
- Tecnologia di stampa
- SLA
- Spessore minimo dello strato
- 25 micron
- Applicazioni
- Modelli e oggetti di scena, Creazione rapida di attrezzature, Parti per utilizzo finale, Prototipazione rapida, Fusione a cera persa
- Colori
- Trasparente
- Categorie
- Applicazioni specializzate, Fusione
- Modulo di elasticità
- 2800.0 MPa
- Modulo di flessione
- 2200.0 MPa
- Carico di rottura a trazione
- 65.0 MPa
- Allungamento a rottura
- 6.0 %
- Resistenza all'urto Izod con intaglio
- 25.0 J/m
- Dilatazione termica
- 94.8 μm/m/°C
- Temperatura di distorsione termica a 0,45 MPa
- 73.0 °C
- Temperatura di distorsione termica a 1,8 MPa
- 58.0 °C
- Applicazioni
Applicazioni ingegneristiche complesse con spessore superiore a 3 mm
- Compatibilità
Form 2
Form 3/B/+
Form 3L/BL
Form 4/B
Form 4L/BL
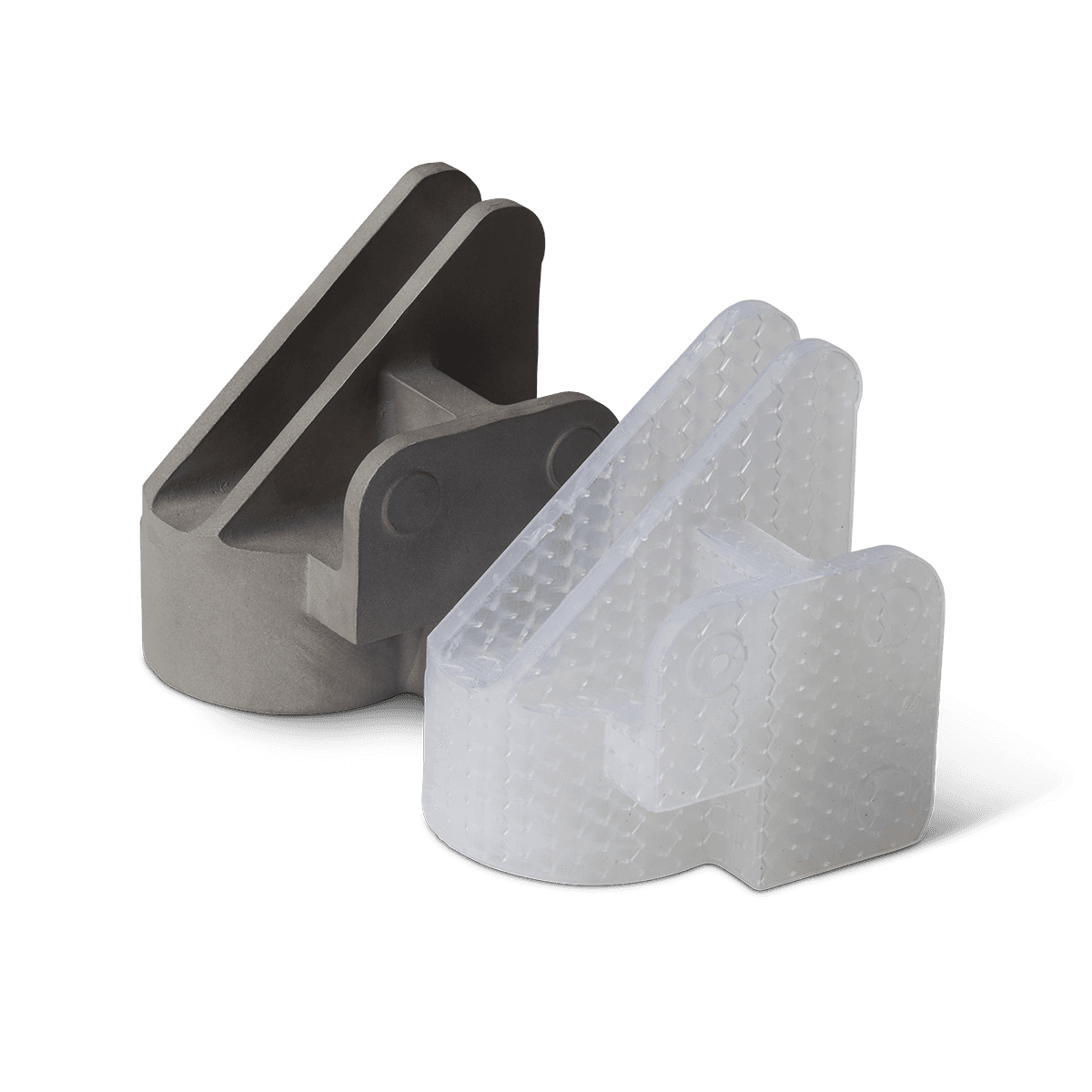
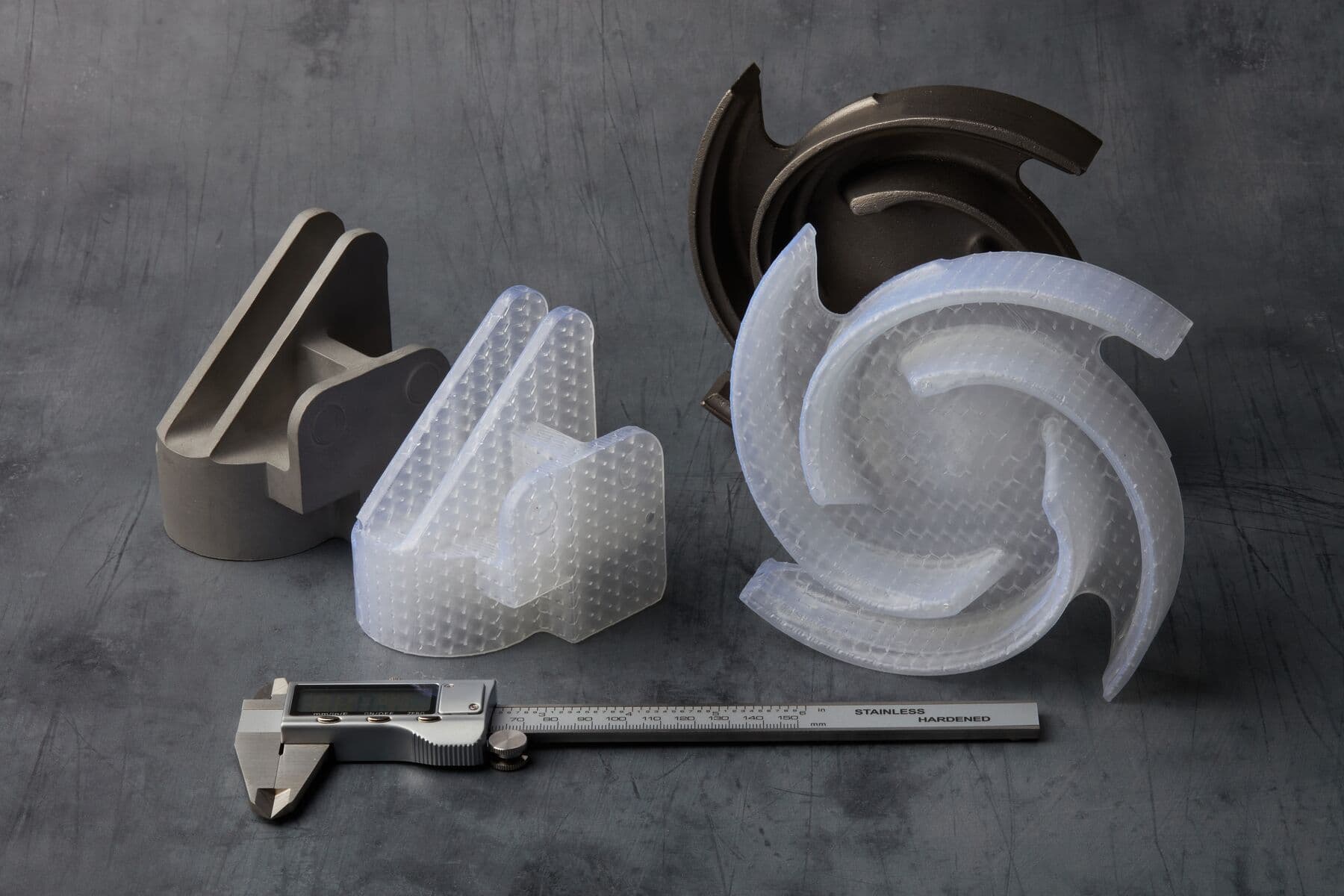
La Clear Cast Resin è un materiale progettato per la fusione a cera persa, che consente di stampare direttamente modelli da rivestire e colare. È caratterizzata da dilatazione termica estremamente ridotta, basso residuo di cenere e totale assenza di metalli pesanti.
In combinazione con un software di reticolazione, questa resina è ideale per creare parti di grandi dimensioni e offre risultati straordinari nella creazione di geometrie con spessore superiore ai 3 mm.
- Tecnologia di stampa
- SLA
- Spessore minimo dello strato
- 25 micron
- Applicazioni
- Modelli e oggetti di scena, Creazione rapida di attrezzature, Parti per utilizzo finale, Prototipazione rapida, Fusione a cera persa
- Colori
- Trasparente
- Categorie
- Applicazioni specializzate, Fusione
- Modulo di elasticità
- 2800.0 MPa
- Modulo di flessione
- 2200.0 MPa
- Carico di rottura a trazione
- 65.0 MPa
- Allungamento a rottura
- 6.0 %
- Resistenza all'urto Izod con intaglio
- 25.0 J/m
- Dilatazione termica
- 94.8 μm/m/°C
- Temperatura di distorsione termica a 0,45 MPa
- 73.0 °C
- Temperatura di distorsione termica a 1,8 MPa
- 58.0 °C
- Applicazioni
Applicazioni ingegneristiche complesse con spessore superiore a 3 mm
- Compatibilità
Form 2
Form 3/B/+
Form 3L/BL
Form 4/B
Form 4L/BL
Seleziona la serie della stampante e il volume di resina
Sconto per ordini all'ingrosso
- 15%
- 30 L
- 20%
- 60 L
- 25%
- 120 L
- 30%
- 240 L
- 35%
- 1000 L
- 40%
- 2000 L
- 45%
- 3000 L
Accessori

Form 4 Resin Tank
145,18 €incl. 22% IVA

Form 4 Mixer
61 €incl. 22% IVA
Form 4L Resin Tank
352,58 €incl. 22% IVA
Form 4L Mixer
120,78 €incl. 22% IVA
Form 3 Resin Tank V2.1
164,70 €incl. 22% IVA

Form 3L Resin Tank V3
335,50 €incl. 22% IVA
Compatibilità
- Serbatoio compatibile
- Form 4 Resin Tank, Form 2 Resin Tank (PDMS), Form 2 LT Tank, Form 3 Resin Tank V2.1, Form 3L Resin Tank V3
- Piattaforma di costruzione compatibile
- Form 4 Build Platform, Form 4 Flex Build Platform, Form 3 Build Platform, Form 3 Build Platform 2, Form 3 Stainless Steel Build Platform, Form 3L Build Platform, Form 3L Build Platform 2L, Form 4L Build Platform, Form 4L Flex Build Platform
- Stampante compatibile
- Form 4, Form 4B, Form 4L, Form 4BL, Form 3, Form 3L, Form 3B, Form 3BL, Form 2
Clear Cast Resin—
a partire da 181,78 €incl. 22% IVA
Perché scegliere la Clear Cast Resin?
La Clear Cast Resin è un materiale accessibile per la stampa diretta in-house di modelli per fusione.
Produzione accessibile di modelli in-house
La Clear Cast Resin per le stampanti SLA di Formlabs consente la produzione diretta in-house di modelli per fusione, il che permette di ridurre i costi e i tempi di consegna, nonché di migliorare la flessibilità di iterazione e produzione.
Dilatazione termica ridotta
La migliore dilatazione termica del settore per scocche di fusione affidabili con fessurazione minima.
Combustione pulita
La Clear Cast Resin permette una combustione pulita con basso residuo di cenere e totale assenza di metalli. Nessun materiale può quindi contaminare la parte fusa finale. È inoltre completamente priva di antimonio.
Accuratezza e versatilità
Crea modelli accurati con uno scarto rispetto al design entro gli 0,25 mm. Questa resina è compatibile con qualsiasi sistema per metallo o per la creazione di scocche, per consentire alle fonderie di realizzare nuovi design in tempi record.
Workflow per la stampa 3D di modelli per la fusione a cera persa
I modelli stampati in 3D possono essere usati per sostituire direttamente quelli in cera realizzati tramite stampaggio e impiegati tipicamente per la fusione a cera persa. La stampa 3D di queste parti consente la creazione di geometrie complesse e l'implementazione di iterazioni più rapide senza attrezzature specifiche. Il processo di creazione di un modello 3D comprende generalmente i seguenti passaggi:
- Aggiungere cavità, reticoli e fori di drenaggio alla parte con uno strumento come Materialise Magics o Formware.
- Orientare, suddividere in strati e creare i supporti per il modello su PreForm.
- Stampare il modello.
- Lavare la parte, sottoporla a polimerizzazione post-stampa e rimuovere i supporti.
- Tappare eventuali fori di drenaggio con cera o con una piccola quantità di Clear Cast Resin polimerizzata.
- Fissare il modello a un albero di fusione e proseguire con il procedimento di fusione.
Proprietà meccaniche e di combustione
| Parametro | Valore |
|---|---|
|
Carico di rottura a trazione |
65 MPa |
|
Modulo di elasticità |
2,8 GPa |
|
Modulo di flessione |
2,2 GPa |
|
Dilatazione termica (da -30 a 140 °C) |
94,8 μm/m/°C |
|
Contenuto in ceneri |
<0,20% |
|
Antimonio |
< 10 ppm |
|
Metalli di transizione rilevati (> 10 ppm) |
Alluminio, rame |
|
Metalli di transizione ad alta concentrazione (> 50 ppm) |
Nessuno |
Post-elaborazione
Lavaggio
Un passaggio fondamentale nel workflow di post-elaborazione SLA è la rimozione della resina in eccesso dalla superficie delle parti con alcool o etere.
IMPOSTAZIONI
Polimerizzazione
La polimerizzazione post-stampa delle resine ingegneristiche e speciali è essenziale affinché i componenti raggiungano la loro piena resistenza e funzionalità. Questo passaggio completa la reazione chimica avviata durante la stampa, consentendo alla parte di passare dallo stato grezzo al risultato finale.
IMPOSTAZIONI
Form Cure V1 | Form Cure V2 | Form Cure L V1 | Form Cure L V2
Confronta le resine della famiglia Castable di Formlabs
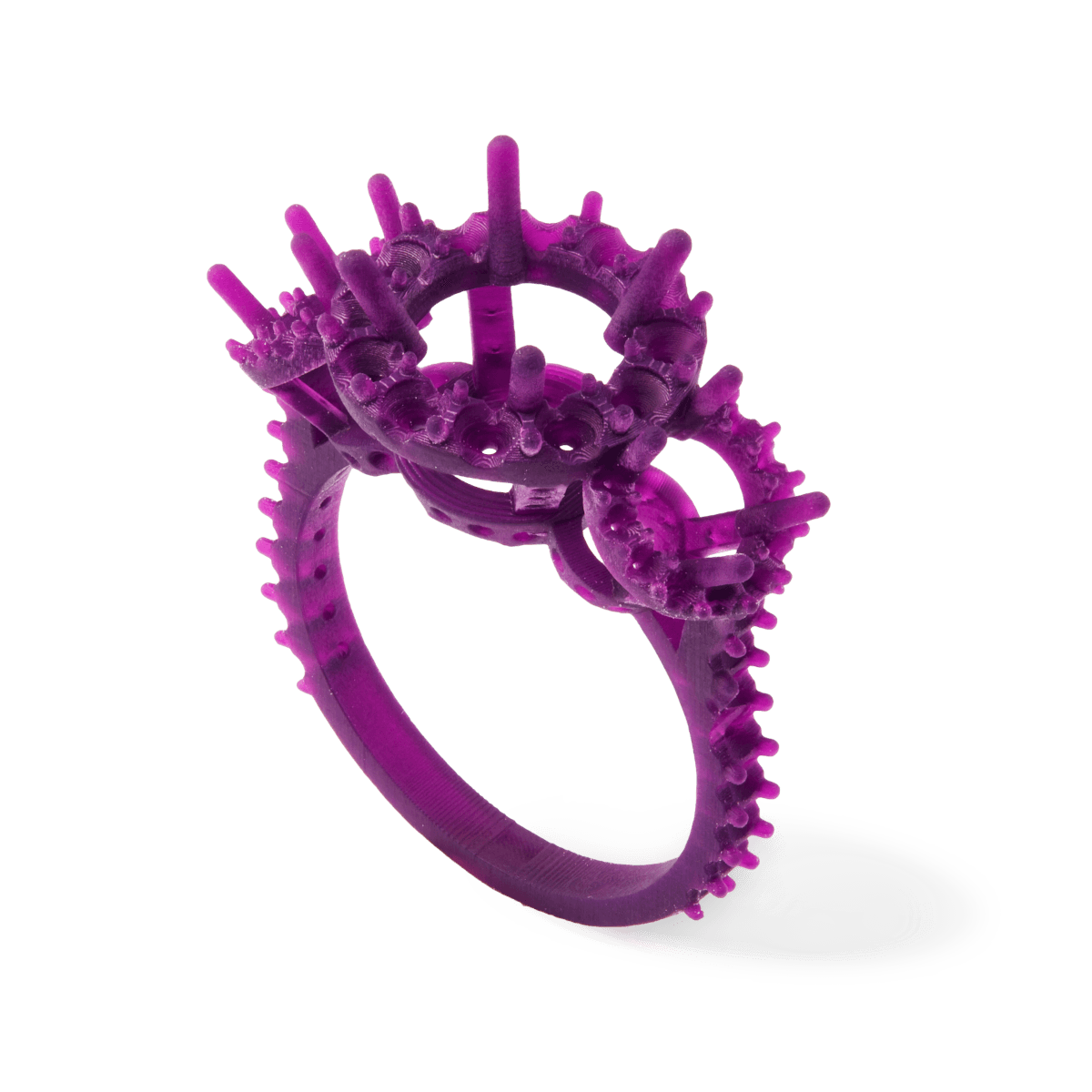
Con un contenuto di cera del 20%, la Castable Wax Resin permette di realizzare dettagli elaborati e offre una finitura superficiale liscia per fusioni precise con zero cenere e combustione pulita. È ideale per le strutture ultrafini in gioielleria.
La Castable Wax Resin offre elevata rigidità e resistenza, consentendo quindi di stampare strutture estremamente sottili. L'elevata resistenza del materiale allo stato grezzo assicura un'eccellente ritenzione della forma per modelli sottili come le filigrane.

La True Cast Resin è un materiale contenente cera progettato per la colata di precisione di articoli di gioielleria e componenti ingegneristici complessi con spessore massimo di 5 mm. Consente di ottenere parti ad accuratezza elevata con superfici straordinariamente dettagliate e lisce.
Progettata per garantire affidabilità, qualità e versatilità, la True Cast Resin può essere integrata senza problemi in un'ampia gamma di piani di combustione. Dilatazione termica ridotta, restringimento minimo e un contenuto di cenere dello 0,03% garantiscono combustione pulita e risultati uniformi.
Filigrane sottili
Gioielli leggeri
Odontoiatria
Gioielli di medie e grandi dimensioni
Medaglioni
Miniature
Componenti ingegneristici di piccole dimensioni con spessore massimo di 5 mm
Form 2
Form 3/B/+
Form 3L/BL
Form 4/B
Form 4L/BL
Form 4/B