
Par défaut, la plupart des imprimantes 3D résine fabriquent des pièces pleines. Si vous n'avez pas besoin d'imprimer des pièces fonctionnelles nécessitant une résistance structurelle ou si vous devez créer des prototypes rapidement, évider votre modèle 3D peut être un excellent moyen de gagner du temps et de faire des économies de matériaux. En outre, les pièces creuses nécessitent moins de supports et ont donc moins de points de contact à nettoyer.
Voici quelques projets pour lesquels nous recommandons d'évider vos modèles :
-
Art et sculptures
-
Modèles à l’échelle
-
Modèles conceptuels préliminaires
-
Grands modèles et assemblages de pièces
Il existe deux logiciels gratuits pour la création de pièces creuses : Meshmixer et PreForm, le logiciel de préparation d'impression de Formlabs. Dans les deux programmes, le processus commence par l'orientation du modèle. Vous trouverez ci-dessous les étapes à suivre pour préparer le modèle à l'impression.

Commander un échantillon gratuit
Examinez et constatez par vous-même la qualité Formlabs. Nous enverrons un échantillon gratuit à votre bureau.
Orientation du modèle pour l'impression
Au cours du processus d'impression 3D stéréolithographique (SLA), le modèle est imprimé couche par couche et émerge de la résine liquide au fur et à mesure que la plateforme de fabrication s'élève le long de l'axe Z. Selon le modèle de votre imprimante 3D, la résine peut être piégée dans l'impression lorsque vous créez un objet creux, car les couches sont solidifiées par le laser sous le liquide. Vous pouvez éviter cela en trouvant la bonne orientation pour imprimer votre modèle et en ajoutant des trous de drainage pour permettre à la résine de s'écouler.
Ouvrez le modèle et orientez-le au mieux pour l'impression. La face de l'objet en contact avec la plateforme de fabrication doit être une face qui ne sera pas visible ultérieurement ou dans laquelle il est possible d'insérer un trou de drainage sans nuire à la fonctionnalité de la pièce. Essayez également d'éviter de créer des modèles avec de nombreux surplombs, car ils risqueraient d'emprisonner la résine.
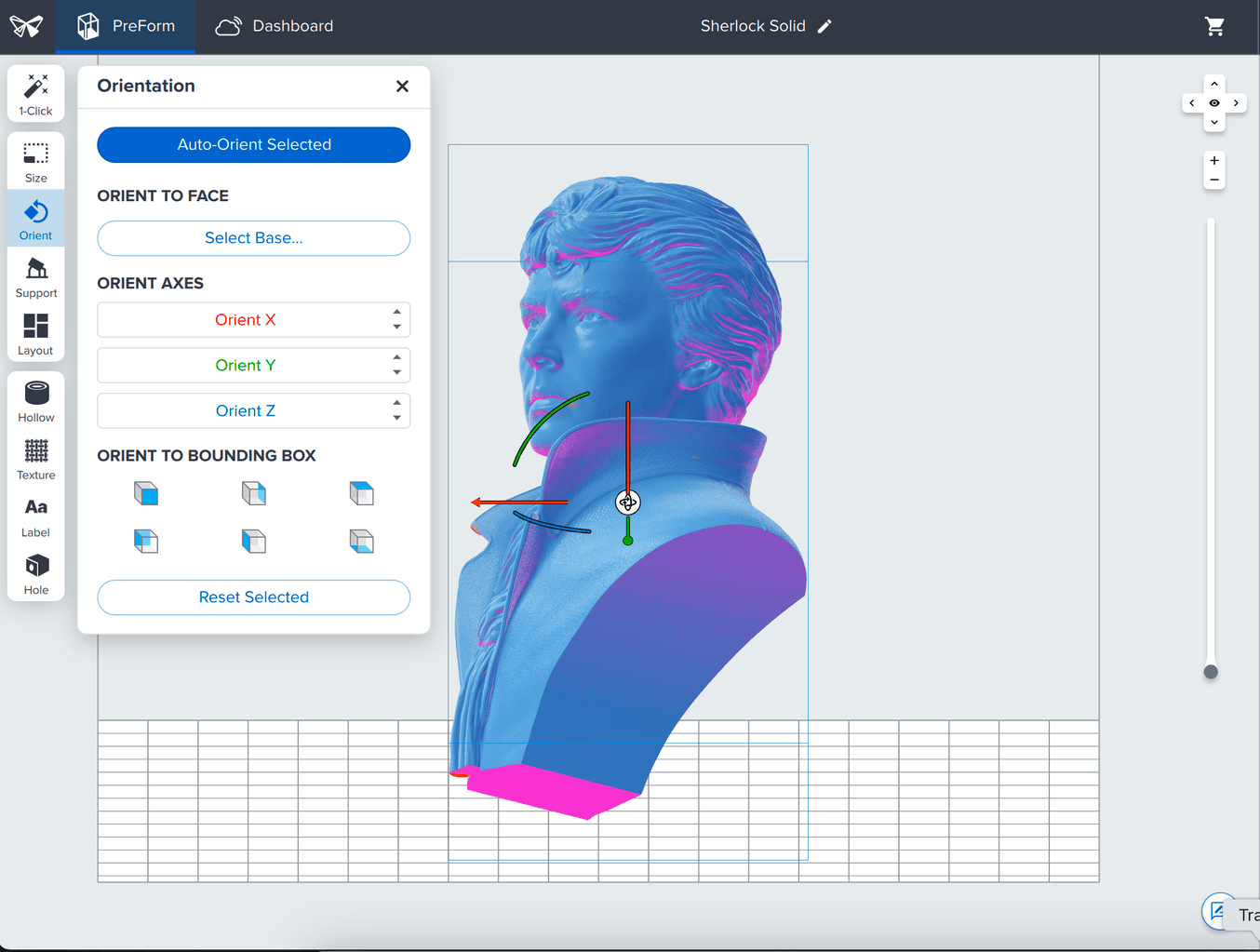
Orientez le modèle dans PreForm de la meilleure façon possible pour l'impression, en tenant compte de la position des éventuels trous de drainage.
Comment évider un modèle dans Meshmixer
Étape 1 : Évider votre modèle 3D
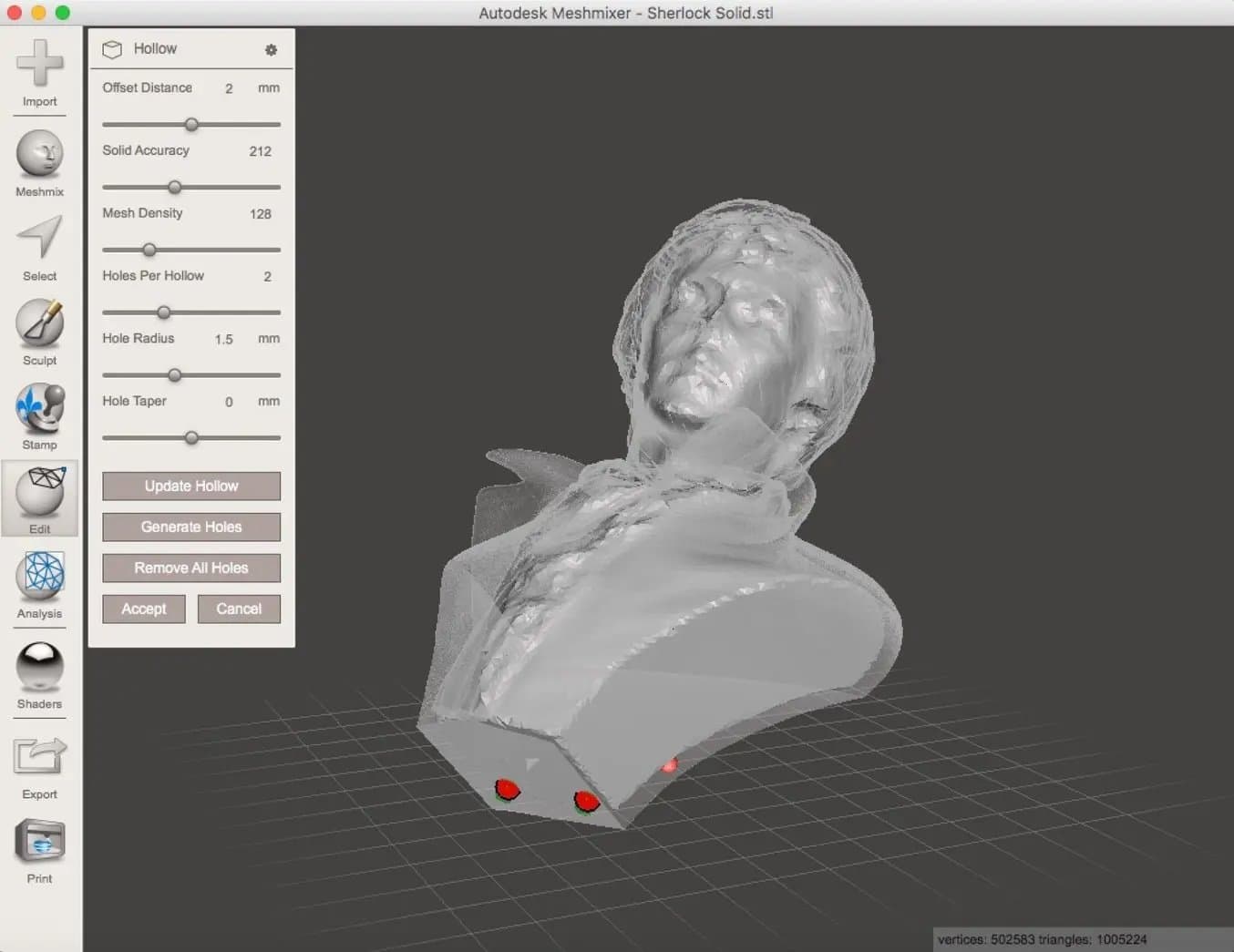
Tout d'abord, ouvrez votre modèle dans Meshmixer. Vous pouvez utiliser le même préréglage d'orientation dans PreForm, si cela facilite la recherche du bon emplacement pour les trous de drainage (Modifier > Transformer). Recherchez l'outil d'évidement de Meshmixer (Modifier > Évider) et réglez les paramètres en fonction de vos préférences en matière d'épaisseur de paroi. Meshmixer créera une coque dans votre modèle en fonction du décalage spécifié.
Pour obtenir les meilleurs résultats, tenez compte des éléments suivants :
-
L'épaisseur de la paroi influence directement la résistance de votre impression. Comme il n'y a pas de structures internes ou d'échafaudages à l'intérieur d'une pièce creuse, les grands modèles seront fragiles si la coque est mince.
-
Plus les parois sont fines, moins l'impression nécessite de matériau et plus elle est légère. Si vous avez besoin d'une pièce plus solide ou plus robuste, vous pouvez également décider de remplir le modèle avec de l'époxy ou du plâtre bon marché après l'impression.
Étape 2 : Ajouter des trous de drainage
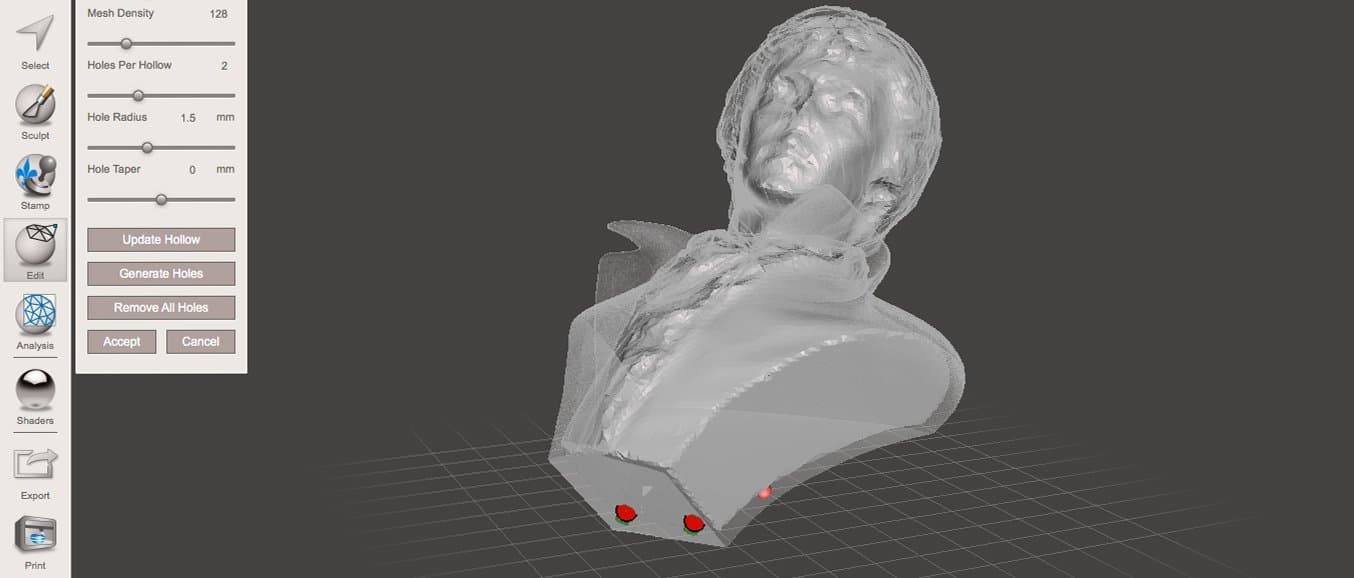
L'étape suivante consiste à créer les trous de drainage. Placez-en un aussi près que possible de la plateforme de fabrication et au moins un autre sur une surface de votre choix. Cela permettra à la résine et à l'air de s'échapper de la pièce pendant l'impression, et à l'alcool isopropylique de circuler à l'intérieur pendant le processus de nettoyage. L'ajout d'un trou pourrait entraîner la destruction de surfaces planes. Pour éviter cela, utilisez la fonction Rendre solide (Modifier > Rendre solide) pour générer un maillage facile à manipuler. Gardez à l'esprit que cela peut réduire la qualité de votre maillage, à moins que vous n'utilisiez le curseur de couche pour la préserver.
Sélectionnez les paramètres Meshmixer que vous préférez et ajoutez des trous de drainage (marques rouges sur l'écran) au modèle.
Lorsque vous avez terminé, acceptez les paramètres et exportez le modèle de Meshmixer au format STL.
Étape 3 : Imprimer le modèle
Maintenant, vous êtes prêt à imprimer.
Si vous imprimez avec une machine de Formlabs mais que vous avez évidé votre modèle dans Mishmixer, importez le modèle 3D modifié dans PreForm et orientez-le exactement comme dans les étapes précédentes, de manière à ce que les trous de drainage soient aussi proches que possible de la plateforme de fabrication.
À partir de là, le processus d'impression et de post-traitement suit les mêmes étapes que l'impression SLA normale de pièces non creuses.
Comment évider un modèle dans PreForm
Étape 1 : Évider votre modèle 3D
Ouvrez le modèle dans PreForm et sélectionnez Évider dans la barre d'outils à gauche. Les paramètres permettant de configurer l'épaisseur des parois et le niveau de finition de la surface intérieure s'affichent. N'oubliez pas que l'épaisseur de la paroi influe directement sur la résistance de la pièce.
Une fois les paramètres configurés, cliquez sur Évidement sélectionné et PreForm évidera votre modèle.
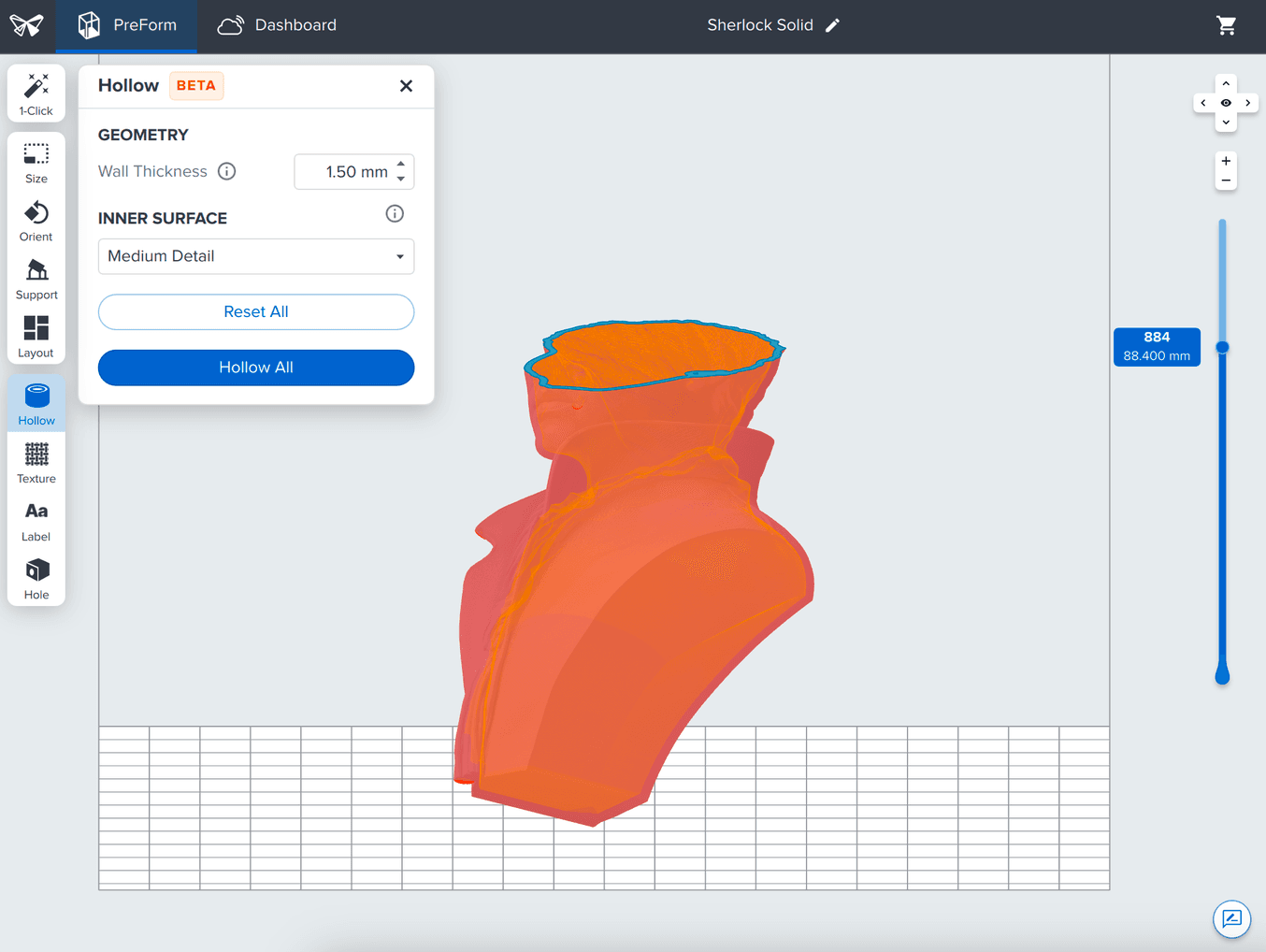
Modèle après l'évidement. En déplaçant le curseur de haut en bas sur la droite, vous pouvez visualiser les différentes couches.
Étape 2 : Ajouter des trous de drainage
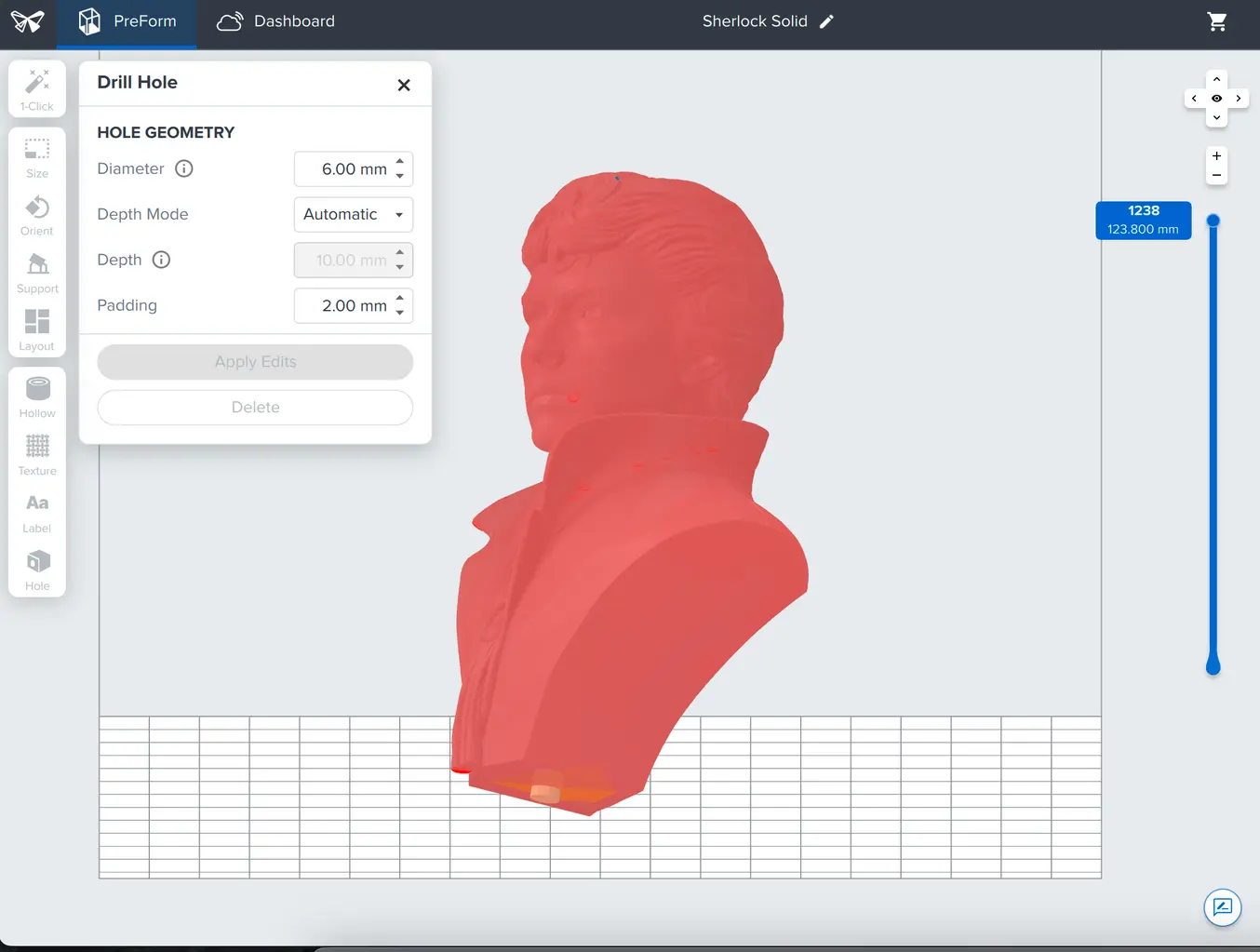
Des cavités pouvant se former dans les pièces creuses, l'étape suivante consiste à ajouter des trous de drainage pour permettre à la résine liquide de s'échapper du modèle. Sélectionnez Trou dans la barre d'outils de gauche et un menu s'affiche pour vous permettre de modifier le rayon, le remplissage et la profondeur du trou. Une fois les paramètres modifiés, passez le curseur sur la pièce pour prévisualiser le trou de drainage, puis cliquez pour en ajouter un. N'oubliez pas de prévoir un trou aussi près que possible de la plateforme de fabrication. Une fois que tous les trous de drainage ont été ajoutés, cliquez sur Appliquer dans le menu contextuel pour les ajouter au modèle.
Conseil avancé : utilisez le mode de profondeur automatique pour permettre à PreForm de détecter automatiquement la profondeur nécessaire à la création d'un trou traversant.
Après l'ajout du premier trou de drainage, ajoutez au moins un ou plusieurs trous supplémentaires en fonction de l'endroit où les cavités peuvent se former. PreForm peut vous avertir de la présence de cavités. Pour activer l'avertissement, allez dans le menu Validation de l'impression à droite de l'écran et sélectionnez Cavités.
L'ajout de trous de drainage permet à la résine liquide de s'échapper du modèle.
Étape 3 : Imprimer le modèle
À ce stade, configurez, imprimez et post-traitez la pièce creuse comme vous le feriez pour n'importe quelle autre pièce SLA.
Comparaison des modèles solides et creux
Dans PreForm, la fenêtre Résumé de l'impression indique le volume de résine nécessaire à l'impression. Pour connaître la quantité de matériau que vous pouvez économiser, il est possible de comparer le volume d'une pièce creuse avec celui du modèle que vous avez importé. Dans notre exemple, les résultats pour un modèle avec une distance de décalage de 2 mm et une épaisseur de couche de 0,1 mm sont les suivants :
| MODÈLE COMPLET ORIGINAL | MODÈLE CREUX | |
|---|---|---|
| Matériau | 228,90 mL | 51,88 mL |
Les économies réelles de matériaux dépendent du modèle et des réglages. Dans ce cas, le calcul concerne une impression créée sur la Form 4 avec White Resin V5 et une épaisseur de paroi de 2 mm.

L'ajout de cavités à ce modèle a permis d'économiser 177,02 ml de résine, soit une économie de matériau de 77 %.
En savoir plus sur l'impression 3D résine
Meshmixer offre de nombreuses fonctionnalités pour éditer des fichiers STL pour l'impression 3D. Consultez notre tutoriel approfondi sur Meshmixer, qui présente 15 astuces professionnelles pour les débutants et les experts. Vous pouvez également explorer les fonctions de texturation, d'étiquetage et autres de PreForm.
Pour en savoir plus sur l'impression 3D résine, consultez les nombreuses ressources disponibles. Lisez notre guide sur l'impression 3D SLA ou commandez un échantillon gratuit pour découvrir par vous-même la qualité de l'impression 3D stéréolithographique.