
TPU 90A Powder는 열차 차량 제조업체에서 사용하는 쿠션 파트부터 로봇 애플리케이션용 그리퍼 등 다양한 응용 분야에 사용되는 Formlabs의 고객들이 신뢰하는 제품입니다. Fuse 시리즈를 이용하면 여러 단계로 구성된 툴링 공정 없이도 기하학적 자유도가 높고 내구성이 좋은 고품질 탄성 중합체 파트를 제작할 수 있습니다.
이제 Formlabs의 프린트 설정 편집기(PSE)를 통해 SLS 3D 프린팅 TPU의 가능성을 확장할 수 있습니다. PreForm의 프린트 설정 편집기를 사용하면 TPU 90A Powder의 경도를 수정하여 더 부드럽고 순응도가 높은 파트를 실험할 수 있습니다. 이제 재료를 변경하거나 별도의 세척 또는 유지 관리 없이도 PSE를 활용하여 설계를 혁신하고 원하는 엘라스토머 최종 사용 재료에 더 가까이 다가갈 수 있습니다.
Formlabs는 가변 경도 TPU 파트를 만들기 위해 다양한 설정 조합을 테스트했으며, 그 결과는 아래에 나와 있습니다. 그러나 프린트 설정 편집기는 개발자와 혁신가가 새로운 것을 시도하도록 장려하기 위한 노력의 일환이며, 애플리케이션에 적합한 경도계와 표면 마감을 가진 파트를 얻기 위해 직접 테스트하고 조정해야 할 수도 있습니다.
가변 경도 TPU용 프린트 설정 편집기 사용
가변 경도 SLS TPU 분말로 새로운 가능성을 활용하려면 두 가지 주요 설정을 이해해야 합니다.
-
내부 채움 레이저 출력(Fill Laser Power): PSE로 레이저의 출력을 제어할 수 있습니다. 출력이 낮은 레이저는 TPU 입자를 조밀하게 소결하지 않으므로 파트가 더 부드러워집니다. 그러나 내부 채움 레이저 출력을 너무 낮게 설정하면 파트가 전혀 소결되지 않아 피처가 해결되지 않을 수 있습니다.
-
내부 채움 스캔 간격(Fill Hatch Spacing): PSE로 레이저 스캐닝 프로세스의 간격을 제어할 수 있습니다. 레이저의 스캔 간격이 넓어지면 재료가 밑으로 내려가 파트가 더 부드러워집니다. 내부 채움 스캔 간격이 너무 넓으면 표면에 눈에 띄는 결함이 발생하고 특정 양수 피처가 일부 박리될 수 있습니다.
더 부드러운 가변 경도 TPU를 얻으려면 내부 채움 레이저 출력, 내부 채움 스캔 간격 중 하나 또는 두 가지 모두 변경하면 됩니다. 이 두 가지 설정을 조합하여 변경하면 다음과 같은 결과를 얻을 수 있습니다.
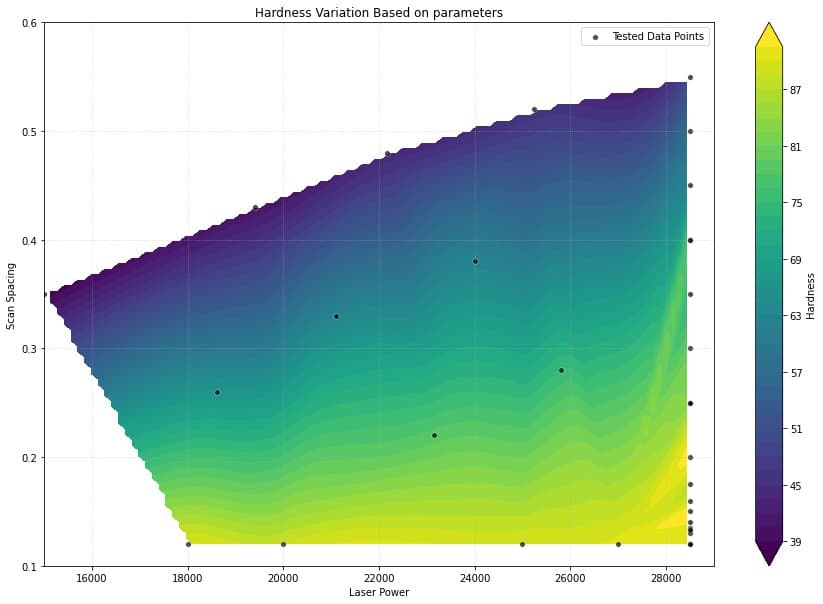
그래프에서 볼 수 있듯이 테스트 중에 38A의 쇼어 경도를 달성했습니다. 일반적으로 내부 채움 스캔 간격을 변경하면 파트의 경도에 훨씬 더 큰 영향을 미치며, 내부 채움 레이저 출력은 그 효과를 증폭시킵니다. 예를 들어 경도가 60A인 파트를 소결하려면 내부 채움 스캔 간격 0.35mm, 내부 채움 레이저 출력 21,000mW가 좋은 출발점이 될 것입니다.
내부 채움 레이저 출력이 매우 낮거나 내부 채움 스캔 간격이 넓은 극단적인 경우 표면 효과가 나타날 수 있습니다. 특정 기능이 해결되지 않을 수 있으며, 표면 질감이 '흐릿'하거나 '부서지기 쉬운' 상태가 될 수 있습니다. 파트의 두께를 변경하면 설정 변경이 피처 해상도에 미치는 영향을 완화할 수 있으며, 일반적으로 두꺼운 파트는 더 넓은 내부 채움 스캔 간격 설정을 사용하더라도 해상도가 더 좋아집니다. Formlabs는 0.45mm 이상의 간격으로 얇은 파트를 프린팅하도록 권장하지 않습니다.
PSE를 사용하여 분말의 표면 경도를 맞춤형으로 설정하는 방법에 대한 자세한 지침은 PSE 사용 가이드에서 확인할 수 있습니다.
PSE를 사용한 가변 경도계 설정에 대한 테스트 및 분석은 Fuse 1+ 30W 프린터에서 수행되었으며, Fuse 1에서도 PSE를 사용할 수 있지만 결과는 위에 설명된 것과 정확히 일치하지 않을 수 있습니다.
설정 변경이 기계적 물성에 미치는 영향
가변 경도 TPU는 쿠션 컴포넌트를 프로토타이핑할 때 유용하게 사용할 수 있습니다.

TPU 90A Powder는 이미 피부 안전 인증을 받았기 때문에 더 부드러운 경도계는 맞춤형 장비에 이상적입니다.
파트가 부드러워지면 부피 밀도가 감소하여 미세한 수준에서 거품과 같은 형태가 됩니다. 이는 기계적 물성뿐만 아니라 수밀성에도 영향을 미칩니다. 일정 수준의 기계적 저항이나 마모가 필요한 애플리케이션에 해당 파트를 사용할 계획이라면 반드시 해당 파트를 충분히 테스트해야 합니다.
파단 연신율(EAB), 극한 인장 강도(UTS), 강성은 특히 내부 채움 레이저 출력과 내부 채움 스캔 간격의 변화에 따라 영향을 받습니다.

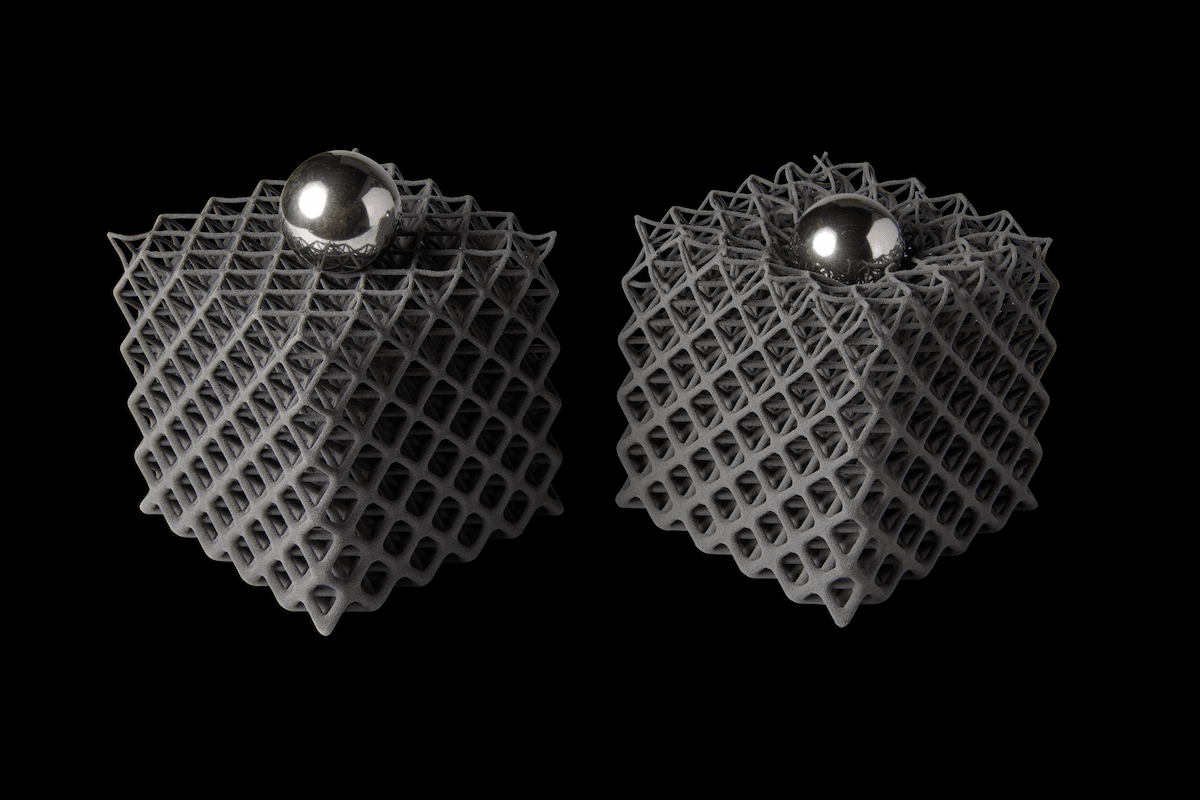
이 이미지의 인장 막대처럼 긴 스트립에서는 재료 속성의 변화가 특히 두드러집니다. 가장 뒤쪽 바(40A), 중간 바(60A), 앞쪽 바(80A)는 모두 다른 수준의 강성을 나타냅니다.
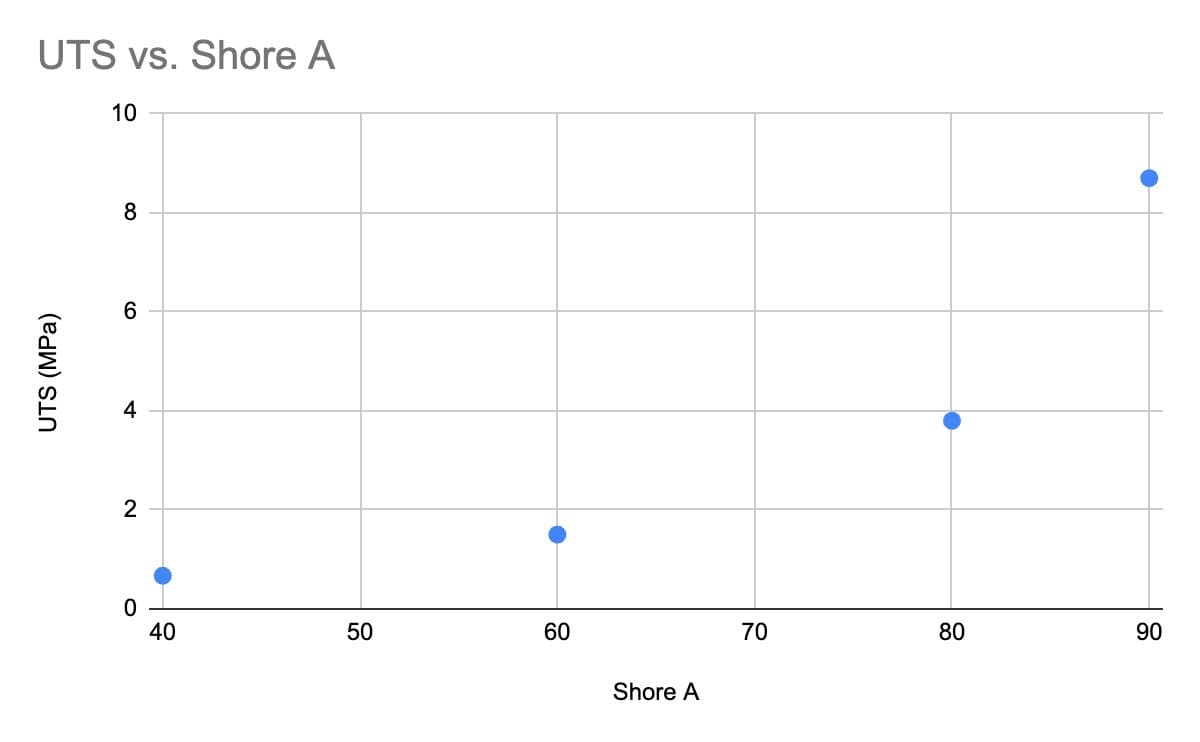
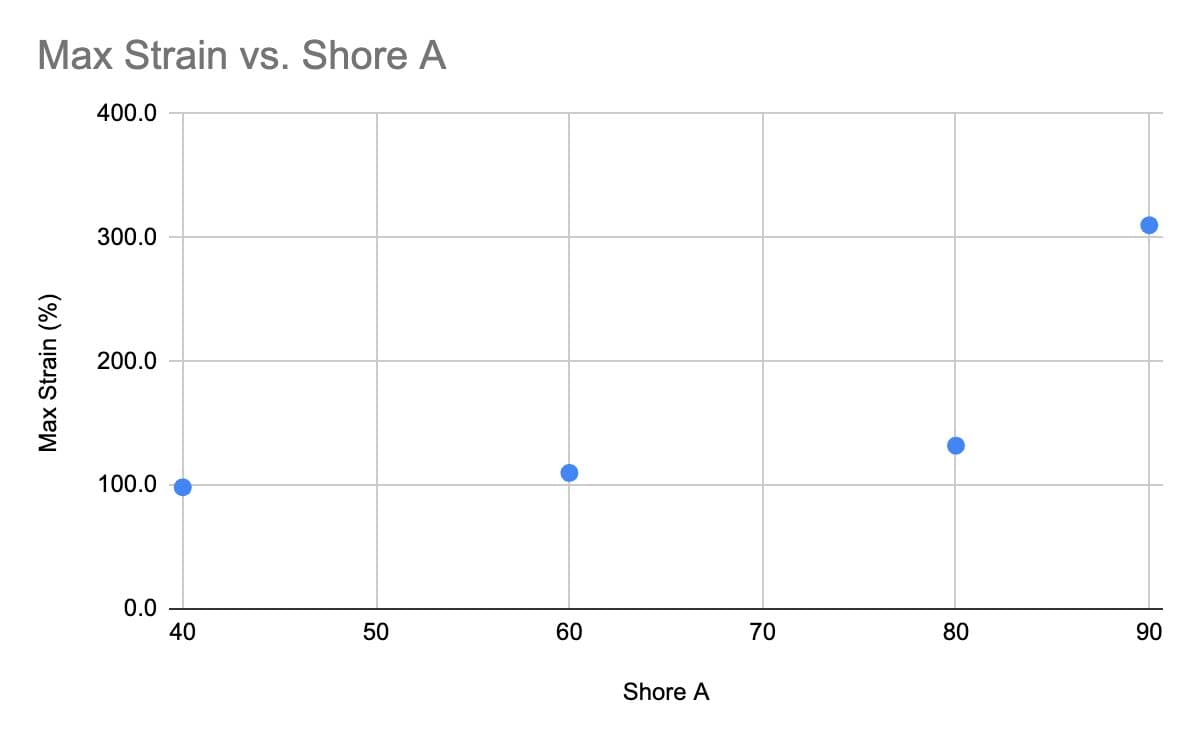
이 효과를 보다 정확하게 정량화하려면 아래 그래프를 참조하세요. 경도를 90A에서 80A로 낮추면 파트의 UTS와 최대 변형률도 50% 이상 감소합니다. 이렇게 하면 파우더를 제거하는 동안 파트가 찢어져 미세한 피처가 손상될 가능성이 높아집니다.
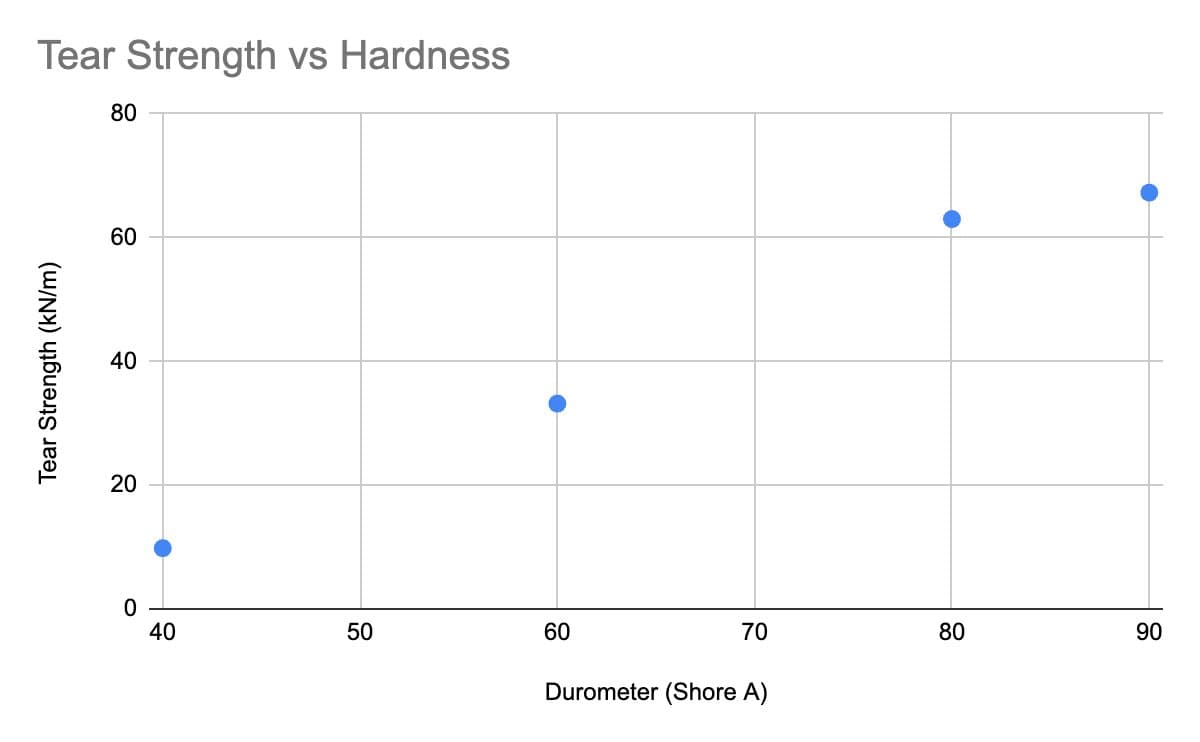
경도를 90A에서 80A로 낮추면 부품의 인열 강도에도 상당한 영향을 미치며, 경도가 높을수록 공칭 인열 강도인 66kN/m에 가까워지고 경도가 낮은 파트는 강도가 급격히 감소합니다.
가변 경도 TPU Powder로 새로운 응용 분야 지원

가변 경도 TPU를 사용하여 고유한 조립 및 용도에 맞는 개스킷과 진동 감쇠 부품을 설계할 수 있습니다.

소비자 제품 테스트의 경우 60A의 내구성을 가진 TPU 파우더와 같은 부드러운 엘라스토머 소재를 사용하면 디자인 팀이 최종 사출 성형 제품에 더 가까이 다가갈 수 있습니다.
주요 신발 디자이너, 스포츠 장비 제조업체, 항공우주 제조업체 등에서는 TPU 90A Powder를 사용하여 더 다양한 소재의 프로토타입을 보다 정확하고 조기에 제작할 수 있게 되었습니다. 이제 프린터를 교체하거나 별도의 청소 또는 유지 관리를 추가하지 않고도 가변 쇼어 경도를 얻을 수 있으므로 완전히 새로운 재료 특성을 구현할 수 있습니다. 고유한 설정에 적합한 테스트 프로토콜을 사용하면 표면 마감이 좋고 더 부드럽고 탄성 있는 파트를 얻을 수 있습니다.
TPU 90A Powder에 대해 자세히 알아보거나 다른 경도계의 SLS 3D 프린트 TPU 샘플 파트를 요청하려면 저희 팀에 문의하세요. PSE에 대해 자세히 알아보려면 지원 페이지를 방문하세요.
원시 테스트 데이터
아래 표에는 내부 채움 레이저 출력 및 내부 채움 스캔 간격이 쇼어 경도에 미치는 영향에 대한 Formlabs 테스트의 원시 데이터가 나와 있습니다. 자체 프린트 설정을 개발할 때 이 데이터를 참조하세요.
| 내부 채움 레이저 출력 | 내부 채움 스캔 간격 | 경도 |
|---|---|---|
| 15000 | 0.35 | 37.7 |
| 18000 | 0.12 | 90.1 |
| 18625 | 0.26 | 66.3 |
| 19400 | 0.43 | 40.4 |
| 20000 | 0.12 | 88.5 |
| 21100 | 0.33 | 62.7 |
| 22160 | 0.48 | 43.6 |
| 23150 | 0.22 | 78.6 |
| 24000 | 0.38 | 62.3 |
| 25000 | 0.12 | 89.8 |
| 25250 | 0.52 | 45.3 |
| 25800 | 0.28 | 74.9 |
| 27000 | 0.12 | 90.6 |
| 28500 | 0.12 | 89.8 |
| 28500 | 0.12 | 91.4 |
| 28500 | 0.13 | 90.7 |
| 28500 | 0.1325 | 89.5 |