
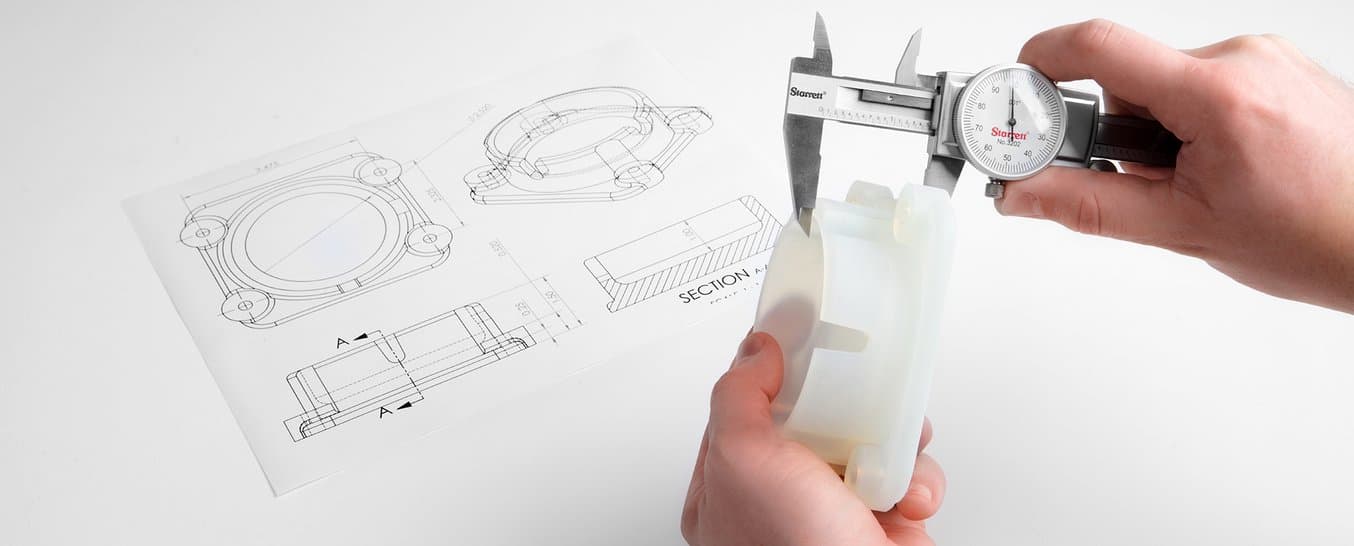
Que las especificaciones de una impresora 3D indiquen que esta tiene una "alta resolución" no implica que las piezas que imprimas en 3D vayan a ser precisas o fiables.
Comprender el significado de términos como precisión, fiabilidad y tolerancia es esencial para obtener un rendimiento aceptable de la impresión 3D, sin importar la aplicación. En este artículo vamos a explicar qué significan estos términos y cómo interpretarlos en el contexto de la impresión 3D. A continuación, compararemos los rangos de tolerancia que se pueden esperar de diferentes procesos de impresión 3D y proporcionaremos un resumen detallado sobre cómo establecer las tolerancias de conjuntos de piezas impresos en 3D.
Para saber más acerca de resultados de impresión específicos, consulta los estudios exhaustivos de precisión sobre las impresoras 3D SLA de la serie Form de Formlabs y las impresoras 3D SLS de la serie Fuse.

Definición de precisión, fiabilidad y tolerancia
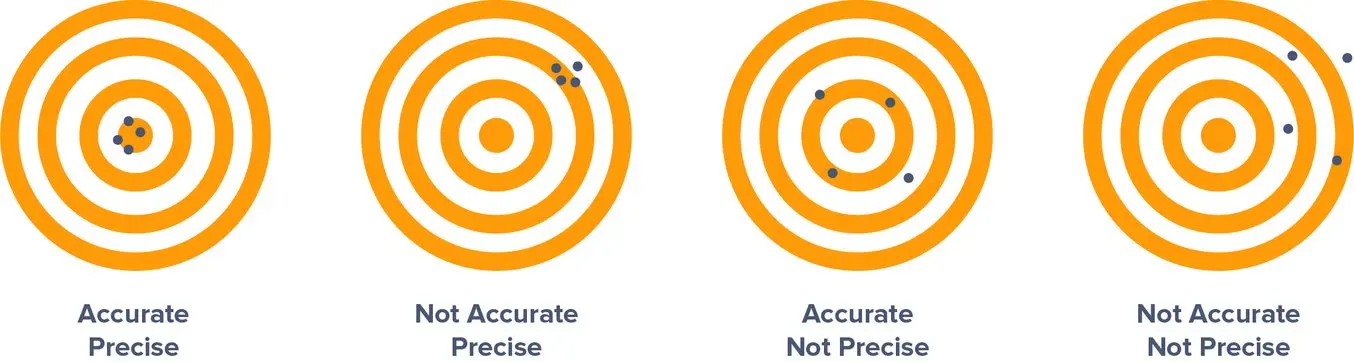
Empecemos con definiciones: ¿qué diferencias hay entre la precisión, la fiabilidad y la tolerancia? Vamos a usar una diana (un ejemplo habitual para describir estos conceptos) para explicar cada término, de forma que puedas visualizar su significado.
Precisión
La precisión describe hasta qué punto una medición se acerca a su valor real. En el caso de una diana, el valor real es el blanco. Cuanto más te acerques al blanco, más preciso será tu tiro. En el mundo de la impresión 3D, el valor real se corresponde con las dimensiones de tu modelo en el programa de diseño asistido por ordenador (CAD). ¿Cuánto se acerca la pieza impresa en 3D a su diseño digital?
Fiabilidad
La fiabilidad mide lo repetible que es una medición: ¿cuántas veces logras dar en el mismo punto de la diana? La fiabilidad solo mide la constancia: puede que siempre estés dándole a la misma zona de la diana, pero esta no tiene por qué ser el blanco. En la impresión 3D, esto se traduce en la confianza que aporta la impresora: ¿puedes confiar en que tu impresora produzca los mismos resultados para cada impresión?
Tolerancia
¿Qué grado de fiabilidad necesitas obtener? La respuesta la define la tolerancia, que es un valor definido por ti. ¿Cuánto espacio de maniobra quieres que tenga tu aplicación? ¿Qué grado de variación te parece aceptable en la exactitud de la medición que estás consiguiendo en cada repetición? Eso dependerá de tu proyecto: por ejemplo, un componente con un montaje mecánico dinámico requerirá tolerancias más limitadas que una carcasa sencilla de plástico.
Si defines una tolerancia, también querrás tener precisión, así que vamos a asumir que estamos midiendo la precisión de dar en el blanco de la diana. Antes hemos establecido que los tiros a la diana de las imágenes de la derecha no eran fiables.
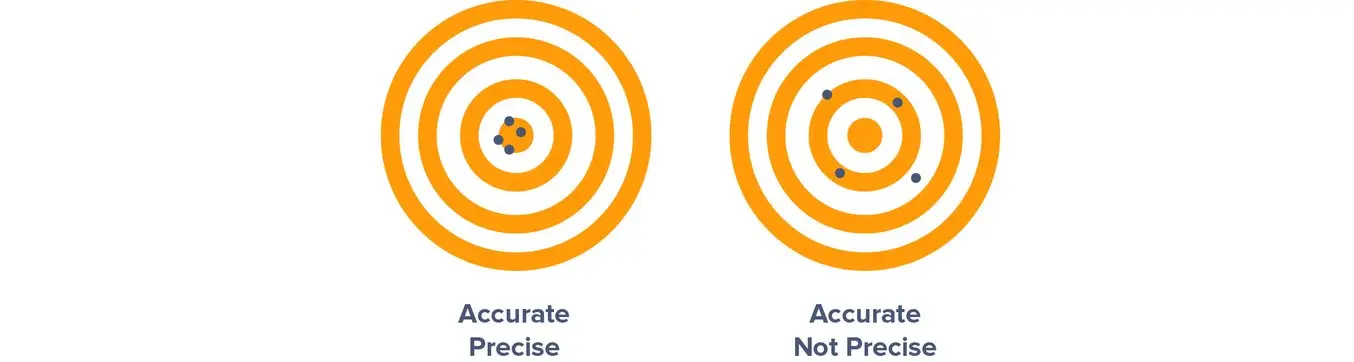
Sin embargo, puede que no importe si tu rango de tolerancia es bastante amplio. Los tiros no están tan cerca los unos de los otros que los tiros de las dianas de la izquierda, pero si el rango aceptable de fiabilidad es de ±2,5 círculos, entonces estás dentro de los parámetros especificados.
Por lo general, alcanzar y mantener tolerancias más limitadas implica costes de fabricación más elevados y procesos de control de calidad.

Reserva una consulta gratuita
Ponte en contacto con nuestros expertos en impresión 3D para tener una consulta personalizada y encontrar la solución adecuada para tu negocio, recibir un análisis de rentabilidad de la inversión, realizar impresiones de prueba y mucho más.
Qué afecta a las tolerancias, las fiabilidad y la precisión en la impresión 3D
Hay toda una gama de factores que considerar cuando se piensa en precisión y fiabilidad en la impresión 3D. Tener la certeza de que la impresora va a funcionar sistemáticamente según lo prometido y producir la calidad que se espera de ella, dentro del rango de tolerancias al que está acostumbrado el usuario, puede ser crucial para que la experiencia sea satisfactoria.
He aquí cuatro grandes factores que juegan un papel esencial a la hora de determinar la precisión y la fiabilidad de la impresora 3D:
Tecnología de impresión 3D
La impresión 3D es un proceso aditivo, por lo que las piezas se construyen capa a capa. Como consecuencia, cada capa introduce una oportunidad de crear una imprecisión. Además, el proceso mediante el que se forman las capas afecta a la fiabilidad (es decir, a la repetibilidad) de la precisión de cada capa. Examinemos las tolerancias de impresora 3D típicas de los procesos de impresión 3D de plásticos más comunes.
- Estereolitografía (SLA) y procesamiento digital de luz (DLP): ±0,15 % para los elementos que miden 1-30 mm, ±0,2 % para los elementos que miden 31-80 mm y ±0,3 % para los elementos que miden 81-150 mm, con un límite inferior mínimo de ±0,02 mm.
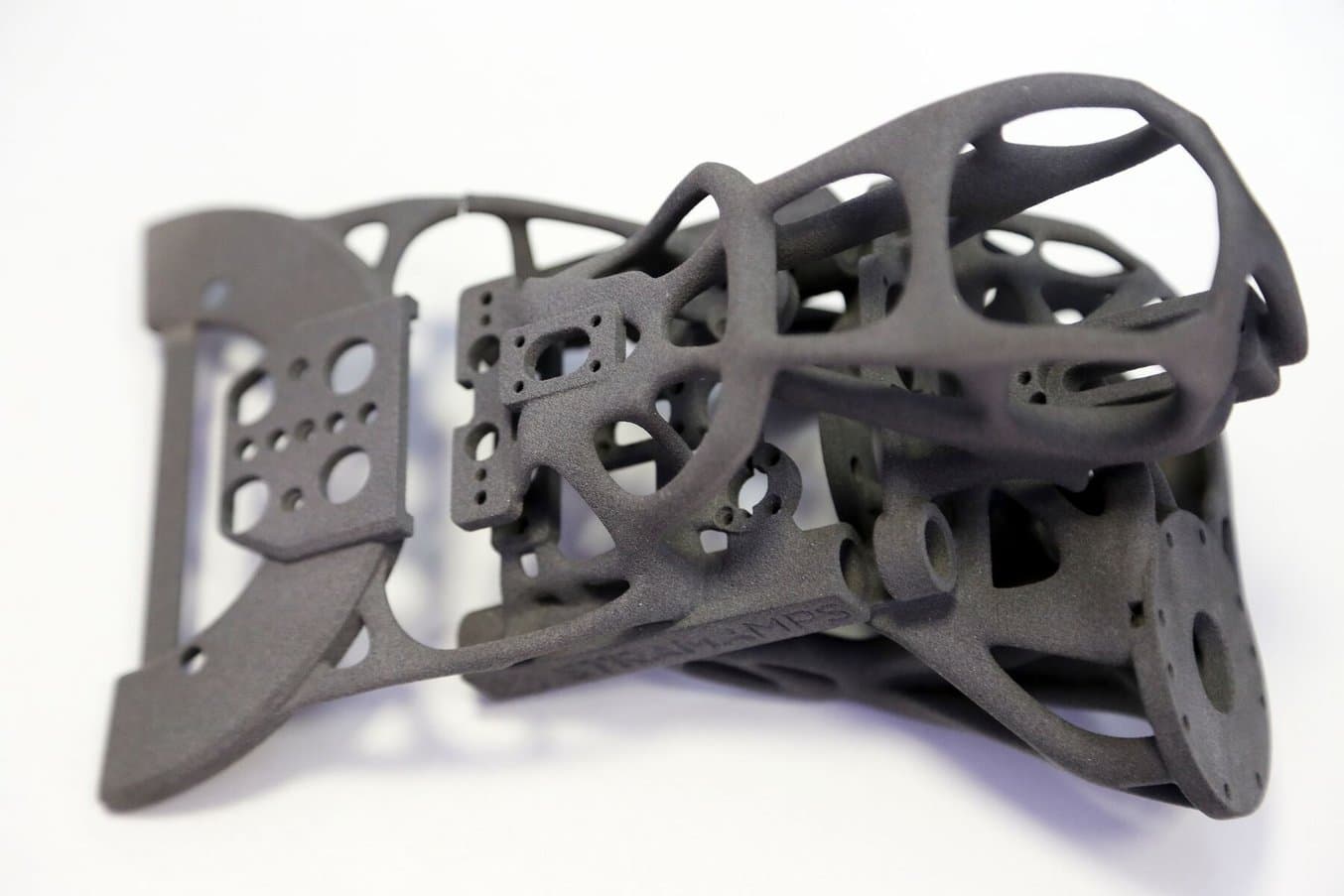
- En la impresión 3D con resina, un material de resina líquida se expone selectivamente a una fuente de luz para formar capas sólidas y muy finas de plástico que se apilan para crear un objeto sólido. Gracias a las fuentes de luz de gran precisión, estos proceso pueden obtener detalles precisos y producir de forma repetible resultados de alta calidad. En función de la geometría del modelo, las piezas de resina impresas en 3D requieren estructuras de soporte, que pueden ser esenciales para conseguir la precisión dimensional, especialmente en casos con geometrías complejas o paredes grandes y delgadas.
- Sinterizado selectivo por láser (SLS) y fusión multijet (MJF): ±0,5 % o 0,3 %, el que sea mayor
- Las impresoras 3D de fusión de lecho de polvo también dependen de la precisión de una fuente de luz (un láser en el caso del SLS y una lámpara de fusión en el caso de la MJF) para fundir los materiales de polvo y convertirlos en piezas sólidas. Dado que el polvo sin fundir sirve como soporte para la pieza durante la impresión, no es necesario agregar expresamente estructuras de soporte. Esto hace que la impresión por SLS sea ideal para geometrías complejas, como relieves interiores, socavados, paredes delgadas, elementos cóncavos y depresiones.
- Modelado por deposición fundida (FDM): ±0,5 % (límite inferior: ±0,5 mm)
- La impresión 3D FDM utiliza una boquilla extrusora para crear las capas de filamentos termoplásticos, pero carece del control y la capacidad necesarios para reproducir detalles complejos, a diferencia de otros procesos de impresión 3D. Las piezas de FDM también son propensas a deformarse o contraerse, ya que la pieza impresa se enfría a ritmos distintos y el esfuerzo interno al que se ve sometida puede hacer que la impresión se deforme. Los sistemas profesionales de alta gama mitigan estos problemas, pero también tienen un coste más elevado.
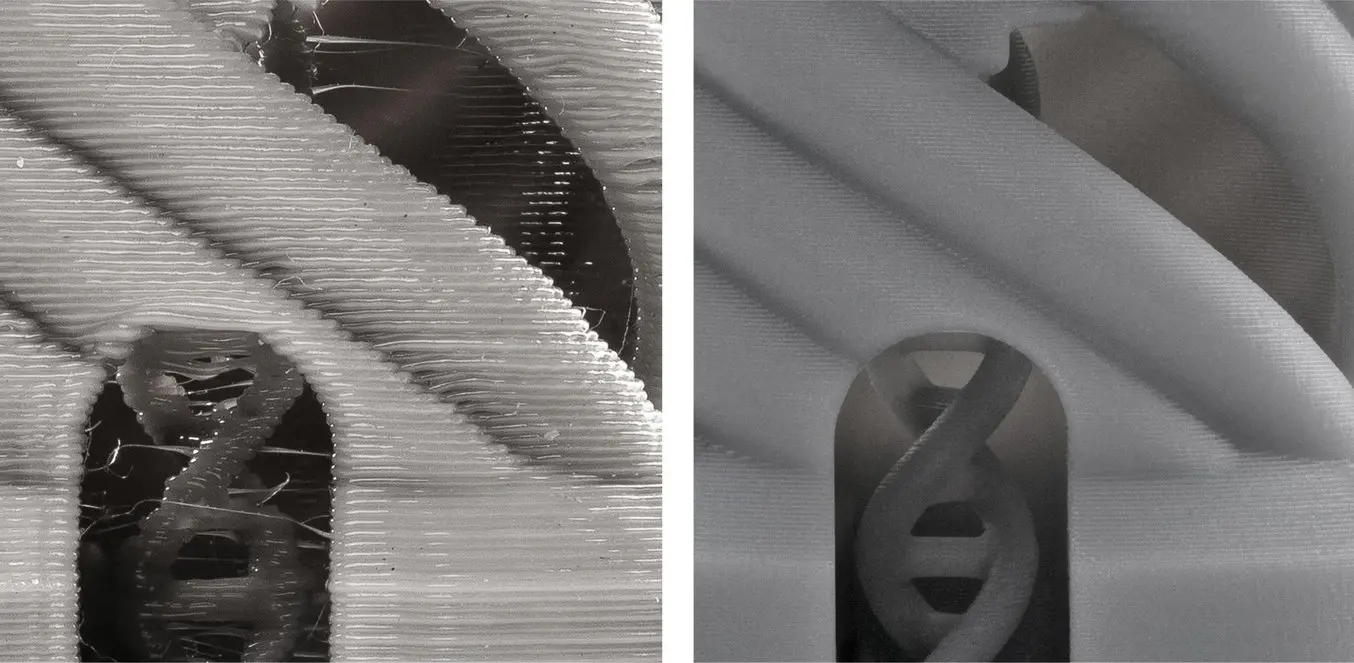
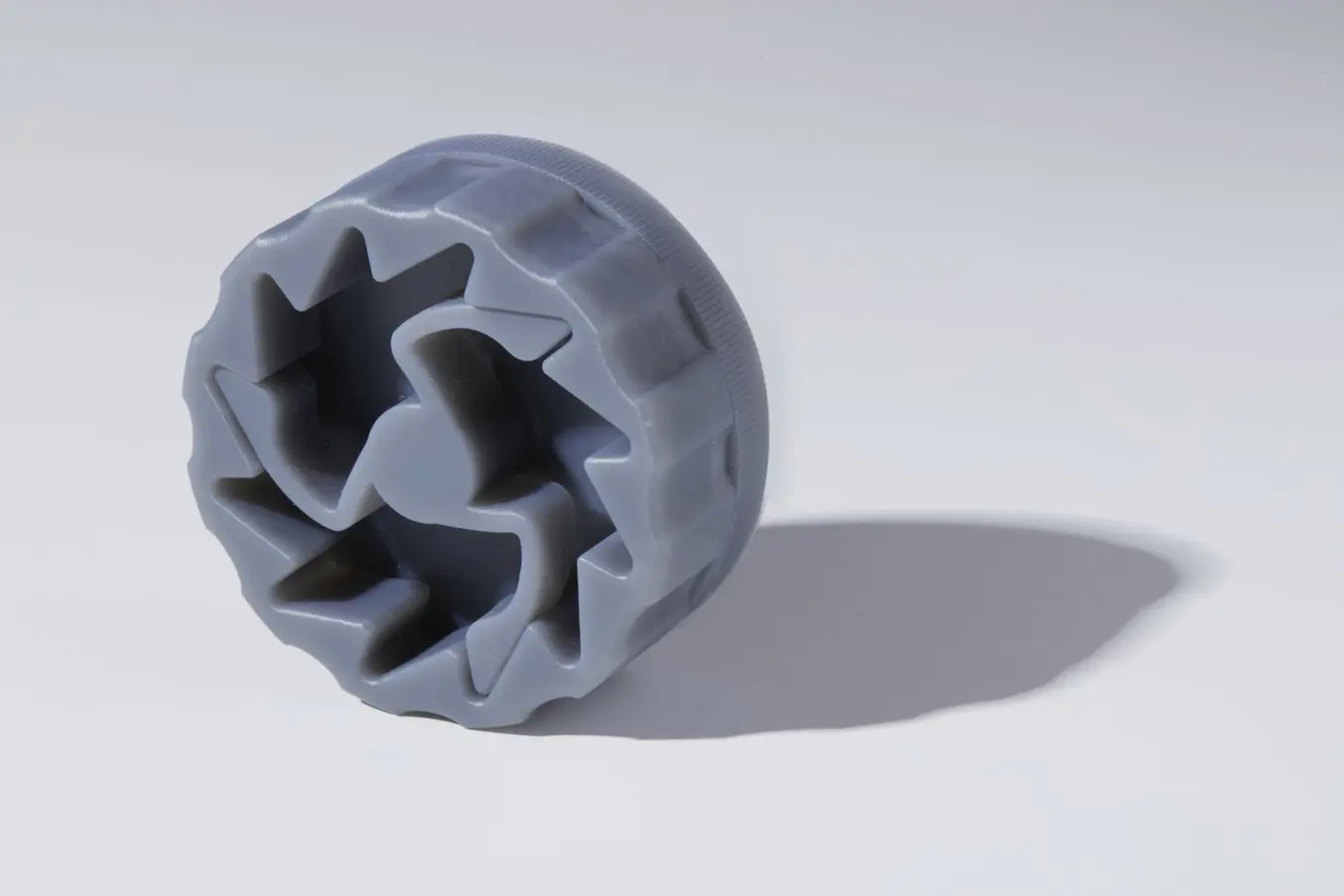
Dado que las capas realizadas mediante FDM se fabrican por extrusión, las piezas finales pueden mostrar imprecisiones en torno a formas complejas. (Pieza impresa mediante FDM a la izquierda, pieza impresa mediante SLA a la derecha).
Las especificaciones de las impresoras 3D no representan la precisión dimensional final por sí mismas. Muchas veces se habla de la resolución XY o la resolución Z (el grosor de capa) como la precisión dimensional de varias tecnologías de impresión 3D, pero en realidad se trata de una mala interpretación.
Sin embargo, esta información no repercute en la precisión de la pieza impresa. Hay muchas fuentes de error que siguen afectando a la precisión y hablaremos de ellas a continuación.
Al final, el mejor modo de evaluar una impresora 3D es inspeccionar una pieza real.

Solicita una pieza de muestra gratuita
Experimenta la calidad de Formlabs de primera mano. Enviaremos una pieza de muestra gratuita a tu lugar de trabajo.
Materiales
La precisión puede variar dependiendo de los materiales que utilices para imprimir y las propiedades mecánicas de dichos materiales, lo que también puede afectar al posible grado de deformación de una pieza.
La Rigid 10K Resin de Formlabs para impresión 3D SLA tiene un gran módulo (o rigidez) cuando no está poscurada que permite imprimir adecuadamente detalles pequeños e intrincados.

Dado que no requieren estructuras de soporte y sus propiedades mecánicas son excelentes, los polvos de nylon que se usan en la impresión 3D SLS también son ideales para imprimir piezas complejas con requisitos exigentes en cuanto a tolerancias.
Cuando se trabaja con impresoras 3D de resina, si un material tiene un módulo elevado antes del poscurado, es posible imprimir piezas muy delgadas con precisión y con una probabilidad menor de fracaso.
En el caso de las impresoras 3D FDM, los materiales que se extruyen a temperaturas altas son por lo general más propensos a la deformación que otros. Por ejemplo, se sabe que el ABS es más susceptible a la deformación que el PLA, ya que las piezas impresas se contraen más durante su enfriamiento.
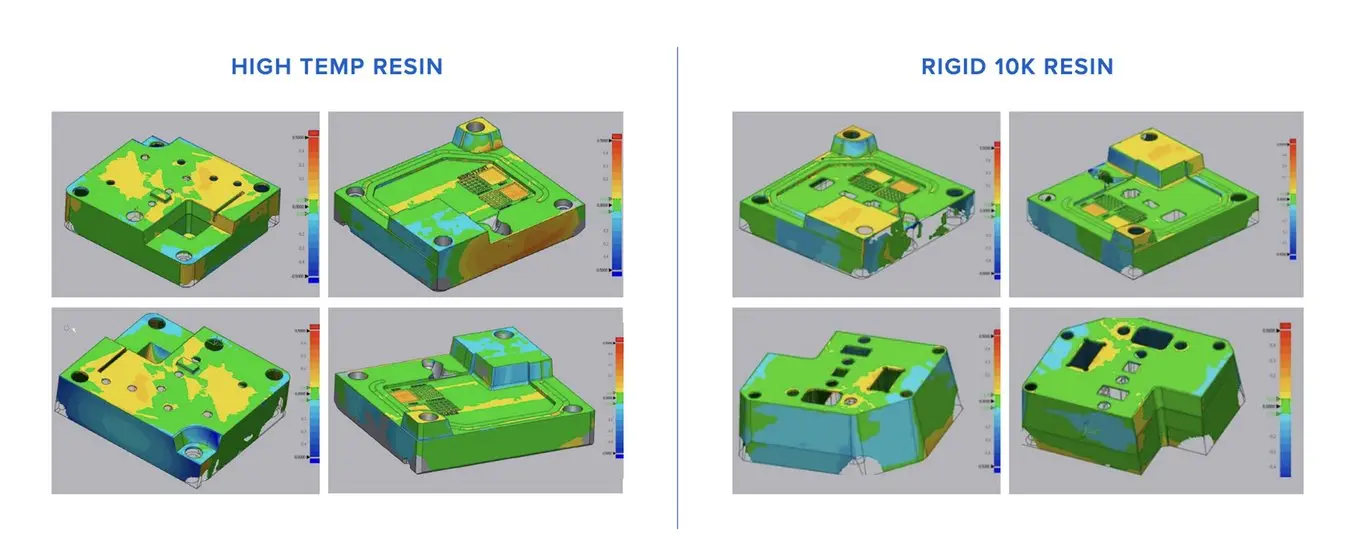
Escaneos de moldes impresos para un estudio técnico sobre el moldeo por inyección con moldres impresos en 3D. Estos escaneos muestran una variación inferior a ±0,05 mm en más del 75 % de la pieza.
Posacabado
La mayoría de las piezas impresas en 3D requieren algún tipo de posacabado después de la impresión:
- SLA y DLP: Lavado, poscurado (opcional), retirada de las estructuras de soporte (de ser necesaria), lijado (opcional)
- SLS y MJF: Retirada del polvo sobrante, granallado a chorro o por volteo
- FDM: Retirada de las estructuras de soporte (de ser necesaria), lijado (opcional)
Algunos de estos pasos de posacabado tienen un impacto en el tamaño y la superficie de las piezas, lo que a su vez influye en su precisión y sus tolerancias. Es fácil adaptarse a algunos de estos factores durante el diseño y la preparación de la impresión, pero otros pueden variar de una impresión a otra.
Por ejemplo, en la impresión 3D de resina, a menudo resulta necesario poscurar las piezas tras la impresión 3D, lo que provoca cierto grado de contracción. Esto es normal para las piezas producidas mediante procesos de impresión de SLA o DLP basados en resina y es posible que se deba tener en cuenta en los diseños, en función de la impresora. PreForm, el software de preparación de impresiones gratuito de Formlabs, compensa automáticamente el grado de contracción para asegurar que las piezas poscuradas ofrezcan una buena precisión dimensional en comparación con los diseños originales asistidos por ordenador (CAD).
Por otro lado, las piezas impresas mediante FDM requieren con frecuencia un lijado para mejorar la calidad de su superficie, eliminando marcas de soportes y líneas de capa, pero este proceso cambia ligeramente el tamaño y las medidas de las piezas, con lo que crece la variación entre el diseño original y la pieza acabada.
Ecosistema y calibración
Producir impresiones 3D precisas y repetibles requiere prestar atención a algo más que la impresora y tener en cuenta todo el proceso.
El software de preparación de impresiones, la tecnología de impresión, la calidad y la calibración de la impresora y sus componentes, la calidad de los materiales de impresión 3D y las herramientas y métodos de posacabado son todos factores que pueden contribuir al resultado final.
Por lo general, los sistemas integrados están diseñados para funcionar de manera conjunta y producir resultados más fiables. Por ejemplo, cada nuevo material de impresión 3D SLA y SLS de Formlabs pasa por una serie de ensayos y pruebas de validación con cada modelo de impresora compatible antes de su lanzamiento, para asegurar su fiabilidad, repetibilidad y precisión. Eso no quiere decir que las impresoras genéricas y los materiales del mercado no puedan dar resultados buenos, sino que tal vez tengan una curva de aprendizaje más dura y necesiten más experimentación y calibración por parte de los usuarios.

Un modelo a escala funcional impulsado por aire de un motor boxer de combustión interna de dos cilindros impreso con resinas de Formlabs y lubricado con aceite mineral.
La tolerancia en la impresión 3D
En el mecanizado tradicional, los costes aumentan exponencialmente a medida que se reducen las tolerancias. Alcanzar un nivel limitado de tolerancia requiere pasos adicionales de mecanizado que ralentizan el proceso, a diferencia de los niveles de tolerancia más amplios. Por este motivo, las piezas mecanizadas se diseñan con las tolerancias más amplias admisibles para un uso específico.
A diferencia del mecanizado, la impresión 3D tiene un único paso de producción automatizado. Es posible que para alcanzar tolerancias más limitadas en la impresión 3D se requiera un mayor esfuerzo en la fase de diseño, pero esto puede dar lugar a un ahorro importante de tiempo y dinero en la creación de prototipos y en la producción.
Además, si bien las superficies complejas elevan el coste de procesos como la fabricación mediante fresadoras de CNC, imprimir en 3D detalles complejos es prácticamente gratuito, aunque las tolerancias de una pieza impresa en 3D no se pueden refinar automáticamente más allá de lo que pueda producir una impresora sin recurrir a métodos de sustracción. La impresión 3D es una opción excelente si tienes que reproducir detalles de gran complejidad, como socavados o superficies complicadas, y por lo general no necesita contar con una fiabilidad de la superficie mayor que ±130 micras (mecanizado estándar). Las tolerancias que vayan más allá del mecanizado estándar requieren un proceso sustractivo, ya sea a través de un acabado manual o del mecanizado, tanto en piezas impresas en 3D como piezas producidas mediante CNC.
En general, la impresión 3D con resina (SLA y DLP) y la impresión 3D por fusión de lecho de polvo (SLS y MJF) tienen la mayor tolerancia de las tecnologías de impresión 3D de plástico disponibles en el mercado. Si la comparamos con la precisión del mecanizado, podríamos decir que la tolerancia de la impresión 3D con resina y polvo se sitúa entre la del mecanizado estándar y el mecanizado de precisión.
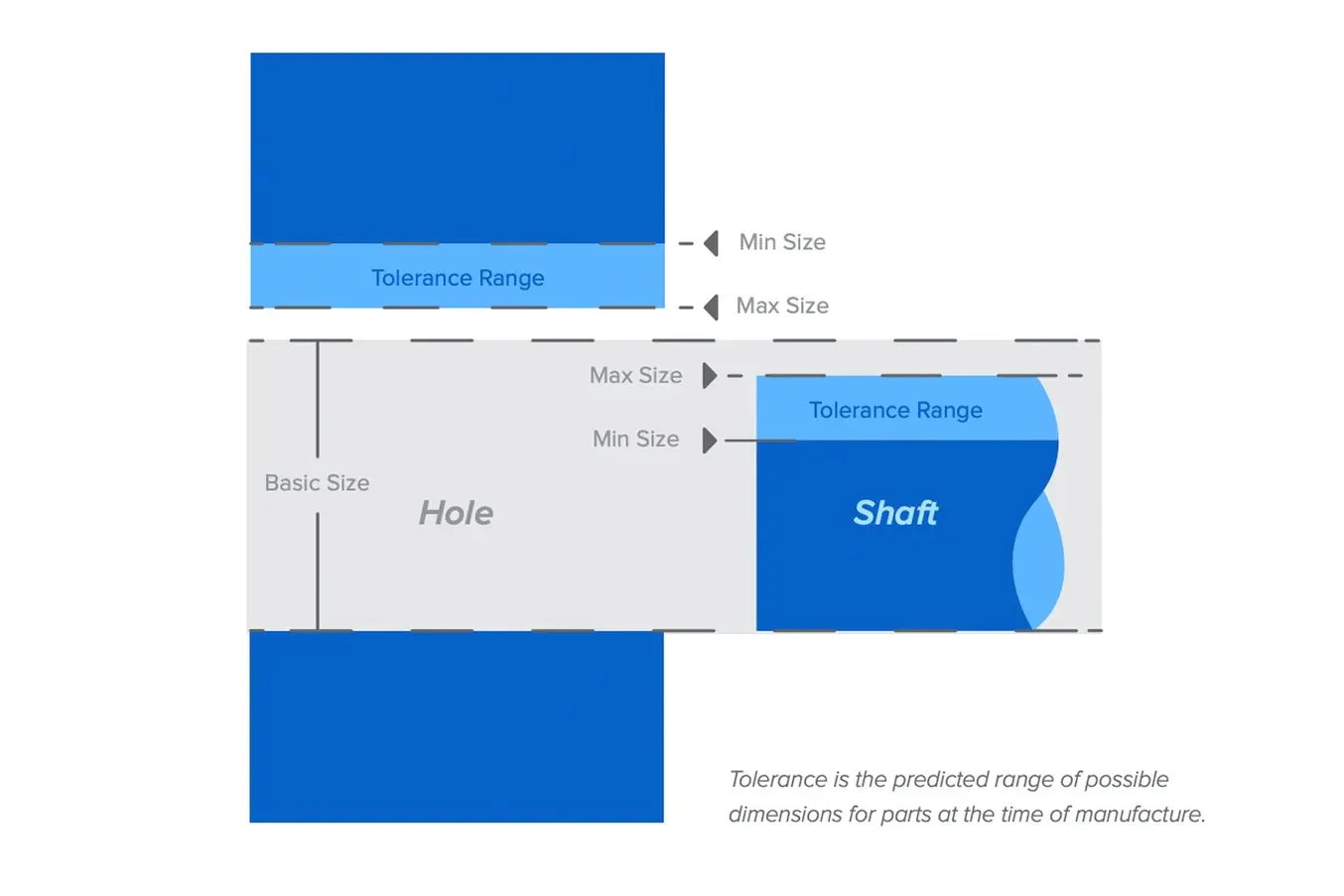
La tolerancia es el rango previsto de valores que pueden adoptar las dimensiones de una pieza en el momento de la fabricación.

Guía de diseño de la serie Form 4
Una buena impresión en 3D comienza con un modelo bien diseñado. Sigue nuestras buenas prácticas para optimizar tus diseños y reducir la probabilidad de error.
Guía de diseño de la serie Fuse
En esta guía de diseño, descubrirás algunas de las consideraciones importantes para el diseño orientado a la impresión 3D SLS en la serie Fuse y cómo se pueden aprovechar estas prácticas para crear piezas satisfactorias.
Tolerancias para ensamblajes voluminosos impresos en 3D y para la fabricación a pequeña escala
La tolerancia y el ajuste son conceptos esenciales para cualquier ingeniero que diseñe conjuntos mecánicos. Tener en cuenta las tolerancias optimiza tanto la creación de prototipos como los procesos de producción, lo que reduce el coste de material para las iteraciones, el tiempo de posacabado y el riesgo de que se rompan las piezas accidentalmente. El coste fijo por cada pieza con la impresión 3D hace que sea un método efectivo para la creación de prototipos y la fabricación de bajo volumen, especialmente de piezas a medida que de otra forma requerirían una inversión considerable en moldes.
Por lo general, los materiales de impresión 3D más compatibles ofrecen una zona de tolerancia más amplia que los materiales más rígidos. A la hora de imprimir piezas específicas para conjuntos, diseñar tolerancias y ajustes adecuados reduce el tiempo de posacabado, facilita el ensamblaje y reduce el coste del material para las iteraciones.
El posacabado de los ensamblajes de piezas impresas en 3D suele incluir los siguientes pasos: limpieza, lijado, soportes y lubricación. El lijado de una superficie activa es un método razonable para lograr el ajuste adecuado si se trata de una pieza única, ya que se requiere menos trabajo para definir las tolerancias en la fase de diseño. Con los conjuntos más grandes o cuando quieras producir varias piezas, debes definir las tolerancias dimensionales de manera adecuada.
En este apartado, hablaremos de los conceptos básicos de los distintos ajustes que existen para ingeniería: ajustes con juego, ajustes indeterminados y ajustes de presilla. También mencionaremos los casos en los que se debe emplear cada uno para el diseño de un ensamblaje.
Elige el mejor tipo de ajuste para ingeniería
Para entender y diseñar tolerancias óptimas para la impresión 3D, es importante determinar qué tipo de ajuste funciona mejor para tu conjunto.
Las necesidades funcionales de tu conjunto definen la manera en la que deberían encajar las piezas.
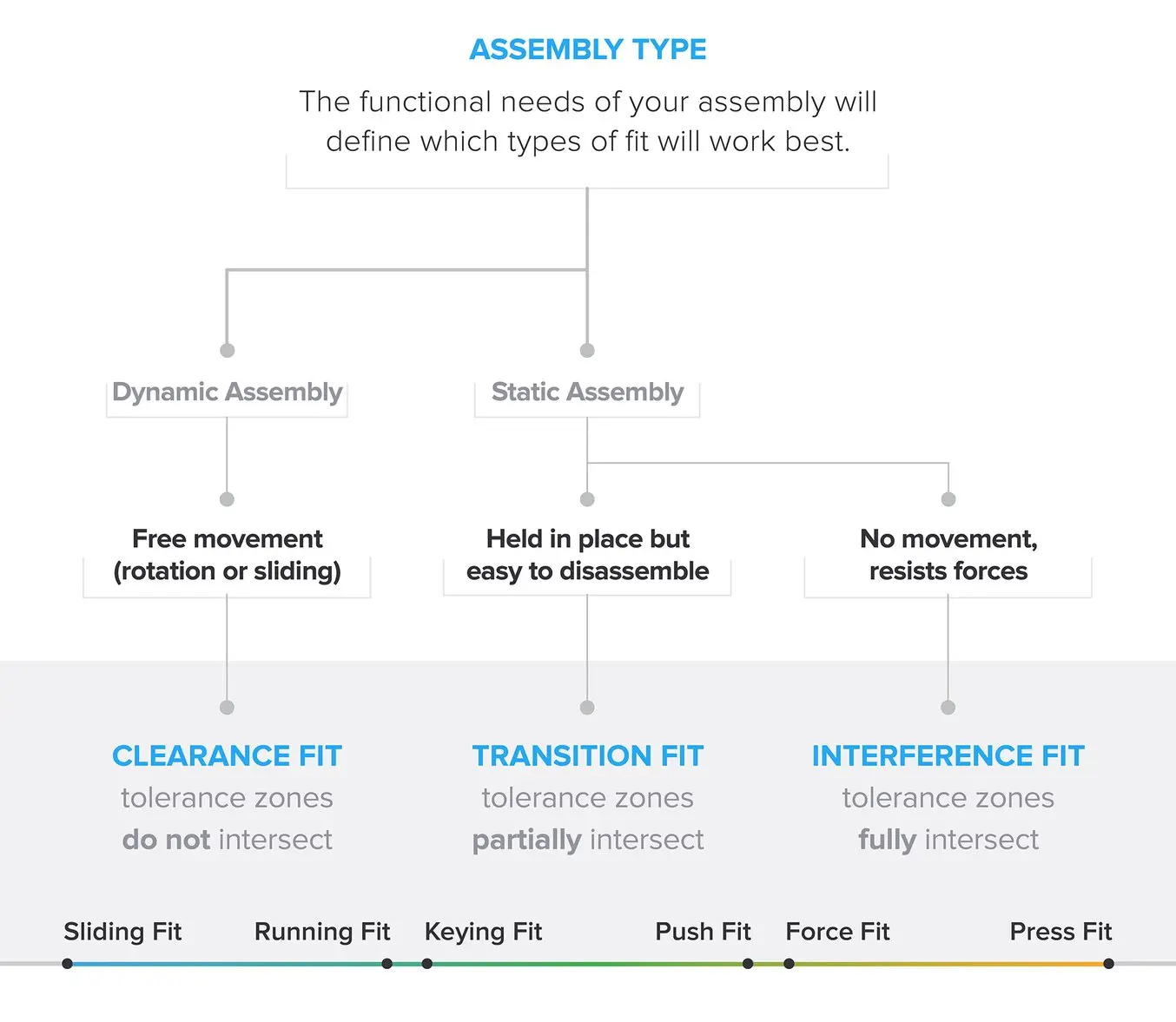
Podemos definir tres tipos de ajustes para ingeniería: ajustes con juego, ajustes indeterminados y ajustes de presilla. Cada uno de estos tipos de ajustes puede dividirse en dos subcategorías principales.
Siempre se producirá cierta variación en las tolerancias debido a los distintos métodos de fabricación y de impresión 3D que se empleen, lo que significa que el proceso de ajuste funciona como un continuo y no como una fase completamente separada. Por ejemplo, los ajustes que ofrecen mucho juego sacrifican la precisión por libertad de movimiento. Los ajustes indeterminados son más resistentes, pero pueden provocar más desgaste en la conexión. Un ajuste de presilla que requiera más fuerza de adhesión será más difícil de desmontar.
Ajustes con juego
Para que un componente disfrute de libertad de movimiento, es necesario contar con espacio libre o con espacio entre las superficies activas. Para obtenerlo, asegúrate de que las zonas de tolerancia de las superficies activas no se solapen.
Una superficie activa es la zona de un modelo en la que dos superficies se tocan, lo que puede hacer que estas se muevan o tengan un ajuste estático.
Subcategorías:
- Un ajuste deslizante ofrece cierto juego lateral, mientras que un ajuste móvil apenas ofrece juego.
- Un ajuste móvil conlleva un poco más de fricción, pero ofrece un movimiento más preciso.
Cuando hablamos de "juego", nos referimos a la cantidad de espacio que se deja para permitir el movimiento en una dirección no prevista dentro del mecanismo.
Ajuste indeterminado
Si no es necesario que se produzca movimiento entre las piezas, emplear un ajuste indeterminado facilita el montaje y el desmontaje. Los ajustes indeterminados tienen zonas de tolerancia que se solapan parcialmente.
Subcategorías:
- Con un ajuste enchavetado, el componente se inserta con precisión en o alrededor de otra pieza y solo es necesario aplicar una ligera fuerza para instalarlo y quitarlo.
- Con un ajuste por empuje, es necesario aplicar más fuerza para unir y separar las piezas, pero se pueden conectar a mano.
Ajuste de presilla
Un ajuste de presilla proporciona una conexión fuerte y sólida, pero requiere mucha más fuerza durante el ensamblaje. Las zonas de tolerancia se cruzan por completo en los ajustes de presilla.
Subcategorías:
- Un ajuste forzado requiere aplicar bastante fuerza durante la instalación, incluso con herramientas adicionales de mano como un martillo. Está pensado para mantener las piezas unidas de forma permanente.
- Un ajuste a presión requiere mucha más fuerza de instalación, por lo que es necesario utilizar prensas de husillo o herramientas similares.
Medición y aplicación de la tolerancia
Para averiguar las necesidades de tolerancia reales de cada tipo de ajuste, conviene examinar una serie de geometrías comunes, como las siguientes.
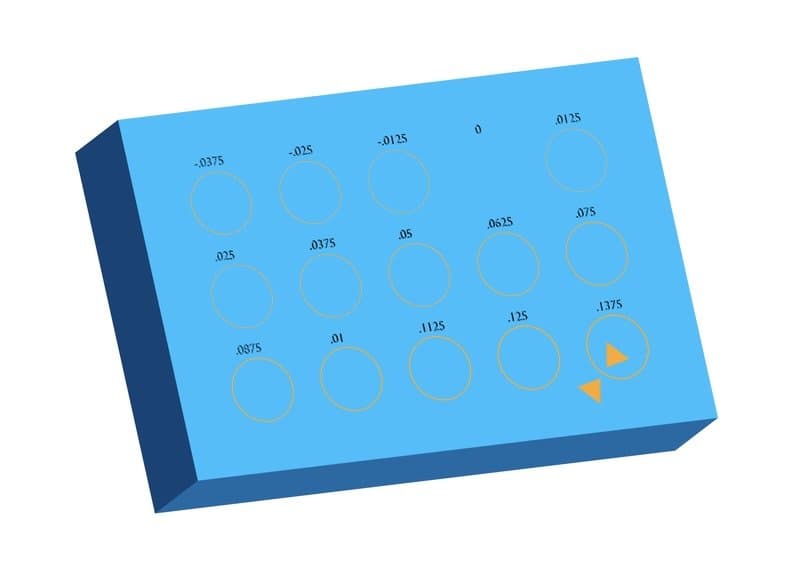
EJES Y AGUJEROS
Los ejes y agujeros requerirán normalmente tener un espacio libre, que podría ir desde un ajuste deslizante a un ajuste móvil dependiendo de la precisión que se necesite. Un ajuste móvil requerirá la lubricación suficiente como para moverse libremente.
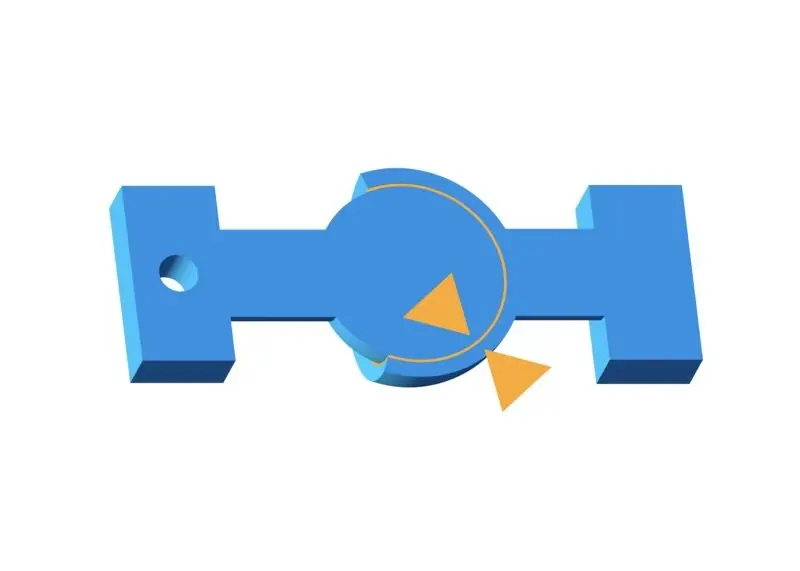
RÓTULA Y ALOJAMIENTO
Debería haber espacio libre para que la rótula pueda rotar libremente en el alojamiento. Sin embargo, se observa un gran desajuste entre el radio de la rótula y la abertura del alojamiento. La abertura del alojamiento se tiene que deformar lo bastante como para que pueda insertarse sin que se salga durante el uso normal.
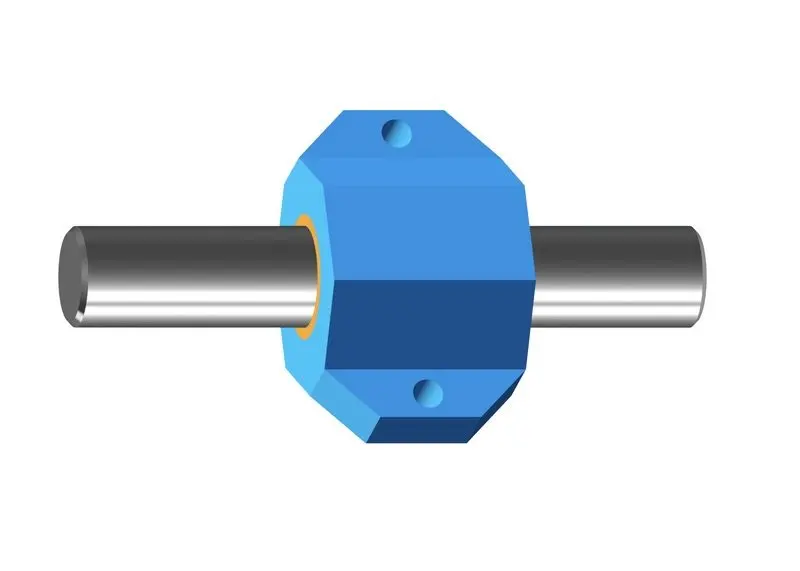
Barra y casquillo
Un casquillo es un tipo de soporte simple diseñado para poder moverse suave y libremente por una barra. Entre la barra y el casquillo debería haber un ajuste con juego. La cantidad de espacio libre dependerá de la aplicación.
Fricción
La cantidad de fuerza de fricción entre dos componentes es el resultado de la fuerza en la superficie de contacto (relacionada directamente con el ajuste) y una constante (el coeficiente de fricción) que es distinta para cada material. El coeficiente de fricción sirve para calcular el nivel de resistencia que las piezas van a ofrecer al movimiento y el desgaste y qué resultado puedes esperar de las resinas de Formlabs en comparación con otros materiales comunes.

Formlabs comprueba el coeficiente de fricción con una plataforma cargada con peso, un carril y un dinamómetro.
Una lubricidad elevada, como la de la Tough 1000 Resin, dará una menor resistencia al deslizamiento. Tener un menor coeficiente de fricción hace que sea una buena opción para componentes móviles que interactúan en conjuntos dinámicos.
Los componentes que se deslizan como raíles, pistones y barras tienen menos fricción si se reduce la zona de contacto entre las dos superficies que interactúan entre sí. Esto se logra orientando los objetos en PreForm para que el patrón de "vetas" que forman las capas quede perpendicular entre las piezas. Si las vetas o líneas están en paralelo, las acanaladuras de las líneas de capa se engancharán entre sí, incrementando la superficie de contacto y provocando una mayor fricción estática y cinética
.Diagrama a escala micrométrica de la fricción entre orientaciones de la superficie

Izquierda: Máxima fricción estática y cinética. Centro: Fricción estática elevada y fricción cinética moderada. Derecha: Mínima fricción estática y cinética.
La orientación perpendicular mostró unos coeficientes de fricción menores tanto en los ensayos estáticos como cinéticos. El coeficiente de fricción estática se ve más afectado por la orientación de las vetas. La fricción entre las piezas va disminuyendo con el tiempo a medida en que las superficies se van desgastando. Normalmente, esto es una ventaja para los conjuntos de piezas dinámicos, y el lijado y el pulido son ejemplos de desgaste intencionado. Pero cuanto más desgaste se produce, mayor suele ser el espacio libre entre las piezas. La lubricación es la mejor forma de reducir el desgaste a largo plazo.
En algunos casos, como los de los rodillos, ruedas y pinzas robóticas, es mejor cuanto más fricción haya. Para estas aplicaciones, elige un material con un alto coeficiente de fricción y baja lubricidad.
Lubricación
Los lubricantes son esenciales para que los componentes funcionen correctamente en los conjuntos dinámicos. El aceite mineral es un lubricante económico y muy extendido que se usa normalmente en las impresiones por SLA. También van bien los lubricantes con base de aceite de silicona como el Super Lube®, que también duran más sin llegar a ponerse pegajosos.
Unión de componentes
Si se desea unir dos componentes impresos con adhesivo, se necesitará un ajuste con juego estrecho. El cianocrilato (Super Glue) rellenará los pequeños huecos gracias a su baja viscosidad. Para soldar las piezas con empalmes se puede usar una jeringa con resina curada a mano con un bolígrafo láser UV o azul-violeta (405 nm) y unas gafas de protección contra la radiación UV.
Mecanizado de piezas impresas
El lijado, el pulido y la lubricación son los pasos más comunes del posacabado en los conjuntos de piezas impresos. A veces puede venir bien mecanizar una pieza de plástico después de imprimirla, por ejemplo, si las tolerancias de un elemento tienen que ser inferiores a 0,025 mm o para modificar un elemento tras la impresión.
Hacer orificios con una prensa taladradora o añadir estrías con una rosca puede ser más rápido y más efectivo que volver a imprimir si estas herramientas están disponibles y se ha cambiado el diseño en medio de la impresión. Las resinas Tough (que incluyen la Tough 1000 Resin, la Tough 1500 Resin y la Tough 2000 Resin) son las que mejor resisten el mecanizado debido a su gran resistencia y capacidad de alargamiento. Otras resinas de Formlabs también soportan el mecanizado, aunque requieren técnicas menos agresivas y un uso de las herramientas a mayor velocidad.
Encuentra el mejor material de impresión 3D para tu aplicación
En la ingeniería de productos hay que especificar el ajuste según las propiedades de los materiales y la función mecánica de las piezas. Los distintos tipos de ajuste que se han señalado para geometrías comunes se pueden aplicar de manera general a muchos diseños para obtener prototipos funcionales en menos iteraciones. Para entender de forma más clara e intuitiva cómo van a encajar las piezas, imprime los modelos de ensayo en diferentes tipos de materiales y así verás cómo funcionan y se relacionan entre sí.
Hay muchos otros atributos que considerar a la hora de evaluar impresoras 3D. ¿Necesitas que tus piezas sean isotrópicas? ¿Qué propiedades mecánicas hacen falta? Elegir el material adecuado es esencial para crear impresiones que cumplan su función, y los materiales de Formlabs varían considerablemente en cuanto a resistencia a la tracción, alargamiento y resistencia al desgaste.
Utiliza la página de comparación de materiales de Formlabs para encontrar el mejor material para tu aplicación o solicita una pieza de muestra gratuita para evaluar su calidad de primera mano.