
Ce n'est pas parce que les spécifications d'une imprimante 3D indiquent « haute résolution » que vos pièces imprimées en 3D seront exactes ou précises.
Comprendre la signification de termes tels qu'exactitude, précision et tolérance est impératif pour obtenir de bonnes performances d'impression 3D pour n'importe quelle application. Dans cet article, nous analyserons la signification de ces termes et verrons comment les aborder dans le contexte de l'impression 3D. Ensuite, nous comparerons les plages de tolérance que vous pouvez attendre des différents processus d'impression 3D et nous fournirons un aperçu détaillé du tolérancement des assemblages imprimés en 3D.
Pour en savoir plus sur des résultats d'impression spécifiques, consultez les études d'exactitude approfondies sur les imprimantes 3D SLA de la série Form et sur les imprimantes 3D SLS de la série Fuse de Formlabs.

Définir l'exactitude, la précision et la tolérance
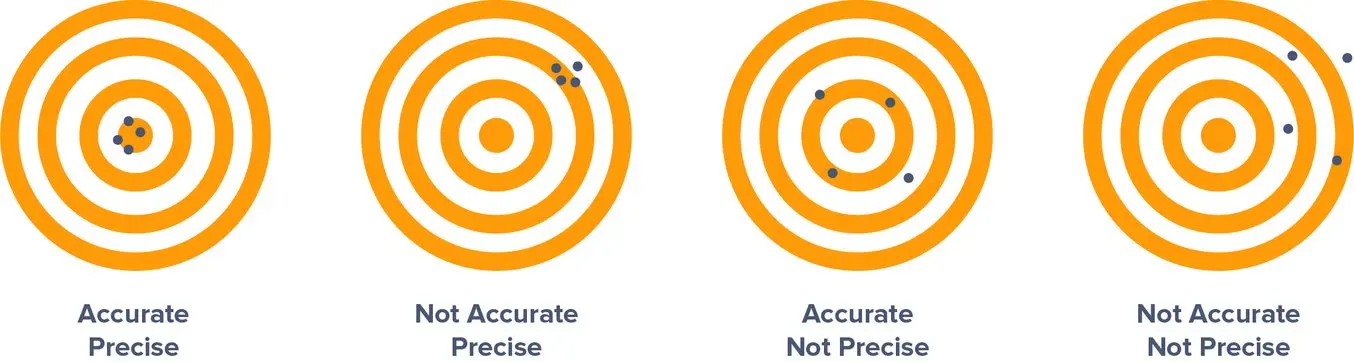
Commençons par définir les termes : quelle est la différence entre exactitude, précision et tolérance ? Pour chaque terme, nous utiliserons l'exemple souvent utilisé d'une cible pour aider à en visualiser le sens.
Précision
L'exactitude est le degré de proximité d'une mesure par rapport à la valeur réelle. Dans le cas d'une cible, la vraie valeur est le centre de la cible. Plus vous êtes proche de la cible, plus votre tir est exact. Dans le monde de l'impression 3D, la valeur réelle équivaut aux dimensions de la conception CAO. Dans quelle mesure l'impression 3D correspond-elle à la conception numérique ?
Précision
La précision mesure la répétabilité d'une mesure : quelle est la régularité de vos tirs sur la cible ? La précision ne prend en compte que cette régularité : vos tirs peuvent toucher le même endroit à chaque fois, mais cet endroit ne doit pas nécessairement être le centre de la cible. Dans le domaine de l'impression 3D, cela équivaut en fin de compte à la fiabilité ; pouvez-vous compter sur votre machine pour produire les résultats escomptés à chaque impression ?
Tolérance
Quelle doit être votre degré de précision ? Ceci est défini par la tolérance, qui est elle-même définie par vous. Quelle marge de manœuvre avez-vous dans votre application ? Jusqu'à quel degré les dimensions obtenues peuvent-elles s'écarter de celles souhaitées ? Tout dépend de votre projet. Par exemple, un composant avec un assemblage mécanique dynamique nécessitera des tolérances plus serrées qu'un simple boîtier en plastique.
Si vous définissez une tolérance, vous voudrez probablement que le résultat soit aussi exact que possible, alors supposons que nous mesurions la précision du tir au milieu de la cible. Plus tôt, nous avons défini les tirs sur la cible illustrée à droite comme étant peu précis.
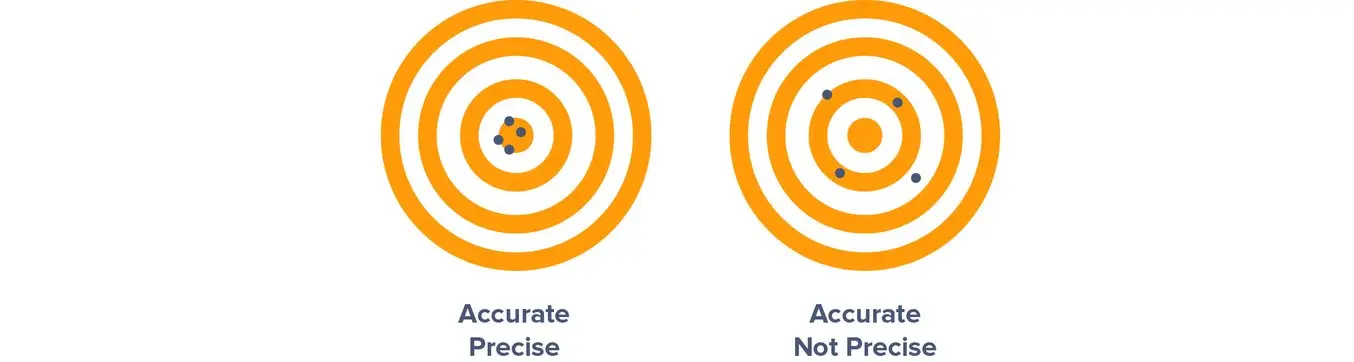
Toutefois, si votre marge de tolérance est assez large, ce tir peut être considéré comme acceptable. Les tirs ne sont pas aussi proches les uns des autres que dans la cible de gauche, mais si la plage de précision acceptable est la distance de ± 2,5 anneaux, alors vous êtes dans la norme.
En général, l'obtention et le maintien de tolérances plus étroites impliquent des coûts de fabrication et une assurance qualité plus élevés.

Réserver une consultation gratuite
Contactez nos experts en impression 3D pour une consultation individuelle afin de trouver la bonne solution pour votre entreprise, recevoir une analyse du retour sur investissement, des essais d’impression, et plus encore.
Qu'est-ce qui impacte les tolérances, l'exactitude et la précision de l'impression 3D
Il y a une variété de facteurs à prendre en compte lorsqu'on pense à l'exactitude et à la précision dans l'impression 3D. Pour une bonne expérience, il est important de savoir que l'imprimante fonctionnera toujours comme promis et produira la qualité attendue, dans les tolérances auxquelles l'utilisateur est habitué.
Voici quatre grands facteurs qui entrent en jeu pour déterminer l'exactitude et la précision de l'impression 3D :
Technologie d’impression 3D
L'impression 3D est un procédé additif, les pièces sont donc construites couche par couche. Chaque couche comporte un risque d'imprécision, et le processus de formation des couches a une incidence sur le niveau de précision, ou répétabilité, de l'exactitude de chaque couche. Examinons les tolérances typiques des imprimantes 3D pour les procédés d'impression 3D plastique les plus courants :
- Stéréolithographie (SLA) et traitement numérique de la lumière (DLP) : ±0,15 % pour les éléments de 1 à 30 mm, ±0,2 % pour les éléments de 31 à 80 mm, et ±0,3 % pour les éléments de 81 à 150 mm, avec une limite inférieure minimale de ±0,02 mm.
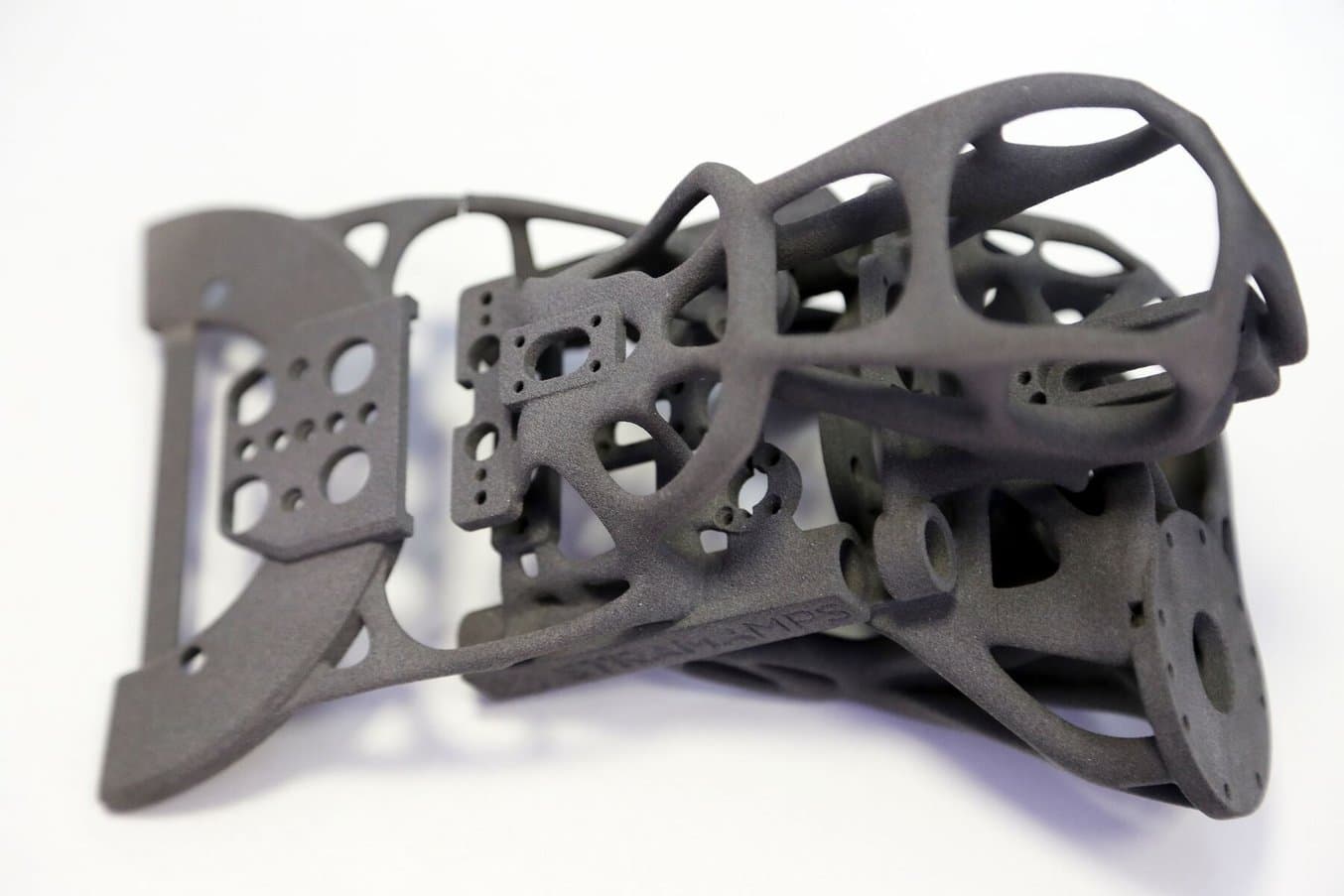
- Dans l'impression 3D résine, la résine liquide est exposée de manière sélective à une source lumineuse pour former des couches très fines de plastique solide qui s'empilent pour créer un objet solide. Grâce à des sources lumineuses de haute précision, ces procédés permettent d'obtenir des détails précis et de produire de façon constante des résultats de haute qualité. En fonction de la géométrie du modèle, les pièces imprimées en 3D avec de la résine nécessitent des structures de support, qui peuvent être essentielles pour atteindre l'exactitude dimensionnelle souhaitée, en particulier dans le cas de géométries complexes ou de parois larges et fines.
- Frittage sélectif par laser (SLS) et fusion multijet (MJF) : +/- 0,5 % ou 0,3 mm, la valeur la plus élevée étant retenue.
- Les imprimantes 3D à fusion sur lit de poudre ont également recours à la précision d'une source lumineuse (un laser pour le SLS et une lampe à fusion pour la MJF) pour faire fondre de la poudre et créer des pièces solides. La poudre non fondue supporte la pièce pendant l’opération, ce qui évite d’avoir à lui ajouter des structures de support. En cela, le procédé SLS est idéal pour des pièces à géométrie complexe, présentant des formes internes ou en creux, des contre-dépouilles ou des parois minces.
- Dépôt de fil fondu (FDM) : ± 0,5 % (limite inférieure : ± 0,5 mm)
- En impression 3D FDM, les couches de filaments thermoplastiques sont extrudées par une buse, qui n'a pas assez de contrôle pour offrir le même niveau de précision que les autres processus d'impression 3D. Les pièces FDM sont également sujettes au gauchissement ou au rétrécissement, car la pièce imprimée se refroidit à des vitesses différentes et les contraintes internes entraînent une déformation de l'impression. Les systèmes professionnels haut de gamme atténuent ces problèmes, mais ils sont plus chers.
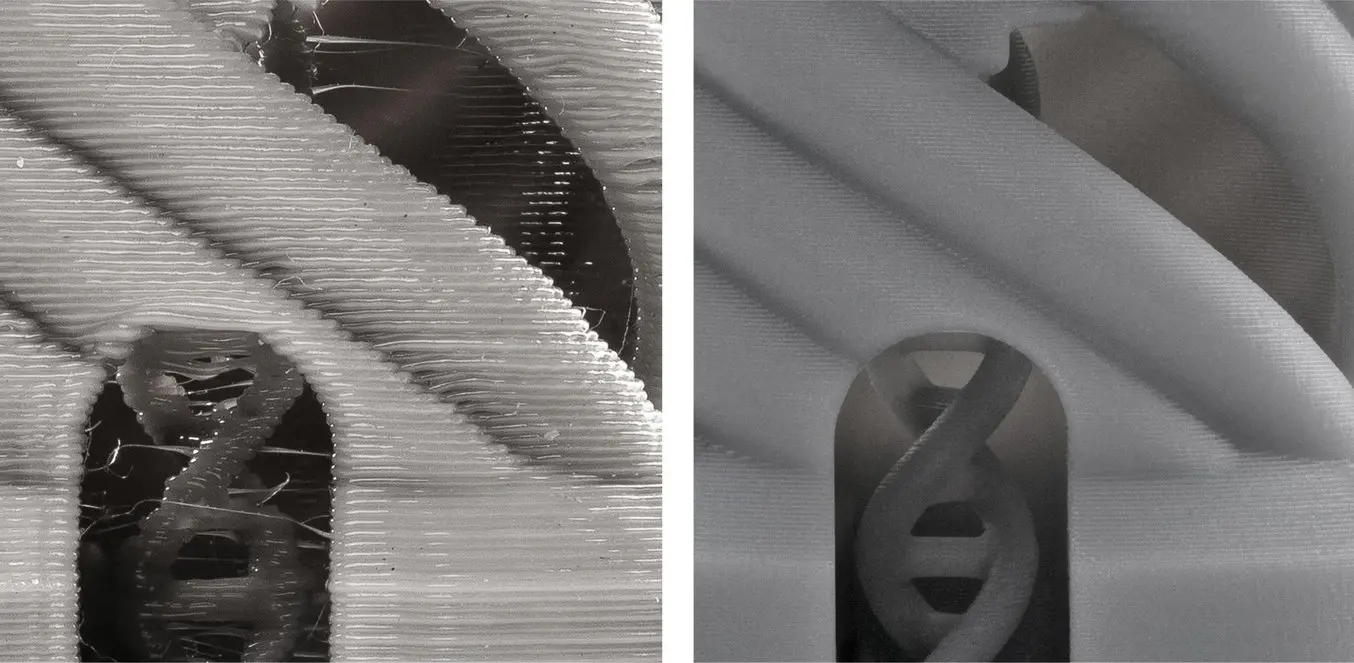
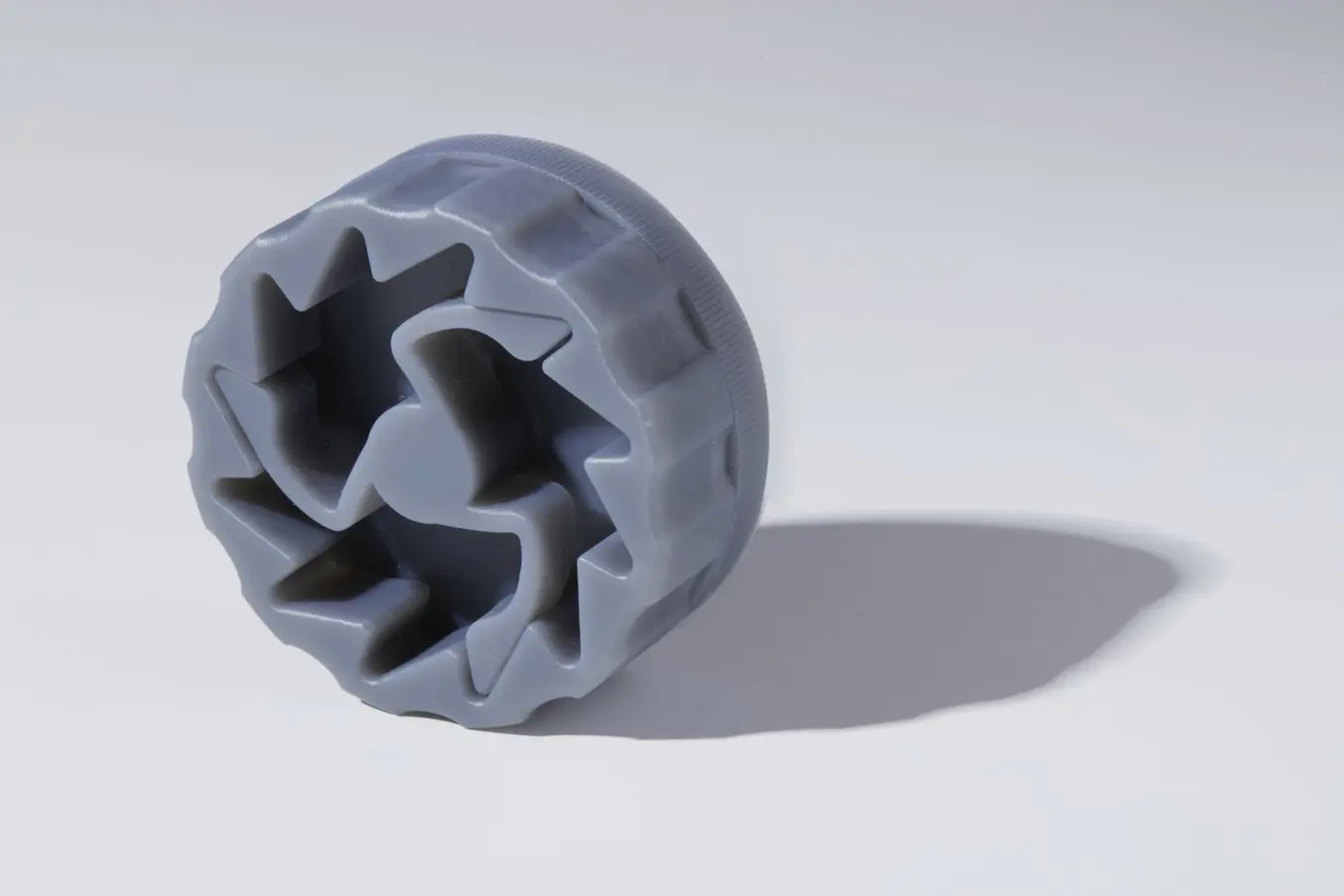
Comme les couches sont extrudées, les pièces FDM peuvent présenter des imprécisions autour de caractéristiques complexes. (pièce FDM à gauche, pièce SLA à droite).
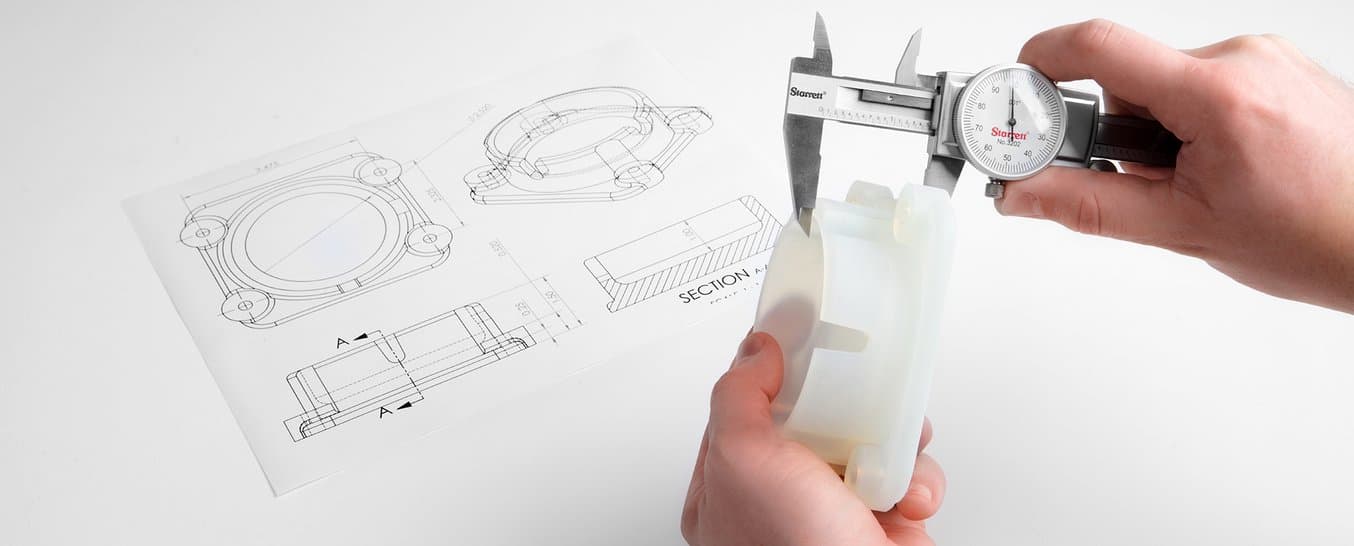
Les spécifications de l'imprimante 3D ne représentent pas à elles seules la précision dimensionnelle finale. Pour beaucoup de technologies d'impression 3D, on pense à tort que l'exactitude ne concerne que la résolution XY ou la résolution Z (épaisseur des couches).
Toutefois, ces données n'ont aucune incidence sur la précision d'une pièce imprimée. Il existe de nombreux autres facteurs qui impactent l'exactitude, et dont nous traiterons plus tard.
En fin de compte, la meilleure façon d'évaluer une imprimante 3D est d'examiner de vraies pièces.

Demander un échantillon gratuit
Découvrez concrètement la qualité Formlabs. Nous enverrons un échantillon gratuit à votre bureau.
Matériaux
L'exactitude varie en fonction des matériaux utilisés et des propriétés mécaniques de ces matériaux, qui influent également sur les risques de déformation des pièces imprimées.
Rigid 10K Resin de Formlabs est destinée à l'impression 3D SLA et présente une grande rigidité, ce qui permet d'imprimer des éléments fins et complexes.

En raison de l'absence de structures de support et de leurs excellentes propriétés techniques, les poudres de nylon utilisées en impression 3D SLS sont également idéales pour l'impression de pièces complexes avec des exigences de tolérance élevées.
Avec les imprimantes 3D résine, quand un matériau possède un module très élevé en phase « brute », ou avant la post-polymérisation, cela signifie qu'il est possible d'imprimer des pièces très fines avec précision et avec moins de risques d'erreur.
Pour les imprimantes 3D FDM, les matériaux extrudés à des températures plus élevées ont généralement plus tendance à se déformer que les autres. Par exemple, l'ABS est connu pour être plus susceptible de se déformer que le PLA, car les pièces imprimées rétrécissent davantage pendant le refroidissement.
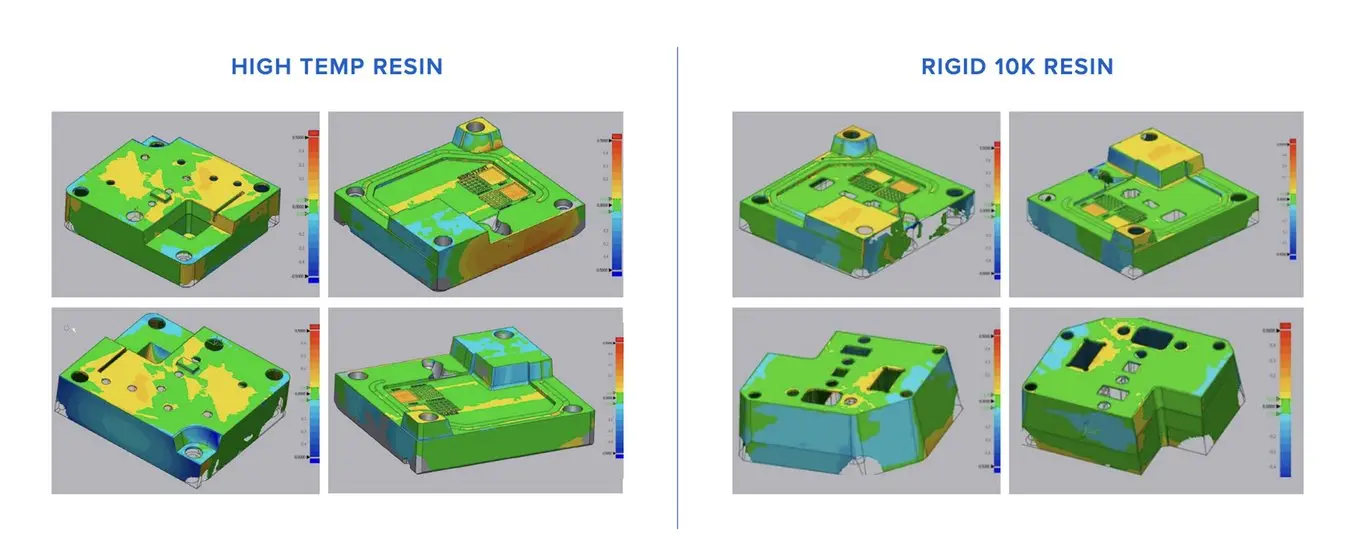
Scans de modèles imprimés pour une étude technique sur le moulage par injection avec des moules imprimés en 3D. Ces scans montrent une variation inférieure à ±0,05 mm pour plus de 75 % de la pièce.
Post-traitement
La plupart des pièces imprimées en 3D nécessitent une certaine forme de post-traitement après l'impression :
- SLA et DLP : lavage, post-polymérisation (facultatif), retrait des structures de support (si nécessaire), ponçage (facultatif).
- SLS et MJF : élimination de l'excès de poudre, sablage ou culbutage.
- FDM : retrait des structures de support (si nécessaire), ponçage (facultatif)
Certaines de ces étapes de post-traitement ont une influence sur les dimensions et la surface des pièces, qui à leur tour influencent l'exactitude et les tolérances. Certains de ces éléments sont faciles à prendre en compte lors de la conception et de la préparation de l'impression, mais d'autres peuvent varier d'une impression à l'autre.
Par exemple, pour l'impression 3D résine, les pièces doivent souvent être post-polymérisées après l'impression 3D, ce qui provoque un rétrécissement. Ce phénomène est normal pour toutes les pièces produites avec des procédés d'impression 3D SLA ou DLP à base de résine, et il peut être nécessaire d'en tenir compte dans les conceptions en fonction de l'imprimante. PreForm, le logiciel de préparation des fichiers d'impression de Formlabs, compense automatiquement cette contraction pour garantir l'exactitude dimensionnelle des pièces après post-polymérisation par rapport à leur conception originale en CAO.
D'autre part, les pièces imprimées en FDM nécessitent souvent d'être poncées pour améliorer la qualité de la surface et éliminer les traces des support et les lignes des couches, mais ce processus modifie légèrement les dimensions des pièces, ce qui augmente les variations entre la conception originale et la pièce finie.
Ecosystème et calibrage
Pour produire des impressions 3D exactes et précises, il ne suffit pas de s'intéresser à l'imprimante elle-même, il faut aussi prendre en compte l'ensemble du processus.
Le logiciel de préparation d'impression, la technologie d'impression, la qualité et le calibrage de l'imprimante et de ses composants, la qualité des matériaux d'impression 3D et les outils et méthodes de post-traitement peuvent tous contribuer aux résultats finaux.
Dans l'ensemble, les systèmes intégrés qui sont conçus pour fonctionner ensemble produisent généralement des résultats plus fiables. Par exemple, chaque nouveau matériau d'impression 3D SLA et SLS de Formlabs est soumis à une série de tests de validation sur chaque modèle d'imprimante compatible avant d'être commercialisé, afin de garantir sa fiabilité, sa cohérence et sa précision. Cela ne veut pas dire que les imprimantes génériques et les matériaux disponibles dans le commerce ne peuvent pas produire de bons résultats, mais que leur courbe d'apprentissage est plus raide et qu'ils nécessitent plus d'expérimentation et d'étalonnage de la part des utilisateurs.

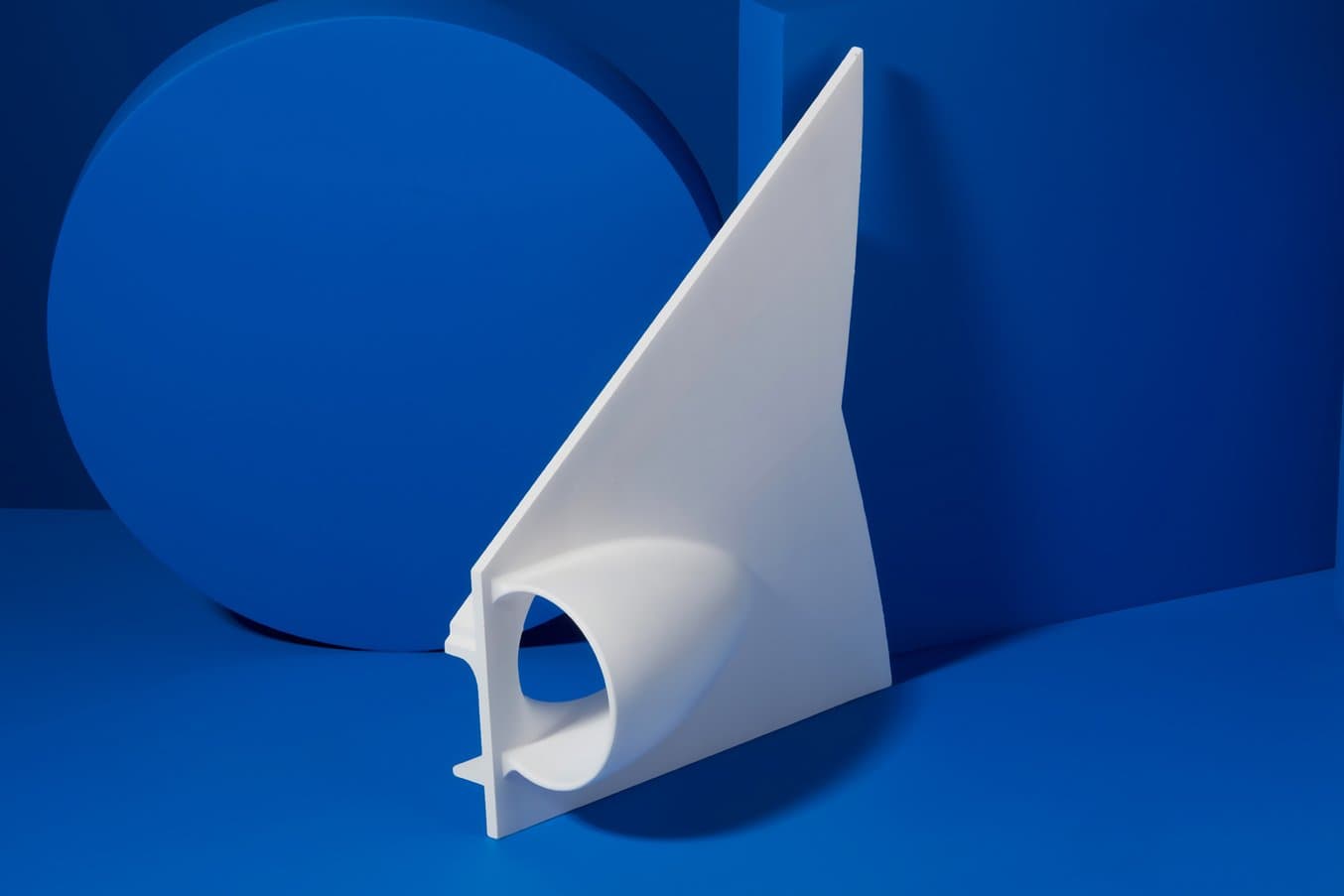
Un modèle réduit fonctionnel d’un moteur à combustion interne de deux cylindres à plat alimenté par air comprimé et lubrifié à l’huile minérale, imprimé avec des résines Formlabs.
Tolérancement en impression 3D
En usinage traditionnel, les coûts augmentent de manière exponentielle lorsque les valeurs de tolérance diminuent. Un intervalle de tolérance faible implique des phases d’usinage plus nombreuses et plus lentes qu'un intervalle plus large. Les pièces usinées sont donc conçues avec des intervalles de tolérance les plus larges possible pour une application donnée.
Contrairement à l'usinage, l'impression 3D ne comporte qu'une seule étape de production automatisée. Imposer des intervalles de tolérance faibles peut demander plus de travail au moment de la conception, mais se traduira par des économies de coûts et de temps substantielles lors du prototypage et de la production.
De plus, alors qu'un surfaçage complexe ajoute des coûts à un processus comme le fraisage CNC, l'impression 3D peut produire des pièces complexes sans frais additionnels, bien que les tolérances d'une pièce imprimée en 3D ne puissent pas être automatiquement affinées au-delà de ce que l'imprimante peut produire sans recourir à des méthodes soustractives. L'impression 3D est une excellente option si vous souhaitez des éléments comme des contre-dépouilles et des surfaces complexes, et si vous n'avez pas nécessairement besoin d'une précision de surface supérieure à ±0,127 mm (usinage standard). Les tolérances au-delà de l'usinage standard doivent être atteintes par soustraction, soit par finition manuelle, soit par usinage, tant pour les pièces imprimées en 3D que pour les pièces CNC.
Dans l'ensemble, l'impression 3D résine (SLA et DLP) et l'impression 3D par fusion sur lit de poudre (SLS et MJF) présentent la plus grande tolérance parmi les technologies d'impression 3D plastique disponibles sur le marché. Si on compare sa précision à celle de l'usinage, l'impression 3D SLA se situe entre l'usinage standard et l'usinage de précision.
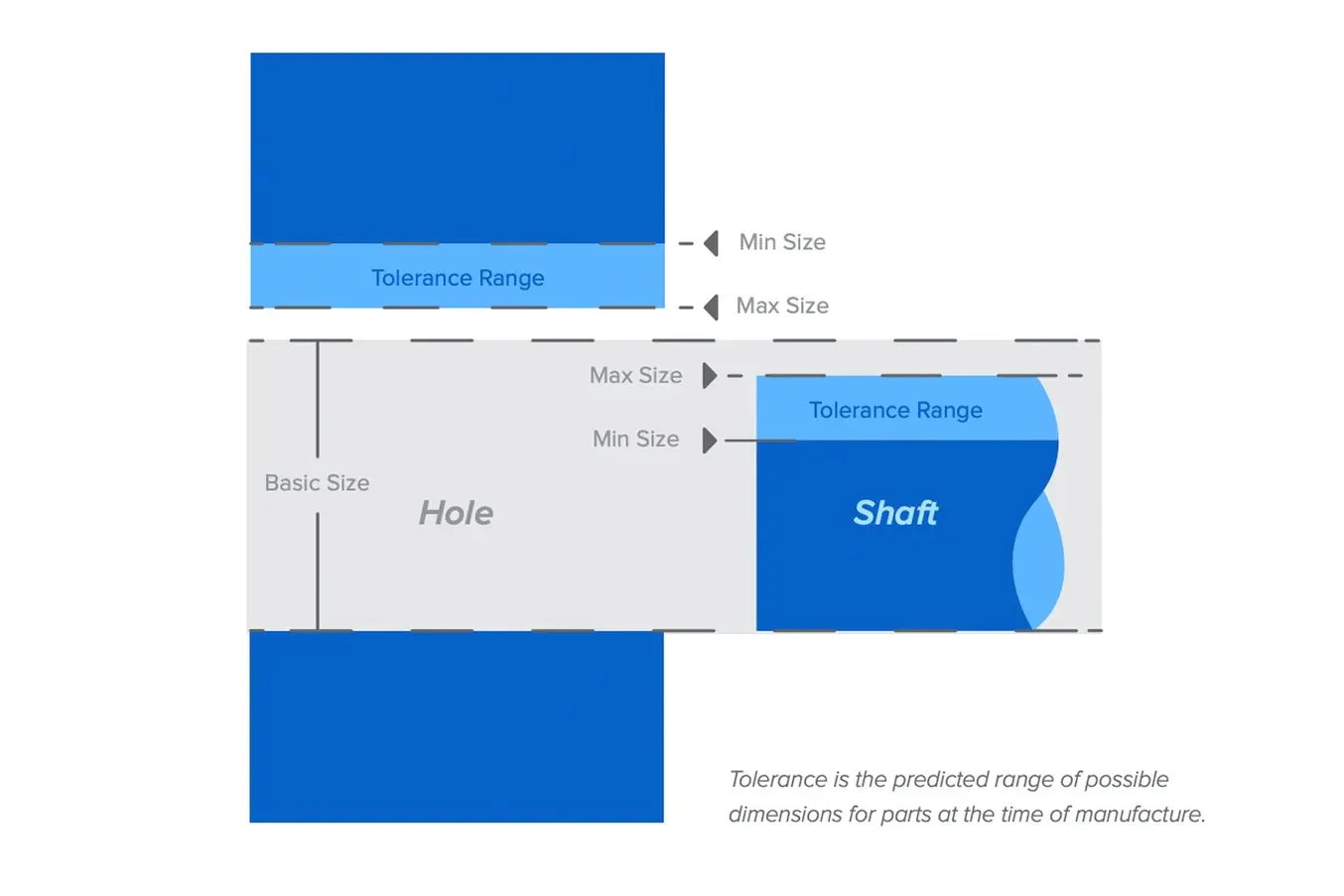
La tolérance est l’intervalle de valeurs que peuvent prendre les dimensions de pièces au moment de leur fabrication.

Guide de conception pour les imprimantes de la série Form 4
Une bonne impression 3D commence par un modèle bien conçu. Suivez bien ces bonnes pratiques pour optimiser vos modèles et réduire les erreurs d’impression.
Guide de conception pour les imprimantes de la série Fuse
Dans ce guide de conception, vous découvrirez certains points importants à prendre en compte pour concevoir des pièces que vous souhaitez fabriquer avec l'imprimante SLS Fuse 1, et comment vous pouvez tirer parti de ces pratiques pour créer des pièces réussies.
Définition des tolérances pour des assemblages de grande taille et la fabrication de petites séries
Les concepts de tolérance et d'ajustement sont essentiels en ingénierie de conception d'assemblages mécaniques. Prendre en compte les tolérances optimise finalement tant le processus de prototypage que celui de production, en réduisant le coût des matériaux lié aux itérations et le temps consacré au traitement après impression, et en atténuant le risque que des pièces se brisent accidentellement. Du fait de son coût statique par pièce, l'impression 3D est un procédé rentable de prototypage et de fabrication de petites séries, en particulier pour des pièces sur mesure qui sans cela nécessiteraient des investissements importants dans la fabrication de moules.
En général, les matériaux d'impression 3D plus souples ont une zone de tolérance plus large que les matériaux plus rigides. Pour les ensembles imprimés en 3D en particulier, concevoir avec les bonnes tolérances et un bon ajustement à l'esprit réduit le temps passé en post-traitement, facilite l'assemblage et diminue les coûts de matériaux et d'itérations.
Les étapes de post-traitement des assemblages imprimés en 3D comprennent le nettoyage, le ponçage des supports et la lubrification. Le ponçage de la surface de contact est une méthode envisageable pour obtenir l’ajustement voulu si la pièce doit être imprimée en un seul exemplaire, car cela nécessite moins de travail de tolérancement lors de la phase de conception. Dans le cas d’assemblages volumineux ou de la production d’une pièce en série, un tolérancement dimensionnel exact devient vite avantageux.
Dans cette section, nous présenterons différents types d'ajustements techniques, et notamment les bases des ajustements avec jeu, avec jeu incertain et avec serrage, et les raisons de leur choix dans différents types d'assemblage.
Choix du meilleur type d'ajustement mécanique
Pour bien comprendre les tolérances optimales en impression 3D et les appliquer à la conception, il est important de déterminer le type d'ajustement qui fonctionnera le mieux pour l'assemblage considéré.
Ce sont les besoins fonctionnels de l'assemblage qui définissent comment les pièces devront s'assembler.
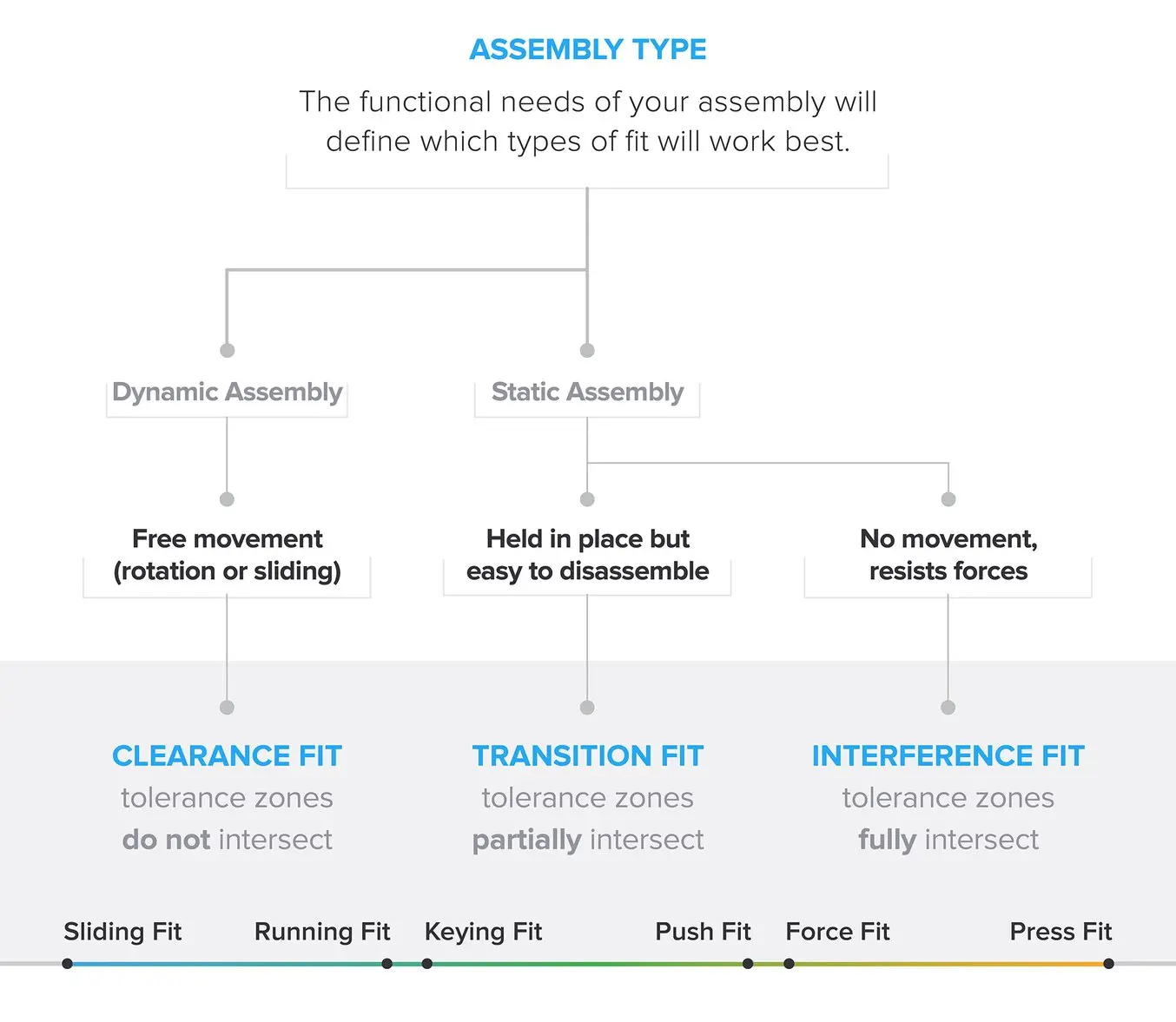
Ils se classent en trois types : ajustements avec jeu, ajustements avec jeu incertain et ajustements avec serrage. Chacun des types se divisent ensuite en deux sous-catégories principales.
Il existera toujours des variations dans les tolérances selon les différentes méthodes de fabrication et en fonction des procédés d'impression 3D. Les ajustements forment donc un continuum plutôt que des classes bien séparées. Par exemple, augmenter la tolérance d’un ajustement avec jeu favorise la liberté de mouvement aux dépens de la précision. Les ajustements incertains plus serrés sont plus solides mais l’assemblage est soumis à une contrainte plus forte. Un ajustement à serrage requiert plus de force appliquée à l’assemblage, mais celui-ci sera plus difficile à désassembler.
Ajustement avec jeu
Pour que l’une des pièces puisse se mouvoir librement, il faut qu’un jeu, c’est-à-dire un espace libre, existe entre les surfaces de contact. Il faut pour cela s’assurer que les zones de tolérance de chacune des surfaces actives ne se recouvrent pas.
Une surface active est une région du modèle où deux surfaces se touchent, avec ou sans mouvement l'une par rapport à l'autre.
Sous-catégories :
- Un ajustement coulissant présente un jeu latéral, alors qu’un ajustement tournant ne présentera pratiquement pas de jeu.
- Un ajustement tournant présente plus de frottement mais un mouvement plus précis.
Le jeu est un espace libre permettant un mouvement dans une direction incertaine à l’intérieur d’un assemblage mécanique.
Ajustement avec jeu incertain
Si les pièces n'ont pas besoin de bouger l'une par rapport à l'autre, un ajustement avec jeu incertain facilitera l’assemblage et le désassemblage. L’ajustement à jeu incertain présente des intervalles de tolérances qui se recouvrent partiellement.
Sous-catégories :
- Dans un ajustement par clavetage, l’une des pièces s'insère avec précision dans l’autre ou autour d’elle. Elles s’assemblent ou se désassemblent en appliquant une force de faible intensité.
- Un ajustement dur demandera une force de plus haute intensité pour assembler et désassembler les pièces, mais cela pourra encore se faire manuellement.
Ajustement avec serrage
Un ajustement à serrage fournit une liaison des pièces rigide et solide, mais requiert une force de bien plus grande intensité à l’assemblage. Dans ce cas, les zones de tolérance se recouvrent complètement.
Sous-catégories :
- Un ajustement pour emmanchement en force requiert une force de grande intensité à l’assemblage, produite généralement à l’aide d’un outil tel un marteau. L’assemblage est conçu pour être permanent.
- Avec un ajustement pour emmanchement à la presse, l’assemblage requiert une force encore plus importante, produite par une presse ou un outil équivalent.
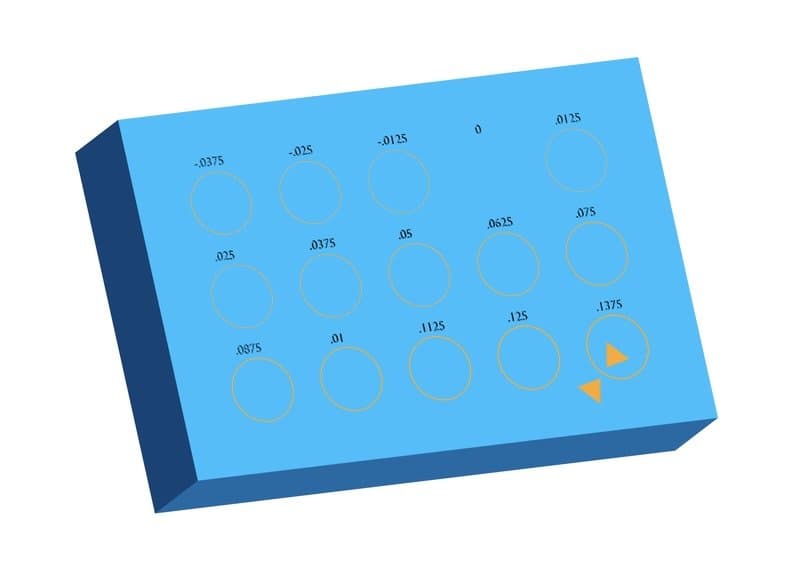
Mesure et application de la tolérance
Pour trouver la tolérance à appliquer à chaque type d’ajustement en conditions réelles, il est utile d'analyser toute une gamme de figures géométriques communes, notamment les suivantes.
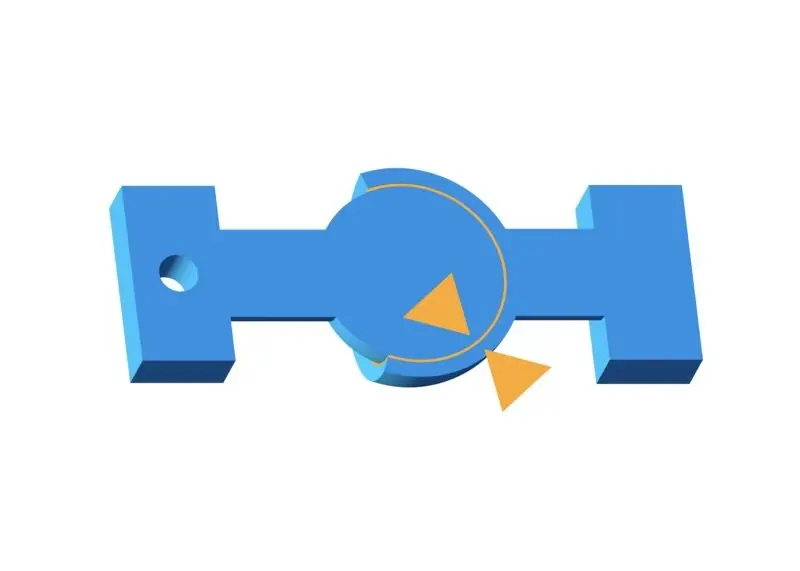
Alésage et arbre
Un assemblage « alésage et arbre » nécessite généralement un jeu qui peut aller d’un ajustement coulissant à un ajustement tournant en fonction de la précision requise. Un ajustement tournant demandera une lubrification adéquate pour permettre la liberté de mouvement.
Liaison sphérique (sphère et rotule)
Un jeu suffisant est impérativement nécessaire pour permettre à la sphère de tourner librement dans la rotule. Cependant, il existe une très grande interférence entre le rayon de la sphère et l’ouverture de la rotule. Cette ouverture doit se déformer suffisamment pour permettre l’insertion de la sphère, mais sans lui permettre de s’échapper lors d’un usage normal.
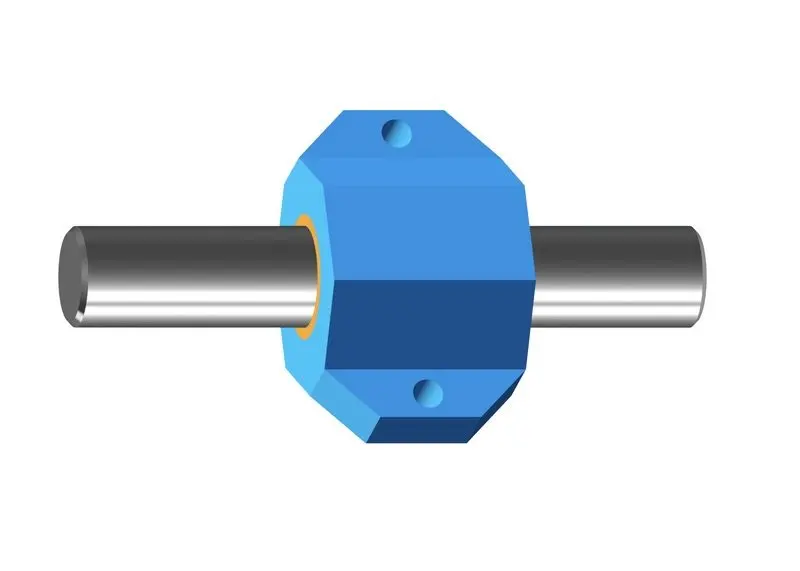
Liaison pivot glissant (tige et bague)
Une bague est un type de palier lisse conçu pour pouvoir glisser librement et de manière fluide le long d’une tige. Un ajustement avec jeu est nécessaire entre la tige et la bague. En fonction de l’application, ce jeu peut être plus ou moins élevé.
Frottement
L’intensité de la force de frottement entre deux composants est le produit de la force appliquée sur la surface de contact (exposée directement à l’ajustement) et d’une constante (le coefficient de frottement) propre à chaque matériau. Le coefficient de frottement est utile pour prédire la résistance que vos pièces devront opposer au mouvement et à l’usure, et le comportement que vous pouvez attendre des résines Formlabs par rapport aux autres matériaux habituels.

Formlabs teste le coefficient de frottement à l’aide d’une table de mesure, d’un bâti lesté et d’un dynamomètre.
Une onctuosité élevée, comme celle de Tough 1000 Resin, se traduira par un frottement par glissement plus faible. Le faible coefficient de frottement de cette résine la rend particulièrement adaptée aux composants mobiles qui interagissent dans des assemblages cinétiques.
Les composants coulissants tels que des rails, des pistons et des axes présentent un frottement réduit si l’aire active des deux surfaces en contact est réduite. Ceci s’obtient en orientant les objets à imprimer dans PreForm de manière à ce que le motif du « grain » des couches soit perpendiculaire entre les pièces. Si le grain est parallèle entre les pièces, les sillons des couches vont entrer en adhérence, ce qui augmentera la surface de contact et entraînera davantage de frottement statique et cinétique.
Diagramme à l’échelle microscopique de frottement entre des orientations de surface.

À gauche : frottements statique et cinétique maximaux. Au milieu : frottement statique élevé et frottement cinétique modéré. À droite : frottements statique et cinétique minimaux.
L’orientation perpendiculaire a montré des coefficients de frottement moindres aussi bien lors du test statique que du test cinétique. Le coefficient de frottement statique est influencé de manière plus significative par l'orientation du grain. Le frottement entre les pièces diminue avec le temps en raison de l’usure des surfaces. C’est bien souvent bénéfique aux assemblages cinétiques. Le ponçage et le polissage sont d’ailleurs deux exemples d’usure délibérée. Mais attention, car une usure excessive a tendance à augmenter le jeu entre les pièces. Le meilleur moyen d’éviter l’usure à long terme est la lubrification.
Pour certaines applications telles que les rouleaux, les roues et les pinces robotisées, davantage de frottement est souhaitable. Pour ces applications, sélectionner un matériau ayant un coefficient de frottement plus élevé et une onctuosité plus faible.
Lubrification
Les lubrifiants sont essentiels pour maintenir les composants en bon état de fonctionnement dans les assemblages cinétiques. L’huile minérale est un lubrifiant très répandu et peu onéreux souvent utilisé dans les pièces imprimées par SLA. Les lubrifiants à base d’huile de silicone tels que Super Lube®, eux, sont tout aussi efficaces et le restent plus longtemps sans devenir collants.
Composants collés
Pour faire adhérer entre eux des composants imprimés à l’aide de colle, un ajustement à faible jeu est souhaitable. La colle cyanoacrylate (Super Glu) peut combler les vides peu importants en raison de sa faible viscosité. Une seringue de résine traitée à la main (et en portant les lunettes de sécurité appropriées) à l’aide d’un stylo laser UV ou bleu-violet (405 nm) peut permettre de souder des pièces entre elles par assemblage en angle à plat-joint.
Usinage de pièces imprimées
Les étapes de post-traitement les plus courantes pour les assemblages imprimés sont le ponçage, le polissage et la lubrification. Dans certains cas, il peut être utile d’usiner une pièce en plastique après impression, par exemple si les tolérances de la pièce doivent être en dessous de 0,025 mm, ou pour modifier la pièce après impression.
Percer des trous à l’aide d’une perceuse ou ajouter un filetage avec un taraud peut être plus rapide et efficace que de réimprimer la pièce si les outils existent et que le plan de la pièce a changé en cours d’impression. De toute la gamme de matériaux Formlabs, ce sont les résines Tough– notamment Tough 1000 Resin, Tough 1500 Resin, et Tough 2000 Resin – qui résistent le mieux à l’usinage grâce à leur allongement et leur solidité élevés. Les autres résines Formlabs peuvent aussi être usinées, même si elles demandent des techniques moins intrusives et des vitesses d’outil plus élevées.
Trouvez le matériau d'impression 3D adapté à votre application
Dans la conception de produits, spécifier l’ajustement en fonction des propriétés des matériaux et de la fonction mécanique est une nécessité. Les types d’ajustement pour des formes géométriques courantes sont largement applicables à de nombreux assemblages de manière à produire des prototypes fonctionnels en moins d’itérations. Pour encore plus d’efficacité et une compréhension intuitive de la manière dont les pièces s’ajusteront entre elles, n’hésitez pas à imprimer les modèles de test dans une grande variété de matériaux pour observer leur comportement.
Il existe de très nombreux autres attributs à prendre en compte lors de l'évaluation des imprimantes 3D. Vos pièces doivent-elles être isotropes? Quelles sont les propriétés mécaniques requises ? Choisir le bon matériau est essentiel pour créer des impressions fonctionnelles. Les matériaux Formlabs varient considérablement en termes de résistance à la rupture, d'allongement et de résistance à l'usure.
Utilisez la page de comparaison des matériaux Formlabs pour identifier le matériau le plus adapté à votre application ou demandez un échantillon gratuit pour juger de la qualité par vous-même.