Nota:
Formlabs ha retirado este material y ya no está disponible para su compra. Para obtener información sobre otros materiales de Formlabs, visita Elección del material adecuado.

Nota:
Formlabs ha retirado este material y ya no está disponible para su compra. Para obtener información sobre otros materiales de Formlabs, visita Elección del material adecuado.
La Ceramic Resin V1 es un material único en el catálogo de Formlabs. La Ceramic Resin V1 es una resina compuesta diseñada para la Form 2. La Ceramic Resin V1 está pensada para cocerse en un horno, donde la matriz polimérica se quema y el modelo se transforma en una pieza cerámica de sílice. Al imprimir en 3D con la Ceramic Resin V1, puedes crear objetos cerámicos complejos que sería imposible fundir. Después de la cocción, la Ceramic Resin V1 es:
*Cuando se calientan demasiado rápido, las piezas pueden no soportar de forma estable el choque térmico y pueden agrietarse en entornos de alta temperatura. Calienta lentamente las piezas impresas con la Ceramic Resin V1 para mantener la resistencia al calor de las piezas.
La Ceramic Resin V1 tiene una tasa de éxito de impresión menor que los materiales estándar de Formlabs y, por tanto, requiere un mayor nivel de habilidad y atención que otros productos de Formlabs. La Ceramic Resin V1 tiene requisitos especiales para el diseño de las piezas y la planificación de la impresión. Algunos modelos requieren modificaciones para cocerse bien. Sigue estas recomendaciones para imprimir y cocer las piezas con éxito. Para aumentar el éxito de la impresión con el tiempo, prueba y experimenta al diseñar, imprimir, cocer y esmaltar las piezas impresas con la Ceramic Resin V1.
La Ceramic Resin V1 se puede imprimir con alturas de capa de 50 y 100 micras en la Form 2.
Equipamiento y suministros
Equipamiento necesario:
Material recomendado:
Aviso:
La Ceramic Resin V1 degradará el aspecto de la cubierta de la Form 2 si la resina líquida entra en contacto con la cubierta. Considera la posibilidad de imprimir protectores contra salpicaduras para instalarlos en el tanque de resina y proteger la cubierta de la Ceramic Resin V1. Aplica una película de plástico transparente autoadhesiva para proteger el interior de la cubierta. Limpia únicamente con agua y jabón.
Recomendaciones de diseño
Read and follow the design guidelines to achieve success when designing parts to print with Ceramic Resin V1.
Resumen de la impresión
Después de leer todas las recomendaciones, revisa esta lista de comprobaciones previas a la impresión cuando vayas a iniciar una impresión con la Ceramic Resin V1. Omitir uno o más de estos pasos probablemente hará que la impresión falle:
La Ceramic Resin V1 se puede imprimir con alturas de capa de 50 y 100 micras en la Form 2.
Imprime únicamente con un tanque de resina estándar. La Ceramic Resin V1 no es compatible con el Resin Tank LT.
Tamaño de la pieza
Ten en cuenta los requisitos geométricos y dimensionales específicos para imprimir con éxito con la Ceramic Resin V1. Sigue las Recomendaciones de diseño para conocer los detalles específicos del diseño de las piezas.
La Ceramic Resin V1 es más adecuada para imprimir piezas pequeñas y delgadas. El grosor de las paredes de las piezas cocidas debe estar entre 2 y 10 mm. Las secciones más gruesas tienen más probabilidades de agrietarse durante la etapa de quemado de la cocción y más probabilidades de desprenderse de los soportes durante la impresión.
Consejo:
El volumen de la pieza debe ser inferior a 100 ml y las paredes deben ser finas para maximizar el éxito de la impresión.
Escalado de las piezas
Escala todas las piezas antes de imprimir para tener en cuenta la contracción durante la cocción. Para escalar una impresión de Ceramic Resin:
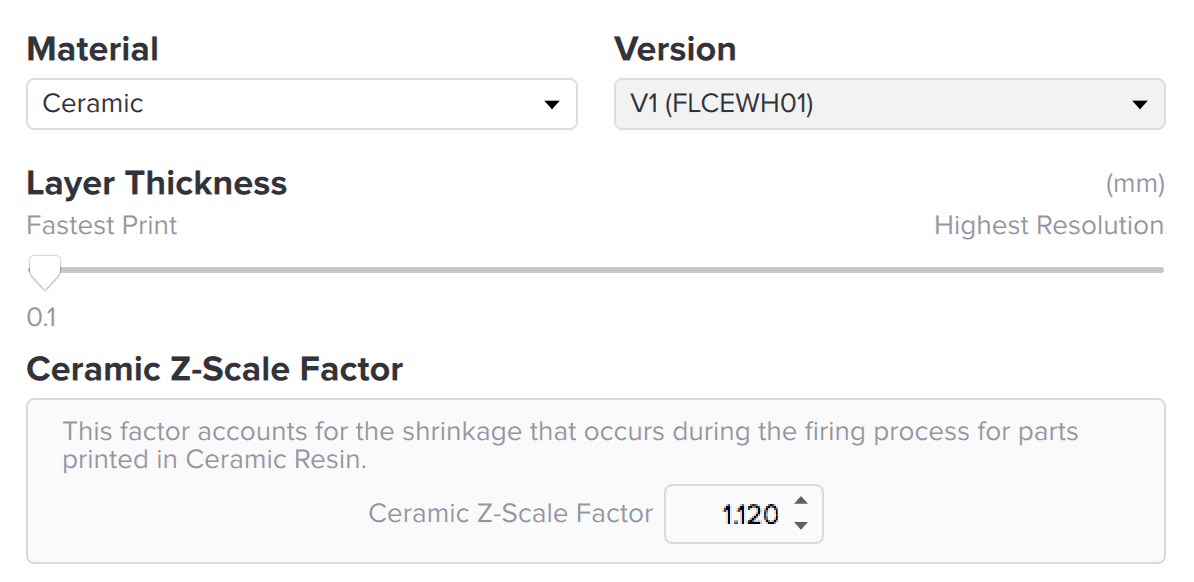
PreForm incluye opciones de configuración específicas para escalar las piezas de Ceramic Resin V1 antes de imprimir. Configura el Z-Scale Factor (Factor de escala Z) después de elegir la Ceramic Resin V1 en el menú Print Setup (Configuración de impresión). Escala el eje Z antes de escalar el tamaño global de la pieza.
La Ceramic Resin V1 puede requerir experimentación para crear piezas cocidas con precisión dimensional. La cantidad de contracción variará en función de los cambios en el programa de cocción. Documenta el valor del Z-Scale Factor (Factor de escala en Z) y el ajuste de escala global utilizados en PreForm. Mide las dimensiones de cada pieza cocida y, a continuación, repite el proceso y ajusta los factores de escala para las impresiones posteriores con el fin de perfeccionar las dimensiones finales de las piezas cocidas.
Soportes
Debido a su contenido de sílice, la Ceramic Resin V1 es más pesada que otras resinas y más frágil en estado verde (sin cocer). La Ceramic Resin V1 requiere más soportes que otras resinas de Formlabs.
Los ajustes de soporte por defecto suelen funcionar para objetos pequeños. Los objetos más grandes pueden requerir puntos de contacto de los soportes más grandes y una mayor densidad de soportes, especialmente en el caso de piezas con secciones transversales gruesas. Los objetos muy pequeños pueden imprimirse con puntos de contacto de los soportes más pequeños o menos puntos de contacto.
Después de imprimir y retirar los soportes, alisa la superficie de la pieza con papel de lija de grano 120 para eliminar las marcas de los soportes. Los puntos de contacto de los soportes que se hayan lijado desaparecen durante la cocción
Mezcla
La Ceramic Resin V1 está compuesta de sílice. El relleno de sílice se separa y se deposita con el tiempo más que otros materiales de Formlabs cuando se almacena en el cartucho o en el depósito. Mezcla la resina en el tanque de resina y en el cartucho antes de cada impresión. Filtra los restos de resina periódicamente para mejorar la calidad de impresión.
Agita enérgicamente el cartucho de resina durante un minuto. Si el cartucho ha estado sin usarse durante varios días, el relleno asentado puede obstruir la válvula de mordida. Asegúrate de que la tapa de ventilación está cerrada y, a continuación, introduce suavemente un palillo por la hendidura que ya existe en la válvula para despejar la abertura. Si la resina no se mezcla lo suficiente dentro del cartucho, el contenido de cerámica de la resina será irregular, lo que provocará que la contracción sea desigual entre la primera y la última impresión del cartucho.
Consejo:
Para evitar que la válvula de mordida se obstruya durante un almacenamiento prolongado, guarda los cartuchos de la Ceramic Resin V1 en horizontal, con la etiqueta hacia abajo.
Tanque de resina
La Ceramic Resin V1 se deposita en el tanque y se debe mezclar completamente para imprimir con éxito. Antes de cada impresión, retira el depósito de la impresora y utiliza la herramienta de limpieza o el rascador para mezclar completamente la resina en el depósito.
Adherencia a la base de impresión
La Ceramic Resin V1 requiere una superficie rugosa en la base de impresión para que la adherencia sea la adecuada. Las partículas de la Ceramic Resin V1 erosionan la superficie rugosa durante la impresión, lo que puede reducir la adherencia de las piezas con el tiempo. Raspa con firmeza la base de impresión con papel de lija de grano 180 antes de cada impresión para mantener una superficie rugosa en la placa metálica. En caso de sobreadherencia, o si las piezas impresas con la Ceramic Resin V1 son excesivamente difíciles de retirar de la base de impresión, pule la placa metálica con papel de lija de mayor grano para reducir la adherencia.
Aviso:
No imprimas nunca piezas con la Ceramic Resin V1 directamente sobre la base de impresión. Imprime siempre con una base y soportes cuando imprimas con la Ceramic Resin V1.
Lava y seca la pieza impresa
Lava la pieza impresa durante 5 minutos en alcohol isopropílico. Usa una cubeta de lavado distinta para evitar que las partículas de cerámica sueltas se adhieran a las piezas impresas con otro tipo de resina. La Ceramic Resin V1 no requiere poscurado, pero las piezas deben estar completamente secas antes de la cocción. Deja que las piezas se sequen completamente antes de llevar a cabo la cocción.

Instrucciones de cocción y esmaltado
La Ceramic Resin V1 está pensada para ser cocida en un horno, donde la matriz polimérica se quema y el modelo se transforma en una pieza cerámica de sílice. Sigue las instrucciones para el cocido y el esmaltado de la Ceramic Resin V1 después de la impresión.

Resolución de problemas
Para obtener los mejores resultados, sigue las recomendaciones para el diseño, la impresión, la cocción y el esmaltado.
Incluso con un proceso y unos ajustes constantes, cada pieza impresa es única y los resultados no están garantizados. Haz fotos y crea documentación del proceso para ayudar a la resolución de problemas antes de solicitar asistencia a Formlabs. Documenta lo que es constante y lo que cambia en los procesos, pasos y ajustes utilizados en el diseño, la impresión y la cocción.
Si las piezas no salen como se espera, consulta la lista de causas y soluciones de problemas.
| PROBLEMA | CAUSA | SOLUCIÓN |
|---|---|---|
| Impresión | ||
| La impresión no se ha iniciado o la resina no se ha dispensado correctamente | La resina es demasiado viscosa para fluir hacia el tanque El cartucho se ha asentado o la válvula está obstruida | Agita el cartucho y limpia la válvula antes de imprimir |
| La pieza se ha roto de los soportes durante la impresión | Soporte insuficiente (o) Área de sección transversal excesiva | Aumenta el tamaño de los puntos de contacto del soporte Aumenta la densidad del soporte |
| La base se ha caído de la base de impresión durante la impresión | La base de impresión es demasiado lisa | Vuelve a lijar la base de impresión con papel de lija de grano 180 |
| La base se ha adherido en exceso a la base de impresión | La base de impresión es demasiado áspera | Pulir la base de impresión con papel de lija de grano 400 |
| Una impresión ha fallado, total o parcialmente | Las capas o los trozos de resina curada se adhieren al fondo del tanque Partículas en el tanque | Filtra la resina en el tanque de resina |
| Cocción | ||
| La pieza cocida o en estado crudo tiene grietas en las esquinas interiores | Esquinas interiores demasiado afiladas | La pieza requiere un filete más grande en la esquina |
| La pieza sin cocer tiene una línea prominente que se agrieta al cocerla | La resina se ha asentado durante una larga pausa a mitad de impresión | Limpia la válvula del cartucho y agítalo bien antes de imprimir Evita las interrupciones de la impresión |
| La pieza se ha hundido o se ha deshecho durante la cocción | Paredes demasiado finas (o) Geometría no autosuficiente | Aumenta el grosor de la pared (y/o) Cuece sobre soportes |
| La pieza cocida tiene grandes grietas en la dirección de las capas | Paredes demasiado gruesas | Aumenta el tiempo de mantenimiento de la quema a 240 °C |
| La pieza cocida tiene burbujas en la superficie | Tiempo de quema insuficiente | Aumenta el tiempo de mantenimiento de la quema a 240 °C |
| La pieza cocida tiene grandes grietas en direcciones aleatorias | Dunting (enfriamiento demasiado rápido) | Reduce la velocidad de enfriamiento del horno |
| La pieza cocida se ha hundido más de lo esperado | Geometría no autosuficiente | Reduce el tiempo de mantenimiento de la sinterización (o) Cuece sobre soportes (o) Imprime un soporte personalizado |
| Deformación entre la parte superior e inferior de la pieza | Arrastre del soporte | Aplica protector de estante para hornos (o) Aplica láminas de soporte al estante |
| La pieza cocida se ha desviado en ángulo | La Ceramic Resin V1 tiene una contracción adicional en el eje Z cuando se cuece | Aumenta el factor de escala Z antes de imprimir |
| La pieza cocida es demasiado frágil o porosa | El horno no está lo suficientemente caliente | Aumenta el tiempo de mantenimiento de la sinterización Sustituye el termopar del horno |
| Esmaltado | ||
El esmalte se empapa en la pieza al cocerla | La pieza cocida en bizcocho no está completamente sinterizada y es demasiado porosa | Aumenta el tiempo de mantenimiento de la sinterización Sustituye el termopar del horno Comprueba la temperatura máxima del horno |
| La pieza se deshace después de la cocción del esmalte | Compresión del esmalte de la pieza | Reduce el grosor del esmalte Aumenta el tiempo de enfriamiento El esmalte puede ser incompatible |
Recursos adicionales