
Guía de poscurado y acabado de impresiones 3D de resina por estereolitografía (SLA)
La impresión 3D por estereolitografía (SLA) se ha vuelto muy popular por su capacidad de producir prototipos y piezas de alta precisión, isotrópicos y estancos con un catálogo de materiales avanzados que permiten obtener detalles precisos y un acabado de la superficie liso.
Sin embargo, las piezas no salen de la impresora completamente terminadas: en muchos casos requieren posacabado. Todas las piezas requieren un lavado rápido y muchos materiales requieren un poscurado breve. Estos dos pasos se pueden optimizar con equipamiento de posacabado como la Form Wash y la Form Cure de Formlabs y la Form Wash L y la Form Cure L, sus versiones de gran formato.
Además, algunas piezas también pueden beneficiarse de otros pasos, como lijados, revestimientos, galvanizados o granallados. Estos métodos de posacabado pueden obtener una gran variedad de resultados, como hacer que las piezas estén mejor preparadas para usarse en exteriores al protegerlas de la radiación UV o aumentar la resistencia mecánica de una pieza revistiéndola con metal o con una solución cerámica como el Cerakote.
En esta guía, tratamos todo lo que necesitas saber acerca de los diversos métodos disponibles de posacabado para la impresión 3D y de cómo elegir el proceso adecuado para la aplicación que darás a tus piezas.

Reserva una consulta gratuita
Ponte en contacto con nuestros expertos en impresión 3D para tener una consulta personalizada y encontrar la solución adecuada para tu negocio, recibir un análisis de rentabilidad de la inversión, realizar impresiones de prueba y mucho más.
Las bases del posacabado de impresiones SLA
Lavado
El paso fundamental en cualquier proceso de trabajo de posacabado para SLA es eliminar la resina sobrante que haya sobre la superficie de las piezas mediante un lavado con alcohol o éter. Este paso de lavado se puede realizar de forma manual introduciendo las piezas en la disolución o se puede utilizar una máquina automatizada que agite el líquido durante una cantidad de tiempo predeterminada. Abajo daremos los detalles del proceso de lavado más eficaz. Este paso prepara a las piezas para procesos secundarios como el pintado, el tinte, el alisado o el pulido.
Consejos para el lavado de piezas de resina impresas en 3D:
- Formlabs recomienda lavar las piezas impresas mediante SLA con alcohol isopropílico, Resin Washing Solution de Formlabs o éter monometílico de tripropilenglicol. El alcohol isopropílico es la solución más conocida y utilizada para lavar piezas impresas de resina, mientras que la Resin Washing Solution de Formlabs es una alternativa no inflamable que es lo suficientemente segura para cualquier espacio de trabajo y puede disolver el doble de resina antes de quedar saturada, con lo que reduce el coste por pieza lavada.
- La Form Wash y la Form Wash L agitan automáticamente el líquido para limpiar las piezas de forma eficaz, incluso las que tienen canales, relieves cóncavos o texturas en su superficie. Si usas una solución manual, mueve el líquido tú mismo para obtener el mismo resultado. Al crear diseños con canales estrechos, como los de microfluídica, puede que sea necesaria una jeringuilla para limpiar la resina interna e impedir que esta bloquee los canales.
- Es posible que algunas piezas necesiten dos lavados en alcohol isopropílico o éter monometílico de tripropilenglicol para estar del todo limpias. Muchas instalaciones dedicadas a imprimir piezas en grandes cantidades cuentan con un lavado "limpio" y un lavado "sucio", para hacer que este paso sea todavía más eficiente. Todas las piezas se lavan primero en el lavado "sucio" (que puede ser una disolución en la que se bañan manualmente las piezas), antes de pasar a una limpieza más extrema en alcohol isopropílico más nuevo (a menudo, este lavado "limpio" es la Form Wash o la Form Wash L).
- Para automatizar el lavado y el enjuagado de tus piezas impresas, Formlabs recomienda la Form Wash para acompañar las impresoras de escritorio de Formlabs y recomienda la Form Wash L para las impresoras SLA de gran formato.
- Ciertos materiales se pueden lavar juntos, mientras que otros se deberían lavar por separado para evitar que las partículas disueltas en el alcohol isopropílico afecten al color, el acabado o el rendimiento de los demás materiales. La tabla de abajo detalla cuáles de las resinas se deberían agrupar para obtener resultados óptimos y para cumplir las recomendaciones de biocompatibilidad.
| Claro | Oscuro | Biocompatibilidad | Otros (se deben lavar solos, por separado) |
|---|---|---|---|
| Clear Resin, White Resin, Rigid 4000 Resin, Rigid 10k Resin, Durable Resin, Elastic 50A Resin, Flexible 80A Resin, High Temp Resin | Black Resin, Grey Resin, Grey Pro Resin, Fast Model Resin, Draft Resin, Precision Model Resin, Model Resin, Tough 2000 Resin, Tough 1500 Resin, Flame Retardant Resin | Biomed White Resin, Biomed Black Resin, Biomed Clear Resin, Biomed Amber Resin, BioMed Durable Resin, BioMed Elastic 50A Resin, BioMed Flex 80A Resin, Surgical Guide Resin, Dental LT Clear Resin, Dental LT Comfort Resin, Custom Tray Resin, IBT Flex Resin, Temporary CB Resin, Permanent Crown Resin, Premium Teeth Resin, Denture Teeth Resin, Denture Base Resin | ESD Resin, Color Kit, Color Resin, True Cast Resin, Castable Wax Resin, Castable Wax 40 Resin, Silicone 40A Resin*, Alumina 4N Resin** |
* La Silicone 40A Resin se debe lavar en una mezcla de un 80 % de alcohol isopropílico y un 20 % de acetato de n-butilo. Si utilizas la Form Wash, vierte una botella de 2 l de acetato de n-butilo a la cubeta de lavado y, a continuación, añade alcohol isopropílico hasta alcanzar la línea de llenado máximo.
** La Alumina 4N Resin requiere un lavado propio separado del de otros materiales. No permitas que las piezas de Alumina 4N Resin entren en contacto con agua o alcohol isopropílico, ya que esto provocará grietas. Lava únicamente la Alumina 4N Resin en la Ceramic Wash Solution.
Curado
Cuando una pieza impresa mediante SLA termina de imprimirse, es posible que la reacción de polimeración no se haya completado. Esto significa que habrá piezas que no hayan alcanzado las propiedades finales de sus materiales y puede que no funcionen como se espera, especialmente las piezas duras que se vean sometidas a esfuerzos. Exponer la impresión a la luz y al calor, que es lo que se conoce como poscurado, ayudará a solidificar las propiedades de su material.
Consejos para el poscurado de piezas de resina impresas en 3D:
- El poscurado es opcional para las resinas estándar. Otros tipos de resina, como la Rigid 10K Resin, requieren un poscurado para alcanzar sus propiedades mecánicas óptimas.
- En el caso de los materiales biocompatibles, el poscurado es necesario para cumplir las normas de seguridad determinadas por los organismos normativos.
- Cada material debería exponerse al proceso de curado durante un período de tiempo determinado. Puedes encontrar todas las recomendaciones actualizadas de poscurado para la Form Cure (2.ª generación), la Form Cure (1.ª generación) o la Form Cure L en nuestro sitio web.
La Form Cure y la Form Cure L, las dos primeras soluciones de poscurado de Formlabs para las impresoras 3D SLA de escritorio y de gran formato, están diseñadas para el poscurado rápido y uniforme de impresiones realizadas con resinas de Formlabs. Con la Form Cure y la Form Cure L, las piezas impresas en 3D mediante SLA se pueden poscurar con la longitud de onda exacta, a temperaturas distintas y durante diversos períodos de tiempo.
Lijado y pulido
Lijar las piezas impresas en 3D es a menudo el mejor método para alisar bordes, quitar defectos y librarse de las marcas que hayan dejado los soportes. El lijado a mano es el más efectivo para las formas simples, pero puede ser difícil o casi imposible lijar los objetos complejos con depresiones profundas o soportes internos. En estos casos, podría ser más eficaz realizar un granallado o un pulido.
La mejor manera de lijar piezas impresas mediante SLA es comenzar con un papel de lija que tenga un número de grano bajo y pasar poco a poco a niveles de grano más fino. Por ejemplo, las piezas impresas en 3D mediante SLA se pueden lijar para ser suaves y brillantes con un papel de lija de grano 3000. Aumenta el grano poco a poco, puliendo y suavizando la pieza hasta que alcance la textura deseada. Al llegar al número de grano 12 000, las piezas deberían volverse reflectantes. Si tienes problemas, lija tu pieza bajo un chorro de agua o con un papel de lija húmedo. Esto puede ayudar a crear una superficie suave en piezas ásperas.
Las piezas impresas mediante SLA salen de la base de impresión con menos líneas de capa que las piezas impresas con otros procesos, como el modelado por deposición fundida (FDM). A menudo, las líneas de capa en las impresiones 3D con resina no se notan. Esto significa que las impresiones por FDM suelen requerir bastante más lijado para alisar las piezas. Dicho eso, si necesitas un acabado liso y brillante como el del vidrio, la SLA requiere lijado para eliminar del todo los restos de las capas, especialmente en piezas esféricas. Aumentar el grano del papel de lija lentamente te permitirá eliminar o reducir las líneas de capa a un nivel minúsculo en cualquier pieza impresa mediante SLA.
El motivo más común para lijar piezas impresas en 3D es eliminar las marcas de los soportes. A medida que ganes confianza al imprimir en 3D, puede que valga la pena invertir más tiempo durante la preparación de la impresión en inclinar las impresiones 3D de forma que se eliminen o reduzcan los soportes de las partes más importantes de las piezas. Por ejemplo, si estás imprimiendo un busto o modelo, con frecuencia es posible orientar la pieza de manera que la cara del modelo no requiera soportes. Esto hará que el proceso de lijado sea mucho más fácil.
Una vez que estés contento con el proceso de lijado, se puede usar un paño básico de microfibras para eliminar cualquier pequeña imperfección, así como el polvo del papel de lija que se quede en la superficie de la impresión.
Si vas a realizar una cantidad significativa de lijado sobre una única pieza, hemos descubierto que frotar la pieza con aceite mineral después de un lavado puede crear un acabado de la superficie muy suave y liso. Como la mayoría de las técnicas, el aceite mineral puede producir o no beneficios notables para tu impresión en función de la geometría de la pieza; puede que tengas que probar a lijar varias piezas antes de encontrar la técnica de acabado perfecta.
Para quien busque piezas de SLA precisas y de alta calidad, ofrecemos las Finishing Tools de Formlabs, una selección de productos diseñados para optimizar el proceso de trabajo del posacabado para SLA y ayudar a los usuarios a obtener un acabado de la superficie superior, planos y bordes perfectamente lisos y un aspecto mejorado, reduciendo el tiempo de trabajo manual y el coste por pieza.

Guía sobre impresión 3D por estereolitografía (SLA)
¿Estás buscando una impresora 3D para fabricar tus modelos 3D en alta resolución? Descarga nuestro libro blanco para aprender cómo funciona la impresión SLA y por qué es el proceso de impresión 3D más popular para crear modelos con detalles increíbles.
Resumen de las técnicas avanzadas de posacabado para SLA
Los procesos de alisado, revestimiento y coloreado pueden añadir tanto ventajas mecánicas como mejoras estéticas a las piezas impresas en 3D mediante SLA. Cada uno de estos procesos tiene sus propias ventajas y desventajas y puede afectar a distintas propiedades de los materiales en diferente medida. A la hora de considerar estos procesos de trabajo, incluida la decisión entre subcontratar el trabajo o incorporar el equipo y las capacidades necesarias en tu propia empresa, ten en cuenta los costes de la inversión y la habilidad necesaria para llevarlo todo a cabo.
El resumen que ofrecemos a continuación muestra los obstáculos a los que se enfrentan las técnicas avanzadas de posacabado para piezas impresas mediante SLA y los potenciales resultados.
| Método | Dificultad de acceso (coste y habilidad) | Propiedades mecánicas | Resistencia a la radiación UV | Resistencia química | Dureza de la superficie | Color | Conductividad |
|---|---|---|---|---|---|---|---|
| Granallado | Baja | ✔ | |||||
| Impresión con resina teñida | Baja | ✔ | |||||
| Tinte después de la impresión | Baja | ✔ | |||||
| Pintado | Baja | ✔ | ✔ | ||||
| Revestimiento cerámico | Alta | ✔ | ✔ | ✔ | ✔ | ✔ | |
| Galvanizado | Alta | ✔ | ✔ | ✔ | ✔ | ✔ |
Estos pasos pueden realizarse uno detrás de otro para obtener múltiples cualidades. En este artículo, hablaremos de cada opción por separado. Si te interesa combinar técnicas de posacabado para obtener un resultado específico, contacta con nuestro equipo para hablar con un especialista que te pueda asesorar acerca de tu caso de uso.
Granallado
Con ciertas resinas, un granallado puede ayudar a alisar la superficie y llegar incluso a mejorar las propiedades mecánicas del material. En ensayos realizados con piezas de Rigid 10K Resin antes y después de un granallado, el alargamiento de rotura mejoró un 70 %, la resistencia a la rotura por tracción mejoró un 35 % y la resistencia al impacto mejoró un 180 %.
Las soluciones de granallado manuales han estado disponibles desde hace años y son adecuadas para aplicaciones de producción de bajo volumen o situaciones en las que es necesario realizar un granallado una o dos veces a la semana para piezas de gran tamaño. Las granalladoras manuales son asequibles y no requieren una infraestructura compleja.
Para volúmenes de piezas mayores, Formlabs ofrece la Fuse Blast, que es la primera solución de granallado automatizada del mercado que tiene un precio asequible. Está diseñada para completar el ecosistema de impresión 3D por sinterizado selectivo por láser (SLS) de la serie Fuse, pero se puede utilizar también como granalladora para impresiones de SLA.

El granallado mejoró la resistencia a la presión del agua de carcasas sometidas a ensayo por el Laboratorio de Robótica y Procesamiento de Imágenes Submarinas de la Universidad de Rhode Island (URIL).

Impresión 3D de carcasas estancas y resultados de los ensayos de presión
En este libro blanco, ofreceremos los resultados de los ensayos y recomendaciones claras para imprimir en 3D de forma económica carcasas estancas personalizadas.
Opciones para el coloreado de piezas de resina impresas en 3D
Impresión con la Color Resin

La Color Resin es una Resina de Uso General con color personalizable, fabricada a medida y que pasa por controles de calidad.
La Color Resin V5 permite imprimir directamente piezas en colores que abarcan desde tonos neutros con matices hasta colores saturados e intensos con la velocidad y facilidad de impresión de cualquier otra Resina de Uso General de Formlabs. Con la Color Resin, podrás conseguir colores que representen a tu marca, tu línea de productos o tu visión creativa de forma fiel y fiable. Los colores personalizados se pueden elegir con un código hexadecimal o un perfil RGB, o mediante el selector de colores en línea.
Las piezas que se imprimen con la Color Resin se lavan después con la Form Wash y se poscuran con la Form Cure durante un minuto, en un proceso de posacabado tan sencillo como imprimir con cualquier otra Resina de Uso General de Formlabs. A diferencia de añadir tintes a una resina, la Color Resin garantiza una producción constante de piezas de color uniforme y permite realizar una igualación de colores. Además, imprimir directamente con la Color Resin reduce el tiempo de espera asociado a pintar las piezas y el coste de mano de obra, haciendo que la producción de piezas coloreadas sea eficiente.
De momento, la Color Resin V5 solo está disponible en EE. UU., aunque en un futuro próximo su disponibilidad se ampliará a otras regiones.
Impresión con resina teñida

Modelos anatómicos impresos con Clear Resin mezclada con tinta al alcohol
Este proceso requiere tomar 1 l de Clear Resin y teñirla, normalmente con tinta al alcohol, para crear un color personalizado. La Clear Resin modificada puede ponerse en una impresora 3D de Formlabs para su uso y la pieza se imprimirá con el color personalizado nuevo que has creado. Las tintas al alcohol se disuelven completamente en la Clear Resin, lo que las convierte en el colorante ideal para que tu impresión tenga colores uniformes. Si vas a pintar las piezas impresas en 3D con resina teñida, ten en cuenta que te conviene usar una solución de lavado diferente para estas piezas, ya que la resina coloreada se disolverá en el lavado. Etiqueta tus soluciones de lavado para controlar qué tipos de tintes has usado ya y asegurarte de que no lavas por accidente una pieza de White Resin en agua que contiene un tinte oscuro.
Impresión con el Color Kit
El Color Kit es un paquete de mezclado de colores estándar ofrecido por Formlabs. El Color Kit permite imprimir en 3D con una gran variedad de colores que te ahorran tener que realizar trabajos de acabado y pintura de forma manual.
Para ver el Color Kit en acción, descubre cómo el fabricante de sintetizadores de diseño birdkids desarrolló un nuevo producto utilizando la impresión 3D con una amplia gama de materiales, incluido el Color Kit, para crear un prototipo de la paleta de colores de su nuevo producto.

El equipo de birdkids usó el Color Kit para prototipar colores diferentes, como la variante "melocotón".
Tinte después de la impresión
Si quieres teñir tus piezas sin mezclar todo un lote de material teñido, puedes aplicar el tinte después de la impresión. Es fácil introducir regiones de interés en distintas disoluciones de tinte para obtener piezas de varios colores.
Ciertas resinas van a ser más fáciles de teñir que otras, como la Clear Resin y la Elastic Resin. Recomendamos crear una disolución de tinte y alcohol y remojar en la solución las piezas impresas, con los soportes. Si necesitas más información acerca del tinte de piezas para SLA, descarga nuestro libro blanco.
Pintado con pintura acrílica

Un pintor capacitado puede dar mucha vida a las piezas impresas en 3D con la pintura acrílica.
Es posible que la única forma de añadir algo de color a modelos complejos con detalles complicados sea utilizar pintura. Aunque este proceso puede resultar largo y el resultado depende de tu habilidad para la pintura, ofrece una mayor libertad artística a los usuarios. Ya que el pintado se realiza cuando la pieza ya está lavada y curada, este proceso de trabajo tampoco requiere un lavado propio en alcohol isopropílico.
Pintado con aerosoles
La pintura en aerosol puede crear superficies lisas y profundos matices de colores y es muy eficiente para las impresiones grandes o planas. En las manos de un usuario habilidoso, las piezas impresas en 3D pueden pintarse rápidamente con aerosoles. La mejor técnica para pintar con aerosoles es usar varias capas finas, idealmente en una sola sesión. Los productos de imprimación en aerosol son la mejor opción para pintar tus piezas impresas, porque cubren rápidamente la superficie con una capa uniforme. Recomendamos que leas nuestra guía exhaustiva para encontrar un tutorial paso a paso sobre las buenas prácticas de pintar piezas impresas en 3D.
Opciones para el revestimiento de piezas de resina impresas en 3D
Polímero líquido
Para una instalación en Times Square, Window to the Heart, los equipos de Formlabs y de Aranda/Lasch trabajaron con un taller de carrocería para rociar cada pieza con Lesonal Universal Clear.
Hay varios revestimientos de polímero líquido en el mercado que ofrecen diferentes grados de alisado y resistencia química. Pueden ser transparentes, opacos o coloreables; se pueden aplicar mediante inmersión, cepillado o rociado y pueden tener diversas bases químicas, como la resina epoxi, la laca o el poliuretano. En general, un revestimiento en aerosol es lo mejor para que las piezas tengan un acabado brillante.
Los revestimientos con aerosoles solo deberían aplicarse una vez que la pieza se haya lijado meticulosamente. Cuando se revisten las piezas impresas en 3D, se recomienda saltarse el proceso de curado para la Clear Resin, ya que a veces puede provocar un amarilleamiento de las piezas. Si la pieza que estás revistiendo se va a utilizar por motivos estéticos, puede que no sea necesario curarla para resaltar sus propiedades mecánicas. En lugar de curarla, la pieza debería dejarse secar al aire después de un lavado con alcohol isopropílico y agua. Cuando esté completamente seca, aplica dos o tres capas con el aerosol en un entorno libre de polvo.
Revestimiento cerámico

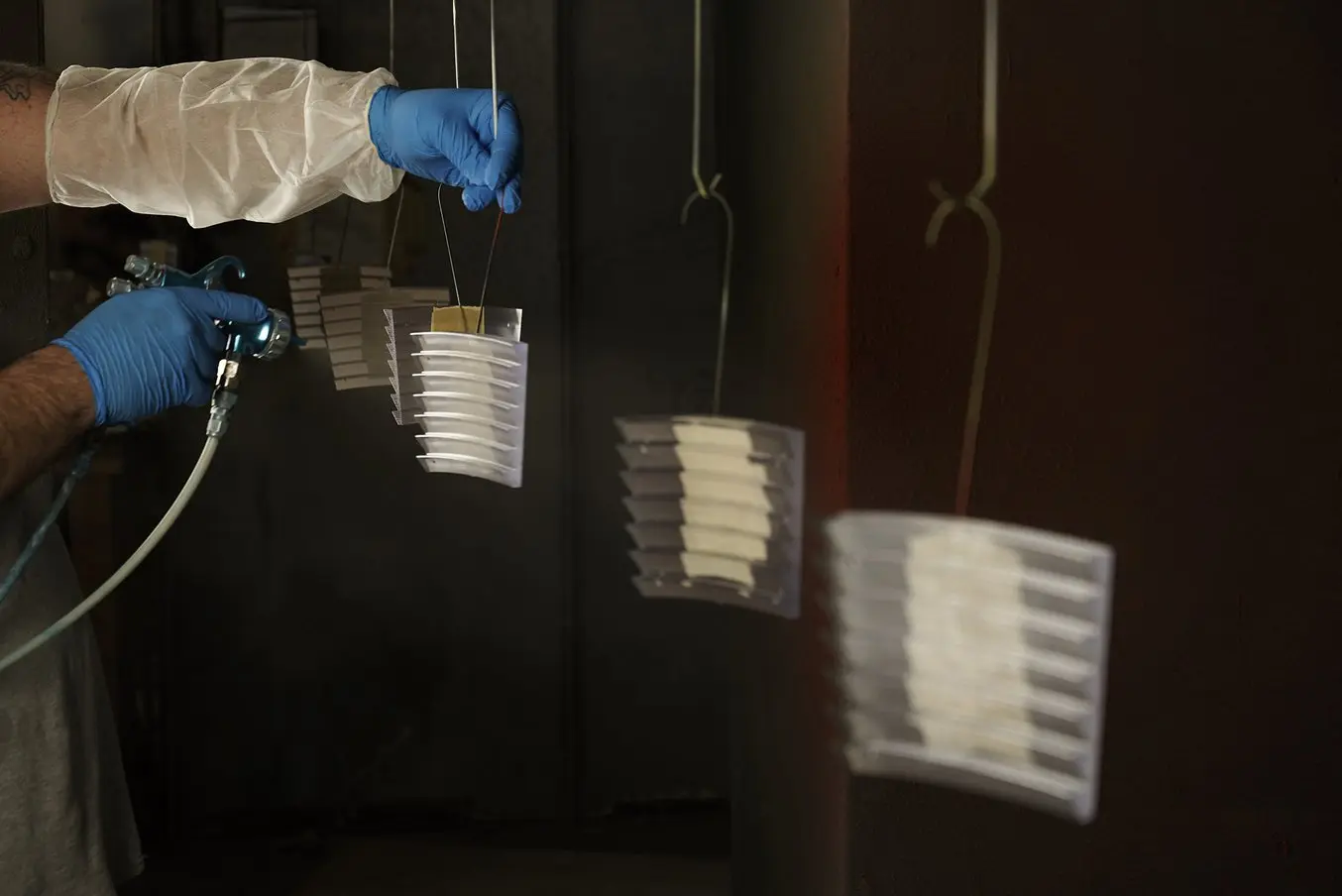
Estas muestras, impresas en la Form 3+ con la Grey Pro Resin, se han revestido con Cerakote, un proceso que mejora el acabado de la superficie de las piezas, así como su tenacidad, su durabilidad y su resistencia a la radiación UV, los productos químicos y el calor.
Los revestimientos cerámicos ofrecen ventajas en cuanto al rendimiento y la estética de diversos materiales. Su resistencia inherente a los productos químicos y la temperatura hacen que las piezas con revestimientos cerámicos sean ideales para una amplia gama de sectores, como el de la automoción y el aeroespacial, en los que hay entornos extremos que pueden dañar las piezas. También son ideales para productos de consumo en los que es importante tener una superficie de buena calidad.
El Cerakote es un revestimiento cerámico delgado y de alto rendimiento desarrollado por NIC Industries, que ofrece numerosas ventajas mecánicas y estéticas. Si quieres más información acerca de aplicar el Cerakote a tus impresiones SLA, descarga nuestro libro blanco o ve el seminario web con el fabricante del Cerakote: NIC Industries.

Guía completa de Cerakote: Un revestimiento cerámico para las piezas impresas en 3D mediante SLA y SLS
Este libro blanco mostrará cómo revestir las piezas impresas en 3D mediante estereolitografía (SLA) y sinterizado selectivo por láser (SLS) utilizando el proceso de Cerakote.
Galvanizado
El galvanizado es un proceso electroquímico en el que se depositan iones de metal en una capa fina sobre la superficie de la pieza. Galvanizar las superficies refuerza significativamente las piezas que hay debajo y mejora la resistencia del material al desgaste, a la exposición a radiación UV y a la corrosión. Esto es excelente para las piezas de uso final y es una alternativa más económica a la impresión 3D de metal.

Los tapacubos galvanizados no solo tienen el aspecto y el tacto del metal, sino que galvanizar las superficies refuerza significativamente las piezas subyacentes y mejora la resistencia del material al desgaste, a la exposición a radiación UV y a la corrosión.
Volkswagen imprimió tapacubos en una impresora 3D SLA de escritorio de Formlabs usando la Clear Resin y después los galvanizó con una capa de níquel de 0,01 centímetros de grosor. Las piezas resultantes tienen el mismo aspecto y producen la misma sensación que el metal, pero se podían fabricar rápidamente conforme iban evolucionando los diseños, con restricciones mínimas respecto a su geometría.
Elliptika es una marca que diseña antenas y filtros personalizados de tecnología punta que se usan para la investigación y el desarrollo en los sectores del automóvil, la defensa, la medicina y la educación. Usa la impresión 3D y el galvanizado para fabricar antenas de alto rendimiento, reduciendo el coste y las esperas en más de un 90 %. Si deseas saber más acerca del galvanizado, descarga el libro blanco completo.

Resistencia del metal: Estrategias y casos de uso de las piezas impresas mediante SLA y galvanizadas
Sigue leyendo para descubrir cómo los ingenieros añaden metal a las impresiones 3D de resina y por qué las piezas de metal híbridas pueden abrir nuevas puertas a una sorprendente variedad de aplicaciones, entre las cuales se incluyen la resistencia y durabilidad para uso final.
Más información sobre la impresión 3D SLA
La potencia, la precisión y el abanico de materiales que ofrecen las impresoras 3D SLA permiten a diseñadores, ingenieros y fabricantes aprovechar su tecnología en casi cualquier aplicación. A medida que estas aplicaciones se difunden, las demandas estéticas y mecánicas cambian. Los métodos de posacabado pueden ayudar a que tus piezas de SLA evolucionen de un polímero estándar a piezas de alto rendimiento adaptadas a aplicaciones avanzadas de uso final, todo ello con un coste reducido y un proceso de trabajo sencillo.
Descarga nuestro libro blanco para saber más acerca de la impresión 3D SLA. ¿Quieres tener una pieza impresa mediante SLA de alta calidad en tus manos? Solicita una muestra gratuita a continuación.
¿No estás seguro de qué solución de impresión 3D se ajusta mejor a tu negocio? Reserva una consulta personalizada para comparar opciones, evaluar la posible rentabilidad de la inversión, probar impresiones de prueba y más.