Creación de un nuevo grosor de capa con el Editor de ajustes de impresión (SLA)
Creación de un nuevo grosor de capa con el Editor de ajustes de impresión (SLA)
Hay muchas razones por las que cambiar el grosor de capa de una impresión puede ser útil, ya sea para aumentar la velocidad de impresión, para conseguir detalles más finos o para obtener superficies más lisas. Formlabs suele ajustar la configuración de impresión para grosores de capa de 100 μm y 50 μm, ya que satisfacen la mayoría de las necesidades de los usuarios, pero tu aplicación específica puede requerir algo diferente. Crear un nuevo grosor de capa es también una de las formas más sencillas de empezar a aprender a utilizar el Editor de ajustes de impresión para adaptar los materiales de Formlabs a tus necesidades.
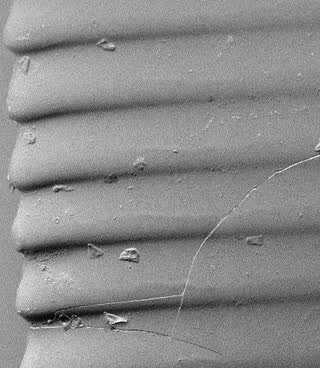
Arriba hay dos imágenes ampliadas de roscas de tornillo impresas con diferentes grosores de capa. La pieza de la izquierda se imprimió a 25 micras, mientras que la pieza de la derecha se imprimió a 100 micras. La diferencia en la superficie superior se puede ver claramente, con algunos escalones evidentes a 100 micras, pero hay que tener en cuenta que las otras superficies y la precisión general no son muy diferentes entre las dos. Aunque los grosores de capa más bajos siempre aumentarán el tiempo de impresión, no aumentarán necesariamente la precisión de tus impresiones.
Creación de un ajuste de impresión personalizado
Sigue las instrucciones para crear un ajuste de impresión personalizado en Uso del editor de ajustes de impresión de PreForm (SLA). Empieza con un ajuste de impresión de Formlabs para tu material y elige un grosor de capa lo más parecido posible al grosor de capa deseado. Por ejemplo, empieza con un ajuste de impresión de 100 micras si tienes previsto crear un ajuste de 200 micras, o elige el ajuste de 50 micras para un ajuste de 25 micras. Esto reducirá la cantidad de ajustes necesarios. Asegúrate de dar un nombre y una descripción al ajuste de impresión para poder encontrarlo y utilizarlo fácilmente en el futuro.
Ajustes que afectan al grosor de capa
Al cambiar el grosor de capa de un ajuste de impresión personalizado, a menudo también será necesario cambiar los siguientes parámetros. Para una explicación completa de cada parámetro, consulta Uso del Editor de ajustes de impresión de PreForm (SLA).
| Parámetro | Notas |
|---|---|
| Grosor de capa | Cambiar este parámetro solo cambia los movimientos del motor entre capas. No se recalculan otros valores, como la exposición o la intensidad de la retroiluminación. |
| exposición al rellenado del modelo | define la densidad de energía que se aplica al imprimir el interior de cada modelo. Como se está cambiando el grosor de la resina que hay que curar con cada capa, también hay que cambiar este valor para compensar. Por lo general, esto aumenta de forma lineal con el grosor. Por ejemplo, para un grosor de capa que sea la mitad del ajuste de impresión original, aplica la mitad de la exposición. |
| Exposición al relleno de los soportes | Igual que Exposición al relleno del modelo |
| Exposición al relleno del perímetro | Igual que Exposición al relleno del modelo |
| Exposición al relleno de los voladizos | Igual que Exposición al relleno del modelo |
Con menos frecuencia, también puede ser necesario modificar estos parámetros:
| Parámetro | Notas |
|---|---|
| Espera de curado tras la exposición | Aumentar la Espera de curado tras la exposición puede permitir que la pieza se relaje y se separe de la película del tanque más fácilmente, reduciendo las fuerzas que experimentan tus piezas durante la impresión. |
| Irradiancia | La irradiancia, o intensidad de los leds, se puede aumentar para reducir el tiempo de impresión. Disminuye este valor para mejorar la fiabilidad de la impresión, prolongar la vida útil de la LPU y mitigar la gelificación de la resina. |
| Intensidad del aplastamiento | Los grosores de capa más pequeños pueden requerir movimientos de aplastamiento más suaves para evitar dañar la pieza. Reducir la intensidad de aplastamiento puede mejorar este problema, aunque la impresora también debería compensarlo automáticamente. |
| Aplastamiento personalizado | Si Aplastamiento personalizado está activado, será necesario ajustar los movimientos que lo componen (Desaceleración del aplastamiento, Velocidad máxima de aplastamiento, Espera tras el aplastamiento y Espera tras el aplastamiento de las primeras capas). Para grosores de capa más pequeños:
|
Ajuste de los parámetros
Después de crear tu primer ajuste de impresión personalizado, realiza una impresión de prueba con algunas geometrías que sean representativas de lo que intentas imprimir. Si es posible, empieza con piezas que se impriman directamente sobre la base de impresión, ya que eso evita muchos problemas que pueden estar relacionados con los soportes. Ajusta tu configuración de impresión en función de los resultados. La mayoría de los errores se pueden solucionar modificando algunos parámetros clave:
| |
| |
|  |
| |
|  |
|  |
Tutoriales
Ejemplo 1: Creación de un grosor de capa de 150 μm para la ESD Resin
Crear un grosor de capa de 150 μm para la ESD Resin es útil para acelerar los tiempos de impresión, sobre todo cuando las piezas son formas geométricas bastante sencillas. Para empezar, se han cambiado los siguientes parámetros respecto al ajuste de impresión de 100 micras existente:
- Grosor de capa: 0,100 mm → 0,150 mm
- Exposición de la superficie superior: 31,4 mJ/cm2 → 47,10 mJ/cm2
- Exposición a la luz de los puntos de contacto de los soportes: 31,4 mJ/cm2 → 47,10 mJ/cm2
- Exposición al relleno de los soportes: 41,3 mJ/cm2 → 61,95 mJ/cm2
- Exposición al rellenado del modelo: 31,4 mJ/cm2 -> 47,10 mJ/cm2
- Exposición y compensación de las primeras capas:
- Entrada 1: 133,4 mJ/cm2 -> 200 mJ/cm2
- Entrada 2: 31,4 mJ/cm2 -> 47,10 mJ/cm2
Ten en cuenta que, dado que el grosor de capa ha aumentado un 50 %, los parámetros de exposición que se indican aquí también lo han hecho.
Impresión de prueba inicial
La impresión de prueba inicial fue un juego de clips de sujeción para un reloj. Se ha elegido este modelo porque es pequeño (42 capas y 16 minutos) y no tiene socavados, soportes u otras características que puedan complicar la configuración. Esta impresión no ha tenido problemas, por lo que el ajuste de impresión está listo para pruebas más complicadas.

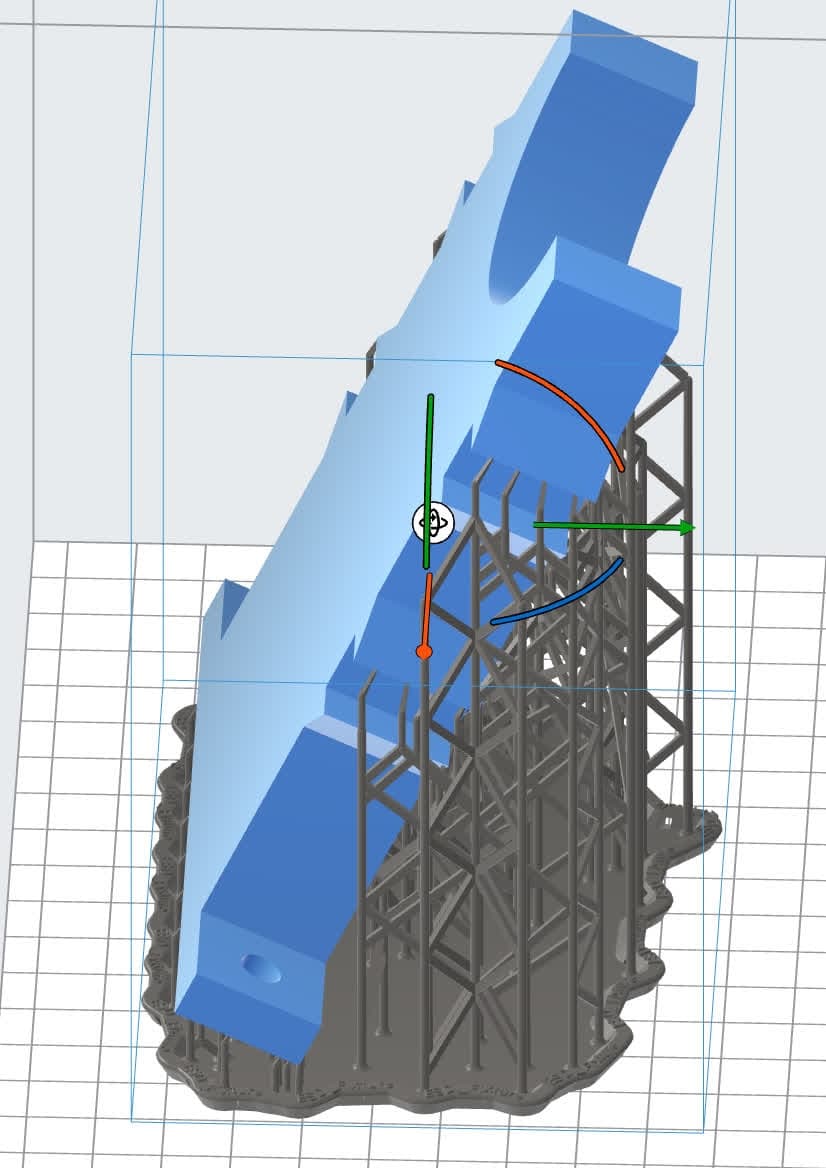
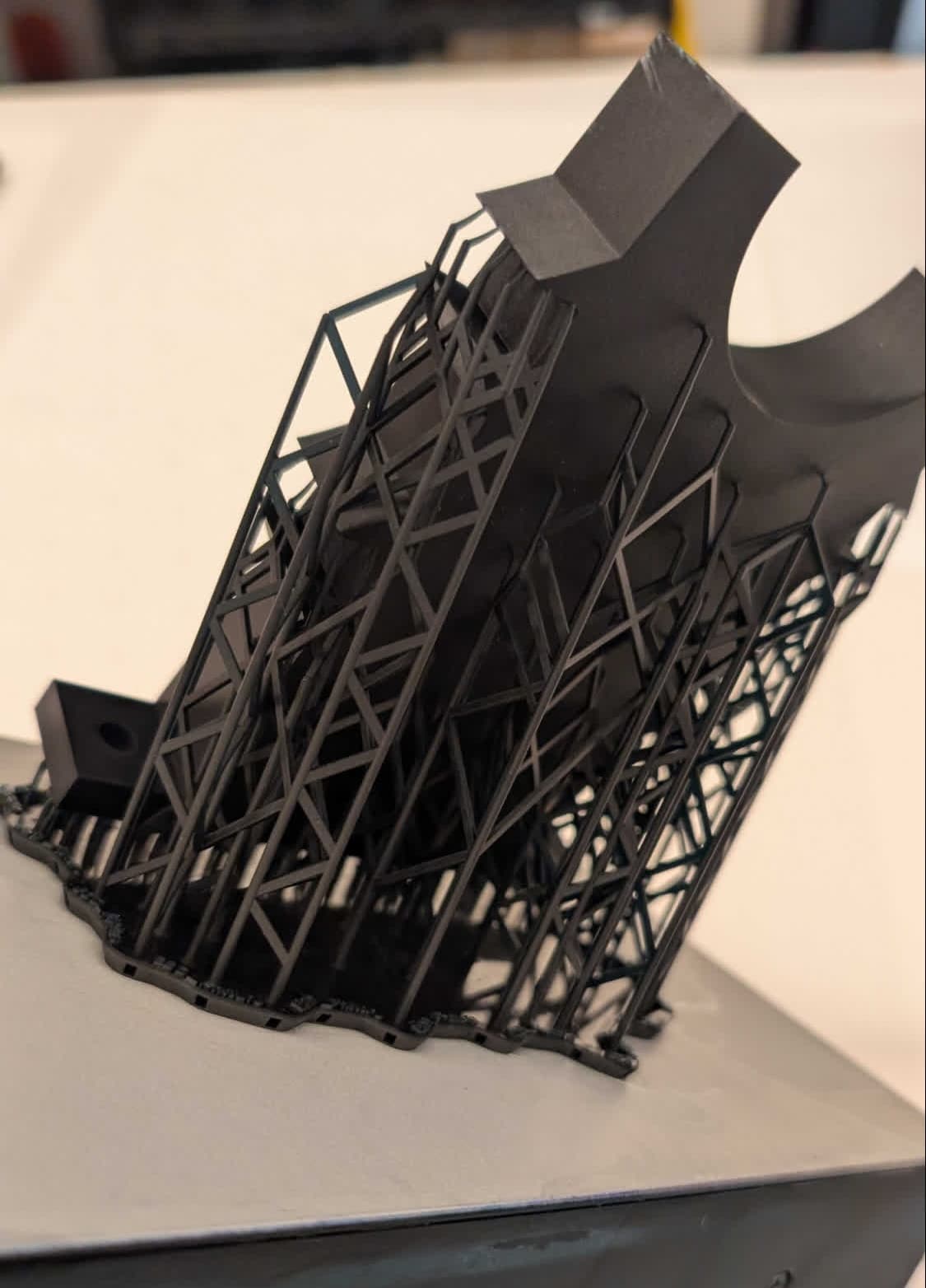
Prueba de los nuevos ajustes en un archivo de pieza real
Desarrollar ajustes de impresión en un modelo de prueba plano y sencillo es útil para resolver los problemas iniciales y conseguir que se imprima el nuevo grosor de capa, pero tus modelos pueden incluir características que pueden causar complicaciones en la impresión, como voladizos, zonas grandes, soportes o detalles finos. Después de validar inicialmente tu ajuste de impresión personalizado, sigue supervisando las impresiones más complejas. En este ejemplo, pasamos de un conjunto de clips de reloj a un gran soporte. Este soporte requiere soportes y, en general, tardaría unas cinco horas en imprimirse con ajustes de impresión estándar de 100 micras. Al aumentar el grosor de capa a 150 micras, podemos reducir el tiempo de impresión a cuatro horas. El soporte se imprimió correctamente con los parámetros indicados anteriormente. Ten en cuenta que los modelos significativamente diferentes pueden requerir un ajuste adicional.
Ejemplo 2: Creación de un grosor de capa de 10 μm para la ESD Resin
Por lo general, no se recomiendan grosores de capa extremadamente pequeños. A menudo intervienen fuerzas mucho mayores, que provocan tiempos de capa más largos y pueden dañar el depósito de resina o incluso la propia impresora. La ganancia de resolución suele ser muy mínima o incluso negativa, ya que los detalles más pequeños se dañan por el aumento de las fuerzas o por no estar expuestos tan completamente como lo estarían en una capa más grande.
Sin embargo, sigue siendo posible imprimir con éxito capas de este tamaño, por lo que este ejemplo muestra un grosor de capa de 10 μm, algunos modos de fallo asociados y parámetros que se pueden utilizar para minimizar el riesgo.
Para empezar, se han cambiado los siguientes parámetros respecto al ajuste de impresión de 50 micras existente. Ten en cuenta que, dado que el grosor de capa se ha reducido en un 80 %, los parámetros de exposición que se indican aquí también lo han hecho.
- Grosor de capa: 0,050 mm → 0,010 mm
- Todos los parámetros de exposición: 18,4 mJ/cm2 -> 3,68 mJ/cm2
- Exposición y compensación de las primeras capas:
- Entrada 1: 133,4 mJ/cm2 -> sin cambios (0,0 mm)
- Entrada 2: 18,4 mJ/cm2 → 3,7 mJ/cm2 (0,6 mm)
- Alturas y compensaciones sin cambios
Como hemos reducido drásticamente el grosor de capa, los parámetros de aplastamiento también deben cambiarse a valores mucho más bajos y conservadores:
- Deceleración del hundimiento: 500 mm/s2 → 1,0 mm/s2
- Con el valor predeterminado, el descenso de la base de impresión en la resina provocaría un aumento masivo de la presión, lo que desencadenaría un error de detección de restos en la impresora.
- Tiempo de espera tras el hundimiento de las primeras capas: 110 s → 120 s
- Espera tras el hundimiento: 30 s → 80 s
- Para grosores de capa muy pequeños, se necesita tiempo adicional para permitir que toda la resina salga de debajo de la pieza.
- Velocidad máxima de compresión: 60,0 mm/s → 15,0 mm/s
- Esto también permite que la resina tenga más tiempo para apartarse de la base de impresión y de las piezas impresas, lo que reduce las fuerzas que se ejercen sobre ellas y aumenta la precisión general de la impresión.
La impresión de prueba inicial
La impresión de prueba inicial fue la misma que para el ejemplo de 150 μm anterior. Aquí, la impresión ha fallado en su mayor parte, con todos los bloques menos uno fallando después de las capas iniciales.


Para resolver este problema:
- Mide el grosor del material que sí ha conseguido adherirse a la base de impresión. Esto ayuda a distinguir si hay un problema al pasar de las exposiciones de las primeras capas (que terminan a 0,6 mm) o al pasar de la compresión de las primeras capas.
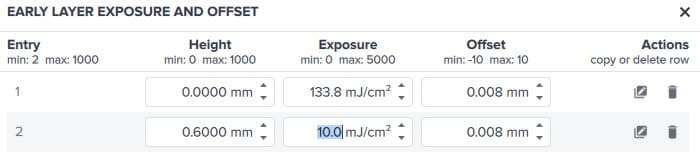
- Ajusta los parámetros de las primeras capas en el Editor de ajustes de impresión en función de tus resultados. Aquí, las piezas fallaron a casi exactamente 0,6 mm, lo que implica que el valor de Exposure (Exposición) a esa altura es demasiado bajo. Anteriormente, en este ejemplo, hemos disminuido la exposición en la segunda entrada de Exposición y compensación de las primeras capas de 18,4 mJ/cm2 a 3,7 mJ/cm2. Volver a aumentarla a 10 mJ/cm2 permitió producir las seis piezas sin problemas.
- Otra opción es aumentar el valor de Height (Altura). PreForm interpola linealmente entre las entradas de la matriz de Exposición y compensación de las primeras capas, por lo que esto haría que el cambio de exposición fuera más gradual entre las primeras capas sucesivas.
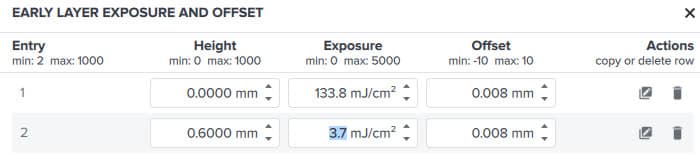
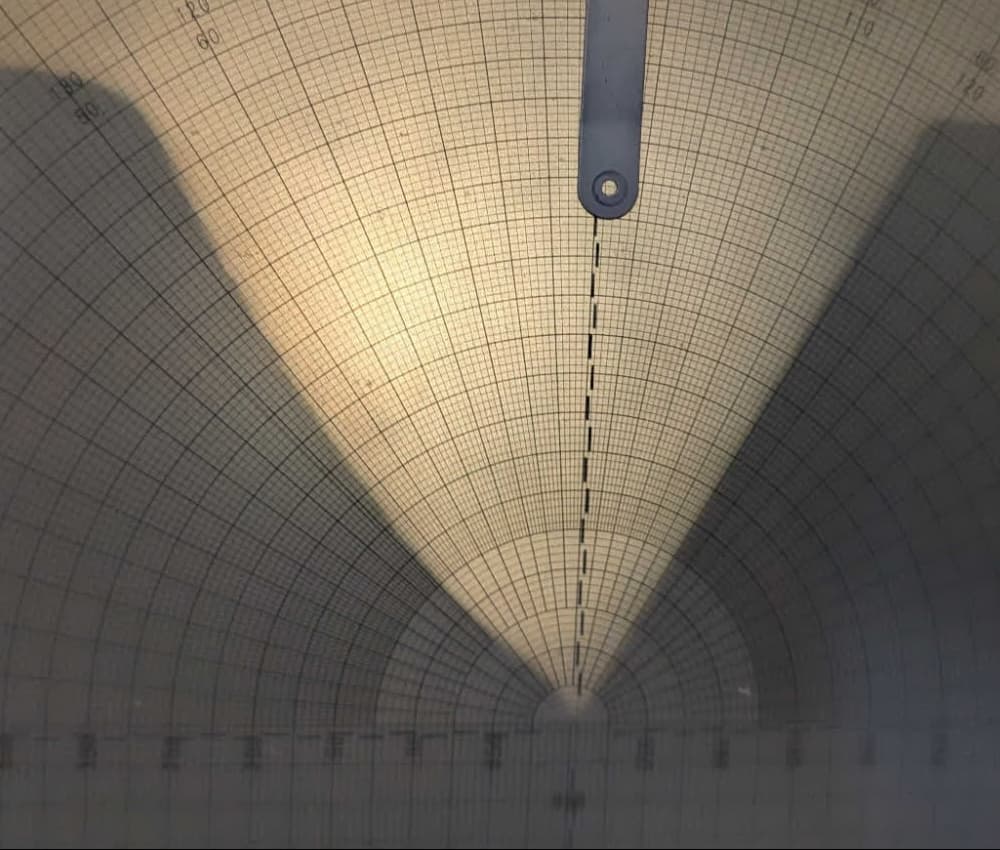
Matriz de Early Layer Exposure (Exposición en las primeras capas) y Early Layer Offset (Compensación en las primeras capas) antes de la primera impresión de prueba
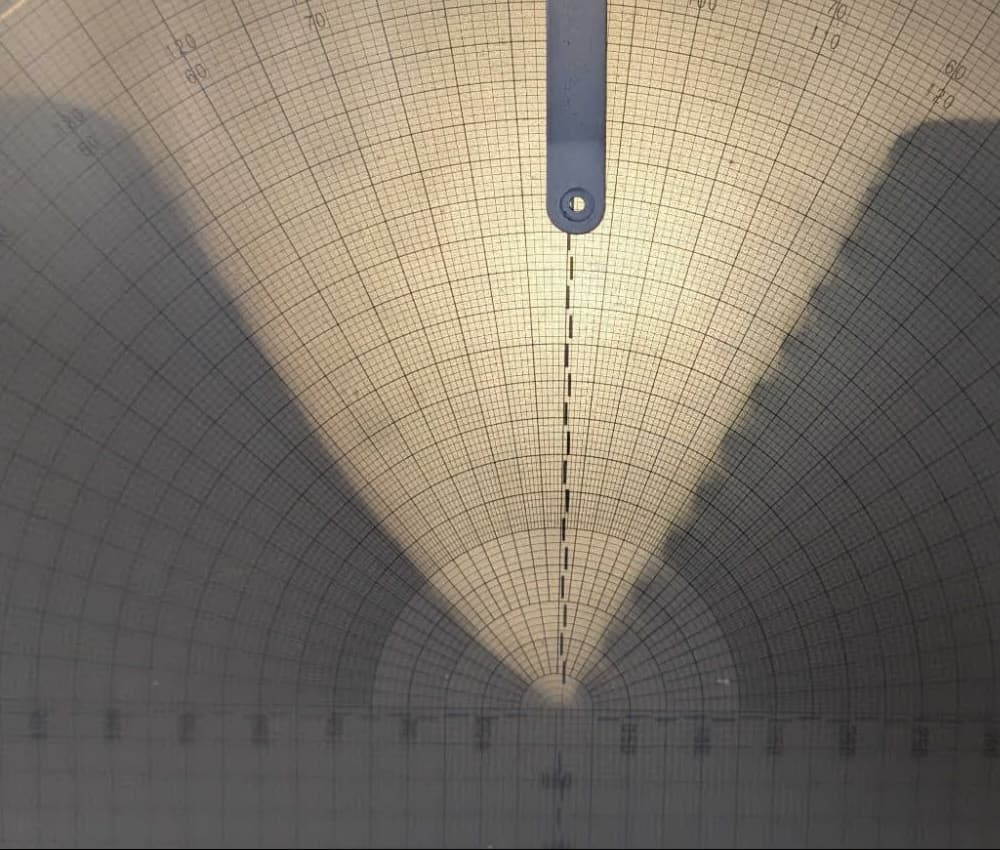
Matriz de Early Layer Exposure (Exposición en las primeras capas) y Offset (Compensación) ajustada después de la primera impresión de prueba
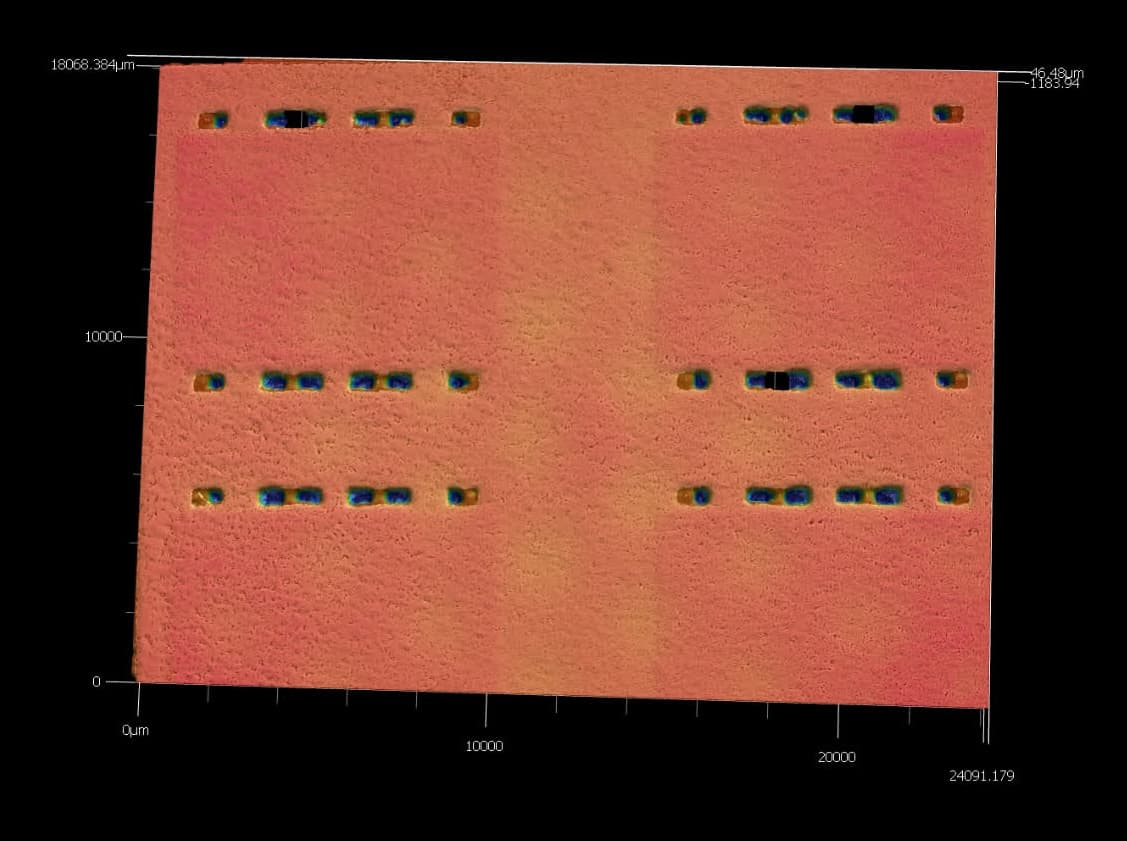
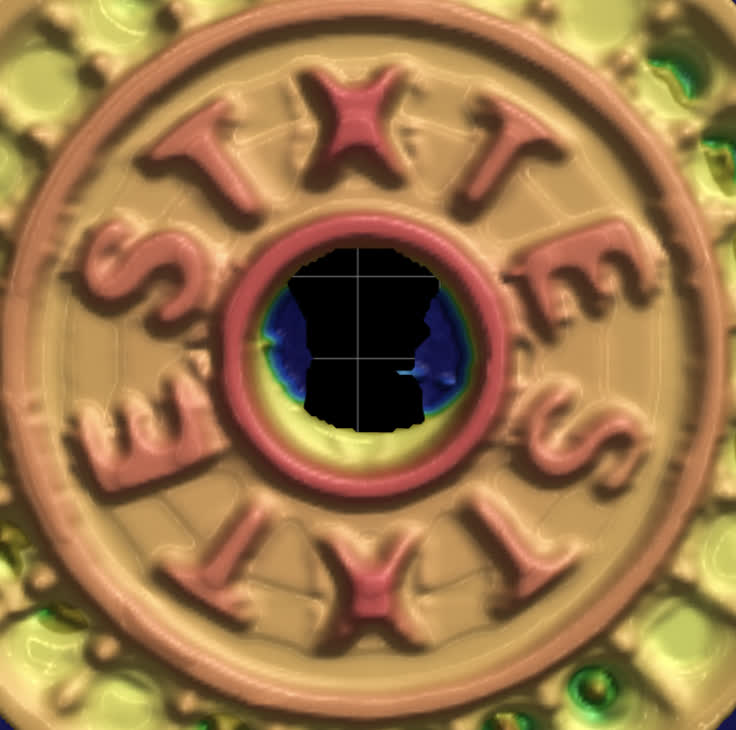
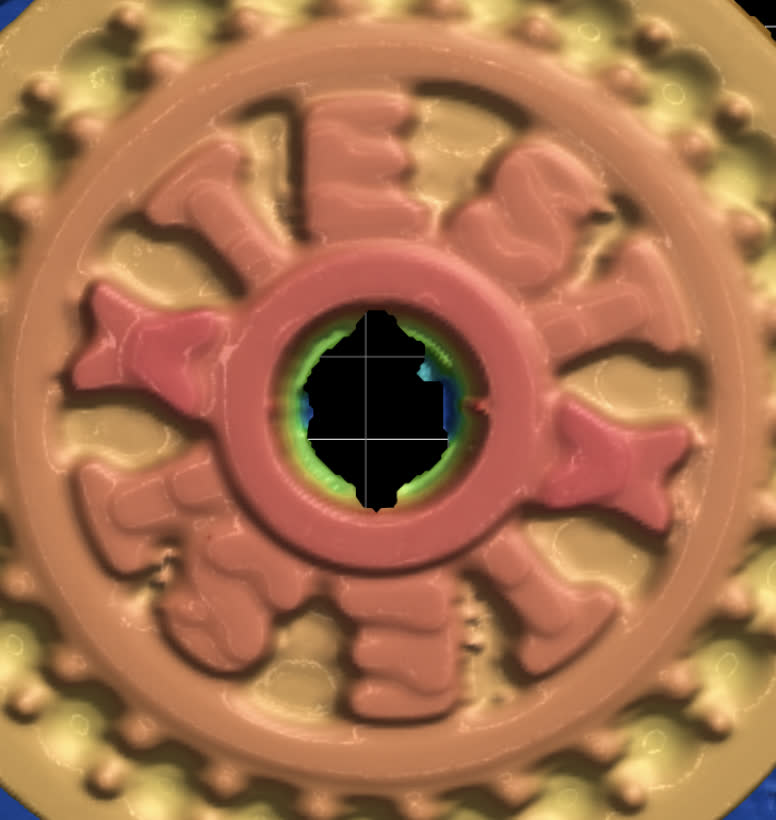
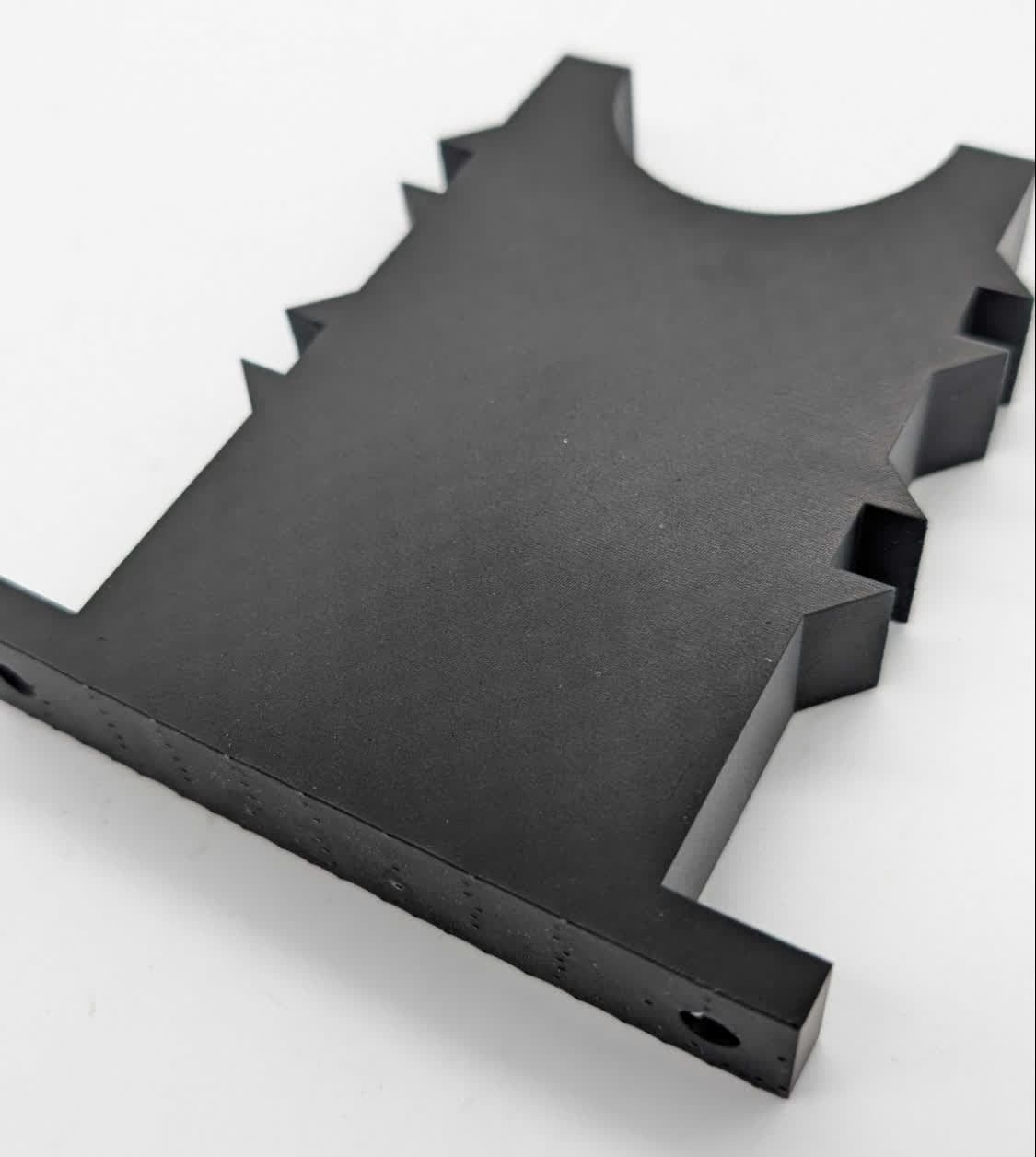
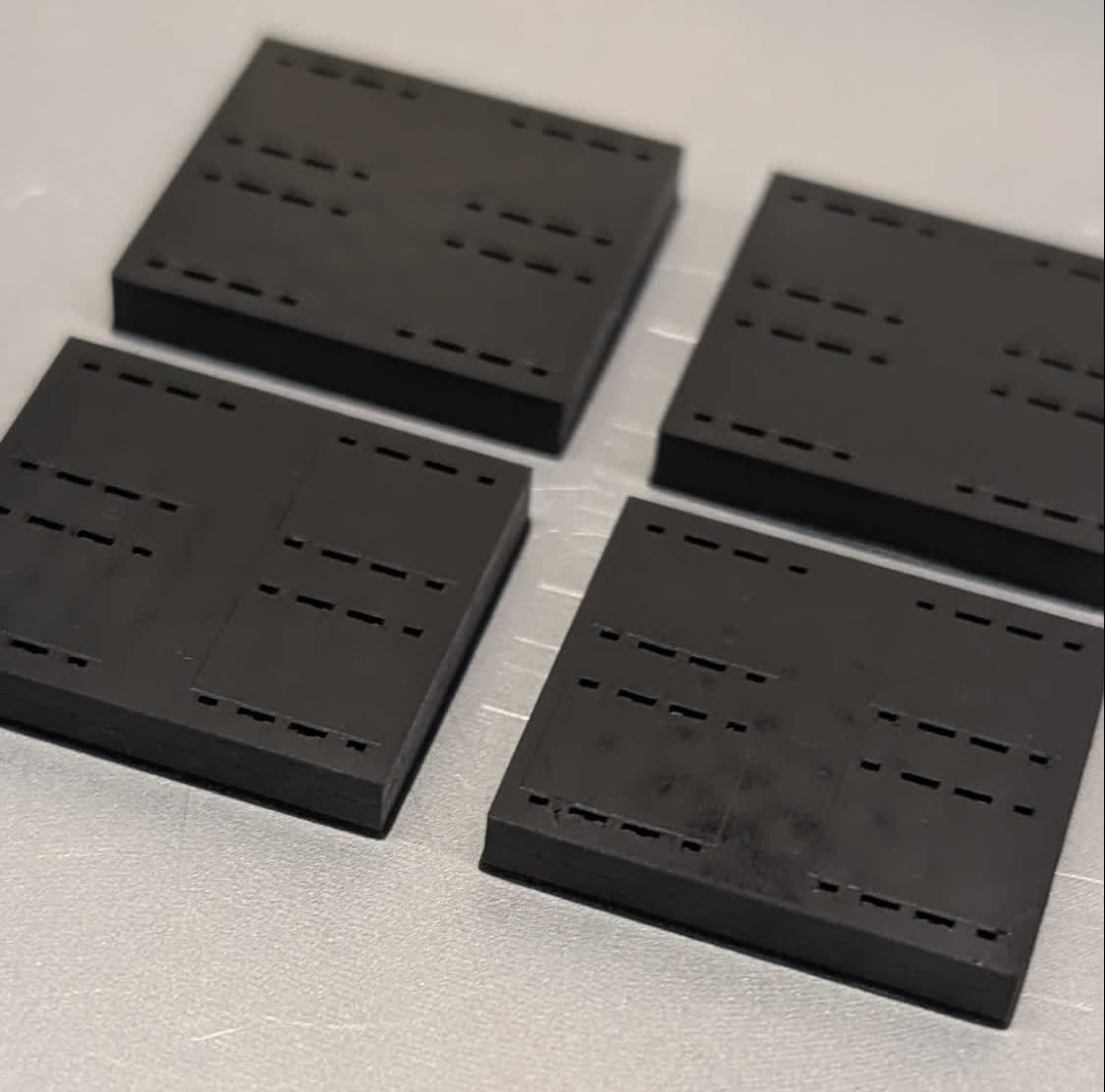
Una vez que las piezas de prueba se imprimieron con éxito, se pudieron imprimir más piezas funcionales, aprovechando el pequeño grosor de las capas. Por ejemplo, la pieza de abajo es un soporte para sujetar circuitos integrados (CI) delicados en una línea de producción a pequeña escala, que incluye una almohadilla de 20 micras para que los CI se apoyen en ella y un elemento de colocación en el centro formado por escalones de 10 micras.
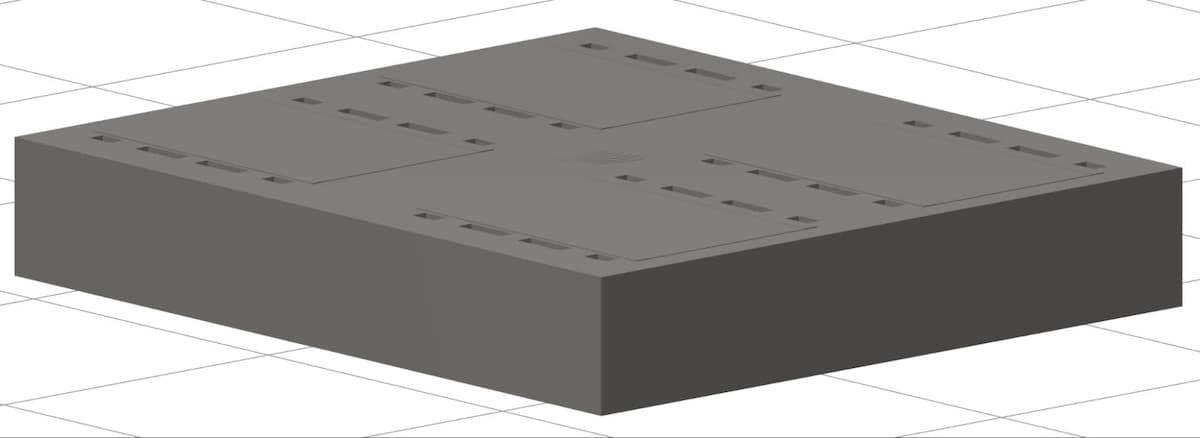
Esta pieza se imprimió correctamente, produciendo los finos detalles verticales mencionados anteriormente. Ten en cuenta que la resolución X/Y no mejoró con estos grosores de capa más bajos, por lo que los detalles que están en el mismo plano que la base de impresión siguen necesitando tolerancias y tamaños aproximadamente iguales a los que serían necesarios a 50 micras.

Para ver con mayor claridad los detalles verticales finos de esta impresión, consulta el escaneo del perfilómetro aquí. Las zonas de 20 micras se muestran como las zonas de color rojo oscuro en la superficie de la pieza. Observa que también es visible la textura de liberación de la Light Processing Unit de la Form 4, que se muestra como los puntos amarillos más claros que hay por toda la superficie. A medida que el grosor de capa disminuye cada vez más, esta parte se convertirá en una porción mayor de la capa.