Specifiche per il Design
Una buona stampa inizia con un modello 3D ben progettato e ottimizzato per la stampa 3d. Abbiamo creato questa guida di progettazione per illustrare alcune delle caratteristiche minime che che ci si può aspettare dalle stampanti Formlabs.
Nota bene: Le seguenti linee guida sono state sviluppate utilizzando la resina Formlabs Clear con una risoluzione di 100 microns. Con altri tipi di resina Formlabs differenti settaggi del layer potresti avere delle leggere variazioni.
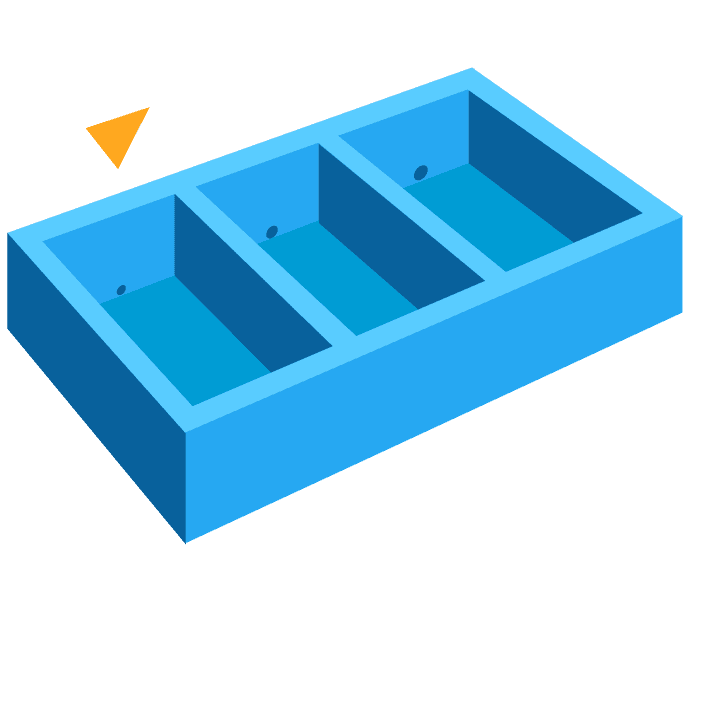
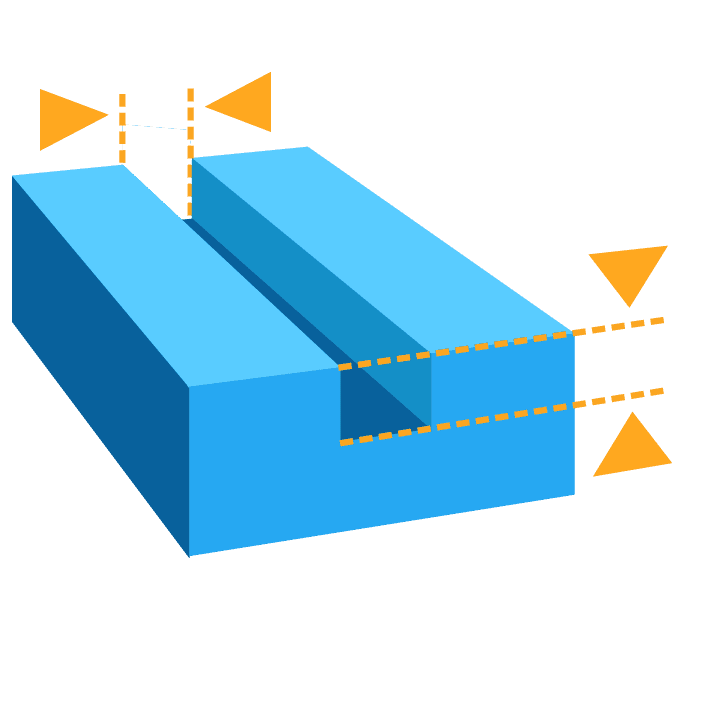
Spessore Minimo delle Pareti con Supporto
Raccomandato: 0.4 mm
Un muro supportato è quello collegato ad altre pareti su due o più lati. Un muro supportato di dimensioni inferiori a 0,4 mm può collasare durante il processo di distacco.
NOTA: LAVAGGIO DI MURI CON SPESSORI MINIMI
Particolare attenzione è necessaria quando si lavano muri con spessori minimi, poichè possono assorbire IPA e gonfiarsi, portando a deformazione della parte. Minimizzare il tempo di immersione in IPA aiuta a limitare questo effetto.

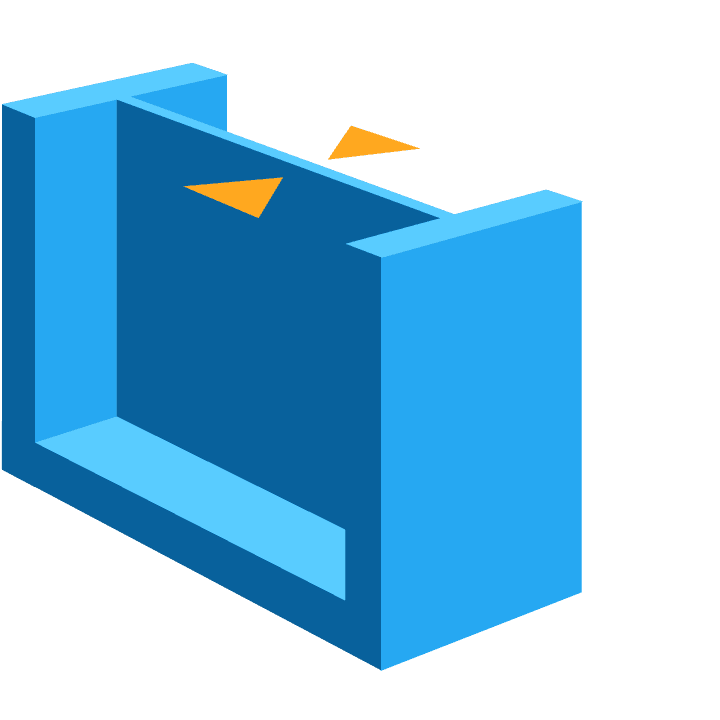
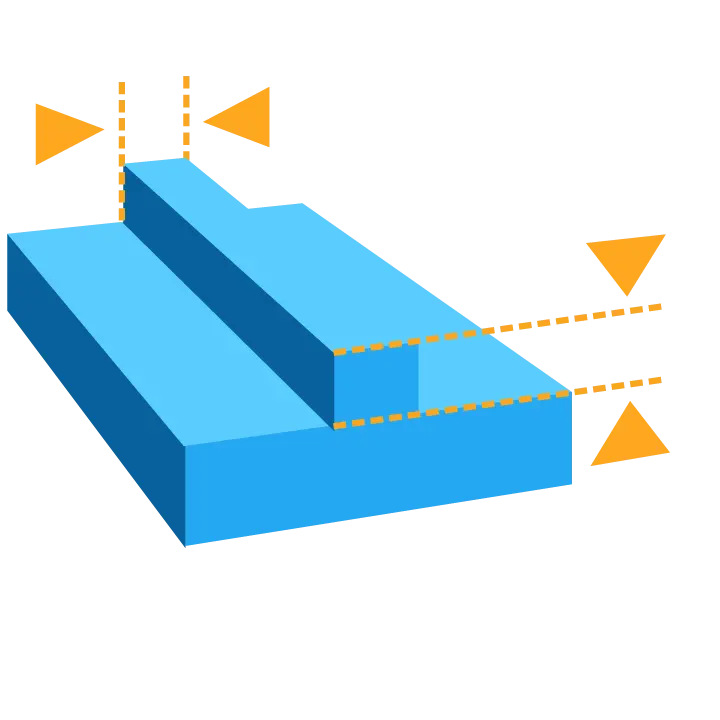
Spessore Minimo delle Pareti senza Supporto
Raccomandato: 0.6 mm
Un muro non supportato è quello collegato ad altre pareti su meno di due lati. Un muro non supportato che è più piccolo di 0,6 mm può ritirarsi o distaccarsi dal modello durante la stampa.
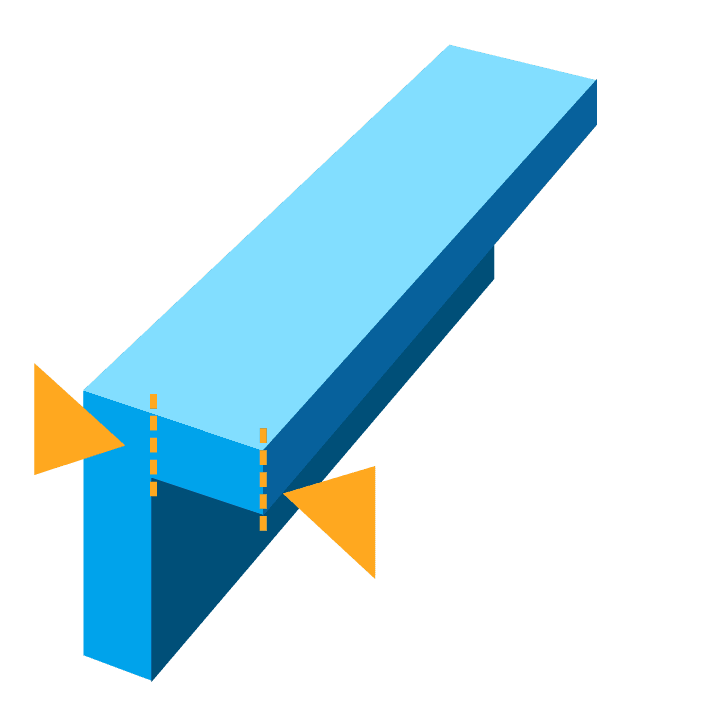
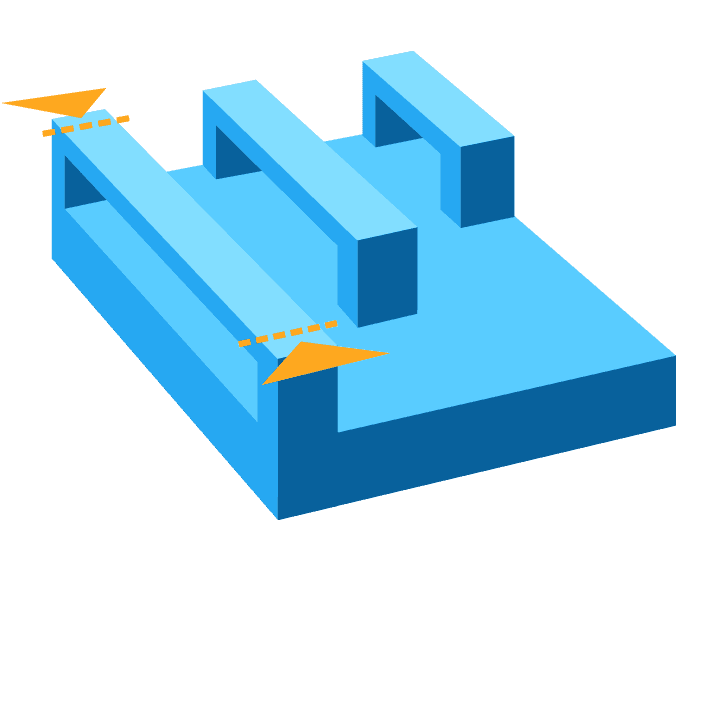
Lunghezza Massima delle Pareti a Sbalzo non Supportate
Raccomandata: 1.0 mm
Uno "sbalzo" o "fuori squadra" si riferisce ad una parte del modello che si attacca orizzontalmente, parallela al piano di stampa. La stampa di tali parti senza supporti è sconsigliata, in quanto gli strati non possono mantenere la loro struttura. Le sporgenze orizzontali saranno leggermente deformate oltre 1 mm e diventano sempre più deformate maggiore sarà la lunghezza della sbalzo. È possibile attivare i "supporti interni" in PreForm per assicurare che i fuori squadra siano supportati.
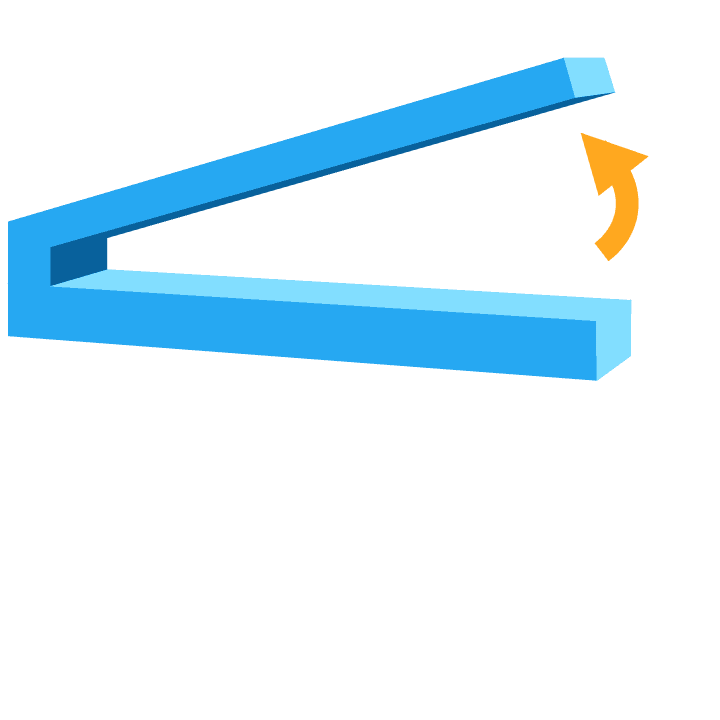
Angolazione Minima delle Pareti a Sbalzo non Supportate
Recommandata: 19° dal piano
(lunghezza (x) 35 mm x 10 mm largo (y) × 3 mm spessore (z) )
L'angolo di sbalzo si riferisce all'angolo rispetto al piano orizzontale. La stampa con un angolo inferiore a 19 ° potrebbe causare la rottura del modello durante il processo di distacco. Ruotare la parte in modo che le superfici piatte possano essere mantenute da supporti se non sono già autoportanti. Vedere la sezione "Stampa su superfici piatte ad angolo" dell'articolo Orientamento modello.
Spaziatura Massima per Arcate/Ponti
Raccomandata: 21 mm
Un arco è la distanza tra due supporti intermedi di una struttura. nonstante la stampa di profili orizzontali è scoraggiato, alcune geometrie escono bene. Un segmento di 5 mm di larghezza e 3 mm di spessore, lunghezza superiore a 21 mm potrebbero non riuscire. Sezioni più ampie devono essere mantenute più corte per evitare rotture durante il processo di sbucciatura.
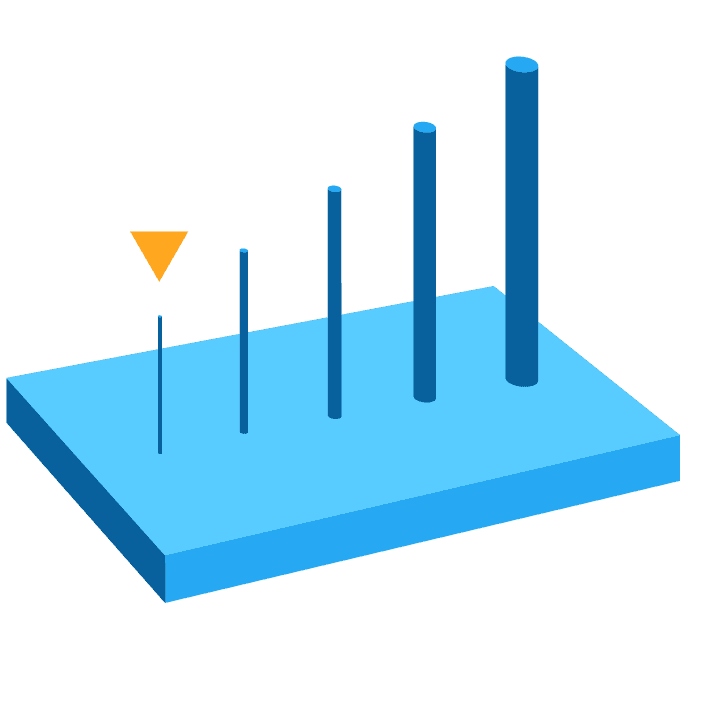
Diametro Minimo per Cilindri in Verticale
Raccomandato : 0.3 mm (7 mm altezza) to 1.5 mm (30 mm altezza)
Un cilindro è forma particolare la cui caratteristica è che lunghezza è maggiore di due volte la sua larghezza. Il rapporto è fondamentale per stampare cilindri; a 0,3 mm di spessore è possibile stampare fino a 7 mm di altezza prima di iniziare a vedere delle distrorsioni. I cilindri da 1,5 mm possono arrivare fino a 30 mm di altezza senza difetti.
NOTA: LAVAGGIO DI CILINDRI SOTTILI
Simile al lavaggio di pareti sottili, occorre prestare particolare attenzione quando si lavano piccoli cavi, in quanto sono indeboliti dall'IPA e possono essere facilmente danneggiati. Riducendo al minimo il tempo in cui la parte è immersa in IPA limiterà questo effetto.
Altezza Minima Dettagli in Rilievo
Raccomandata: 0.1 mm
I dettagli in rilievo sono quei particolari superficiali rialzati sul tuo modello, come ad esempio un testo. I dettagli più piccoli di 0,1 mm di spessore e di altezza possono non essere visibili sulla tua stampa.
Altezza Minima Dettagli per Incisioni
Raccomandato: 0.4 mm
I dettagli incisi, sono particolari impressi o ad incasso sul tuo modello. Con dettagli inferiori a 0,4 mm di spessore e altezza si presenta il rischio che i particolari vengano fusi con il resto del modello durante il processo di stampa.

Tolleranza Minima Accoppiamento
Recommended: 0.5 mm
La distanza di accoppiamento è la distanza necessaria tra due parti in in movimento di un modello (ad esempio, la distanza tra ingranaggi o giunti). Una distanza minore di 0,5 mm può causare la fusione di parti.
Diametro Minimo Fori
Recommended: 0.5 mm
I fori con un diametro inferiore a 0,5 mm negli assi x, y e z possono chiudersi durante la stampa.