
Most traditional manufacturing processes like injection molding, thermoforming, or casting require custom tooling to create end-use parts. However, tooling comes with high upfront costs and weeks or months-long lead times from service providers, slowing down product development and extending the time it takes to get a product to market.
Incorporating in-house rapid tooling such as 3D printed molds, patterns, and dies into the product development process empowers businesses to validate the design and material choice before transitioning to mass production and provides an affordable means to produce custom or limited series of end-use parts.
This comprehensive guide will discuss:
- What separates rapid tooling from conventional tooling
- The different applications of rapid tooling
- Real-life case studies with rapid tooling
- Manufacturing processes that can benefit from rapid tooling
- How to get started with creating rapid tooling in house
What is Rapid Tooling?
Rapid tooling is the group of techniques used to fabricate tooling fast, at low cost, and efficiently for traditional manufacturing processes to create parts on a slim timeline or in lower quantities.
Conventional tooling is most commonly produced out of durable metals using technologies such as machining and metal casting. However, these processes are expensive and better suited for large-scale production cycles. When used for tooling iterations or to produce tooling that would be used to manufacture only small batches of parts, costs rise and production timelines extend dramatically.
Incorporating rapid tooling into the product development process enables manufacturers to validate design and material choices prior to transitioning to mass production to accelerate product development, iterate quickly, and bring better products to market. Rapid tooling empowers engineers to use the actual production-grade materials to evaluate how the parts will perform in real-world applications and produce limited volumes of products for beta and validation testing. Rapid tooling can also help troubleshoot the manufacturing process before investing in expensive production tooling.
Alternatively, rapid tooling also provides means to produce custom or limited series of end-use parts using traditional manufacturing processes that would be prohibitively expensive using conventional tooling. This allows manufacturers to test the market for new products, offer a wider range of products, or customize parts based on customer needs.
| Rapid Tooling | Conventional Tooling | |||
|---|---|---|---|---|
| Speed | 24 hours In-house production using additive manufacturing techniques | 4-8 weeks Outsourced production | ||
| Tooling cost | Low costs, similar to rapid prototyping, low overhead costs | Very expensive, considerable overhead costs. | ||
| Ideal production volume | 1 - 10,000 parts, depending on the process and tooling material | ~5,000+ parts, varies by production process | ||
| Applications | Prototyping Product validation testing Bridge tooling Short run, on-demand, or custom production | Mass production |
Rapid Tooling vs Rapid Prototyping
Those familiar with rapid prototyping may find themselves asking about the differences between rapid prototyping and rapid tooling.
Rapid prototyping is the group of techniques used to quickly fabricate a scale model of a physical part or assembly using three-dimensional computer-aided design (CAD) data. Because these parts or assemblies are usually constructed using additive fabrication techniques as opposed to traditional subtractive methods, the phrase has become synonymous with additive manufacturing and 3D printing.
Rapid tooling uses additive manufacturing or machining processes to create not the parts directly, but tooling such as molds, dies, or patterns, which are then used in traditional manufacturing processes to produce the final parts, bridging the gap between (rapid) prototyping and production, and enabling the manufacturing of end-use parts.
Soft Tooling vs. Hard Tooling
The terms soft tooling and hard tooling also often come up in the context of rapid tooling.
Soft tooling generally refers to the use of silicone molds and the urethane casting process. Similar to rapid tooling, soft tooling is predominantly used in prototyping, bridge tooling, and low-volume production. Patterns for urethane casting are also often produced with 3D printing.
Hard tooling is a synonym for metal tooling, most often in the context of injection molding. Hard tooling can be produced with rapid tooling methods, mostly out of aluminum. Hard tooling is durable and can handle large production volumes, but incurs substantially higher costs than soft tooling or most rapid tooling methods, making it more suited to mass production.

PepsiCo and Formlabs Discuss In-House Rapid Tooling With 3D Printing
In this webinar, Juliette Combe from Formlabs will discuss the possibilities of in-house rapid tooling with 3D printing, while Max Rodriguez and Thangthip Tekanil from PepsiCo will explain how they have internalized this process in their rapid prototyping department for bottle and nozzle design, among other things.
Applications of Rapid Tooling
Rapid tooling can be used to support a variety of traditional manufacturing processes to produce plastics, silicone or rubber parts, composites, and even metal parts.
Plastic parts fabrication:
- Injection Molding
- Thermoforming
- Casting
- Overmolding and insert molding
- Compression molding
Silicone or rubber parts fabrication:
- Injection molding
- Casting
- Compression molding
- Overmolding and insert molding
Composite parts fabrication:
- Thermoforming
- Compression molding
- Forming
Metal parts fabrication:
- Casting
- Sheet metal forming
Different rapid tooling methods can be arranged into two broad categories—direct and indirect tooling. Indirect tooling involves the use of master patterns to produce a mold or tool which can then produce the final part. With direct rapid tooling, a machine or an industrial-quality 3D printer creates the actual mold, die, or tool that is used for producing the final parts.
Injection molding
Injection molding is one of the most popular manufacturing processes for thermoplastic, silicone, or rubber parts. Due to the excessively high costs of traditional metal tooling, it is also the process that can benefit most from rapid tooling.
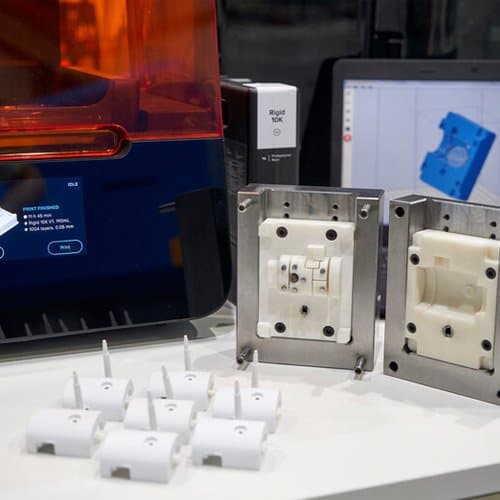
With affordable desktop resin 3D printers and temperature-resistant 3D printing materials, it is possible to create 3D printed injection molds in-house to produce functional prototypes and small, functional parts in production plastics.
For low-volume production (approximately 10-1000 parts), 3D printed injection molds save time and money compared to expensive metal molds. They also enable a more agile manufacturing and product development approach, allowing engineers and designers to create functional prototypes or low-volume end-use parts to validate material choice and continue to iterate on their designs with low lead times and cost before investing in hard tooling.
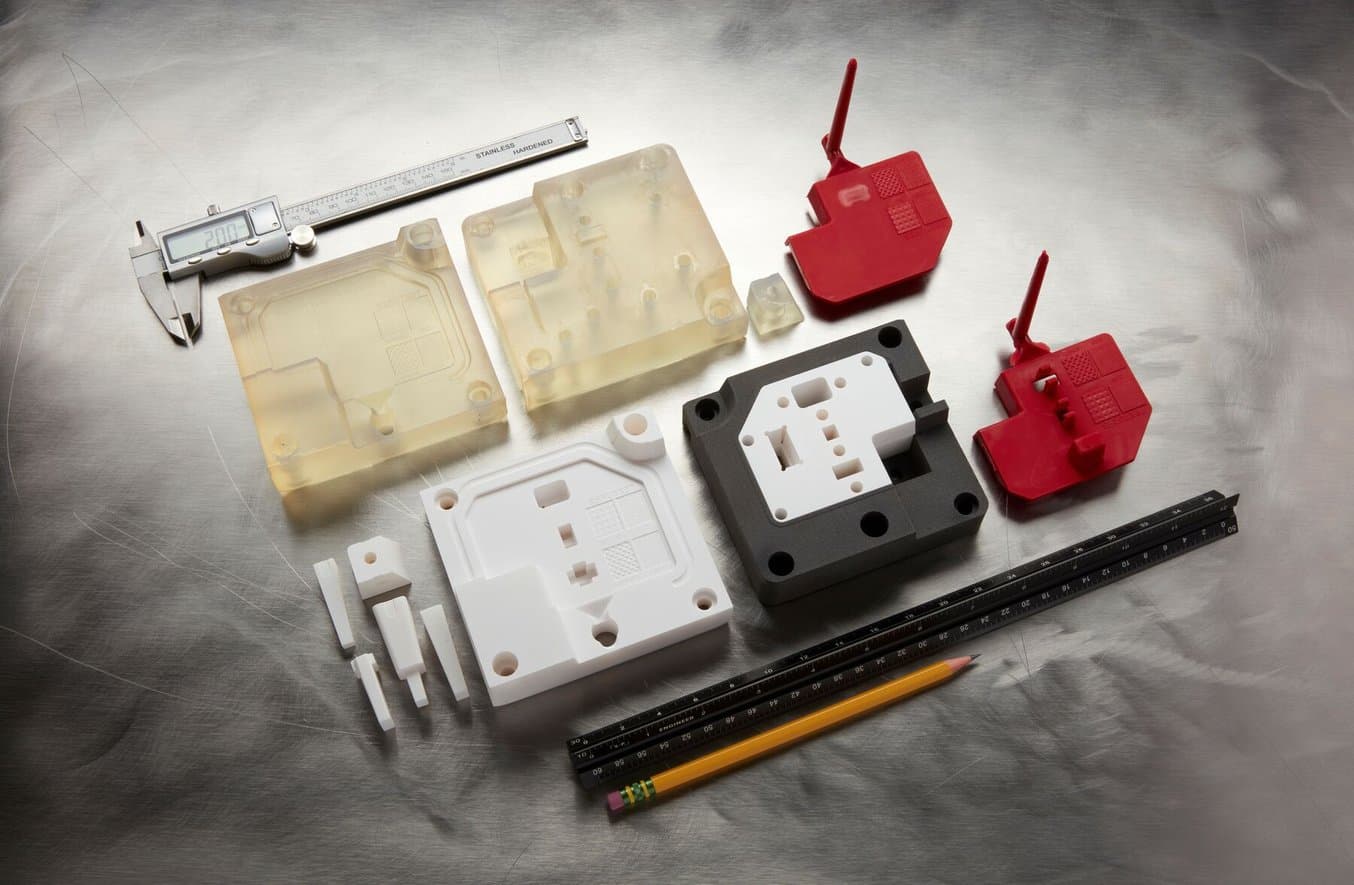
Stereolithography (SLA) 3D printing provides a cost-effective alternative to machining aluminum or steel molds. SLA 3D printed parts are fully solid and isotropic, and materials are available with a heat deflection temperature of up to 238°C @ 0.45 MPa, meaning that they can withstand the heat and pressure of the injection molding process.
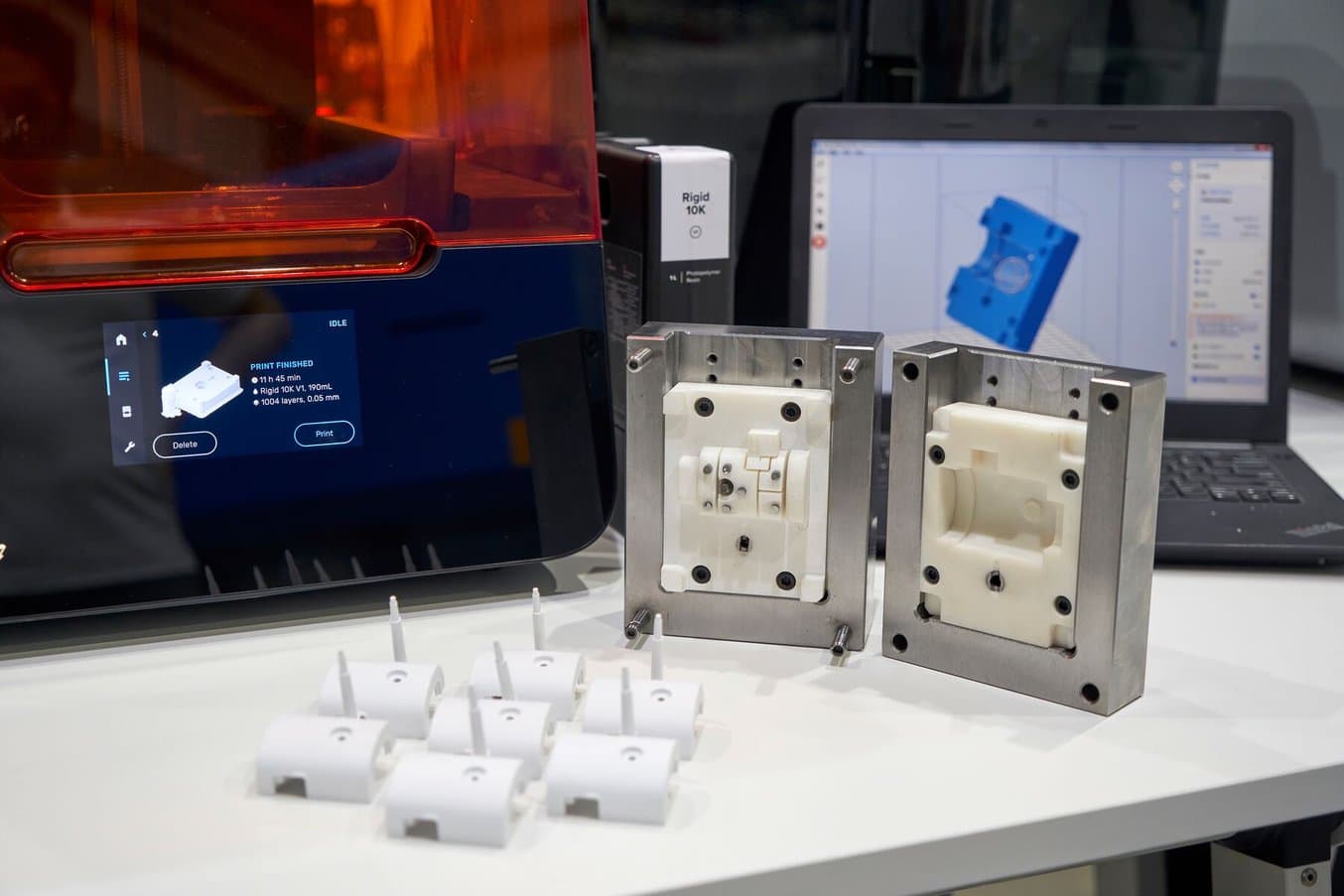
Shenzhen-based contract manufacturer Multiplus uses 3D printed injection molds with the highly glass-filled and heat resistant Rigid 10K Resin on Formlabs resin 3D printers, shortening lead times for small batches of around 100 injection molded parts, from four weeks to only three days.


ABS control box housings injection molded using 3D printed molds.
Additional examples include emergency mask straps by petrochemical company Braskem and prototype and pre-production parts for the clients of manual injection molding machine manufacturer Holimaker.
Low-Volume Rapid Injection Molding With 3D Printed Molds
Download our white paper for guidelines for using 3D printed molds in the injection molding process to lower costs and lead time and see real-life case studies with Braskem, Holimaker, and Novus Applications.
As an alternative for mid-volume production of about 500 to 10,000 parts, machining molds out of aluminum can also reduce the fixed costs associated with manufacturing molds. Machining aluminum is five to ten times faster than steel and causes less wear on the tooling, which means shorter lead times and lower costs. Aluminum also conducts heat faster than steel, resulting in less need for cooling channels and allowing manufacturers to simplify mold designs while maintaining short cycle times.
Thermoforming
Thermoforming is an all-inclusive manufacturing process that embraces all the different ways manufacturers may choose to form heated sheets of plastic, such as vacuum forming and pressure forming. Thermoforming processes empower manufacturers to fabricate parts from a diverse range of thermoplastic materials as well as composites.
Many businesses turn to SLA 3D printing to create molds for thermoforming processes, because it offers a fast turnaround time at a low price point, especially for shorter runs, custom parts, and prototype designs. 3D printing also offers unmatched design freedom to create complex and intricate molds. Use the Form 4 desktop SLA printer to produce smaller molds, and the Form 4L large format 3D printer for mold sizes up to 35.3 x 19.6 x 35 cm (13.9 x 7.7 x 13.8 in).
Product development firm Glassboard leverages the fast print speed of Fast Model Resin to quickly produce molds and thermoform polycarbonate prototypes such as helmet shells or packaging. They can achieve complicated mold shapes that would be difficult to manufacture traditionally, including small features and holes for an even better vacuum distribution across the surface.

Product development firm Glassboard uses 3D printed molds to thermoform polycarbonate prototypes such as helmet shells or packaging.
Cosmetics manufacturer Lush used to craft the master molds for their popular products by hand. But recently, they turned to 3D printing to create vacuum forming molds for detailed and textured designs, which allows them to take ideas from concept to reality in under 24 hours, and test more than a thousand design ideas each year.
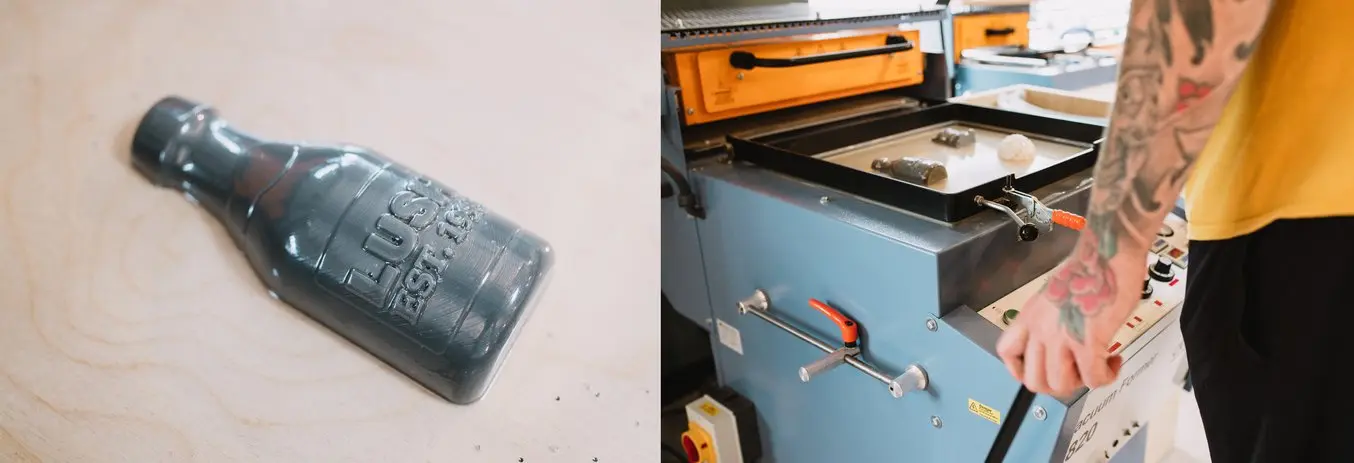
The Lush Cosmetics team 3D prints master molds in-house for vacuum forming.
3D printed rapid tooling is also ideal for cost-effectively manufacturing custom or customized end-use parts. For example, vacuum forming over 3D printed models is the go-to method for producing clear aligners in orthodontics.

Vacuum forming and pressure forming over 3D printed models are the go-to methods for producing clear aligners in orthodontics.

Low-Volume Rapid Thermoforming With 3D Printed Molds
Download our white paper to see how to create complex molds with 3D printing fast and learn about tips and guidelines that you’ll want to follow when preparing your mold parts.
High-performance composite materials such as carbon fiber can also be hand laminated on 3D printed molds. SLA 3D printers offer a smooth surface finish that is essential for layup molds.
The Formula Student team of TU Berlin hand laminates carbon fiber parts on 3D printed molds for racing cars. Printed with Tough 1500 Resin, the mold is not only strong and supportive during the layup but also sufficiently flexible to separate the part from the mold after curing, unlocking design possibilities.

The 3D printed mold and the demolded carbon fiber part for the steering wheel front housing.

Carbon Fiber Parts Manufacturing With 3D Printed Molds
Download this white paper for composite mold design guidelines and step-by-step guides to the prepreg and hand laminating methods to create carbon fiber parts.
Overmolding and Insert Molding
Rapid tooling with 3D printed molds can also be employed for molding plastic, silicone, or rubber parts and overmolding inserts or internal hardware.
Google’s ATAP team used 3D printed stand-ins, or surrogate parts instead of overmolded electronic sub-assemblies for the initial tool tuning at the factory.
Designers at the Google Advanced Technology and Projects (ATAP) lab were able to cut costs by more than $100,000 and shorten their testing cycle from three weeks to just three days using a combination of 3D printing and insert molding. Google ATAP’s team found that by 3D printing test parts, they could save time and money over using expensive electronic parts that had to be shipped in from a supplier.
Dame Products, a Brooklyn-based startup, designs products for the health and wellness industry. They employ silicone insert molding to encapsulate internal hardware for customer beta prototypes. The Dame Products product line incorporates complex ergonomic geometries fully encapsulated in a layer of skin-safe silicone in vibrant colors.

Dame Products employs silicone insert molding to encapsulate internal hardware for customer beta prototypes.
Engineers prototype dozens of insert and overmolded devices in a single day by rotating through three or four SLA 3D printed molds. While the silicone rubber of one prototype is curing, the next can be demolded and prepared for the next fill; the finishing and cleaning of demolded prototypes happens in parallel. When prototype hardware is returned to the company, the beta device is bleached, the thin silicone layer removed, and the internal hardware is reused in a new beta prototype.

Silicone Part Production With 3D Printed Tools
Download this report for a step by step guide on 3D printed tooling for silicone part production, with mold design best practices and customer case studies.
Compression Molding
3D printed rapid tooling for compression molding can be leveraged for the production of thermoplastic, silicone, rubber, and composite parts. For prototyping small or medium-size parts, 3D printing may be the cheapest and fastest method for creating molds. Multiple iterations can be made quickly with CAD software, reprinted, and then tested. 3D printing is most commonly used for compression molds intended for heatless applications.
Product developers at kitchen appliance manufacturer OXO use 3D printing for prototyping rubbery components such as gaskets by compression molding two-part silicone using 3D printed molds.

3D printing is a fast and cheap method for creating molds for compression molding.
Casting
Engineers, designers, jewelers, and hobbyists can capitalize on the speed and flexibility of 3D printing by combining metal casting processes like indirect investment casting, direct investment casting, pewter casting, and sand casting with 3D printed patterns or casting metal into 3D printed molds. Casted metal parts using 3D printed rapid tooling can be produced in a fraction of the time invested in traditional casting and at a significantly lower cost than metal 3D printing.
Stereolithography 3D printers offer high precision and a broad material library that is well-suited for casting workflows and can produce metal parts at a lower cost, with greater design freedom, and in less time than traditional methods.
Traditionally, patterns for direct investment casting are carved by hand or machined if the part is a one-off or expected to be only a handful of units. With 3D printing, however, jewelers can directly 3D print the patterns, removing the design and time constraints common in other processes.

3D printed jewelry patterns and rings cast with precious metals.
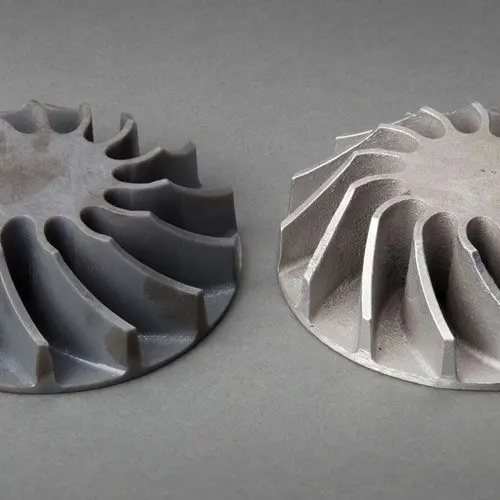
Similar to investment casting, 3D printing can be used to create patterns for sand casting. In comparison to traditional materials like wood, 3D printing allows manufacturers to create complex shapes and go straight from digital design to casting.
With 3D printing, manufacturers can also directly 3D print the mold for their pattern using materials like High Temp Resin or Rigid 10K Resin, resins with high-temperature resistance. The same method can also be used to create molds for direct pewter casting.

Clear Cast Resin printed pattern and finished metal casting.
Fabricating Metal Parts With 3D Printing
Get design guidelines for creating 3D printed patterns, walk through the step-by-step direct investment casting process, and explore guidelines for indirect investment casting and sand casting.

Introduction to Casting for 3D Printed Jewelry Patterns
The way jewelers work is changing, and castable photopolymer resins are leading the way. In this guide, learn how to cast fine jewelry pieces 3D printed on Formlabs printers.
Beyond metals, casting is also a popular method for producing silicone and plastic parts for medical devices, audiology, food-safe applications, and more.
Medical device company Cosm manufactures patient-specific pessaries for patients with pelvic floor disorders. They 3D print molds on an SLA 3D printer and inject biocompatible, medical-grade silicone into it to create the part. Rapid tooling with 3D printing allows them to create custom parts without the high costs of traditional tooling.

Patient-specific pessaries produced by silicone casting.
Manufacturing custom ear molds with 3D printing has also revolutionized the audiology space, for applications like hearing aids, noise protection, and custom fit earphones. Digital manufacturing provides greater control and accuracy compared to traditional mold production, significantly reducing the number of errors and remakes.

The step-by-step process of making custom-fit ear tips using silicone ear molds.

3D Print Custom Soft Ear Molds
Walk through a step-by-step guide of the process for affordably producing custom silicone ear molds using a Formlabs 3D printer and Formlabs’ Standard Clear Resin.
Sheet Metal Forming
3D printed rapid tooling presents some interesting properties for sheet metal forming as well. Characterized by high precision and a smooth surface finish, SLA 3D printers can fabricate tools with excellent registration features for better repeatability. Thanks to a broad material library with various mechanical properties, choosing a resin tailored to the specific use case can optimize the result of the forming. SLA resins are isotropic and fairly stable under load compared to other 3D printing materials. Plastic tooling can also eliminate a polishing step, as plastic dies do not mark the sheet as metal.
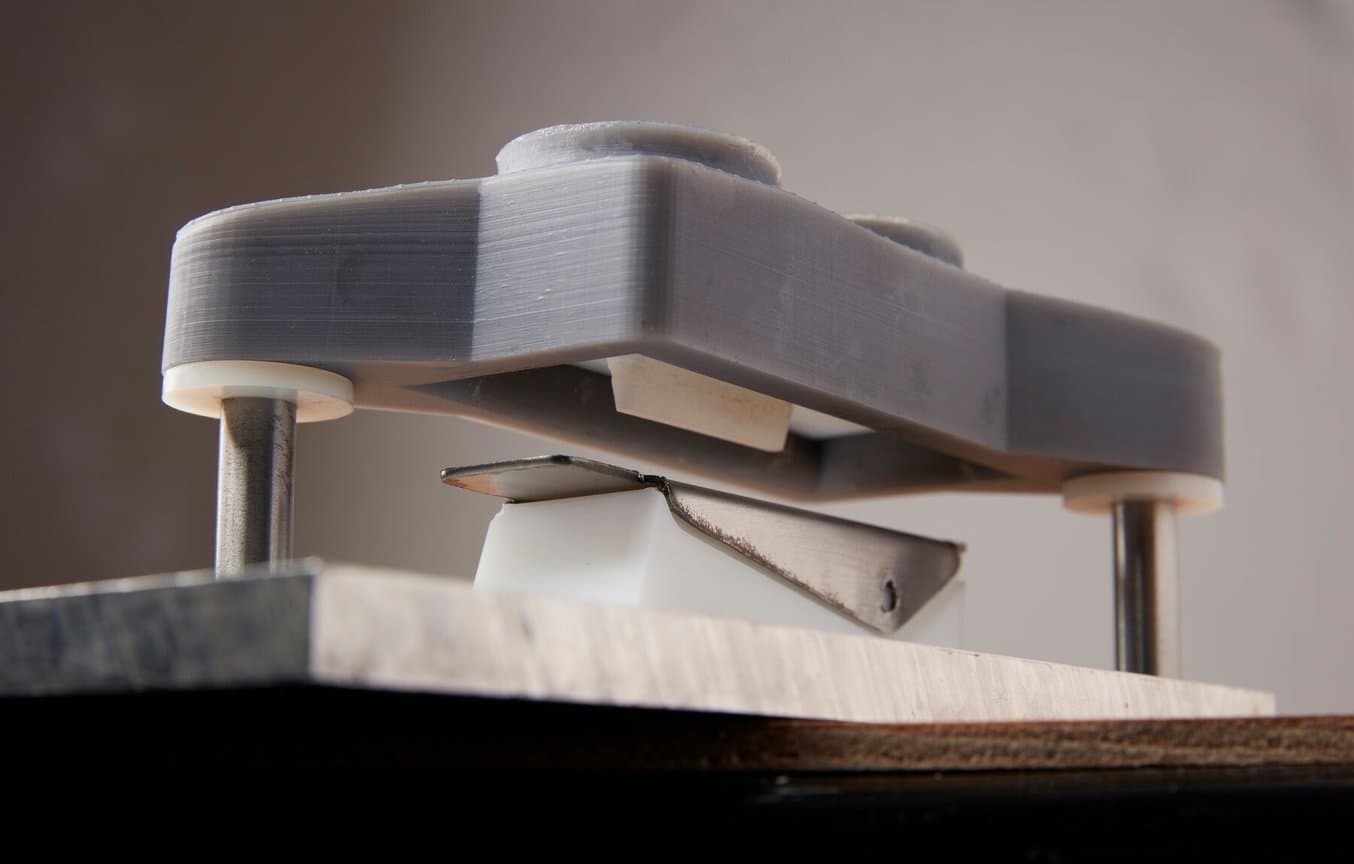
Different iterations of upper and lower dies, manufactured with 3D printing for forming a replacement blade guard.
The mechanism is similar to the general sheet metal forming workflow. The difference lies in the design and print of the two-part tool made of upper and lower dies. The blank sheet is then placed between both plastic dies, and pressed with a hydraulic press or other forming equipment.

How to Do Rapid Tooling for Sheet Metal Forming With 3D Printed Dies
This research work tests and demonstrates the viability of SLA 3D printed dies to form sheet metal parts.
How To Manufacture Rapid Tooling
The most popular common methods for producing rapid tooling are 3D printing and machining. Let’s compare the two processes to identify the right solution depending on the application, the manufacturing process, production volume, and more.
3D Printing
3D printing is the fastest and most affordable way to produce rapid tooling for a variety of applications. As we saw in the previous examples, both direct and indirect rapid tooling leverages 3D printing in different ways to develop functional tools, such as molds, patterns, and dies for a variety of traditional manufacturing processes.
From the different 3D printing processes, SLA 3D printers offer the most versatile solutions for tooling. SLA 3D printed parts are accurate, watertight, have a smooth surface finish that is ideal for molds, and can replicate small details for complex molds and patterns.
3D printed rapid tooling is ideal for low-volume injection molding.
High-performance SLA materials can also be easily integrated into industrial workflows to fabricate strong, smooth, highly-detailed molds and patterns capable of producing hundreds to thousands of parts.

SLA 3D printers are simple to operate in house, making rapid tooling faster and more accessible.
SLA 3D printing has made in-house rapid tooling more accessible than ever before. A 3D printing workstation can be set up on a reasonable budget and operated easily in house, empowering companies to produce rapid tooling within 24 hours and iterate designs faster than with any other process.
Machining
Machining is one of the most common methods for manufacturing conventional tooling and hard tooling, but it can also be leveraged for creating rapid tooling. Instead of durable metals such as steel or nickel alloys, rapid tooling is most commonly machined out of tooling board, wood, plastic, or aluminum.
Compared to 3D printed tooling, machined tooling out of soft materials can be more efficient for large-format tooling and simple shapes, but it gets increasingly labor-intensive and expensive in line with design complexity. Aluminum tooling is more durable and is generally used for low to mid-volume production, especially for injection molding.
Machining tools are more expensive, require a trained operator, and have a complex workflow for in-house production compared to 3D printers, especially for one-off parts like consecutive prototype iterations of rapid tooling. As a result, many companies outsource machining to service providers, but this comes with an often multiple weeks-long lead time and the rapid factor of rapid tooling quickly diminishes.
Compare Manufacturing Processes for Rapid Tooling
| 3D Printed Rapid Tooling | Machined Rapid Tooling | |
|---|---|---|
| Method | In-house tooling and part production | Outsourced tooling and often also part production |
| Equipment required | 3D printer, manufacturing tool (desktop injection molding machine, thermoforming machine, etc.) | - |
| Material | 3D printed polymer | Machined tooling board, wood, plastic, or aluminum |
| Tooling cost | $ | $$-$$$ |
| Lead time to final parts | One to three days | One to four weeks |
| Ideal production volume | <500 parts | 50 - 10,000 parts |
| Applications | Prototyping Product validation testing Custom production Short-run or on-demand production Bridge production | Product validation testing Short-run or on-demand production Bridge production |
How Rapid Tooling With 3D Printing Works
Rapid tooling can be seamlessly integrated into a range of traditional manufacturing workflows. The workflow varies depending on the specific manufacturing process, but generally includes the following steps:
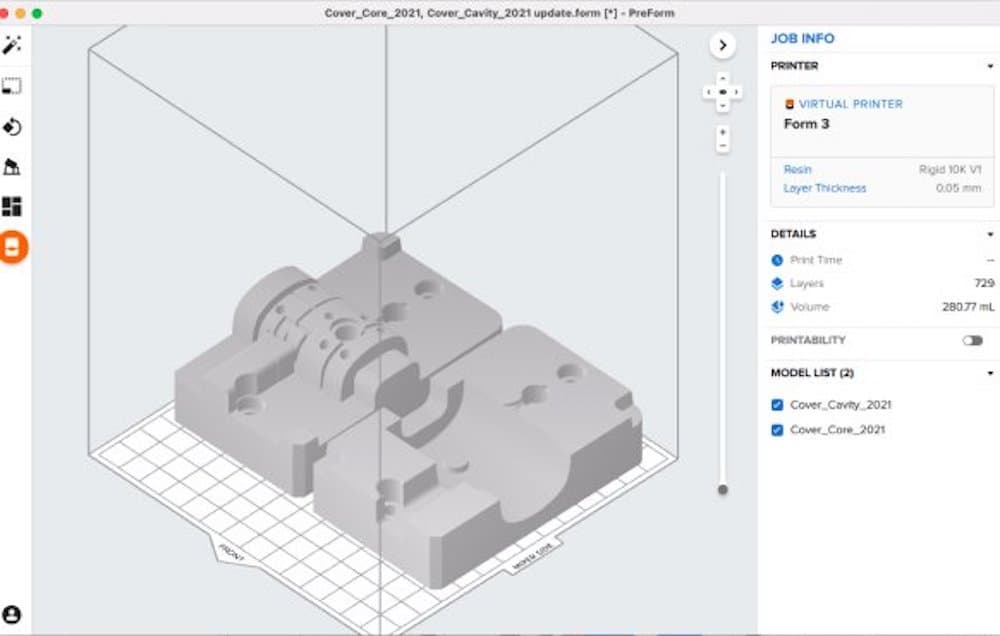
1. Design
Design your mold, pattern, die, or master tool in CAD software.
2. 3D Print
Choose the right material for the application. Formlabs offers an expansive materials library that can be used to 3D print a wide variety of rapid tooling on Formlabs SLA 3D printers.
3. Manufacture
With direct rapid tooling methods, you can use the 3D printed rapid tool in your machine and carry out the production process. With indirect rapid tooling, create molds or tools based on the master pattern and use those final tools in your workflow.

4. Post-Process
Perform any necessary post-processing to achieve the quality finish of an end-use part.
Get Started With Rapid Tooling
Combining 3D printed rapid tooling with traditional manufacturing processes allows you to enhance the production process by improving its flexibility, agility, scalability, and cost-efficiency. Validate your design and material choice prior to transitioning to mass production and produce custom or limited series of end-use parts.
Explore the different processes and download white papers with details on the specific workflows, guidelines, and real-life case studies from our website. Should you have any questions, contact a Formlabs Solution Specialist to get started.