★★★☆ | ★★★★★ | ★★★★★ |
| Acabado de la superficie | ★★☆☆☆ | ★★★★★ | ★★★★☆ |
| Diseños complejos | ★★★☆☆ | ★★★★☆ | ★★★★★ |
| Facilidad de uso | ★★★★★ | ★★★★★ | ★★★★☆ |
| Ventajas | Máquinas y materiales de consumo de bajo coste Rápido y fácil para piezas sencillas y pequeñas | Excelente relación calidad-precio Gran precisión Acabado de la superficie liso Velocidades de impresión rápidas Variedad de aplicaciones funcionales | Piezas resistentes y funcionales Libertad de diseño No es necesario usar estructuras de soporte |
| Inconvenientes | Baja precisión Bajo nivel de detalle Libertad de diseño limitada | Algunos materiales son sensibles a una exposición prolongada a la luz UV | Acabado de la superficie ligeramente rugoso Opciones de materiales limitadas |
| Aplicaciones | Modelado de conceptos Prototipado rápido Prototipado funcional Accesorios para la fabricación | Modelado de conceptos Prototipado rápido Prototipado funcional Utillaje rápido Accesorios para la fabricación Fabricación rápida, de bajo volumen o personalizada Modelos y aparatos dentales Modelos médicos y productos sanitarios Prototipado y fundición de joyería Maquetas y atrezo | Prototipado rápido Prototipado funcional Fabricación rápida, de bajo volumen o personalizada Accesorios para la fabricación resistentes y duraderos Productos sanitarios, prótesis y órtesis |
| Volumen de impresión | Hasta 300 × 300 × 600 mm (impresoras 3D de escritorio y para el banco de trabajo) | Hasta 353 × 196 × 350 mm (impresoras 3D de escritorio y para el banco de trabajo) | Hasta 165 × 165 × 300 mm (impresoras 3D para el banco de trabajo industriales) |
| Materiales | Termoplásticos estándar, como el ABS, el PLA y sus diversas mezclas. | Variedades de resina (plásticos termoendurecibles). Resinas estándar, para ingeniería (similares al ABS y al polipropileno, flexibles, resistentes a la temperatura, rígidas y con relleno de vidrio), para aplicaciones de fundición, dentales y médicas (biocompatibles). Silicona pura y cerámica. | Termoplásticos para ingeniería. Nylon 12, nylon 11, materiales compuestos de nylon reforzados con vidrio o carbono, polipropileno, TPU (elastómero). |
| Formación | Formación básica sobre la configuración de impresiones, el uso de la máquina y el acabado. Formación moderada sobre mantenimiento. | Enchufar y usar. Formación básica sobre la configuración de impresiones, el uso de la máquina y el acabado. | Formación moderada sobre la configuración de impresiones, el mantenimiento, el uso de la máquina y el acabado. |
| Requisitos de las instalaciones | Entorno con aire acondicionado o preferiblemente ventilación a medida para máquinas de escritorio. | Las máquinas para el escritorio y el banco de trabajo son adecuadas para un entorno de oficina. | Un entorno de taller con requisitos de espacio moderados para sistemas de banco de trabajo. |
| Equipo auxiliar | Sistema de eliminación de soportes para máquinas con soportes solubles (que esté automatizado es opcional), herramientas de acabado. | Estación de lavado y poscurado (ambos se pueden automatizar), herramientas de acabado. | Estaciones de posacabado para la gestión del polvo de impresión y la limpieza de las piezas impresas. |
| Costes de equipamiento | Las impresoras FDM más asequibles y los equipos de impresión 3D tienen un precio inicial de unos 200 €. Las impresoras FDM de escritorio profesionales tienen precios que van de los 2000 € a los 8000 €, mientras que los sistemas industriales están disponibles desde 15 000 €. | Las impresoras 3D de resina de bajo coste están disponibles por precios que van desde los 200 a los 1000 €, las impresoras 3D SLA profesionales van de los 2500 a los 10 000 € y las impresoras 3D de resina de gran formato tienen precios que abarcan de los 5000 a los 25 000 €. | Las impresoras 3D SLS industriales para el banco de trabajo cuestan menos de 25 000 €, mientras que el ecosistema completo se vende por unos 50 000 € e incluye estaciones de gestión y limpieza del polvo de impresión. Las impresoras SLS industriales tradicionales se venden por precios que parten de los 200 000 €. |
| Costes de material | Entre 50 €/kg y 150 €/kg por la mayoría de los filamentos estándar, y entre 100 €/kg y 200 €/kg por los materiales de soporte o para ingeniería. | Entre 100 €/l y 200 €/l por la mayoría de las resinas estándar y para ingeniería, entre 200 €/l y 500 €/l por los materiales biocompatibles. | 100 €/kg por el nylon. La impresión SLS no requiere estructuras de soporte y el polvo sin fundir se puede reutilizar, lo que reduce los costes de material. |
| Necesidades de trabajo manual | Eliminación manual de soportes (la mayoría del proceso se puede automatizar en el caso de sistemas industriales con soportes solubles). Hace falta un largo proceso de posacabado para obtener un acabado de alta calidad. | Lavado y poscurado (la mayor parte de ambos procesos se puede automatizar). Posacabado sencillo para eliminar las marcas de los soportes. | Un proceso de trabajo simple y semiautomatizado para limpiar las impresiones y recuperar el polvo de impresión. |

Comparación de velocidad de impresión: Mando para videojuegos
| Impresión 3D FLM | Impresión 3D SLA | Impresión 3D SLS | |
|---|---|---|---|
| 1 conjunto (3 piezas) | 10 h 32 min | 2 h 36 min | 3 h 52 min de impresión (6 h 52 min de enfriamiento) |
| 5 conjuntos (15 piezas) | 52 h 40 min | 13 h | 9 h 38 min de impresión (13 h 47 min de enfriamiento) |
Impresoras y parámetros de impresión que se han comparado:
- Impresora 3D FDM: Bambu Lab X1, PLA Basic, altura de capa de 120 micras, 15 % de densidad de relleno
- Impresora 3D SLA: Form 4, Grey Resin, altura de capa de 100 micras
- Impresora 3D SLS: Fuse 1+ 30W, Nylon 12 Powder, altura de capa de 110 micras

Comparación de velocidad de impresión: Conector eléctrico
| Impresión 3D FLM | Impresión 3D SLA | Impresión 3D SLS | |
|---|---|---|---|
| 1 conjunto (2 piezas) | 2 h 38 min | 1 h 3 min | 3 h 30 min de impresión (6 h 27 min de enfriamiento) |
| 50 conjuntos (100 piezas) | 84 h | 13 h 2 min | 12 h 59 min de impresión (13 h 49 min de enfriamiento) |
Impresoras y parámetros de impresión que se han comparado:
- Impresora 3D FDM: Bambu Lab X1, PLA Basic, altura de capa de 120 micras, 15 % de densidad de relleno
- Impresora 3D SLA: Form 4, Grey Resin, altura de capa de 100 micras
- Impresora 3D SLS: Fuse 1+ 30W, Nylon 12 Powder, altura de capa de 110 micras

Comparación de velocidad de impresión: Prototipo de asiento de Radio Flyer
| Impresión 3D FLM | Impresión 3D SLA | |
|---|---|---|
| 1 prototipo | 42 h 3 min | 2 h 37 min |
Impresoras y parámetros de impresión que se han comparado:
- Impresora 3D FDM: Ultimaker S7, PLA, altura de capa de 100 micras, 20 % de densidad de relleno
- Impresora 3D SLA: Form 4, Fast Model Resin, altura de capa de 200 micras
¿Quieres comprobar la velocidad de impresión de tus propias piezas? Descarga PreForm, el software gratuito de preparación de impresiones de Formlabs, para calcular los tiempos de impresión cuando uses impresoras 3D SLA y SLS de Formlabs.
Velocidad de impresión 3D: Compara la velocidad de la impresión 3D FDM, SLA y SLS
¿Cómo de rápida es una impresora 3D? Uno de los factores más importantes que influyen en la respuesta a esa pregunta es el proceso de impresión 3D. Descubre qué hay detrás de la velocidad de las impresoras 3D FDM, SLA y SLS.
Modelado por deposición fundida (FDM)
El modelado por deposición fundida (FDM), también conocido como fabricación con filamento fundido (FFF), es el tipo de impresión 3D más utilizado entre los consumidores y el más reconocible para las personas sin conocimientos en la materia, que pueden asociar el concepto amplio de la impresión 3D con este método de "pistola termofusible" para construir piezas. En una impresora 3D FDM, un filamento de plástico se calienta hasta que se vuelve líquido. A continuación, el plástico líquido se extruye hasta el lecho de impresión en capas, que se depositan una encima de otra hasta que la pieza ha terminado de imprimirse.
La velocidad de la impresión 3D FDM está limitada por el proceso de extrusión y la potencia de su motor. Para crear una pieza precisa, las impresoras 3D FDM tienen que extruir el filamento a un ritmo específico, sin irregularidades, y la boquilla se debe mover en el plano XY a un ritmo regular y fluido. Acelerar ese proceso puede llevar a variaciones en las propiedades mecánicas del filamento y a resultados imprecisos.
Dado que hay muchos tipos diferentes de impresoras 3D FDM, que van desde pequeñas máquinas para aficionados que cuestan unos pocos cientos de euros hasta grandes impresoras industriales que pueden valer decenas de miles de euros, determinar las velocidades de impresión exactas de una impresora 3D FDM es algo que se tiene que hacer caso por caso, de forma individual. Sin embargo, todas las impresoras 3D se ven afectadas por ciertos factores:
- La velocidad de la impresión 3D FDM depende en gran medida del tamaño de la pieza que se va a imprimir. Al estar distribuido el polímero fundido por un extrusor, las piezas que son más grandes en los ejes X e Y tardan más tiempo en imprimirse, ya que el extrusor tiene que recorrer distancias mayores.
- La velocidad de la impresión FDM se ve afectada por los componentes de la impresora. Muchas impresoras 3D FDM ofrecen una gran variedad de boquillas, lechos de impresión, extrusores y otros componentes que pueden tener un impacto en los tiempos de impresión.
- La velocidad de la impresión FDM varía en función del relleno. Las impresiones FDM no son totalmente densas y su densidad de relleno define lo "lleno" que está el interior de una pieza. Un mayor relleno requiere depositar más material, lo que prolonga la duración de la impresión.
- Por lo general, las impresiones FDM requieren poco posacabado, pero se tienen que lijar mucho para obtener un buen acabado de la superficie. Las impresiones FDM suelen tener líneas de capa visibles, por lo que puede hacer falta dedicar mucho tiempo (y trabajo manual) para conseguir piezas de alta calidad con superficies lisas, sobre todo cuando se imprimen piezas más complejas que requieren muchas estructuras de soporte.
La palabra estereolitografía se usa para describir varios procesos diferentes de impresión 3D de resina que usan luz para curar la resina líquida, mayoritariamente a través de un tanque con un fondo transparente, imprimiendo piezas capa a capa del revés sobre una base de impresión que se baja hasta el tanque. Estos procesos incluyen: la estereolitografía (SLA) basada en láseres, el tratamiento digital de la luz (DLP) o la estereolitografía enmascarada (MSLA, que con frecuencia también se utiliza de forma intercambiable con la impresión 3D LCD).
Las velocidades de impresión típicas varían según el tipo de proceso de impresión 3D de resina, siendo las tecnologías MSLA y DLP los tipos más rápidos. Las impresoras 3D MSLA de última generación, como la Form 4 y la Form 4L de Formlabs, combinan un motor de impresión potente y un sistema óptico avanzado para curar cada capa de forma casi instantánea.
- La velocidad de impresión SLA puede ser similar para una pieza y un volumen de impresión completamente lleno de ellas. Aunque el láser de las impresoras SLA basadas en láseres tiene que recorrer una gran superficie para curar la resina, la MSLA y el DLP curan cada capa casi al instante. Dado que se curan capas enteras de una vez, casi no hay diferencia de velocidad entre impresiones con muchas piezas e impresiones que contienen solo una pieza, con lo que una mayor productividad es posible.
- Las velocidades de la impresión SLA se ven afectadas por los componentes de la impresora. La calidad y el rendimiento del motor de impresión y el sistema óptico influyen en cuánta luz llega al tanque y afecta directamente a los tiempos de impresión. Además, otros factores que ofrece la Form 4, como el tanque de resina con película flexible de doble capa, la textura de liberación, el llenado de resina automatizado a alta velocidad y el calentamiento de resina rápido, reducen el tiempo de impresión total.
- Las impresiones SLA requieren posacabado, pero la mayoría de ese posacabado se puede automatizar. Después de la impresión, las piezas hechas mediante SLA se tienen que lavar con alcohol o éter para eliminar la resina sobrante y algunas piezas también requieren un poscurado que las ayude a alcanzar sus propiedades óptimas como materiales. Ambos pasos se pueden automatizar con soluciones avanzadas de posacabado.
La Form 4 y la Form 4L se han diseñado para construir piezas a velocidades de hasta 100 mm por hora usando materiales hechos expresamente para ello, como la Fast Model Resin. La mayoría de las impresiones de la Form 4 terminan en menos de dos horas con cualquier material, por lo que es posible realizar múltiples iteraciones de diseño en un mismo día. Con la Form 4L, la mayoría de las impresiones terminan en menos de seis horas. Incluso las impresiones que ocupan toda la altura de la impresora o remesas de producción de alto volumen con múltiples piezas que cubren toda la base de impresión se pueden imprimir en menos de un día, haciendo posible realizar iteraciones de piezas grandes en un mismo día o producir mayores cantidades de piezas.
Todos los procesos de impresión 3D se han vuelto más rápidos con el avance de la tecnología, pero ninguno puede igualar el progreso de la impresión de resina. Cuando los resultados de esa velocidad se acumulan día a día y semana tras semana, el aumento de la productividad es extraordinario. La Form 4 y la Form 4L ahora pueden igualar la velocidad de tecnologías de alto rendimiento como el moldeo por inyección. Imprimir con las cámaras de impresión totalmente llenas durante varias horas, varias veces al día, puede igualar la productividad de una máquina de moldeo por inyección de volumen medio, sin los elevados costes iniciales del utillaje.
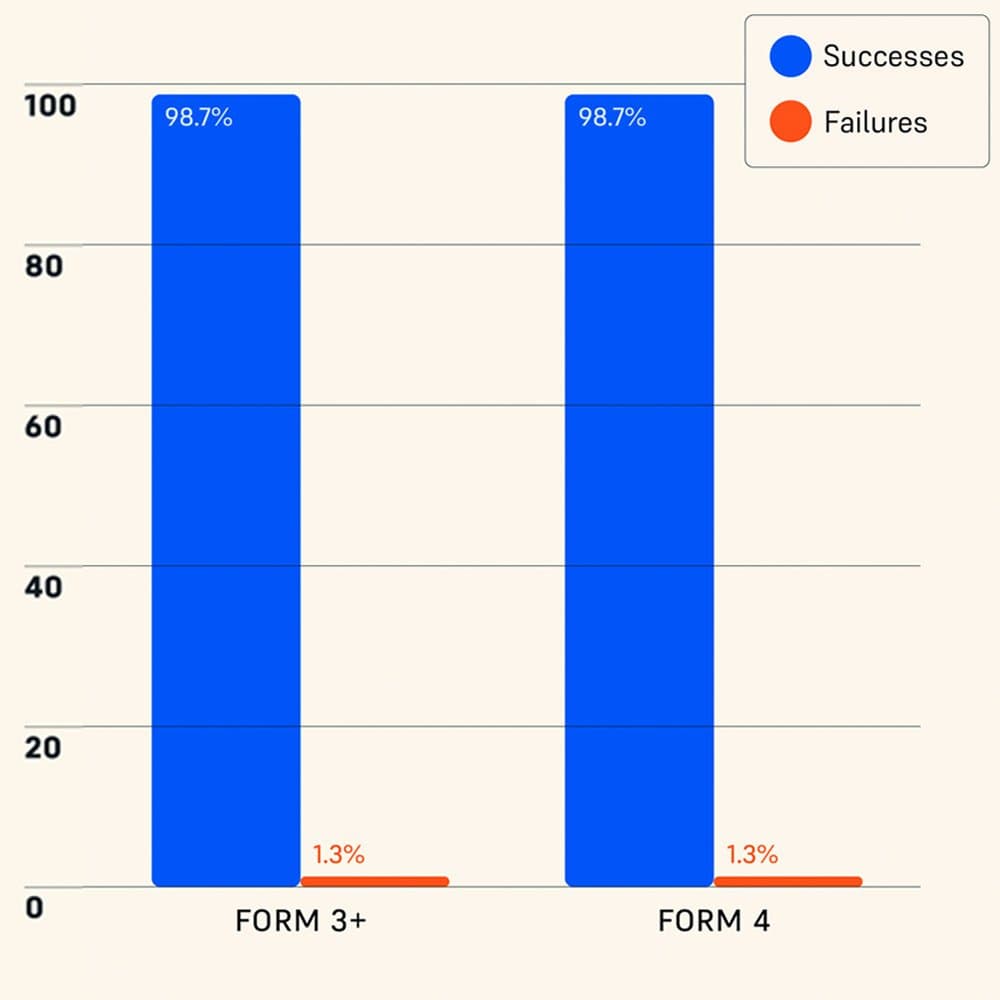
Pruebas independientes de la fiabilidad de la Form 4 y otras impresoras 3D de resina
La Form 4 de Formlabs obtuvo un índice de éxito de la impresión del 98,7 %, según las mediciones de una entidad independiente, líder mundial en ensayo de productos. Lee una descripción completa de la metodología de ensayo y consulta los resultados en nuestro libro blanco.
Sinterizado selectivo por láser (SLS)
El sinterizado selectivo por láser (SLS) es la tecnología de fabricación aditiva más común para aplicaciones industriales. Ingenieros y fabricantes de diversos sectores confían en la impresión 3D SLS por su capacidad de generar piezas resistentes y funcionales con materiales de fiabilidad probada como el nylon, el polipropileno o el TPU (un elastómero).
Las impresoras 3D SLS usan un láser de alta potencia para fundir pequeñas partículas de polvo de polímero. El polvo sin fundir sirve como soporte para la pieza durante la impresión y elimina la necesidad de agregar expresamente estructuras de soporte.
Las impresoras 3D SLS son más rápidas que las impresoras 3D FDM porque sus láseres de alta potencia se pueden dirigir a cada capa del polvo y pasar por ellas más rápido de lo que una boquilla extrusora se puede mover encima de un lecho de impresión FDM. Sin embargo, el láser sigue moviéndose más lentamente que la fuente de luz parpadeante de las tecnologías de impresión 3D MSLA o DLP de resina.
Aunque técnicamente no forma parte de la velocidad de impresión, los procesos de impresión 3D SLS también tienen que tener en cuenta el tiempo de enfriamiento de la cámara de impresión, porque el láser sinteriza el polvo de impresión a una temperatura tan alta que la cámara de impresión se tiene que enfriar antes del posacabado, lo que puede aumentar el tiempo de espera total de las impresiones.
No obstante, este tiempo combinado de impresión y posacabado para las impresiones SLS no suele ser un problema para la producción. Aunque la velocidad de impresión de una única pieza puede ser menor que con otras tecnologías, la productividad total de las impresoras 3D SLS es excelente por sus mayores volúmenes de impresión y el lecho de impresión autosostenible que permite "anidar" las piezas para que los clientes puedan llenar al máximo la cámara de impresión y alcanzar cantidades propias de la producción, incluso con una sola impresora.
Por ejemplo, un trabajo con el volumen de impresión totalmente lleno de piezas en la Fuse 1+ 30W se puede completar de la noche a la mañana en los "tiempos muertos", y el enfriamiento puede terminar fuera de la impresora durante el día, lo que hace posible producir piezas es un mismo día y mantener una productividad continua 24/7.
- La velocidad de la impresión 3D SLS depende del tamaño de las piezas. Las piezas que son más grandes en los ejes X e Y tardan más en imprimirse, ya que el láser tiene que recorrer un área mayor. Al optimizar la trayectoria del láser en la Fuse 1+ 30W para maximizar la eficiencia, Formlabs ha logrado reducir los tiempos de impresión un 25 %.
- Las velocidades de la impresión SLS se ven afectadas por los componentes de la impresora. La velocidad de impresión depende en gran medida de la potencia del láser. Por ejemplo, la Fuse 1+ 30W usa un potente láser de 30 W para alcanzar una gran productividad. Las impresiones típicas solo tardan 7 horas y el 95 % de las impresiones totalmente llenas se pueden completar en 14 horas.
- Las impresiones SLS requieren un posacabado, pero es muy eficiente. El posacabado para SLS puede ser bastante corto, ya que muchos pasos se pueden automatizar con máquinas como la Fuse Sift y la Fuse Blast y no hay soportes que retirar, lo que da a los usuarios la capacidad de pasar de las impresiones a tener las piezas con un acabado profesional en solo 15 minutos.
Aunque la impresión 3D SLS no es la mejor opción para producir una única pieza lo más rápido posible, la combinación de un bajo coste por pieza, una alta productividad, un posacabado eficiente y materiales establecidos hace que el SLS sea una elección popular entre los fabricantes y una alternativa rentable al moldeo por inyección para la fabricación de bajo volumen o el lanzamiento rápido de productos (conocido como bridge manufacturing).
Qué factores influyen en la velocidad de la impresión 3D
Tamaño de las piezas
Dado que cada tecnología de impresión 3D produce piezas en capas, cuanto mayor ser la impresión en el eje Z, más tiempo tardará en imprimirse.
Sin embargo, imprimir piezas de mayor tamaño o un mayor número de piezas en una misma impresión a lo largo de los ejes X e Y no tiene por qué aumentar necesariamente el tiempo de impresión. Los procesos de impresión 3D que curan capas enteras de una vez (MSLA, DLP) imprimen piezas de gran tamaño y volúmenes de impresión completamente llenos más rápidamente que con las tecnologías en las que la boquilla extrusora tiene que recorrer mayores distancias (FDM) o delinear las piezas una a una (SLA basada en láseres, SLS).
La Form 4 puede terminar una impresión completamente llena en 2-5 horas, en función del material. La productividad posible con un parque de impresoras 3D asequibles, rápidas y fáciles de usar como la Form 4 puede igualar los resultados de procesos tradicionales como el moldeo por inyección.
Resolución
Entender cómo medir la resolución en la impresión 3D, especialmente en varias tecnologías a la vez, requiere analizar una pieza impresa en 3 ejes: Z (vertical) y X/Y (horizontal). La resolución en el eje Z se ve muy afectada por la altura de capa, mientras que la resolución en X/Y se ve afectada por varios factores diferentes en función de la tecnología de impresión 3D que se utilice.
La altura de capa (la resolución en el eje Z) afecta a la velocidad en todos los tipos de impresoras 3D. Si tu impresora tiene capas más gruesas, necesitará imprimir un número total menor de capas, lo que disminuye el tiempo de impresión total.
Con las impresoras 3D FDM, se realizan concesiones considerables entre el tiempo de impresión y la resolución. Las capas gruesas hacen que haya que imprimir un total menor de capas y se reduce el tiempo de impresión total, pero también provocan que las líneas de capa sean más visibles y que el acabado de la superficie sea menos liso.
Algunas impresoras FDM ofrecen a los usuarios la opción de aumentar la velocidad a la que el extrusor deposita el filamento o se mueve por el área de impresión. Además, los usuarios también pueden instalar boquillas más grandes capaces de depositar más material más rápido, pero eso reduce la resolución en X/Y/Z. No obstante, cada una de estas opciones genera una menor precisión y resolución, un acabado de la superficie peor y otros resultados indeseables.
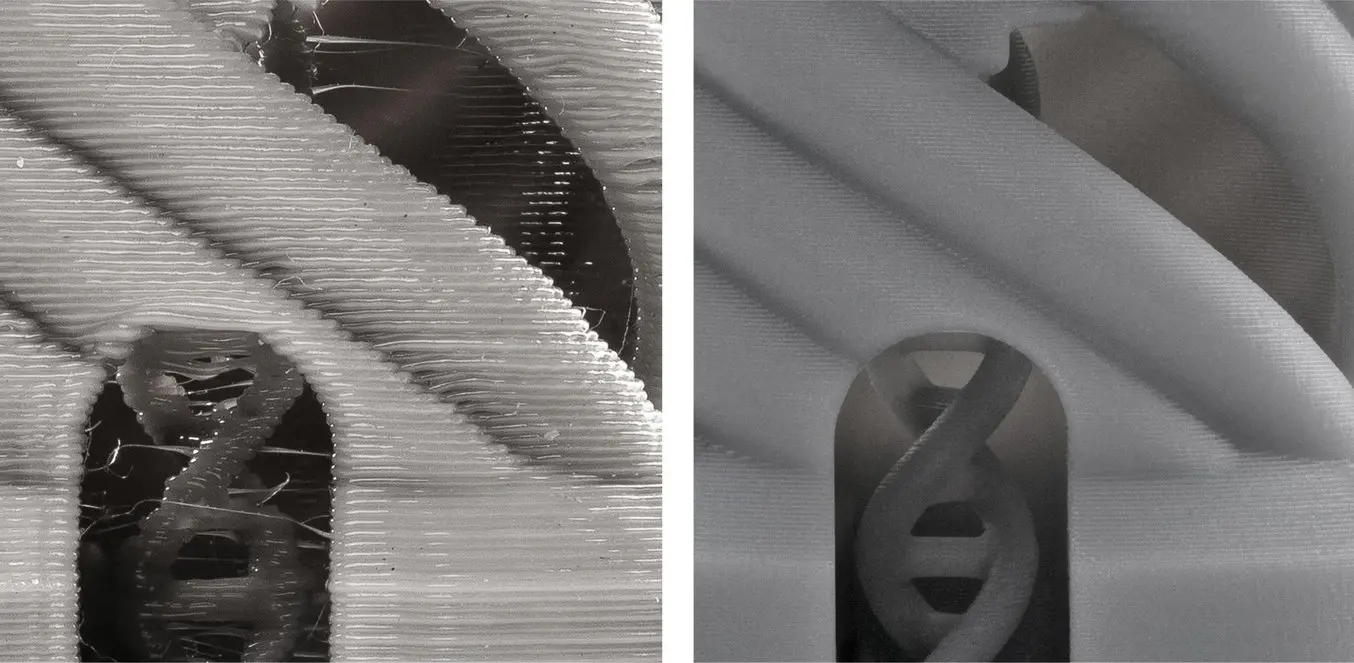

Para las impresoras FDM, fabricar diseños complejos o piezas con detalles intrincados supone un esfuerzo (izquierda) en comparación con las impresoras SLA (derecha).
Las impresoras 3D SLA ofrecen una alta resolución independientemente de la altura de capa. Las impresoras de resina pueden dirigir la luz hacia la resina líquida de forma extremadamente precisa, con lo que se producen piezas con un acabado de la superficie de gran calidad incluso cuando se imprimen capas gruesas. Aunque las líneas de capa podrían ser ligeramente más visibles en superficies curvadas, en la mayoría de las piezas apenas hay diferencias visibles entre una pieza impresa a 50 micras o a 100 micras que justifiquen duplicar el tiempo de impresión. La resolución en X/Y depende de la resolución del proyector o pantalla LCD, o del diámetro del punto focal del láser y con cuánta precisión se puede controlar, que son parámetros definidos por las especificaciones del hardware y que en general son superiores a todos los demás procesos (de 50 micras o menos).
De forma parecida a lo que ocurre con la SLA, la resolución es una preocupación menor con las impresoras 3D SLS. El láser que se utiliza en las impresoras 3D SLS puede fundir partículas con precisión y por lo general, las piezas impresas no tienen líneas de capa visibles. La mayoría de las impresoras SLS ni siquiera permiten a los usuarios cambiar la resolución: la resolución en Z no se puede ajustar, mientras que la resolución en X/Y está definida por las especificaciones del hardware.

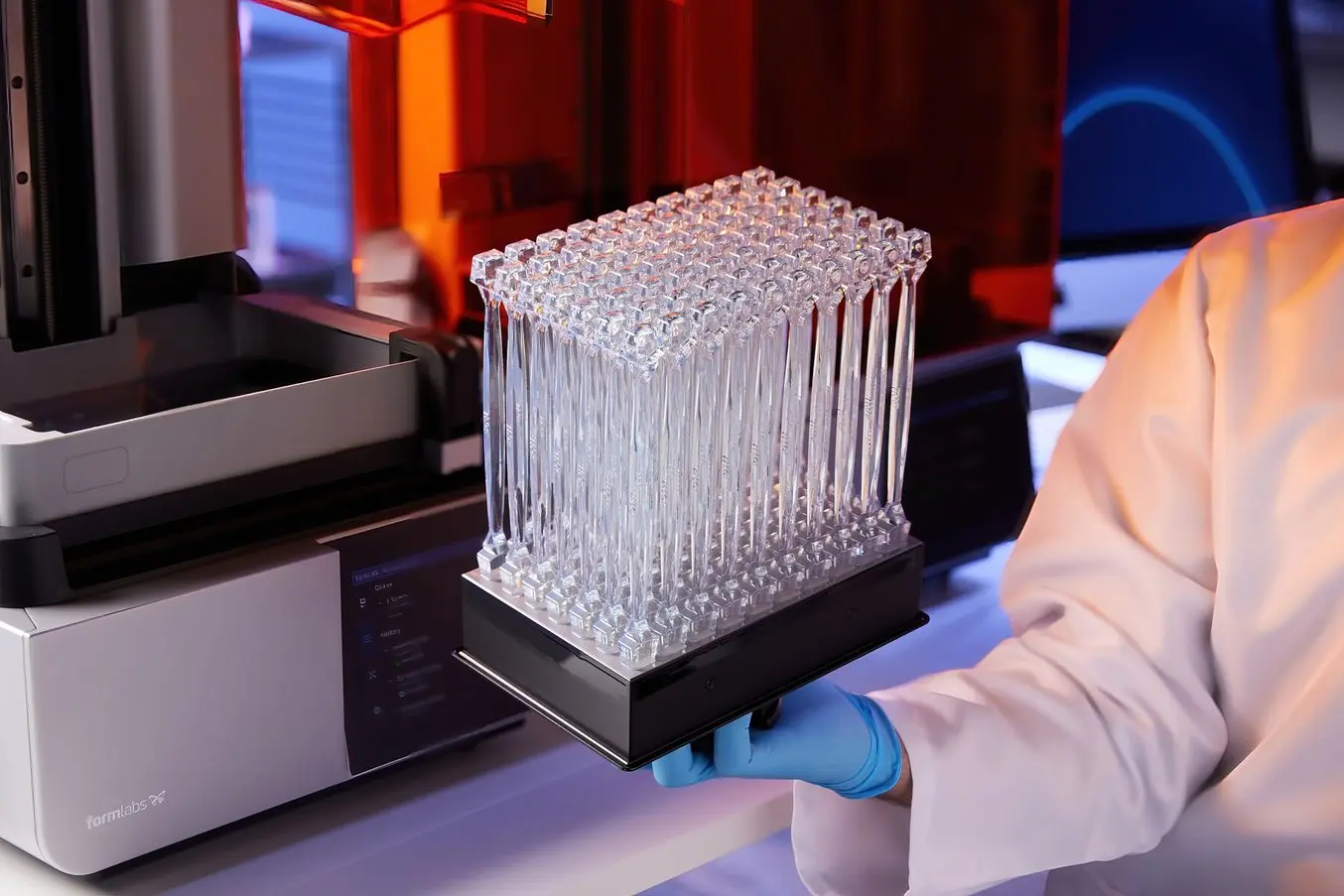
Las impresoras 3D SLS de calidad industrial, como la Fuse 1+ 30W, tienen una resolución excelente y pueden crear piezas muy detalladas que combinan resistencia con elementos con una curvatura orgánica y detalles cóncavos o convexos precisos.
Materiales
La elección del material puede tener un efecto cuantificable en el tiempo de impresión total. Las impresoras FDM, SLA y SLS tienen en común que imprimen polímeros, pero el calentamiento/extrusión, el curado y el sinterizado son procesos muy diferentes.
Con las impresoras 3D FDM, el tipo de filamento puede suponer una gran diferencia en cuanto a la velocidad de impresión 3D. En general, los materiales fáciles de imprimir, como el PLA y el PETG, son los filamentos de impresión más rápidos. La velocidad de impresión de materiales de ingeniería como el ABS y el nylon es ligeramente menor. Sin embargo, materiales como el TPU se tienen que imprimir de forma considerablemente más lenta para asegurar un mayor índice de éxito de las impresiones.
Cuando se imprime con una impresora 3D FDM, siempre es buena idea empezar con una configuración más lenta para asegurarse de que las primeras capas se adhieren como es debido al lecho de impresión (y entre sí) antes de aumentar la velocidad. Una mayor velocidad de impresión también tiene una mayor probabilidad de generar impresiones fallidas y una calidad de impresión menor, por lo que aprender a optimizar el proceso para maximizar la calidad en una impresora 3D FDM es cuestión de ensayo y error.
En la impresión 3D SLA, la opacidad de las resinas y la concentración de fotoiniciadores y otros agentes de curado añadidos por el fabricante de la resina puede afectar a la velocidad de impresión.
Por ejemplo, la Fast Model Resin, la resina más rápida de Formlabs, tiene una mayor concentración de fotoiniciadores y es capaz de imprimirse a velocidades de más de 100 mm por hora en la Form 4. Esto hace posible imprimir modelos pequeños en cuestión de minutos y un volumen de impresión totalmente lleno en menos de dos horas.
La Fast Model Resin es capaz de imprimir a velocidades de más de 100 mm por hora en la Form 4.
En general, las resinas transparentes se imprimen ligeramente más rápido porque tienen una mayor profundidad de curado, lo que significa que la fuente de luz tiene que pasar menos tiempo curando cada capa. Además, las resinas de alta viscosidad, como las resinas reforzadas con vidrio o las que se usan en la odontología para prótesis dentales, se suelen imprimir más lentamente que las resinas de baja viscosidad. De forma parecida a lo que ocurre con el FDM, los materiales flexibles también se imprimen más lentamente que los materiales rígidos.
Con las impresoras 3D SLS, el nylon 12 es el material más utilizado y por lo general, el más rápido, pero los demás materiales ofrecen velocidades de impresión comparables, incluso los materiales flexibles.
Complejidad de los modelos
Aunque la percepción general es que la impresión 3D tiene un grado de complejidad libre (comparada con procesos tradicionales como el mecanizado o el moldeo por inyección), no es del todo así en lo que respecta a la velocidad de impresión.
La complejidad de los modelos tiene un ligero efecto negativo en los tiempos de impresión de las impresoras 3D FDM, SLA (basada en láseres) y SLS. El motivo es parecido a por qué el tamaño de las piezas en X/Y afecta a la velocidad de impresión más en algunas impresoras que en otras, ya que estas impresoras tienen que dibujar o delinear la geometría de la pieza en cada capa, lo que lleva más tiempo para las formas más complejas. Sin embargo, como las impresoras MSLA y DLP curan una capa entera de una vez, que las piezas sean más complejas no hace que las impresiones tarden más.
El otro aspecto, que generalmente es más importante, son las estructuras de soporte. En la impresión FDM y SLA se necesitan estructuras de soporte con frecuencia para imprimir con éxito piezas más complejas, como las que tienen muchas proyecciones o voladizos. Después de completar un trabajo de impresión, las estructuras de soporte se tienen que retirar y hay que lijar las irregularidades que haya en la pieza acabada.
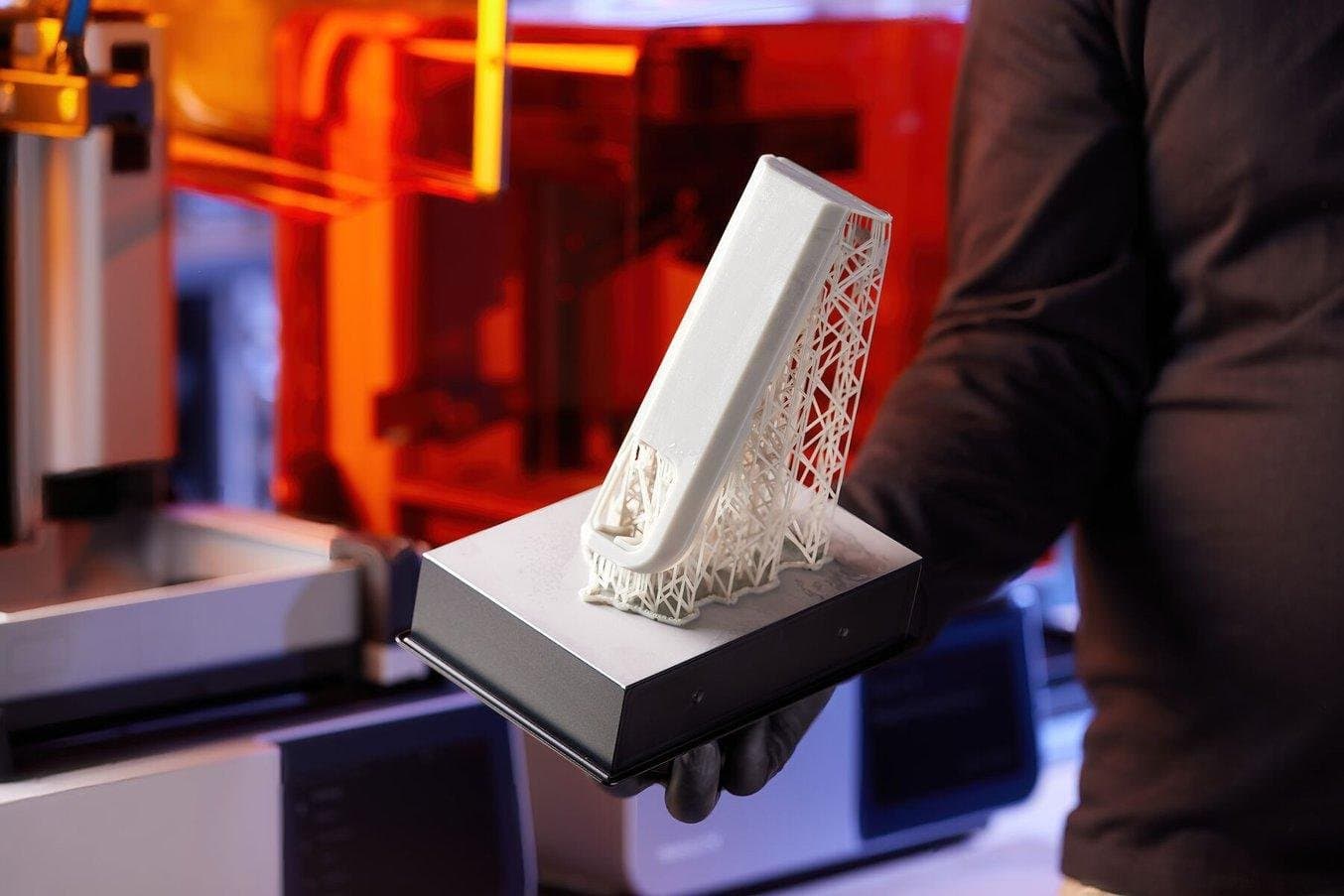
Las impresoras 3D SLA de Formlabs usan soportes de punta fina que son fáciles de retirar, lo que reduce el posacabado.
Las estructuras de soporte no solo suman tiempo al posacabado y consumen material valioso, sino que también añaden tiempo al proceso de impresión, especialmente en las impresoras 3D FDM y las impresoras 3D SLA con un único láser.

La impresión 3D SLS es ideal para imprimir formas complejas con materiales tanto rígidos como flexibles.

La impresión 3D SLS no requiere usar soportes, porque el polvo no sinterizado mantiene la estructura impresa en su sitio. Por consiguiente, las impresiones SLS no desperdician polvo ni tiempo creando soportes.
Conclusión
La impresión 3D satisface las necesidades de equipos de proyectos en diversos sectores para realizar iteraciones de diseños, mejorar sus procesos e incluso fabricar piezas de uso final más rápidamente que con métodos tradicionales. La impresión 3D de alta velocidad y alta productividad con tecnologías como la SLA y el SLS permite acortar los ciclos de diseño y fabricación.
¿Quieres comprobar la calidad de la impresión SLA o SLS de primera mano? Elige una de las aplicaciones de nuestra lista y solicita una muestra gratuita para encontrar un material que cumpla los requisitos de tu proyecto.