

Mejora con el alisado con vapor de la calidad de la superficie de piezas impresas en 3D mediante SLS: Un estudio colaborativo de Formlabs y AMT
La impresión 3D por sinterizado selectivo por láser (SLS) es una técnica de fabricación de eficacia probada con materiales de alto rendimiento; materiales que pueden llegar incluso más lejos en cuanto a rendimiento y estética cuando se combinan con métodos avanzados de posacabado como el alisado con vapor.
En este libro blanco, repasaremos las características y las ventajas del alisado con vapor, veremos los resultados de informes de ensayos de los polvos para SLS de Formlabs con el sistema de alisado con vapor de AMT y hablaremos de las posibles aplicaciones, de los costes y de cómo puedes empezar a alisar con vapor.
Mejora con el alisado con vapor de la calidad de la superficie de piezas impresas en 3D mediante SLS: Un estudio colaborativo de Formlabs y AMT
La impresión 3D por sinterizado selectivo por láser (SLS) es una técnica de fabricación de eficacia probada con materiales de alto rendimiento; materiales que pueden llegar incluso más lejos en cuanto a rendimiento y estética cuando se combinan con métodos avanzados de posacabado como el alisado con vapor.
En este libro blanco, repasaremos las características y las ventajas del alisado con vapor, veremos los resultados de informes de ensayos de los polvos para SLS de Formlabs con el sistema de alisado con vapor de AMT y hablaremos de las posibles aplicaciones, de los costes y de cómo puedes empezar a alisar con vapor.
Introducción
El sinterizado selectivo por láser (SLS) es una tecnología de impresión 3D muy utilizada que fabrica piezas complejas empleando un láser para sinterizar materiales en polvo capa a capa. Este enfoque produce componentes precisos y robustos, pero tiene un inconveniente importante: el acabado de la superficie resultante tiende a ser áspero y poroso, lo que le resta aplicabilidad en escenarios en los que es primordial un acabado liso, como los conjuntos de alta fricción o la producción de piezas de uso final. Sin embargo, mediante el despliegue de técnicas adicionales de posprocesado, como el alisado con vapor, las piezas de SLS pueden alcanzar una calidad de superficie y una durabilidad comparables a las de las piezas moldeadas por inyección tradicionales.
En un intento de comprender y evaluar la eficacia del Suavizado con vapor en componentes impresos en 3D SLS, Formlabs se asoció con Additive Manufacturing Technologies (AMT). El esfuerzo conjunto se centró en escrutar el impacto del alisado con vapor en varias piezas impresas en nuestras impresoras 3D SLS de la serie Fuse, utilizando diferentes materiales como Nylon 12 Powder, Nylon 11 Powder, TPU 90A Powder, Nylon 11 CF Powder, y Nylon 12 GF Powder.

Solicita una pieza de muestra gratuita
Experimenta la calidad de Formlabs de primera mano. Enviaremos una pieza de muestra impresa en 3D de manera gratuita a tu oficina.
Información general del alisado con vapor
El alisado con vapor es un proceso químico que consiste en exponer la superficie de una pieza impresa en 3D mediante SLS a un disolvente vaporizado. Durante el proceso, una combinación de calor y disolvente vaporizado derrite la superficie selectivamente, creando una superficie más lisa y sellada. El proceso principalmente afecta a las capas superficiales, dejando intacto el núcleo interno. La precisión del alisado se controla mediante condiciones ajustadas a medida dentro de la cámara de procesado para obtener el acabado de la superficie necesario, a menudo con perfiles de ajustes personalizados desarrollados por el fabricante de la máquina de alisado con vapor.
La elección del disolvente usado para este proceso depende en gran medida del tipo de material utilizado en el proceso de impresión. Cada material interactúa de forma diferente con los disolventes; por tanto, el disolvente ideal varía de un material a otro. Por ejemplo, el nylon 11 y el nylon 12 se tratan generalmente con el mismo disolvente, mientras que el polipropileno requiere una química distinta para un disolvente eficaz.
El alisado con vapor suele realizarse dentro de un entorno sellado, como una cámara de vapor, para evitar la evaporación del disolvente. Estas cámaras especializadas, fabricadas y comercializadas por empresas como AMT, suelen tener un tamaño compacto, comparable al de una impresora Fuse 1+ 30W. Esta contención garantiza un proceso de alisado con vapor controlado, eficaz y seguro.
Los componentes segmentados para el alisado con vapor se fijan a un bastidor, que se coloca dentro de la cámara de vapor. Una vez que la cámara está bien sellada, comienza el proceso estableciendo las condiciones adecuadas, es decir, la temperatura de la cámara y el nivel de vacío. A continuación, se introduce vapor disolvente en la cámara para que interactúe químicamente con las piezas y favorezca el alisado de la superficie. El proceso de suavizado con vapor dura unas dos horas, de principio a fin. Dado que el tiempo es constante independientemente del número, la geometría o el tamaño de las piezas, se adapta de manera eficiente a volúmenes más altos y a la producción por lotes.


La impresora 3D SLS Fuse 1+ 30W de Formlabs (izquierda) y la AMT PostPro SF100 (derecha).
Ventajas del alisado con vapor
Rugosidad de la superficie y uniformidad del color:
El alisado por vapor se utiliza principalmente por su capacidad para crear un aspecto más suave y pulido, similar al de una pieza moldeada por inyección. Esto resulta especialmente útil para piezas que van a quedar a la vista, como productos de uso final o prototipos de iteración final que requieren un acabado de Clase A o B.
Formlabs y AMT han observado una reducción de entre el 72 % y el 81 % en la rugosidad media de la superficie (Ra) tras alisar piezas impresas con polvos SLS de Formlabs. Formlabs ha descubierto que el alisado por vapor produce un acabado superficial uniforme, opaco y semibrillante en todos los polvos SLS de Formlabs.

Frasco de perfume hecho a medida que incluye un detalle con forma de cinta que envuelve el frasco. Se imprimió en una impresora 3D SLS de la serie Fuse con Nylon 11 Powder y después se alisó con vapor.
Proliferación de bacterias y absorción de humedad
El alisado por vapor también ayuda a sellar la superficie de la pieza, reduciendo la porosidad y mejorando su resistencia a la humedad y al crecimiento bacteriano. Esto puede resultar especialmente beneficioso en aplicaciones en las que la pieza estará expuesta a condiciones adversas y disolventes, como los componentes automovilísticos o aeroespaciales (consulta el capítulo Resultados de absorción de humedad para obtener más detalles), o en las que el crecimiento bacteriano sea un problema. Formlabs y AMT han observado una reducción del 60 % de la proliferación de SARM en las piezas de Nylon 12 Powder.

Las espinilleras personalizadas y ligeras impresas en 3D son una aplicación que se beneficia de la reducción del crecimiento bacteriano. Impreso en Nylon 11 Powder y alisado con vapor.
Uso fuera del alcance visual
Una de las ventajas más destacadas del alisado por vapor es su aplicación "sin línea de visión", lo que significa que el vapor del disolvente puede interactuar uniformemente con todas las superficies de la pieza, incluidas las que quedan ocultas a la vista directa. Esta característica supone una ventaja significativa con respecto a los recubrimientos aplicados mediante pulverización HVLP, que plantean dificultades cuando se aplican a superficies ocultas, internas o complejas, especialmente en el caso de geometrías intrincadas, como las celosías. Por consiguiente, el alisado por vapor garantiza un acabado superficial uniforme y completo, independientemente de la complejidad de la estructura de la pieza.
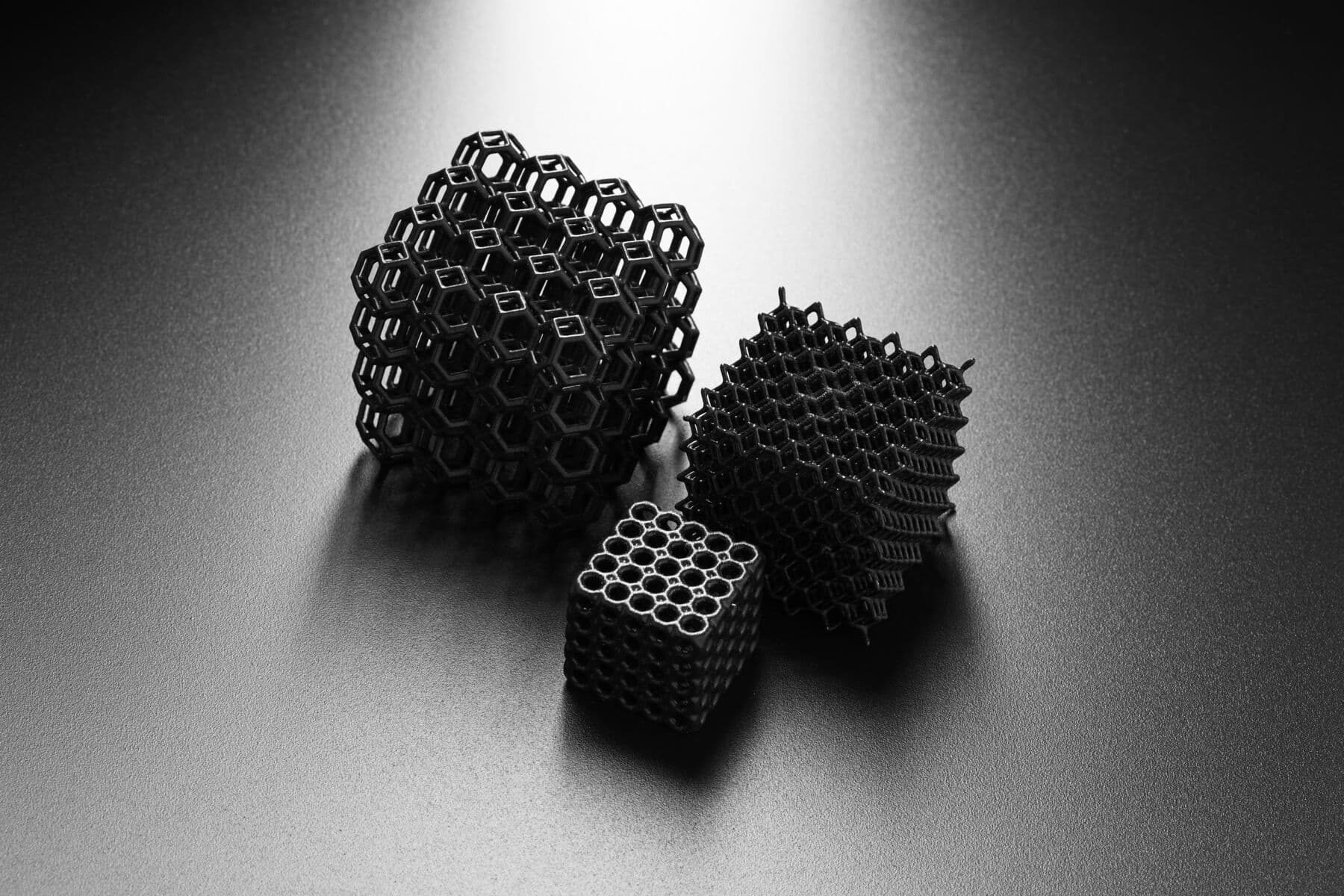
Celosías cúbicas impresas con el TPU 90A Powder después del alisado con vapor.
Preservación de las propiedades mecánicas:
Otra ventaja del alisado por vapor es su mínimo impacto en las propiedades mecánicas inherentes al material base. Formlabs y AMT revelaron solo una variación mínima en las propiedades mecánicas, con resultados que se desviaban solo un pequeño porcentaje del original. Esto hace que los beneficios del alisado por vapor (mejora de la estética y el acabado de la superficie) se puedan conseguir sin afectar al rendimiento funcional ni a la integridad estructural de la pieza. Esto hace que el alisado por vapor sea una técnica de posacabado excepcionalmente eficaz que equilibra tanto la forma como la función en los componentes impresos en 3D.
Consideraciones de procesos y diseño para el alisado con vapor
El alisado por vapor de piezas SLS requiere una cuidadosa consideración de ciertos parámetros del proceso y características de diseño para garantizar resultados óptimos. A continuación se indican los puntos clave que debes tener en cuenta:
- Perfiles predefinidos: Asegúrate de que tu equipamiento de alisado con vapor cuente con perfiles predefinidos configurados específicamente para los polvos para SLS de Formlabs.
- Agrupar piezas similares: Siempre que sea posible, agrupa las piezas con espesores de pared similares. Esto favorece la uniformidad en el proceso de alisado y evita disparidades en los resultados finales debido a las diferentes características de los materiales.
- Puntos de conexión: Para garantizar una cobertura completa durante el proceso de alisado por vapor, es recomendable añadir un punto de conexión a las piezas. Esto permite fijar o colgar las piezas mediante un clip, lo que garantiza que todas las superficies se puedan alisar de manera uniforme.
- Orientación de las piezas: Es fundamental orientar correctamente las piezas en la cámara de vapor. Las piezas con características cóncavas deben orientarse hacia abajo. Esto evita la acumulación de disolvente en estas características.
- Consulta al fabricante de equipos originales: Por último, no dudes en ponerte en contacto con tu proveedor de equipos para obtener más sugerencias de optimización. Su asesoramiento experto puede proporcionar información adicional y ajustar el proceso de alisado con vapor para maximizar los resultados.
Perfiles de alisado con vapor
Cada empresa y máquina de alisado con vapor tiene su propio conjunto de parámetros y disolventes para alisar piezas. Los parámetros que varían con más frecuencia son la temperatura y la presión. Además, cada material para SLS tiene su propio perfil desarrollado por el fabricante de alisado con vapor para garantizar el mejor resultado posible.
Formlabs y AMT han colaborado para desarrollar perfiles especializados en sus máquinas que estén adaptados específicamente para todos los materiales para SLS de Formlabs. Estos perfiles están diseñados para proporcionar el mejor acabado superficial posible al alisar con vapor piezas producidas con polvos SLS de Formlabs.
Para acceder a estos perfiles que se han desarrollado de forma especial, debes contactar directamente con AMT. Se ha demostrado que el TPU 90A Powder se vaporiza de forma menos uniforme que los materiales rígidos, como el nailon. Imprime las piezas de TPU 90A Powder en vertical para conseguir los mejores resultados de suavizado por vapor.
Geometría de la pieza
Además de un perfil para cada material SLS, las máquinas de alisado por vapor también pueden tener perfiles específicos para la geometría de las piezas. La geometría de la pieza, con factores como el grosor de las paredes y el tamaño total de la pieza, puede afectar al proceso de alisado y se debería tener en cuenta en los ajustes del perfil de alisado con vapor. Por ejemplo, AMT tiene perfiles de máquina para piezas delgadas hechas con el Nylon 12 Powder (de 3 mm de grosor).
Intentar suavizar piezas que tienen paredes muy delgadas y paredes muy gruesas en la misma pieza, o lotes que incluyen piezas de ambos tipos de geometría, puede dar lugar a un suavizado no uniforme, con superficies que presentan burbujas o un suavizado inadecuado. Las piezas con geometrías similares deben agruparse en lotes siempre que sea posible.
Parrillas y marcas de separación
Durante el proceso de alisado con vapor, las piezas se deben colgar de una parrilla de alambre metálica, que requiere rasgos a los que poder unir un alambre o un clip. Si tu pieza no tiene ninguna característica que permita suspenderla, considera la posibilidad de añadir un punto de conexión, como un pequeño orificio pasante o una lengüeta desprendible sacrificable. En general, debido al flujo del disolvente sobre la superficie de la pieza, las marcas visibles en las piezas alisadas con vapor son mínimas.
Para tiradas de producción con muchas piezas, también es posible conectar todas las piezas entre sí en la impresión 3D, creando una estructura similar a un árbol de fundición. Aunque este método conlleva un mayor consumo de polvo, unir las piezas en la impresión 3D puede reducir considerablemente el tiempo de trabajo que requiere el proceso de desmoldeo y puede incluir puntos de separación convenientes desde los que separar las piezas después del alisado.

Mitigación de las acumulaciones de disolvente
Dado que el disolvente se vaporiza dentro de la cámara durante el proceso de alisado, es susceptible de acumularse en geometrías en forma de copa en la pieza impresa. Esto puede provocar la formación de burbujas irregulares en la superficie de la pieza. Para evitarlo, se recomienda colgar las piezas con las partes cóncavas hacia abajo, lo que favorece el drenaje del disolvente. Otra opción es eliminar ese tipo de rasgos del diseño de la pieza, siempre que sea factible.
Consideraciones de seguridad y de las instalaciones
AMT ofrece una guía de preparación del espacio detallada para todas las máquinas PostPro SF, con el fin de asegurar que la instalación y el uso de los sistemas de alisado con vapor se ajusten a las normas de seguridad. Esta guía incluye formación esencial para los usuarios sobre la manipulación y la seguridad de la máquina, un paso crucial para mitigar posibles riesgos.
En cuanto a los requisitos de espacio, los sistemas de alisado por vapor de AMT son relativamente compactos, ya que solo necesitan 2,2 metros (7,2 pies) de ancho y 3,2 metros (10,5 pies) de profundidad de superficie, dependiendo del modelo específico y del rendimiento. Para obtener información completa sobre la instalación y la seguridad, ponte en contacto directamente con AMT. Asegurarse de que se tengan en cuenta estas consideraciones permite una implementación segura y eficiente de los sistemas de suavizado por vapor en tu espacio de trabajo.
Evaluación exhaustiva de los materiales de Formlabs después de un alisado con vapor
Formlabs y AMT realizaron ensayos exhaustivos para caracterizar los efectos de la tecnología química de alisado con vapor de AMT sobre las propiedades de los materiales en diversas piezas impresas con la tecnología SLS de Formlabs. Los ensayos se centraron en la calidad de la superficie, las propiedades mecánicas, la citotoxicidad y las propiedades antimicrobianas. Las pruebas se realizaron con el Nylon 12 Powder, el Nylon 11 Powder, el TPU 90A Powder, el Nylon 11 CF Powder y el Nylon 12 GF Powder.
Los resultados demuestran que los sistemas de alisado con vapor PostPro AMT pueden mejorar la calidad de la superficie de las piezas y ofrecer propiedades antimicrobianas sin efectos negativos de citotoxicidad.
Métodos de ensayo
| Ensayo | Tipo de muestra y norma de ensayo | Número total de muestras de cada material | Sin procesar | Procesadas |
|---|---|---|---|---|
| Ensayo de tracción | ASTM D638 Tipo 1 | 20 | 10 |
10 |
| Rugosidad de la superficie* | ASTM D638 Tipo 1 | 10 | 5 | 5 |
| Análisis microscópico** | Cuadrado de 10 mm22 | 1 | 1 | |
| Citotoxicidad | ISO 10993-5 (2009); ISO 10993-1 (2021); ISO 10993-12 (2021) | 5 | 0 | 5 |
| Propiedades antimicrobianas | ISO 22196 | 8 + 1 de referencia | 1 | 8 |
| Absorción de humedad | Incremento de peso porcentual a lo largo de 24 horas para un cubo impreso de 1 × 1 × 1 cm inmerso en el disolvente correspondiente. | 10 | 5 | 5 |
*El análisis de la rugosidad de la superficie se realizó con un Mitutoyo Surftest SJ-210 con un radio de punta de palpador de 2μm, ángulo de punta de 60° y
fuerza de medición 0,75 kN. Se realizaron cinco mediciones en diferentes zonas de cada superficie antes y después del procesado.
**El análisis microscópico se realizó con un microscopio digital Hirox KH-8700 con una lente MX(G)-2016Z. El análisis se realizó con
un aumento de 60x.
Resultados del ensayo de rugosidad de la superficie
| Material | Resultado después del alisado con vapor (Ra) | Reducción porcentual |
|---|---|---|
| Nylon 12 Powder | 2,33 | 75 % |
| Nylon 11 Powder | 2,65 | 73 % |
| TPU 90A Powder | 3,26 | 81 % |
| Nylon 12 GF Powder | 2,80 | 72 % |
| Nylon 11 CF Powder | 2,28 | 80 % |
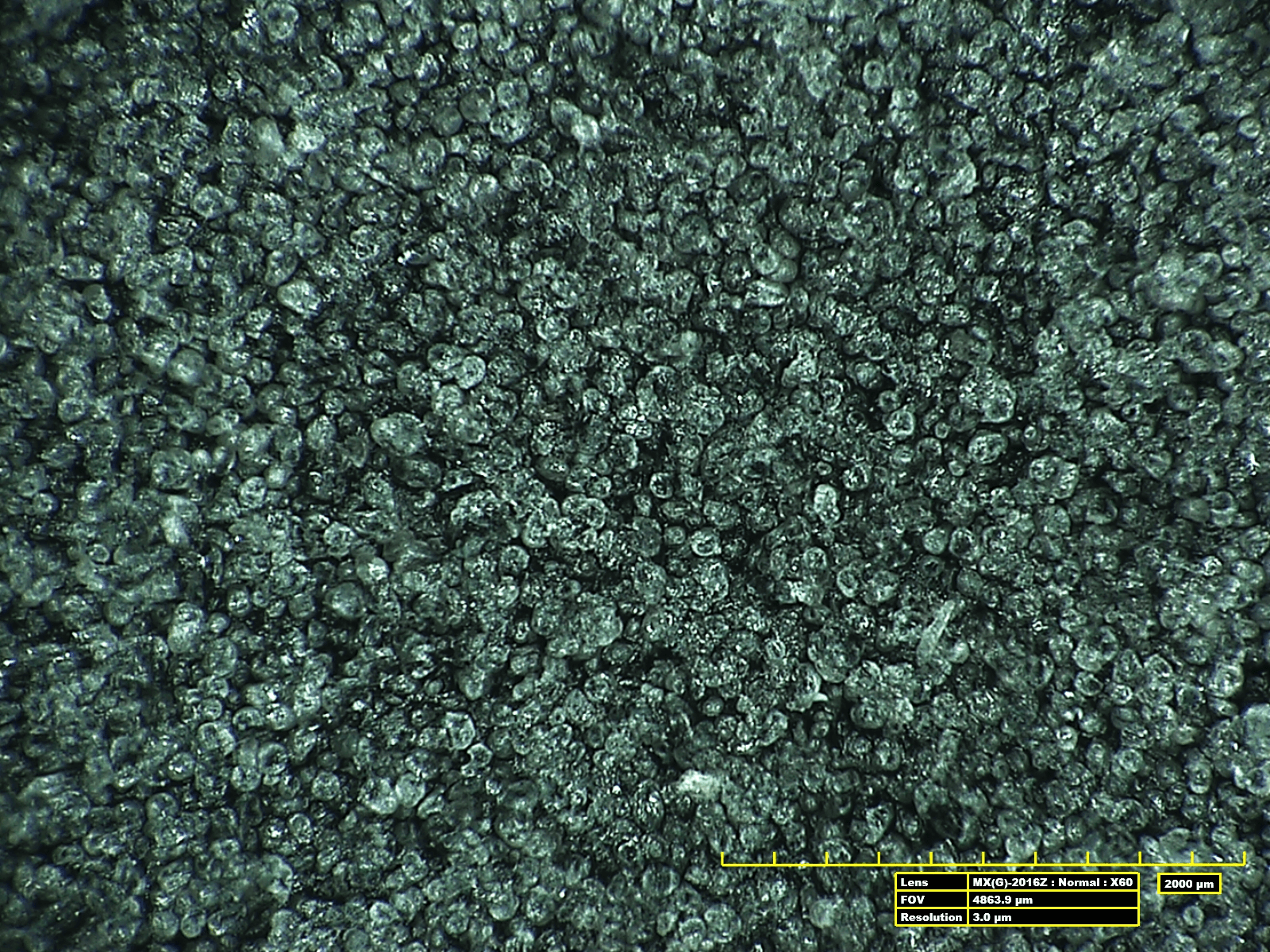
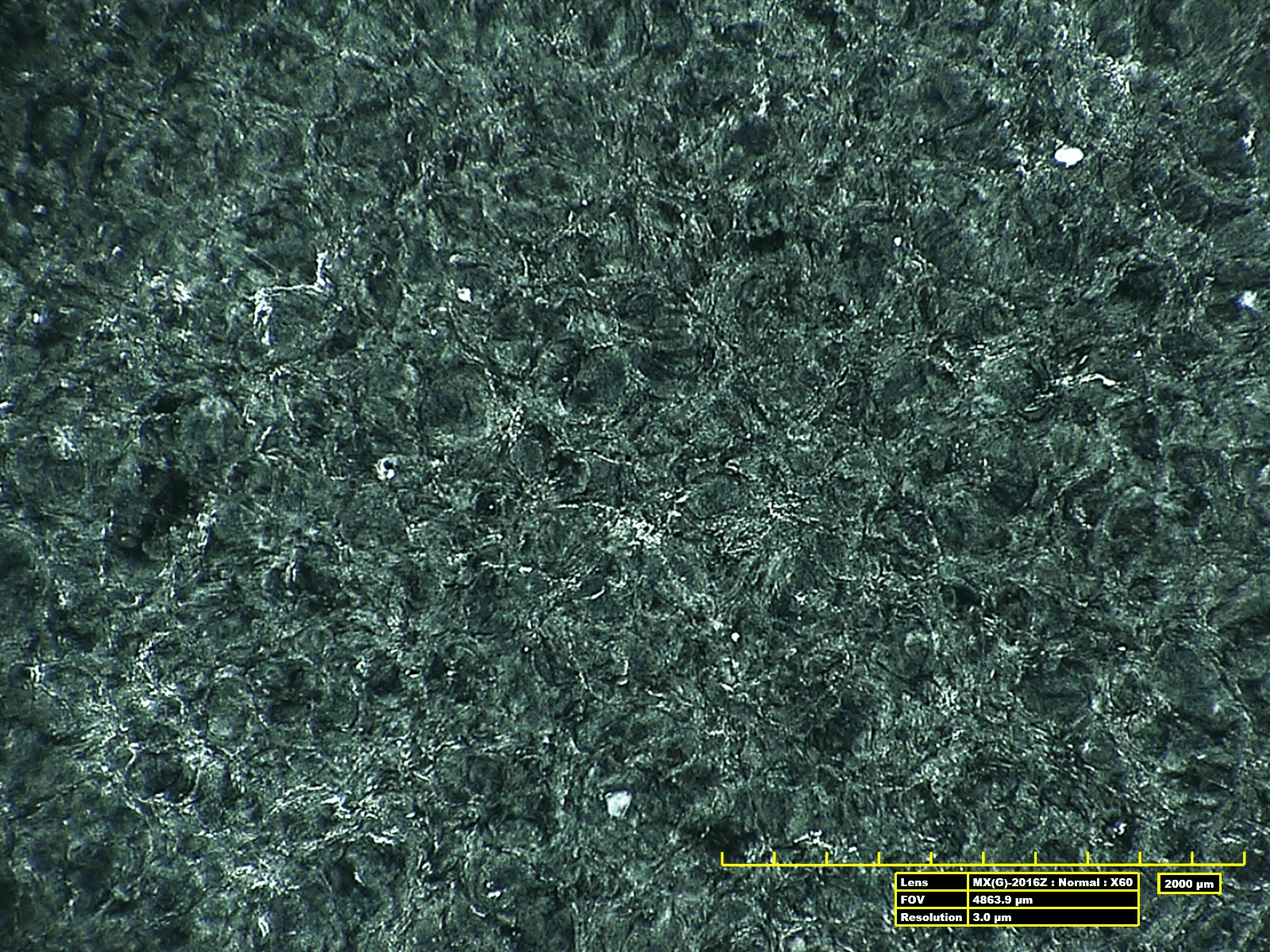
Estas imágenes muestran una vista con 60 aumentos de la superficie de una pieza impresa plana de Nylon 12 Powder, antes del alisado con vapor (izquierda) y después de él (derecha).
Las imágenes de microscopía revelan una abundante presencia de material sin sinterizar (imagen izquierda), hendiduras y porosidad superficial en las superficies impresas. Estos artefactos se eliminan completamente mediante el proceso de Suavizado con Vapor Químico PostPro, dejando la superficie lisa, sellada y uniforme (imagen derecha).
Resultados del ensayo mecánico
Después del alisado con vapor las propiedades mecánicas generales del material impreso se preservaron en todos los casos con una diferencia de pocos puntos porcentuales (y en algunos casos, incluso mejoraron ligeramente).
Resistencia a la rotura por tracción (X/Y) (MPa)
| Material | Solo impreso | Alisado con vapor |
|---|---|---|
| Nylon 12 Powder | 50 | 49 |
| Nylon 11 Powder | 49 | 50 |
| Nylon 12 GF Powder | 52 | 59 |
| Nylon 11 CF Powder | 52 | 59 |
| TPU 90A Powder | 9 | 10 |
Alargamiento de rotura
| Material | Solo impreso | Alisado con vapor |
|---|---|---|
| Nylon 12 Powder | 11 % | 12 % |
| Nylon 11 Powder | 40 % | 49 % |
| Nylon 12 GF Powder | 4 % | 6 % |
| Nylon 11 CF Powder | 15 % | 19 % |
| TPU 90A Powder | 251 % | 263 % |
Resultados antimicrobianos
Después del alisado con vapor, el Nylon 12 Powder muestra una reducción de la proliferación de SARM del 61 % y una reducción de la proliferación de E. coli del 32 %. Las muestras se ensayaron mediante BioLabTests. Ponte en contacto con Formlabs para obtener el certificado de análisis completo.
Resultados antimicrobianos Nylon 12 Powder
| 0 h | 24 h | Log10 | % de reducción | |
|---|---|---|---|---|
| Suavizado con vapor (SARM) | 7,99 x 104 | 7,60 x 104 | 0,41 | 61 % |
| Control (SARM) | 7,99 x 104 | 1,93 x 105 | N/A | N/A |
| Suavizado con vapor (E.Coli) | 9,12 x 104 | 8,43 x 105 | 0,17 | 32 % |
| Control (E.Coli) | 9,12 x 104 | 1,24 x 106 | N/A | N/A |
Resultados de citotoxicidad
Las muestras impresas en Nylon 12 Powder se alisaron con vapor y luego se sometieron a ensayos de citotóxica, de acuerdo con las normas ISO 10993, concretamente ISO 10993-5 (2009), ISO 10993-1 (2021) e ISO 10993-12 (2021). Estas muestras no causaron ningún efecto citotóxico. Para obtener un informe de esterilización de muestras de Formlabs Nylon 12 Powder sin procesar, haz clic aquí. Puedes encontrar informes de esterilización de otros materiales de Formlabs para impresión 3D en aquí.
Resultados de absorción de humedad
Después del alisado con vapor, las piezas mostraron una gran reducción de la absorción de humedad y de disolvente. The following tables detail the percentage weight increase over 24 hours of a 1 x 1 x 1 cm printed cube immersed in solvents specific to Nylon 12 Powder and Nylon 11 Powder.
Resultados Nyon 12 Powder
| Disolvente | Control(% de incremento de peso) | Alisado con vapor(% de incremento de peso) |
|---|---|---|
| Combustible diésel | 0,28 | 0,02 |
| Isoctano (gasolina) | 0,03 | -0,01 |
| Aceite mineral pesado | 0,39 | 0,07 |
| Agua salada (3,5 % NaCl) | 0,1 | 0,07 |
Resultados de Nyon 11 Powder
| Disolvente | Control(% de incremento de peso) | Alisado con vapor(% de incremento de peso) |
|---|---|---|
| Combustible diésel | 0,29 | 0,01 |
| Isoctano (gasolina) | 0,06 | 0 |
| Aceite mineral pesado | 0,42 | 0,02 |
| Agua salada (3,5 % NaCl) | 0,22 | 0,08 |
Resultados de la Nyon 12 GF Powder
| Disolvente | Control(% de incremento de peso) | Alisado con vapor(% de incremento de peso) |
|---|---|---|
| Combustible diésel | 0,3 | 0 |
| Isoctano (gasolina) | 0,02 | -0,02 |
| Aceite mineral pesado | 0,39 | 0,02 |
| Agua salada (3,5 % NaCl) | 0,12 | 0,08 |
Resultados Nyon 11 CF Powder
| Disolvente | Control(% de incremento de peso) | Alisado con vapor(% de incremento de peso) |
|---|---|---|
| Combustible diésel | 1,41 | 0,16 |
| Isoctano (gasolina) | 0,05 | 0,07 |
| Aceite mineral pesado | 1,74 | 0,09 |
| Agua salada (3,5 % NaCl) | 0,13 | 0,06 |
Resultados de TPU 90A Powder
| Disolvente | Control(% de incremento de peso) | Alisado con vapor(% de incremento de peso) |
|---|---|---|
| Combustible diésel | 2,24 | 0,67 |
| Isoctano (gasolina) | 0,4 | 0,37 |
| Aceite mineral pesado | 1,46 | 0,06 |
| Agua salada (3,5 % NaCl) | 0,45 | 0,37 |
Ejemplos de aplicaciones

Conjunto de soporte para ciclocomputador y teclas de teclado mecánico personalizados, impresos con Nylon 12 Powder y alisados con vapor.
Componentes automovilísticos
El alisado con vapor se puede usar para mejorar el acabado de la superficie y la durabilidad de los componentes automovilísticos, como los colectores de admisión de aire, las cubiertas de los motores y los componentes de los salpicaderos. La reducción de la absorción de humedad y disolvente también puede resultar útil para aplicaciones automovilísticas en las que hay gasolina y combustible diésel, ya que el alisado con vapor crea una superficie sellada que reduce la entrada de líquidos y gases.

Tubo flexible impreso con el TPU 90A Powder y alisado con vapor
Productos sanitarios
La impresión 3D SLS se usa mucho en la producción de productos sanitarios y el alisado con vapor se puede utilizar para mejorar el acabado de la superficie de piezas como prótesis, órtesis y conjuntos de productos sanitarios sin perder la biocompatibilidad del material base. El alisado con vapor también reduce en gran medida la fricción que pueden sentir los pacientes que llevan aparatos
ortopédicos, además de reducir la probabilidad de que proliferen bacterias.

Base rígida de plantilla ortopédica impresa con Nylon 11 Powder y alisada con vapor (izquierda), y diversos productos sanitarios impresos con el Nylon 11 Powder y alisados con vapor. (derecha).
Productos de consumo
El alisado con vapor se puede usar para potenciar el aspecto de los productos de consumo, como carcasas de teléfonos móviles, gafas, componentes de aparatos de videojuegos y otros accesorios electrónicos, hasta que tengan una superficie de clase A o B. El brillo de la superficie también se puede controlar hasta cierto punto con este proceso, ofreciendo acabados que van de lo brillante a lo semimate. Por último, para obtener el mejor aspecto posible, considera añadir un revestimiento encima de la pieza alisada con vapor, como el
Cerakote aplicado a los materiales de SLS rígidos, o el Ultracur3D Coat F de BASF que se aplica al TPU 90A Powder.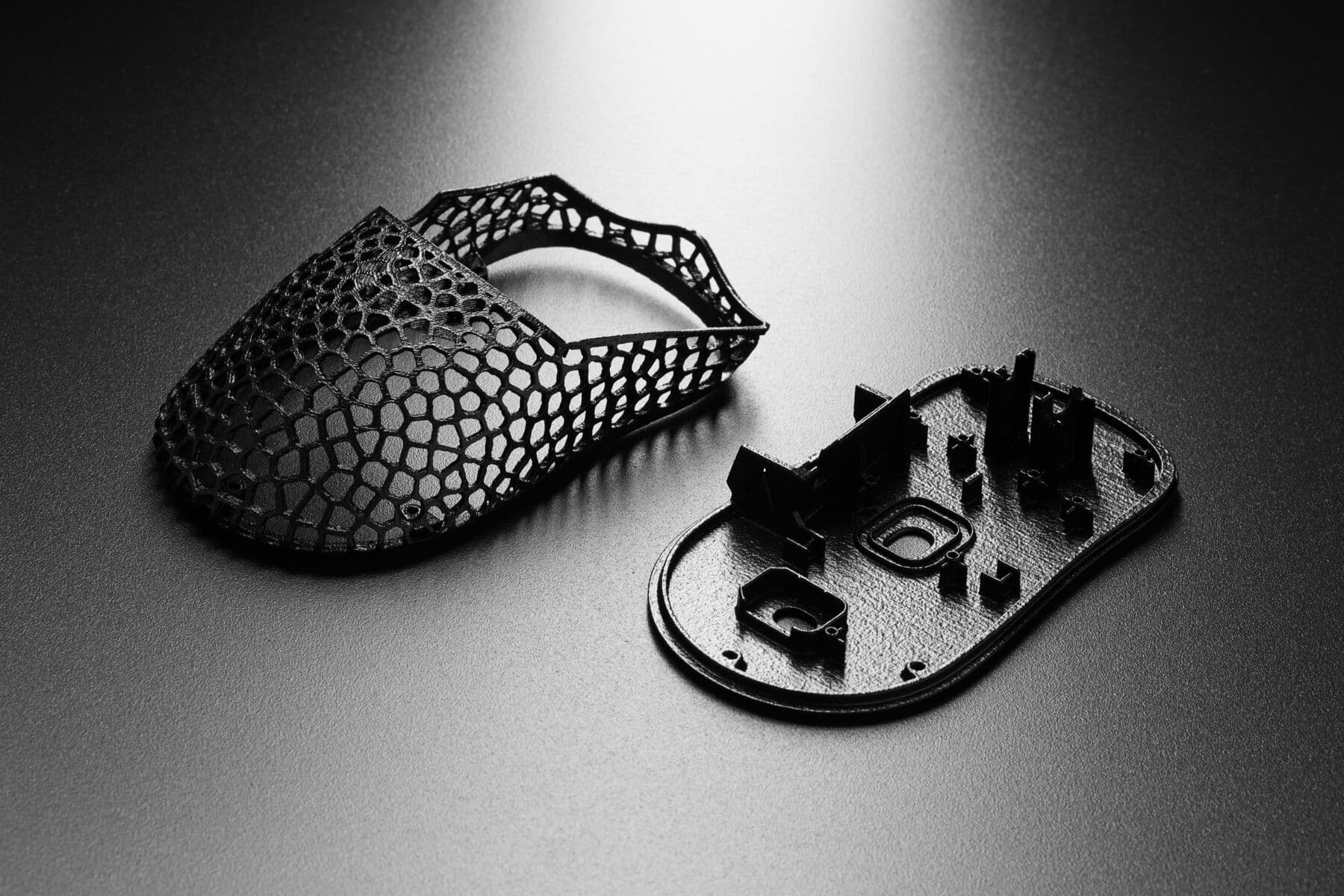
Conjunto de ratón para gaming ligero impreso con el Nylon 11 Powder y alisado con vapor.
Caso de estudio de cliente: 3D Nation
3D Nation es un proveedor de servicios de impresión 3D profesional centrado en los sectores aeroespacial y de la automoción. Situada en el sur de Alemania, la empresa se fundó después de que la afición a la impresión 3D de una ingeniera se convirtiera en un negocio a gran escala.
Una de las principales áreas de interés de la empresa es el desarrollo y prototipado de nuevos productos y conceptos de marca para empresas de automoción y fabricantes privados de aviones. Actualmente están construyendo sus instalaciones de producción de uso final con un gran parque de impresoras 3D SLA y SLS, incluidas ocho impresoras 3D de sinterizado selectivo por láser (SLS) de la serie Fuse, así como dos máquinas de alisado con vapor AMT.

fundador de 3D Nation, afirma: "Gracias a la tecnología de suavizado por vapor, podemos saltarnos el proceso de moldeo por inyección tras la fase de prototipado rápido. Las piezas que imprimimos con nuestras impresoras de la serie Fuse y que posacabamos alisando con vapor tienen un aspecto muy parecido al de una pieza moldeada por inyección y sus materiales tienen propiedades muy interesantes" La superficie de calidad superior de las piezas alisadas con vapor, incluso sin pinturas o recubrimientos, hace que sean adecuadas para aplicaciones de uso final, en las que los acabados, las texturas y las imperfecciones tienen una importancia fundamental.
"Para cualquier pieza que vaya a estar sometida a mucho esfuerzo o tenga que soportar muchos cambios de temperatura, utilizamos el alisado con vapor. Por ejemplo, para los conductos de refrigeración de los frenos de los coches de carreras, porque en la parte frontal del conducto entra aire frío y en la parte trasera puede haber entre 150 °C y 200 °C. Aquí, una pieza alisada con vapor de Nylon 12 GF Powder hace una impresión perfecta", dice Yates.
Opciones de alisado con vapor
Asume el control de tu propia producción
Actualmente hay dos principales empresas que suministran equipamiento de alisado con vapor: AMT y Dyemansion. Ambas empresas venden equipos y consumibles de alisado con vapor. El precio de estas máquinas varía en función de su tamaño, su productividad y el tipo de material que utilizan, pero suele partir de los 100 000 €, con opción a financiación.
PostProSFX de AMT es una máquina de sobremesa que ofrece la misma asequibilidad, facilidad de uso y accesibilidad que la serie Fuse para impresoras 3D.
Recurre a empresas de servicios
Alternativamente, hay muchas oficinas de servicios que ofrecen el Suavizado como servicio. No todas las oficinas de servicios ofrecen impresión 3D y Suavizado con vapor; algunas pueden ofrecer impresión 3D y Suavizado con vapor, y otras pueden aceptar piezas impresas para Suavizado. A continuación, ofrecemos una lista de empresas de servicios certificadas por AMT que ofrecen como servicio impresión 3D de Formlabs y/o alisado:
| Empresa | Servicios relevantes que ofrece | Materiales especializados | Ubicación |
|---|---|---|---|
| 3D Nation | Impresión 3D SLS con la serie FuseAlisado con vapor | TinteSector aeroespacial, automoción, ingeniería general | Oppurg, Alemania |
| Avid Product Development | Alisado con vaporCerakote | TinteDesarrollo de productos | Colorado, EE. UU. |
| AB Corp | Alisado con vaporRevestimiento Ultracur3D Coat F de BASF para TPU | TinteSeries de producción | Boston, EE. UU. |
Costes del alisado con vapor
El coste del alisado con vapor depende de varios factores, como el tamaño de la pieza, el material utilizado, la complejidad de la superficie de la pieza y la cantidad de piezas.
Normalmente, el coste del alisado con vapor es aproximadamente proporcional al tamaño y la cantidad de las piezas. Se necesita una cantidad no reutilizable de disolvente para cada pasada de la mecanizadora, lo que incentiva a los operarios a cargar tantas piezas similares como sea posible en una sola pasada. Cuantas más piezas de tamaño similar haya en una tirada, menor será el coste por pieza. No se recomienda procesar una sola pieza en una sola tirada de proceso, ya que ello supondría un elevado coste por pieza.
Considera los siguientes ejemplos de costes en los que el cliente imprime la pieza en 3D y la envía a Avid Product Development
, una empresa de servicios de Colorado, para alisarla con vapor:| Pieza | Plantilla ortopédica rígida | Monturas de gafas | Correas de relojes de pulsera |
|---|---|---|---|
| Material | Nylon 11 Powder | Nylon 12 Powder | TPU 90A Powder |
| Medidas del modelo (mm) | 157 x 23 x 80 | 144 x 36 x 47 | 262 x 13 x 37 |
| Cantidad | 50 | 80 | 50 |
| Coste de polvo sinterizado por pieza, impreso en una Fuse 1+ 30W de Formlabs | 3,98 € | 0,62 € | 2,88 € |
| Coste del alisado con vapor por pieza | 0,98 € | 0,49 € | 0,78 € |
| Coste total por pieza | 4,96 € | 1,11 € | 3,66 € |
Conclusión
Suavizado con vapor mejora la suavidad de la superficie, las propiedades antimicrobianas y la morfología general de la superficie de las piezas impresas en 3D. La adición de Suavizado con vapor como paso de posprocesado ayuda a que las piezas impresas en 3D SLS tengan un aspecto y un comportamiento más parecidos a los plásticos moldeados por inyección.
Los polvos SLS de Formlabs son compatibles con la tecnología AMT PostPro de Suavizado con vapor químico. Utilizar la impresión 3D SLS de potencia industrial con la serie Fuse y la tecnología de AMT permite a diseñadores, ingenieros y fabricantes crear piezas de uso final de alta calidad en diversos sectores y aplicaciones.
Para determinar si la impresión en la Serie Fuse y el Suavizado con vapor mediante el proceso de AMT son adecuados para tu flujo de trabajo, ponte en contacto con nuestros expertos en SLS para obtener más información.