Nota:
Formlabs ha retirado este material y ya no está disponible para su compra. Para obtener información sobre otros materiales de Formlabs, visita Elección del material adecuado.

Nota:
Formlabs ha retirado este material y ya no está disponible para su compra. Para obtener información sobre otros materiales de Formlabs, visita Elección del material adecuado.
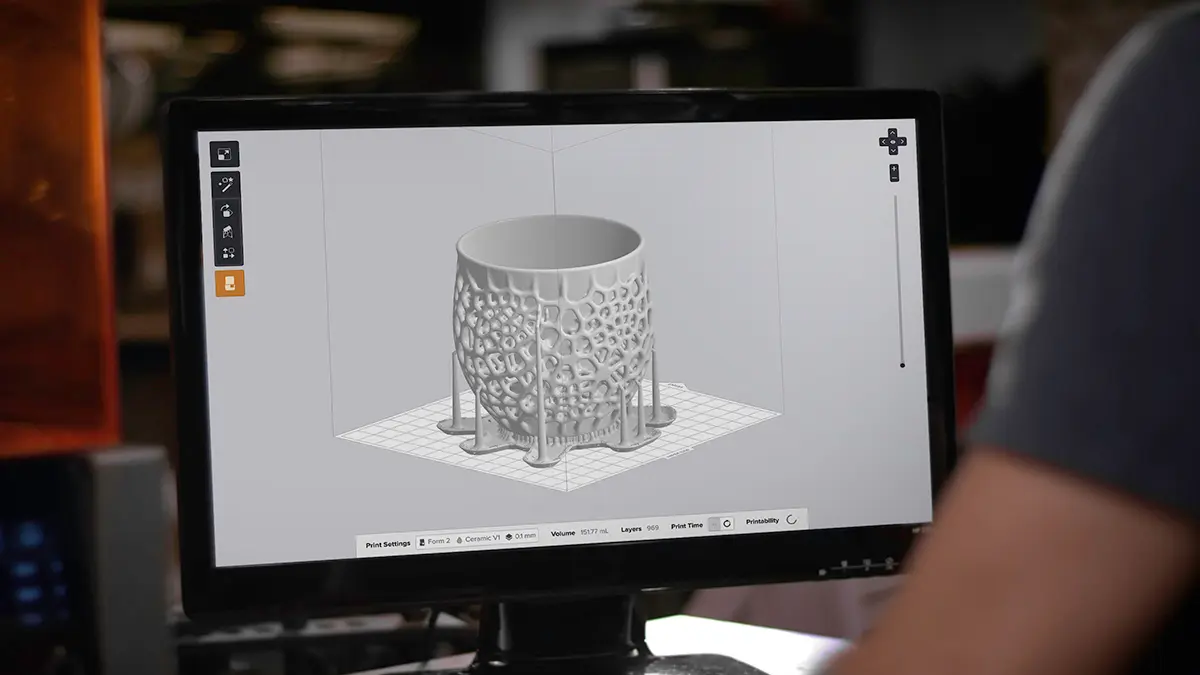
Lee y sigue la Guía de uso y diseño de la Ceramic Resin V1 para imprimir con éxito con la Ceramic Resin V1.
Nota:
Para saber más sobre el rendimiento o las propiedades específicas de la Ceramic Resin V1 como material, consulta la ficha de datos de seguridad (FDS) y la ficha técnica. Consulta siempre las FDS como fuente principal de información para entender la seguridad y el manejo de los materiales de Formlabs.
Consejo:
Las piezas suelen requerir varias iteraciones de escalado para alcanzar las dimensiones cocidas deseadas.
Volumen de la pieza
Máximo: 100 ml
Grosor de la pared cocida
Mínimo: 2 mm
Ideal: 3-6 mm
Máximo: 10 mm
Las paredes y detalles pequeños pueden funcionar con menos de 2 mm
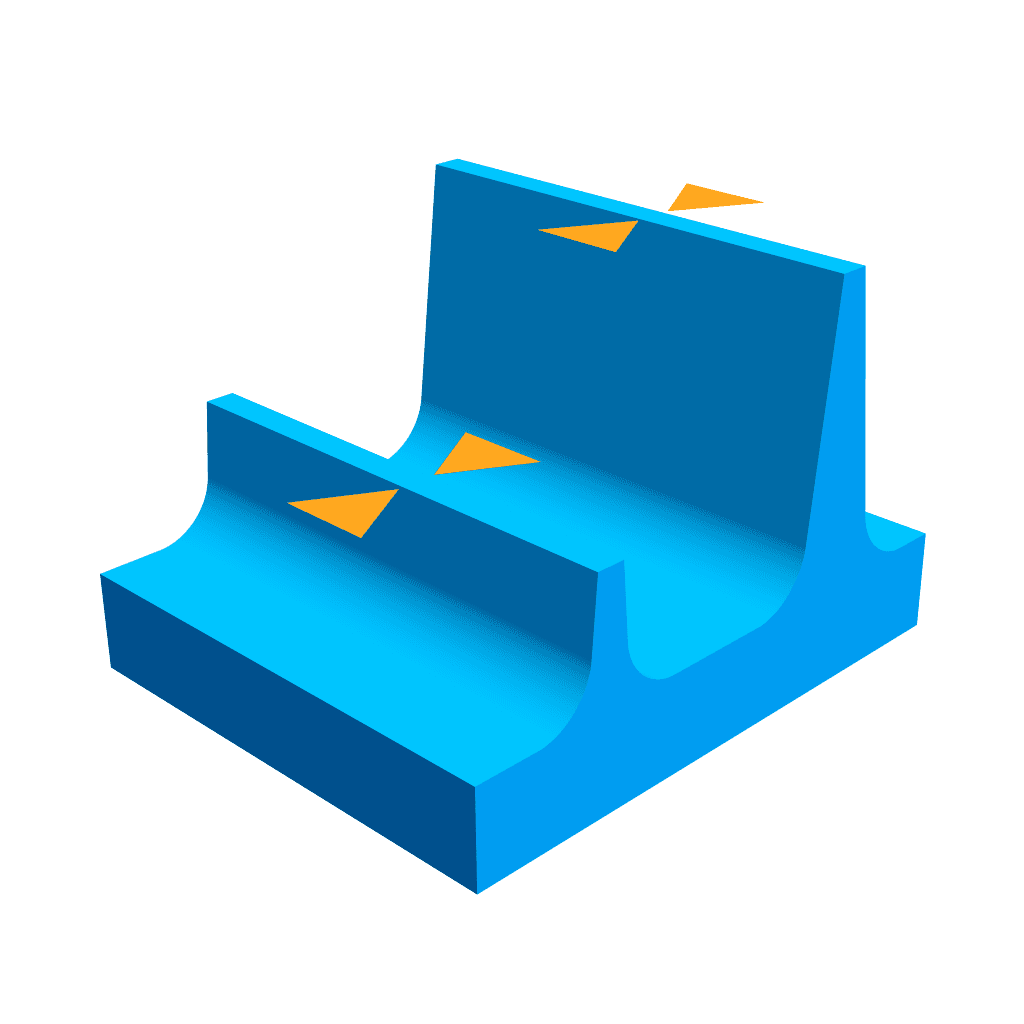
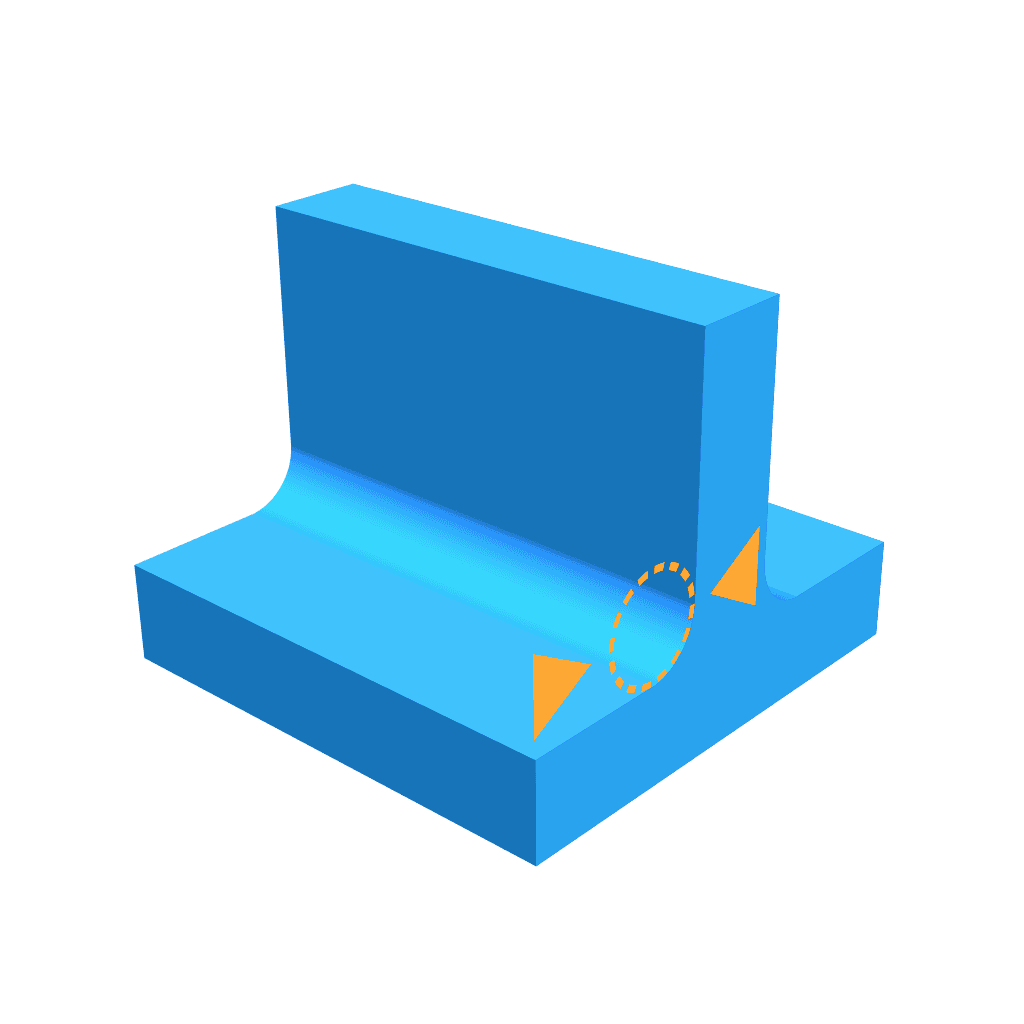
Fileteado
Redondea los bordes internos para evitar concentraciones de tensión y reducir la aparición de grietas:
Mínimo: 1 mm de radio de filete
Ideal: 2 mm o más
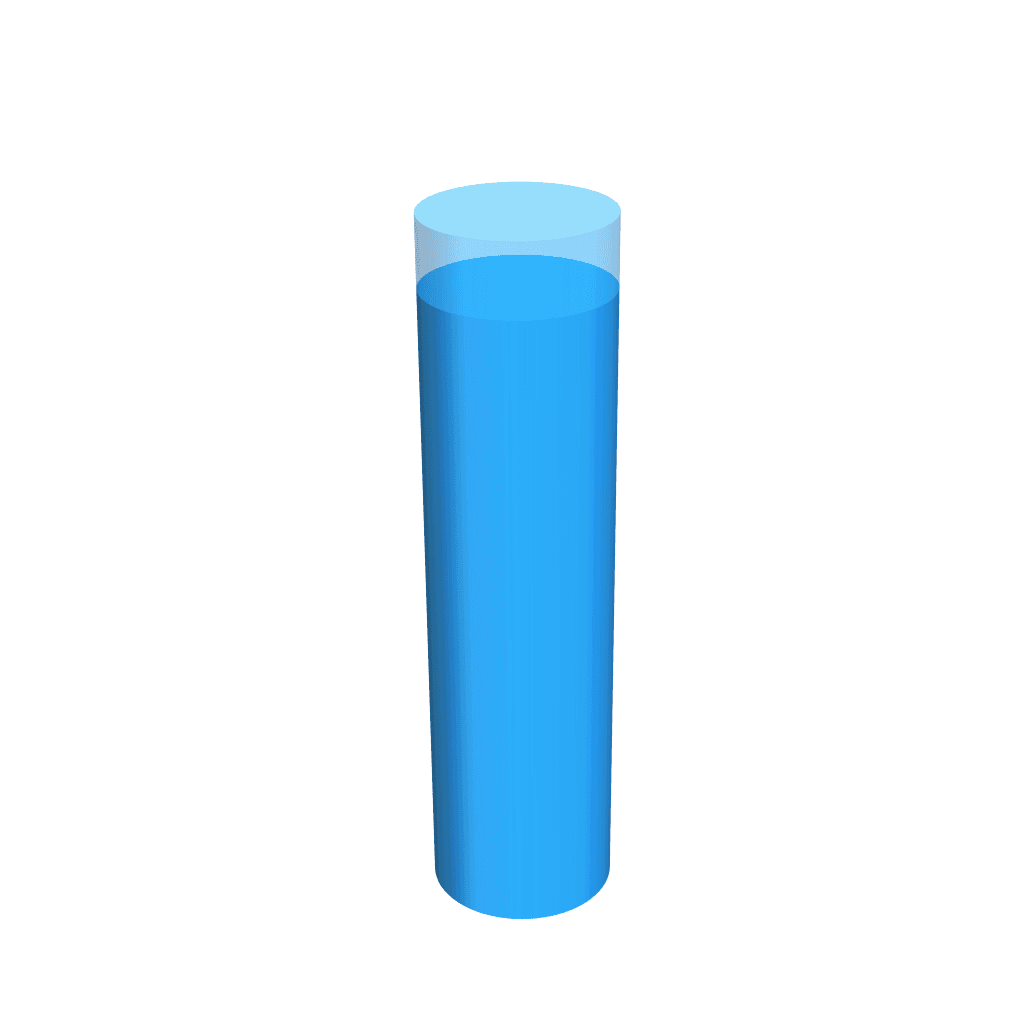
Contracción en Z
Durante la cocción, las piezas se contraen más a lo largo del eje Z impreso que a lo largo del eje XY, debido a la menor concentración de partículas cerámicas entre las capas. Si un modelo se imprime en ángulo, esto provoca un efecto de sesgo al cocerlo. Para corregir el efecto de la contracción desigual, preescala el modelo utilizando la herramienta Z-Scale Factor (Factor de escala Z) en PreForm. La forma de la pieza se corregirá durante la cocción.
Contracción general
La contracción está causada por el sinterizado y proporciona a la Ceramic Resin V1 su resistencia al aumentar la densidad de la pieza. La contracción general se produce de forma uniforme en toda la pieza y las piezas se contraen aproximadamente un 15 % durante el sinterizado. Después de ajustar el factor de escala Z, utiliza la herramienta Size (Tamaño) en PreForm para establecer la escala en 1,15 y tener en cuenta la contracción.

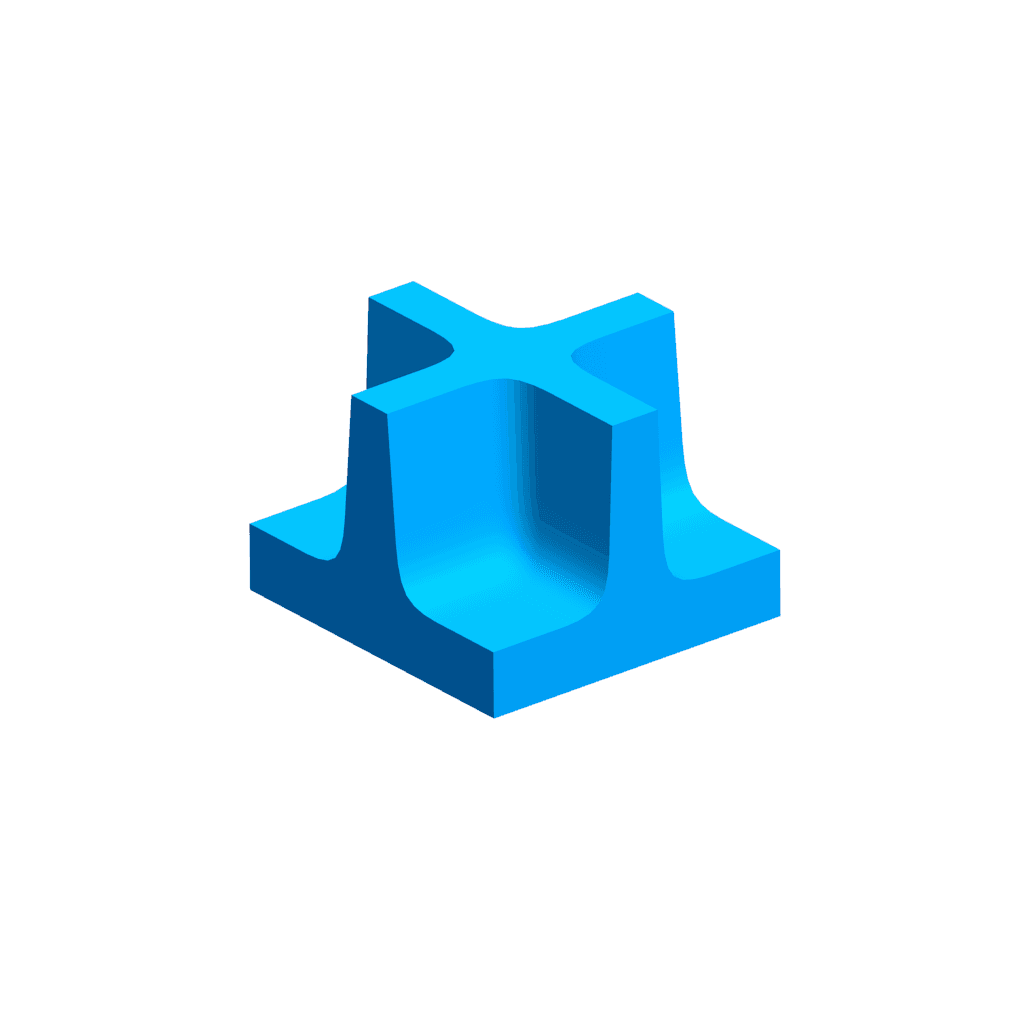
Estructuras autosostenibles
Las partículas cerámicas pueden moverse durante el sinterizado, lo que significa que la forma del modelo se ve afectada por la gravedad. Las estructuras con soportes autogenerados mantienen su forma, pero los voladizos sin soportes tienden a hundirse o derrumbarse. Diseña estructuras que se sostengan por sí mismas para minimizar el volumen de estructuras de soporte y evitar que se hundan durante la cocción.
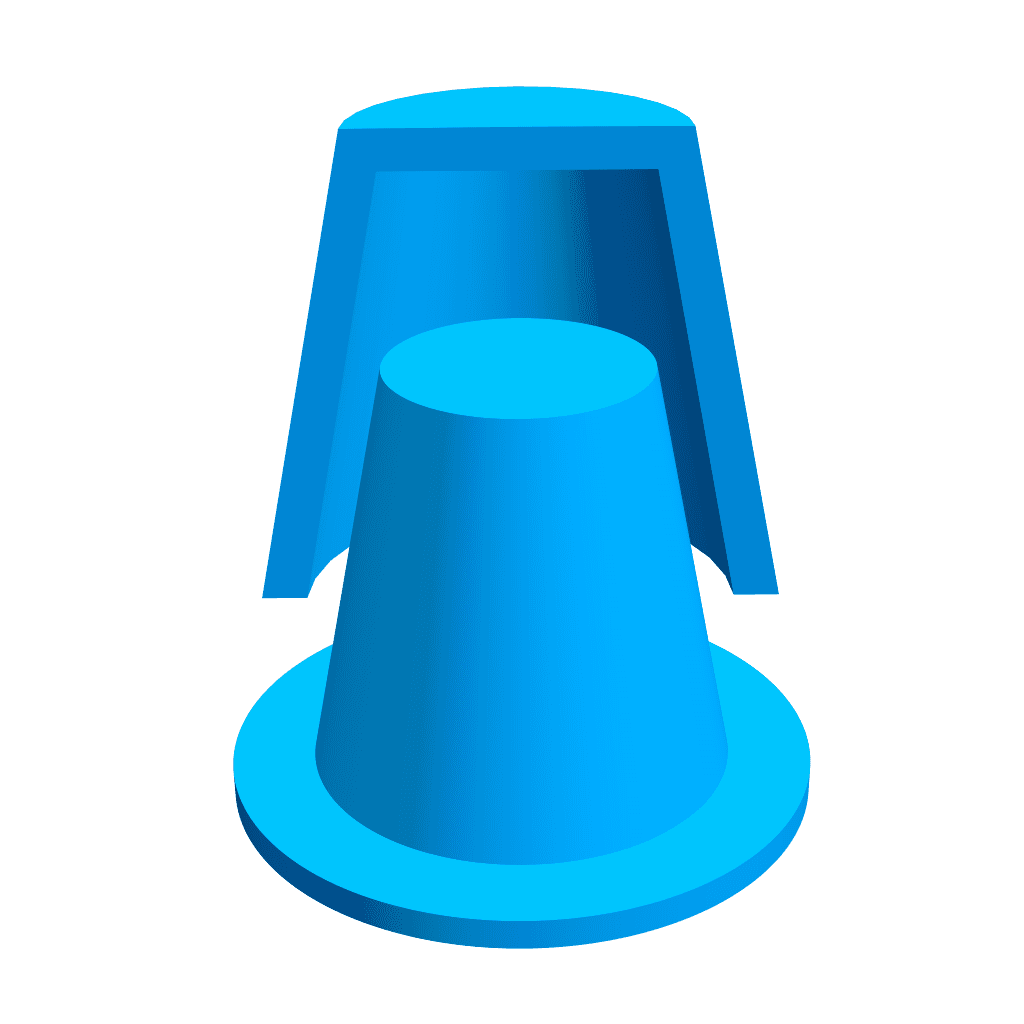
Estructuras sin soporte
Las estructuras sin soportes, como los voladizos y los puentes, suelen ser inevitables. Hay dos formas principales de controlar el posible efecto de hundimiento: Imprimir soportes a medida. Los soportes con cavidades para sinterizado deben diseñarse y orientarse para que se contraigan en la misma dirección que la pieza. Fuego en los soportes.
Recursos adicionales