
Los 10 principales consejos para optimizar el proceso de trabajo de SLA y obtener resultados de alta calidad
Desde que lanzamos por primera vez la impresión 3D de escritorio de calidad industrial accesible, Formlabs no ha dejado de mejorar sus productos y su estrategia empresarial para hacer que producir piezas de alta calidad sea fácil, asequible y escalable para nuestros clientes. Las impresoras de estereolitografía (SLA) de escritorio, como las de la serie Form 3, y las impresoras de estereolitografía enmascarada (MSLA), como las de la serie Form 4, facilitan imprimir piezas de alto rendimiento y calidad de uso final, sin preocuparse de los ajustes de impresión o de la calibración de la máquina.
Sin embargo, como ocurre con cualquier tipo de impresión 3D, hay maneras de optimizar más tu proceso de trabajo. Los expertos de impresión de Formlabs muestran 10 formas de sacar el máximo rendimiento a tu impresora.
N.º 1: Conexión a Internet y Dashboard
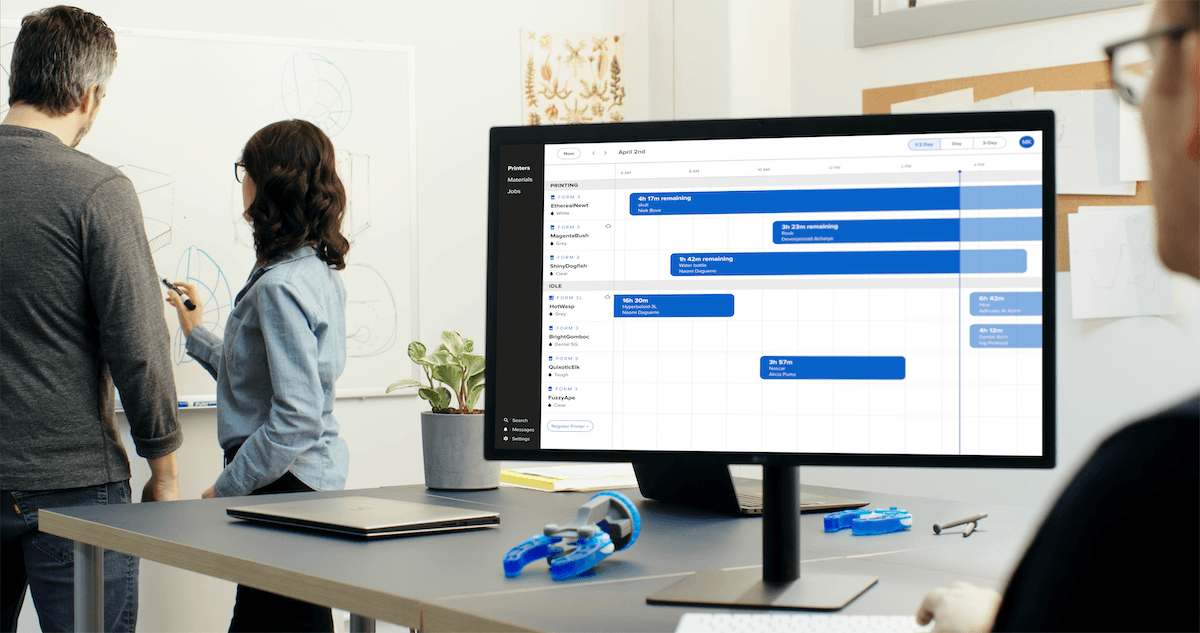
Conectar tu impresora a Internet te permitirá cargar tus impresiones a distancia, para que puedas iniciar un trabajo de impresión desde casa, de camino al trabajo o simplemente desde una conexión a Internet distinta dentro de tu lugar de trabajo. Una conexión a Internet también hace que las impresoras puedan buscar automáticamente actualizaciones de firmware para que siempre tengas acceso a configuraciones optimizadas para los materiales y la impresora.
Cuando tu impresora esté conectada, regístrala en Dashboard, el software de monitorización de impresoras en línea de Formlabs. Dashboard permite supervisar el estado de la impresión desde tu navegador o mediante PreForm, y Fleet Control añade incluso más funcionalidad a ambas plataformas para aumentar la productividad de la impresora. Para saber más acerca de las funciones disponibles en Dashboard y Fleet Control y para aprender a conectar tu impresora, visita nuestras páginas de asistencia específicas.
N.º 2: Optimiza el diseño para el éxito de la impresión
Aunque la impresión 3D SLA puede obtener una gran precisión en los detalles reducidos, las tolerancias y la resolución, sigue habiendo limitaciones de diseño que se deberían tener en cuenta antes de iniciar una impresión.
Por ejemplo: Aunque hacer elementos de pared que tengan un grosor menor de 0,2 mm es posible en condiciones ideales, pueden resultar demasiado débiles para soportar las fuerzas que se dan durante las fases de impresión y posacabado. Para garantizar el éxito de la impresión, haz que tus paredes tengan un grosor mínimo de 0,2 mm o superior. Descarga la guía de diseño completa si quieres más información.
N.º 3: Comprende las advertencias de PreForm y cómo realizar ajustes
Antes de enviar tu pieza a la impresora, PreForm analizará el archivo para determinar su imprimibilidad y detectar posibles elementos y geometrías problemáticos. Para que la impresión tenga éxito, es importante comprender los distintos tipos de problemas y cómo ajustar tu diseño o la orientación de tu impresión para evitarlos.
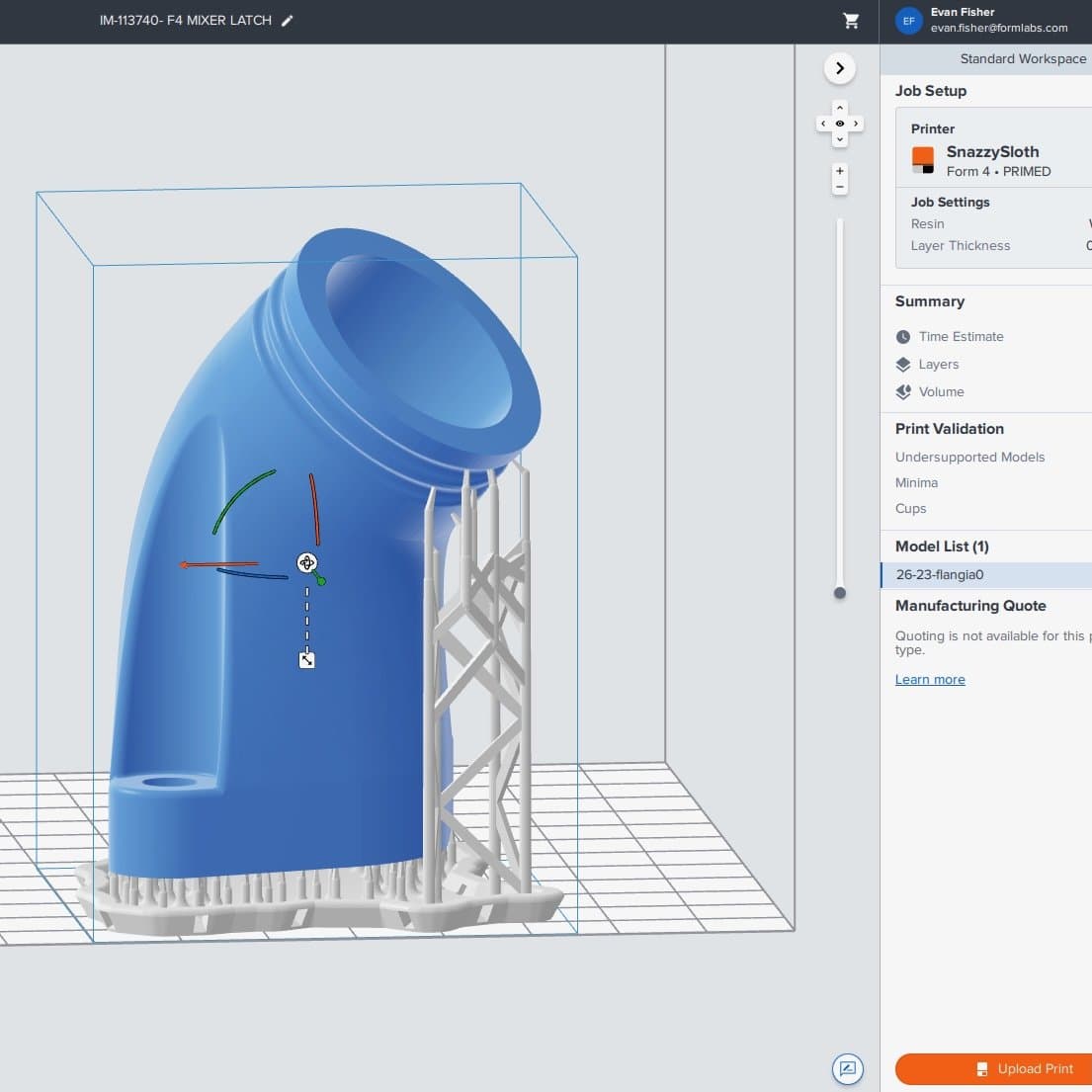
Resaltado en amarillo: Los "huecos" o zonas con efecto ventosa son regiones donde la orientación de la pieza puede causar que la resina líquida quede atrapada durante la impresión. Esto hace que la superficie tenga peor resolución y puede incluso causar que la impresión falle por completo. Si una cantidad lo suficientemente grande de resina queda atrapada en un hueco, puede crear un vacío de impresión. Para evitar el efecto ventosa, orienta tus piezas de una forma que permita que la resina fluya libremente o crea un canal de drenaje dentro de tu diseño. Otra opción es usar la función Hole (Orificio) de PreForm, que permite crear un orificio de drenaje que deje que la resina salga de la cavidad.
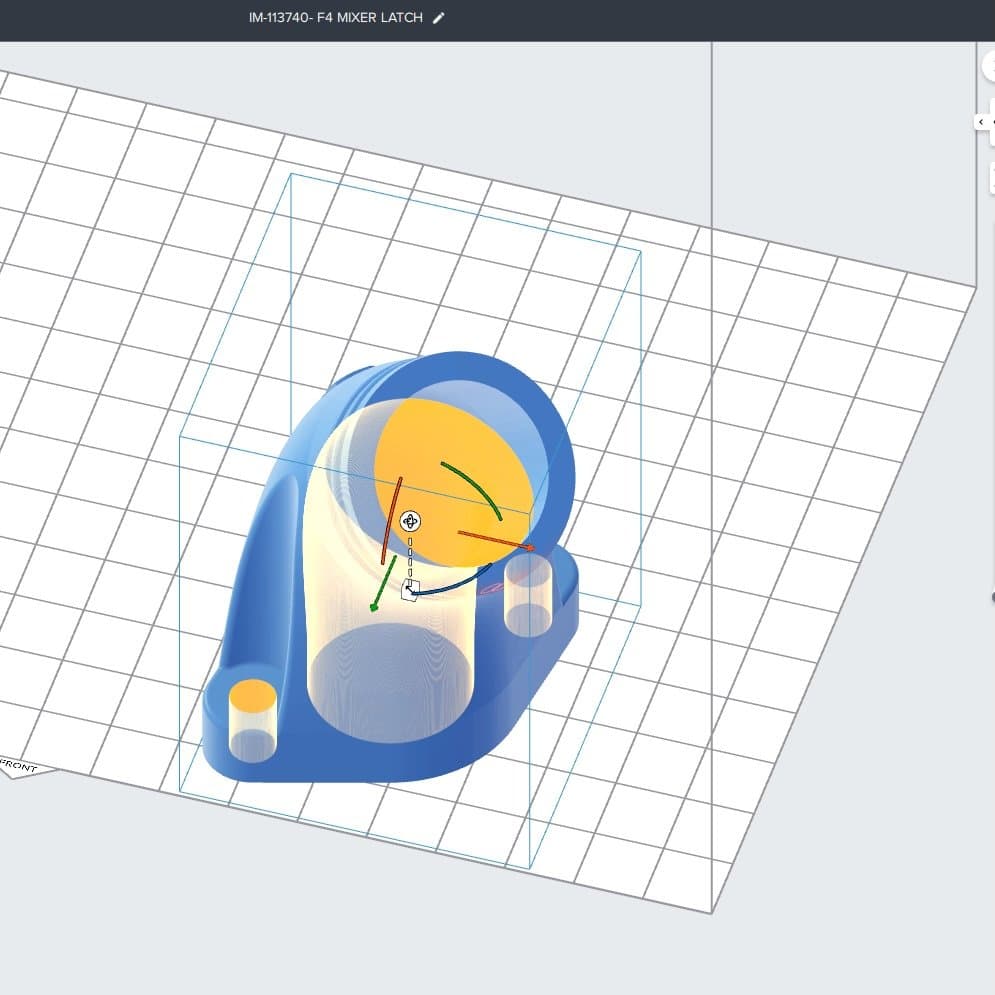
El resaltado en amarillo indica áreas con huecos, donde la orientación de la pieza puede causar que la resina líquida quede atrapada.
Cambiar ligeramente la orientación permite evacuar la resina líquida durante el proceso de impresión.
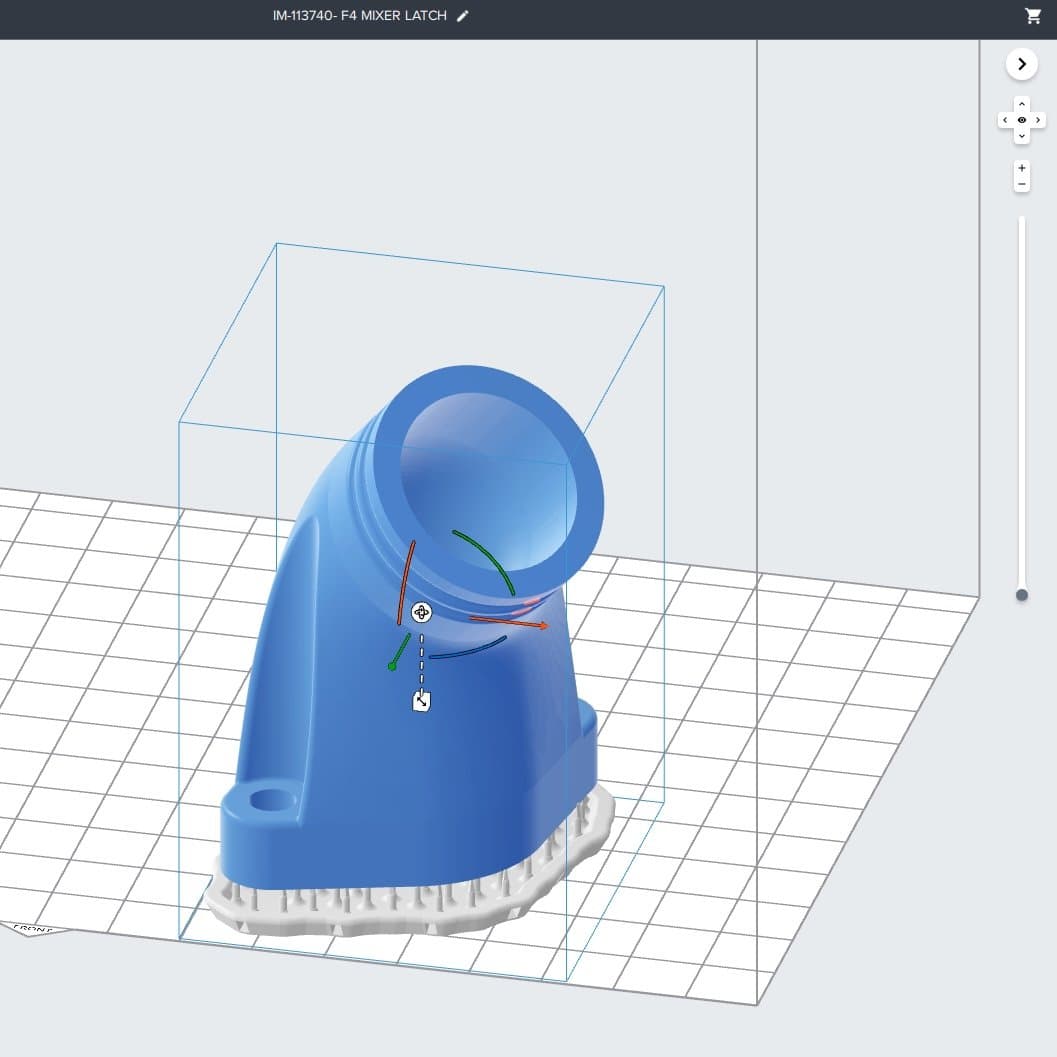
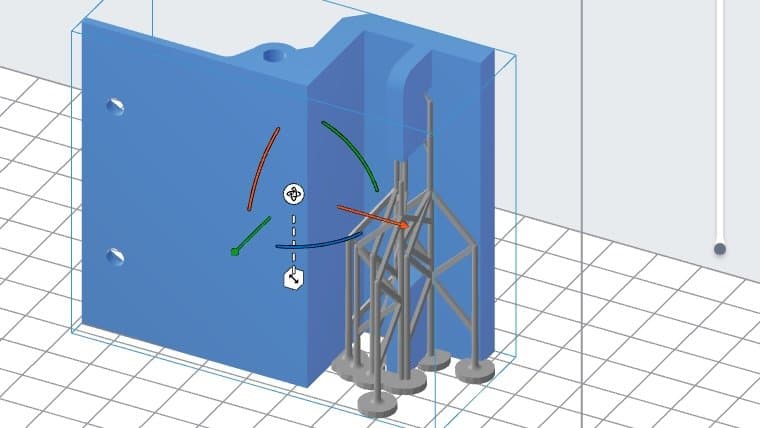
Delineado en rojo: Los mínimos sin soporte se producen cuando el punto más bajo (el mínimo) de una pieza o de un elemento de la misma cuelga libre, sin suficiente soporte. Dado que las impresoras de la serie Form imprimen capa a capa, estos mínimos no estarán unidos al resto del modelo. En vez de esto, se quedarán pegados al fondo del tanque cuando la base de impresión se eleve y pase a la siguiente capa, provocando un fallo. Para evitarlo, añade soportes al modelo donde esté indicado.
Las zonas delineadas en rojo (que rodeamos en amarillo en esta imagen) muestran dónde hay elementos inestables o que necesitan un mejor soporte.
Añadir más soportes puede resolver la advertencia del delineado en rojo y hacer que la impresión sea un éxito.
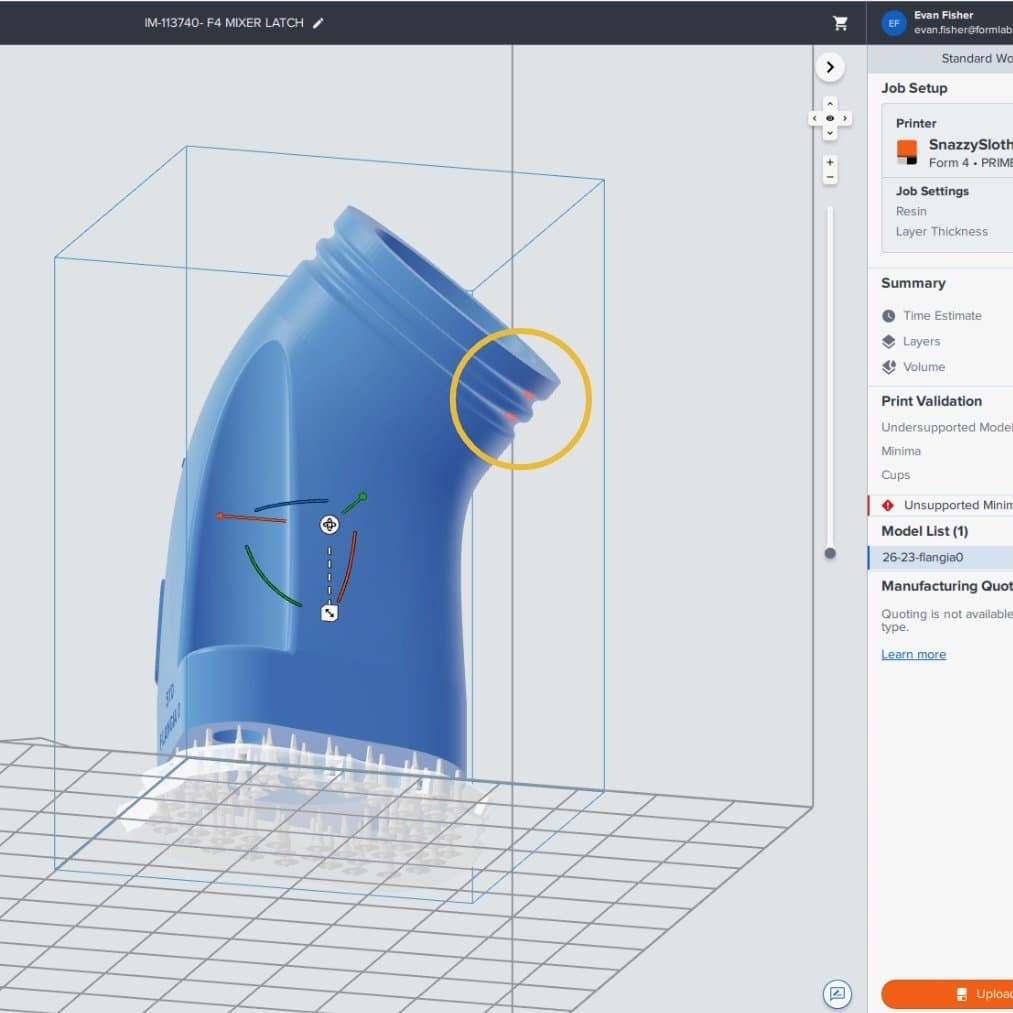
Sombreado en rojo: Las regiones sin soporte son áreas que cuelgan o que son geométricamente inestables, y que por lo tanto, necesitan más soporte. La geometría con soporte insuficiente provocará fallos de impresión. La intensidad del rojo representa la gravedad del problema: las regiones más claras suponen una preocupación menor, mientras que las regiones más oscuras representan problemas más importantes. Añadir más soportes a esas regiones resolverá estos problemas.
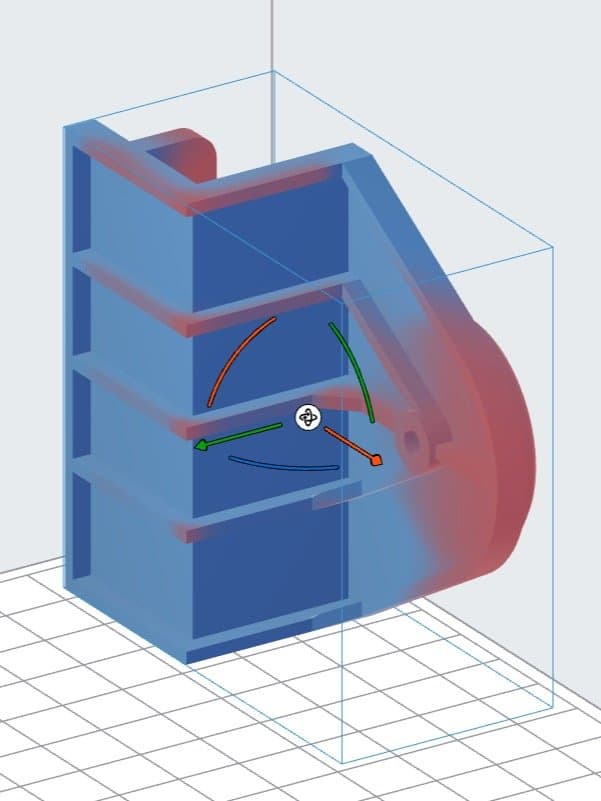
El sombreado en rojo indica zonas potencialmente problemáticas donde los detalles del modelo no tienen soporte.
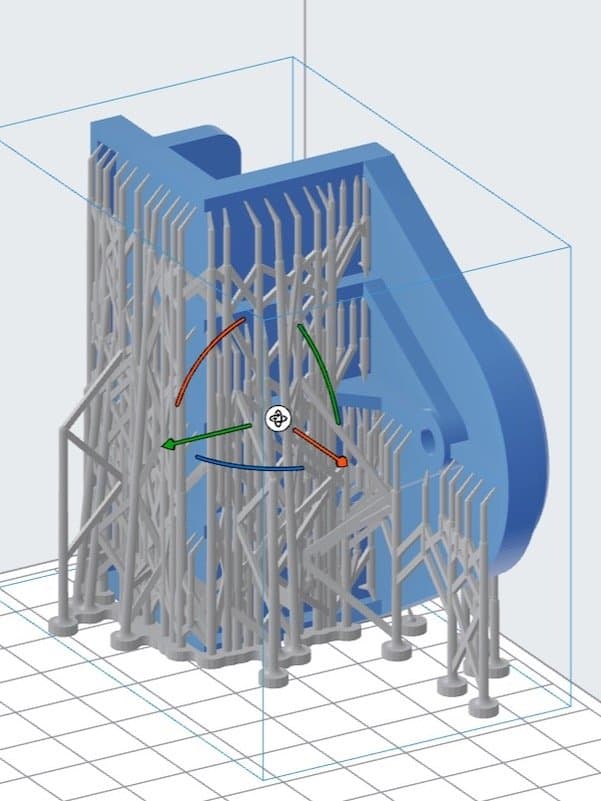
Añadir más soportes a esas regiones resolverá los problemas señalados por el sombreado rojo.
Para saber más acerca de cómo evitar relieves, formas u orientaciones problemáticos, vista nuestras páginas de recursos.
N.º 4: Optimiza la generación y la colocación de los soportes
Entender cómo dar un soporte eficaz a las piezas es una parte crucial de la impresión 3D. PreForm puede generar soportes automáticamente y destaca a la hora de dar soportes eficaces a tus impresiones. Sin embargo, PreForm puede llegar a pecar de añadir soportes de sobra para garantizar la seguridad de la impresión, y si te gustaría editar el número o la colocación de los soportes, tienes la capacidad de personalizarlos completamente.
Por ejemplo, puedes decidir si te gustaría dar una base a tu modelo (una plataforma que conecte todos los soportes) o si quieres que cada uno de los soportes esté en contacto directo con la base de impresión. También puedes seleccionar la densidad y el tamaño de los puntos de contacto de los soportes.
Usar más soportes y puntos de contacto mayores dará más estabilidad a las geometrías difíciles, mientras que los puntos de contacto pequeños y los soportes poco densos son más fáciles de retirar. Los usuarios avanzados también pueden añadir y quitar soportes manualmente con el pincel de soportes.
Para saber más acerca de cómo colocar los soportes, visita nuestra página web de asistencia.
N.º 5: La diferencia entre dar bases a las piezas e imprimir directamente sobre la base de impresión
Aunque algunas impresiones se pueden imprimir directamente sobre la base de impresión (y se deberían imprimir sobre ella, por cuestión de eficiencia), las piezas que son muy pequeñas se deberían imprimir con una "base completa" o una "mini base". Una base completa se crea al converger los soportes cuando se encuentran con la base de impresión, elevando más toda la pieza respecto a la superficie de la base de impresión. Una mini base se usa para elementos que necesitan soporte, incluso si el resto de la pieza se imprime directamente sobre la base de impresión. Esta opción ahorra en material de los soportes, pero puede provocar problemas si el resto de la pieza no tiene una base plana.
La estructura de "base completa" se crea al converger las estructuras de soporte individuales cuando se encuentran con la base de impresión.
Cuando hay múltiples piezas, una base completa funciona mejor que varias bases más pequeñas.
Imprimir directamente sobre la base de impresión con mini bases para los elementos que necesiten soporte puede ser un buen punto medio.
Las piezas de gran tamaño con superficies planas se pueden imprimir directamente sobre la base de impresión, aunque se recomienda utilizar la Build Platform 2 o la Build Platform 2L en las impresoras de la serie Form 3 y la Build Platform Flex o la Build Platform Flex L para asegurarte de que las impresiones se puedan retirar con facilidad. Estas bases de impresión usan una tecnología de liberación rápida patentada para retirar las piezas sin rascar.
N.º 6: Optimización del proceso de trabajo de posacabado
Las piezas impresas en 3D mediante SLA se deben lavar en alcohol isopropílico y poscurarse después de que termine la impresión. La Form Wash y la Form Wash L son soluciones automatizadas que agitan el alcohol isopropílico para limpiar con precisión tus piezas y eliminar toda la resina de su superficie, manteniendo tu espacio de trabajo limpio y organizado. El disolvente se saturará de resina con el tiempo, por lo que hay que cambiarlo. Dejar las piezas dentro del alcohol isopropílico hará que se hinchen.
La Resin Washing Solution de Formlabs es otro disolvente que se puede usar como sustituto del alcohol isopropílico para lavar la mayoría de las resinas. Esta solución es no inflamable según la clasificación GHS y limpia tan bien como el alcohol isopropílico, pero puede disolver casi el doble de resina antes de quedar saturada.
La Form Cure, la Form Cure L y la Fast Cure utilizan luz de 405 nm y calor para poscurar las piezas y que alcancen sus propiedades mecánicas óptimas. Todos nuestros aparatos de poscurado tienen configuraciones predeterminadas o preajustes para las resinas de Formlabs, por lo que optimizar los tiempos y las temperaturas es tan fácil como girar el botón temporizador.
Aparte del lavado y del poscurado de las piezas, hay diversas formas de posacabar más las impresiones SLA. Métodos como aplicar revestimientos, tintes, pinturas y granallados pueden ayudar a tus impresiones a mejorar el acabado de sus superficies y sus propiedades mecánicas.
Para saber más acerca del posacabado, visita nuestra página de asistencia o la Guía de posacabado para SLA.
N.º 7: Familiarízate con el catálogo de materiales de Formlabs
Formlabs ofrece más de 45 materiales, cada uno de ellos especializado en resolver un problema al que se enfrentan ingenieros, diseñadores, fabricantes y profesionales de la odontología y la medicina. Los materiales están diseñados para expandir el abanico de cosas que puedes hacer con las impresoras de la serie Form e incluyen verdaderas cerámicas técnicas, silicona pura, materiales antiestáticos, materiales ignífugos y una selección de materiales biocompatibles.
Te lo ponemos fácil para encontrar el material que necesitas con nuestro catálogo de materiales interactivo, donde puedes encontrar información detallada sobre cada material, comparar sus propiedades en paralelo y descargar fichas de datos de seguridad y fichas técnicas. Otro modo de encontrar un material que te sirva es explorar la sección de Aplicaciones del sitio web de Formlabs y leer las guías del proceso de trabajo o los casos de estudio para ver cómo otros clientes de Formlabs están usando ciertos materiales con fines similares.
N.º 8: Cuidado y mantenimiento del tanque de resina
Los tanques de resina son una de las claves que hace que nuestras impresoras sean fiables y muy precisas y que produzcan resultados repetibles. Algunas de las buenas prácticas para el cuidado y la manipulación de los tanques son las siguientes:
-
No toques ni dañes la superficie inferior del tanque de resina.
-
Los contaminantes, el polvo o los arañazos obstruyen la trayectoria de la luz y provocan defectos de impresión.
-
-
Nunca uses herramientas con bordes afilados para sacar algo del tanque de resina (utiliza la herramienta para retirar piezas que proporcionamos).
-
Cuando cambies de tipo de resina, cambia siempre tanto el tanque como el cartucho. Retira el cartucho de resina antes de retirar el tanque para evitar que se derrame resina de la válvula en el interior de la impresora.
-
Usa un tanque de resina diferente para cada tipo de resina de Formlabs.
-
Cuando un tanque de resina no esté instalado en la impresora, guárdalo en su contenedor (si trabajas con impresoras de la serie Form 3) o usa la tapa reutilizable (si trabajas con impresoras Form 4). Cuando están cubiertos con una tapa, los tanques de resina de las impresoras de la serie Form 4 se pueden apilar para facilitar su almacenamiento.
-
Si el interior del contenedor del tanque o el fondo del tanque de resina tienen resina líquida, límpialos antes de guardar el tanque.
-
Mantén el tanque de resina cubierto para evitar que la luz ambiental cure la resina líquida en el tanque.
-
Asegúrate de utilizar únicamente las herramientas recomendadas cuando interactúes con el tanque de resina para no arañar el fondo del tanque.

Los tanques de resina de la Form 4/B incluyen una cubierta reutilizable.

Usa guantes cuando manipules la resina, como vemos aquí con este tanque de resina de la Form 3.
N.º 9: Optimiza los tiempos de inicio
Las impresoras SLA de Formlabs utilizan un sistema automatizado de dispensación de resina que permite que la resina llene automáticamente el tanque. Este proceso es ideal para mantener la resina dentro del tanque durante la impresión.
Las impresoras de la serie Form 4 ofrecen un llenado de resina entre cinco y diez veces más rápido y tiempos de impresión similares en toda la base de impresión, independientemente de si se imprime una pieza o se imprimen varias. Por lo tanto, llenar por completo un volumen de impresión produce más piezas sin que se resienta la velocidad, optimizando el tiempo de impresión.
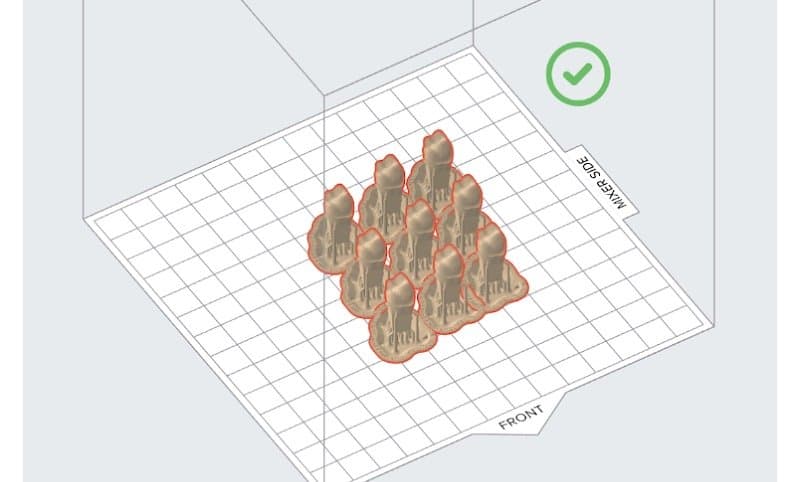
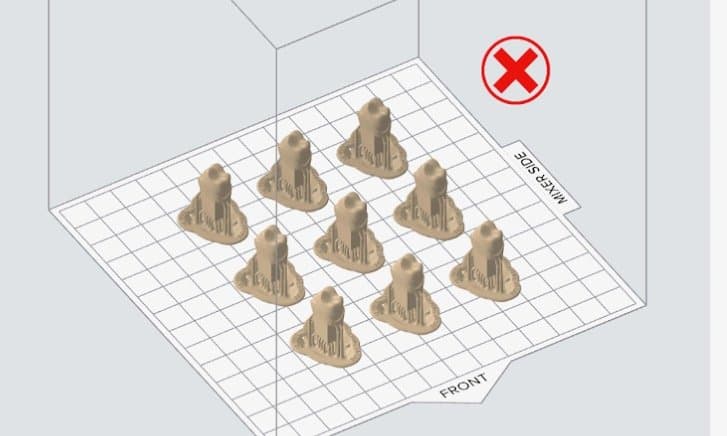
Las impresoras de la serie Form 3 empiezan a imprimir por el lado derecho del tanque, de modo que colocar las piezas más cerca del extremo llamado "MIXER SIDE" (LADO DEL MEZCLADOR) en PreForm hará que, por lo general, los tiempos de impresión sean más cortos. Colocar las piezas muy cerca unas de otras (sobre todo en el eje X) reducirá la distancia que la Light Processing Unit (LPU) tiene que recorrer y acortará las impresiones. Para ver este efecto en acción, puedes darle al botón de estimación de tiempo en PreForm y ver cómo el resultado cambia con las diferentes orientaciones de las piezas.
La impresión 3D SLA es también un proceso capa a capa, por lo que orientar una pieza de forma que tenga una altura menor en el eje Z hará que requiera menos capas y agilizará las impresiones.
N.º 10: Mantén una actitud dispuesta a aprender
Una de las mayores ventajas de la impresión 3D es que los errores no son tan costosos como lo podrían ser con otros métodos de fabricación. Si una pieza no sale según lo planeado, el diseño y los medios de producción siguen estando disponibles para volver a intentarlo. La resina sí que se consume de forma irrecuperable, pero reponerla es mucho menos cara que cometer errores en un proceso de fabricación con utillaje tradicional. Aprender a optimizar tus diseños, la orientación de las impresiones, la colocación de los soportes y la elección de los materiales es algo que se consigue pasando tiempo con la impresora y tomando antes las decisiones equivocadas, para que puedas identificar qué factores conducen a una buena impresión.
Los materiales y recursos que te pueden ayudar en ese proceso de aprendizaje están en todas partes: El sitio web de Formlabs tiene seminarios web, libros blancos y guías para todo, desde el diseño hasta el posacabado. Además de nuestros propios recursos, nuestra comunidad de usuarios de Formlabs es una fuente increíble de conocimiento. Pide a tu contacto de ventas que te ponga en contacto con alguien que trabaje en una aplicación o sector concreto o acude a eventos como la Formlabs User Summit o The Digital Factory para encontrarte con clientes que puedan inspirarte o guiarte. Usa los grupos en redes sociales o el foro de Formlabs para comunicarte, compartir consejos o hacer preguntas.
Hace años que Formlabs lanzó el primer proceso de trabajo accesible para la impresión 3D SLA de calidad industrial y hemos aprendido (al igual que nuestros usuarios) a medida que hemos crecido. La impresión 3D hace que el proceso de iteración sea mejor, más exhaustivo y más rápido, lo que afecta tanto al mismo proceso de aprendizaje al imprimir como a los cambios por los que pasará el diseño de tus piezas.
Para hablar con un experto en tu sector, o comunicarte con otro usuario, contacta con nuestro equipo de ventas. Para descubrir las impresoras 3D de la serie Form 4, visita nuestro sitio web.