
Au cours de cette dernière décennie, les progrès technologiques ont fait de l'impression 3D résine (également appelée photopolymérisation en cuve) l'une des principales méthodes de production pour imprimer des pièces hautement détaillées pour le prototypage rapide, l'outillage rapide, les aides à la fabrication et même les pièces d'utilisation finale. Les raisons en sont sa grande précision, sa vitesse d'impression, le grand choix de matériaux disponibles et les propriétés mécaniques isotropes des pièces.
Les fabricants d'imprimantes 3D résine ont introduit plusieurs innovations en matière de matériel, de logiciel et de science des matériaux, si bien que différents types de processus d'impression 3D résine se sont développés.
Pendant des années, la stéréolithographie (SLA) et le Digital Light Processing (DLP) ont été les deux principaux types d'impression 3D résine. Ces dernières années, ces technologies se sont ramifiées en d'autres nouvelles sous-classes, notamment l'impression 3D par affichage à cristaux liquides (LCD) et la stéréolithographie masquée (MSLA).
Auparavant, toutes ces technologies d'impression 3D résine étaient complexes et coûteuses, mais les imprimantes 3D résine compactes d'aujourd'hui sont adaptées aussi bien au bureau qu'à l'atelier, et produisent des pièces de qualité industrielle avec d'excellentes propriétés mécaniques et esthétiques à un prix abordable.
Dans ce guide, nous examinons les détails et les avantages de tous les procédés d'impression 3D résine, ainsi que leur coût et les domaines d'application pour lesquels ils sont les plus performants.

Réserver une consultation gratuite
Contactez nos experts en impression 3D pour une consultation individuelle afin de trouver la bonne solution pour votre entreprise, recevoir une analyse du retour sur investissement, des essais d’impression, et plus encore.
Qu'est-ce que l'impression 3D SLA ?
Les imprimantes SLA traditionnelles utilisent de grandes cuves de résine liquide dans lesquelles la couche supérieure est durcie de manière sélective par un laser situé au-dessus de cette cuve. Ces systèmes étaient volumineux, extrêmement chers et exigeaient une infrastructure complexe, ce qui limitait leur utilisation aux entreprises du classement Fortune 500 ou d'une taille comparable.
En 2011, Formlabs a introduit la stéréolithographie inversée avec la Form 1. Dans le processus d'impression SLA inversé, une source de lumière (un laser dans le cas de la Form 1) durcit une section transversale de la pièce à travers un bac à résine doté d'un fond transparent. Ainsi, seule une fine couche de résine doit être déposée à chaque fois, puis durcie. Cette technologie permet de produire des pièces en résine avec une imprimante beaucoup plus petite, capable de tenir sur un bureau.
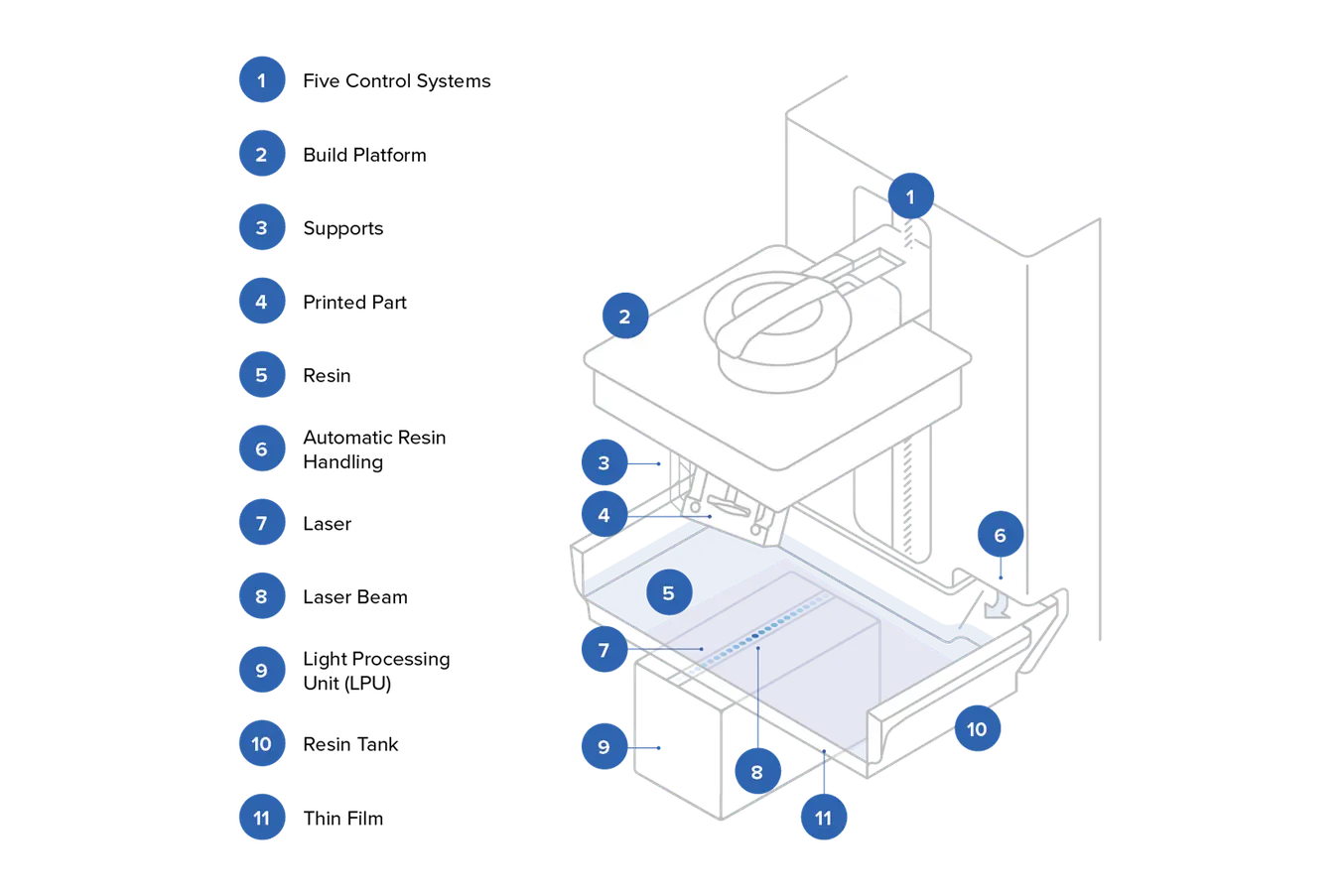
Représentation graphique du système d'impression Low Force Stereolithography™ (LFS) de Formlabs, une forme avancée d'impression 3D SLA.
Avec l'introduction de la Form 2 en 2015 et le lancement ultérieur d'une gamme plus large de matériaux, l'impression 3D SLA est devenue une solution plus fiable et plus appropriée pour les utilisateurs professionnels dans différents domaines.
En 2019, Formlabs a lancé la Form 3 et la Form 3L. Ces machines ont recours à la Low Force Stereolithography™ (LFS), un procédé qui utilise un bac à résine à fond flexible pour faciliter le détachement de la pièce imprimée du fond du bac afin de réduire les forces exercées sur la pièce.
Cette forme avancée de stéréolithographie offre une qualité de surface et une précision d'impression incroyables. La réduction des forces d'impression permet également d'utiliser des structures de support à point de contact réduit qui peuvent être facilement détachées. De plus, ce processus permet d'augmenter le volume d'impression et les possibilités d'utiliser des matériaux avancés prêts pour la production.

Guide de l'impression 3D stéréolithographique (SLA)
Vous cherchez une imprimante 3D pour créer des modèles 3D haute résolution ? Téléchargez notre livre blanc pour découvrir comment fonctionne l’impression SLA et pourquoi elle est tant utilisée pour créer des modèles aux détails incroyables.
Qu'est-ce que l'impression 3D DLP ?
Le traitement numérique de la lumière (DLP) est un procédé d'impression 3D résine qui utilise un projecteur de lumière au lieu d'un laser pour durcir en une seule fois des couches entières de résine liquide.
Dans les imprimantes DLP, la lumière est projetée à l'aide d'une série de micro-miroirs alignés sur une puce semi-conductrice. Ces micro-miroirs représentent chacun un voxel (ou pixel 3D) de la pièce imprimée. La résolution de la pièce est déterminée par le nombre de micro-miroirs et la taille de la zone de fabrication.
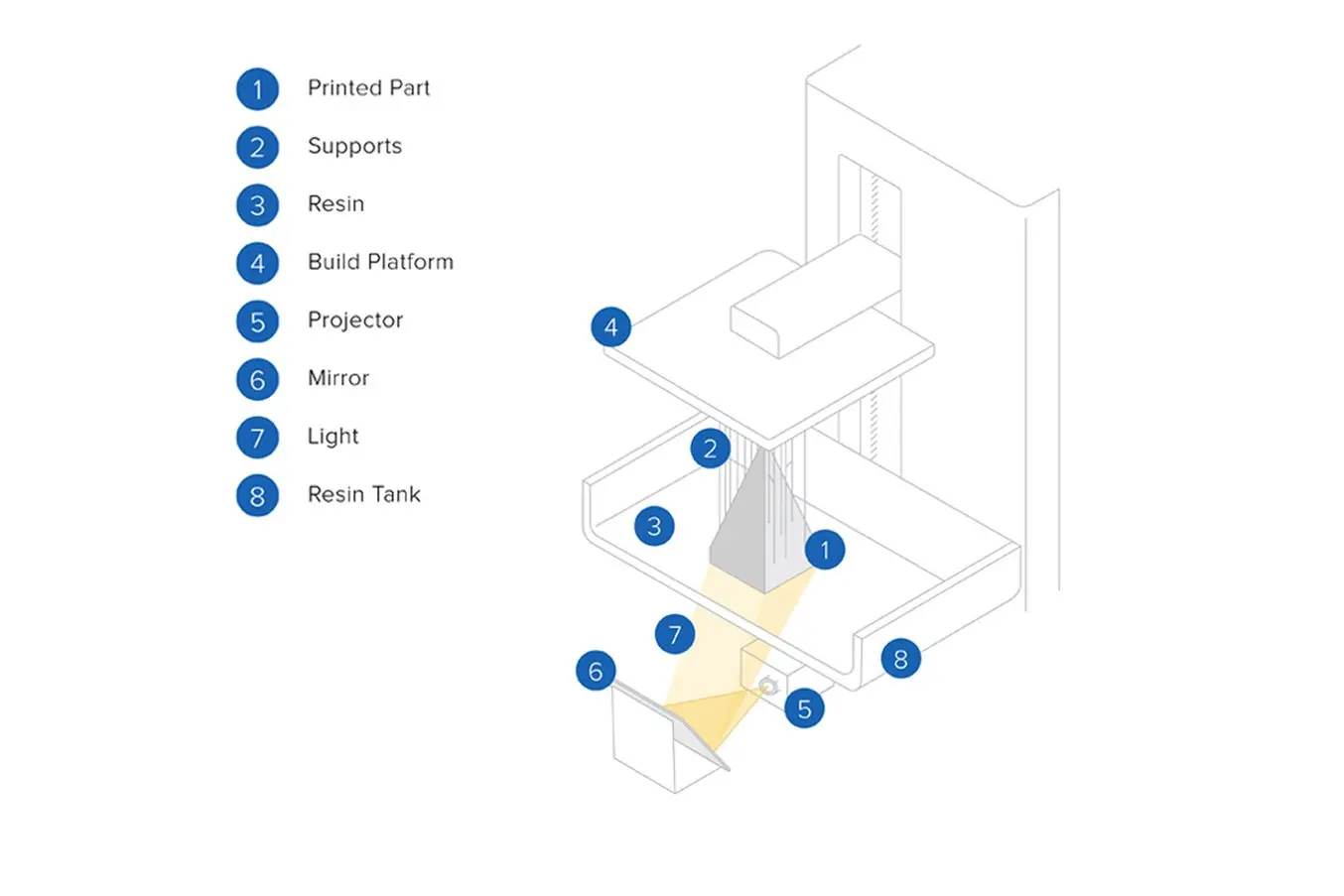
Représentation graphique de l'impression 3D par traitement numérique de la lumière (DLP).
Comme la lumière est immédiatement projetée sur toute une section de la pièce, le durcissement des différentes couches est très rapide. C'est pourquoi les imprimantes 3D DLP offrent généralement des temps d'impression plus courts.
Tout comme l'impression 3D SLA inversée a rendu possible l'utilisation d'appareils au format de bureau au lieu des grandes imprimantes traditionnelles, les imprimantes DLP inversées sont devenues plus abordables et plus accessibles grâce à leur format de bureau compact.
Qu'est-ce que l'impression 3D MSLA (ou impression 3D LCD) ?
La stéréolithographie masquée (MSLA) désigne tout processus de photopolymérisation dans lequel la source de lumière est sélectivement masquée ou couverte pour l'impression 3D. Le terme est souvent utilisé comme synonyme d'impression 3D LCD, car les imprimantes MSLA utilisent généralement des écrans LCD pour masquer la lumière et ne durcir que la forme souhaitée. Cependant, le MSLA peut également inclure d'autres technologies, car il signifie simplement impression 3D résine masquée, quels que soient le type de source lumineuse et la technique de masquage.
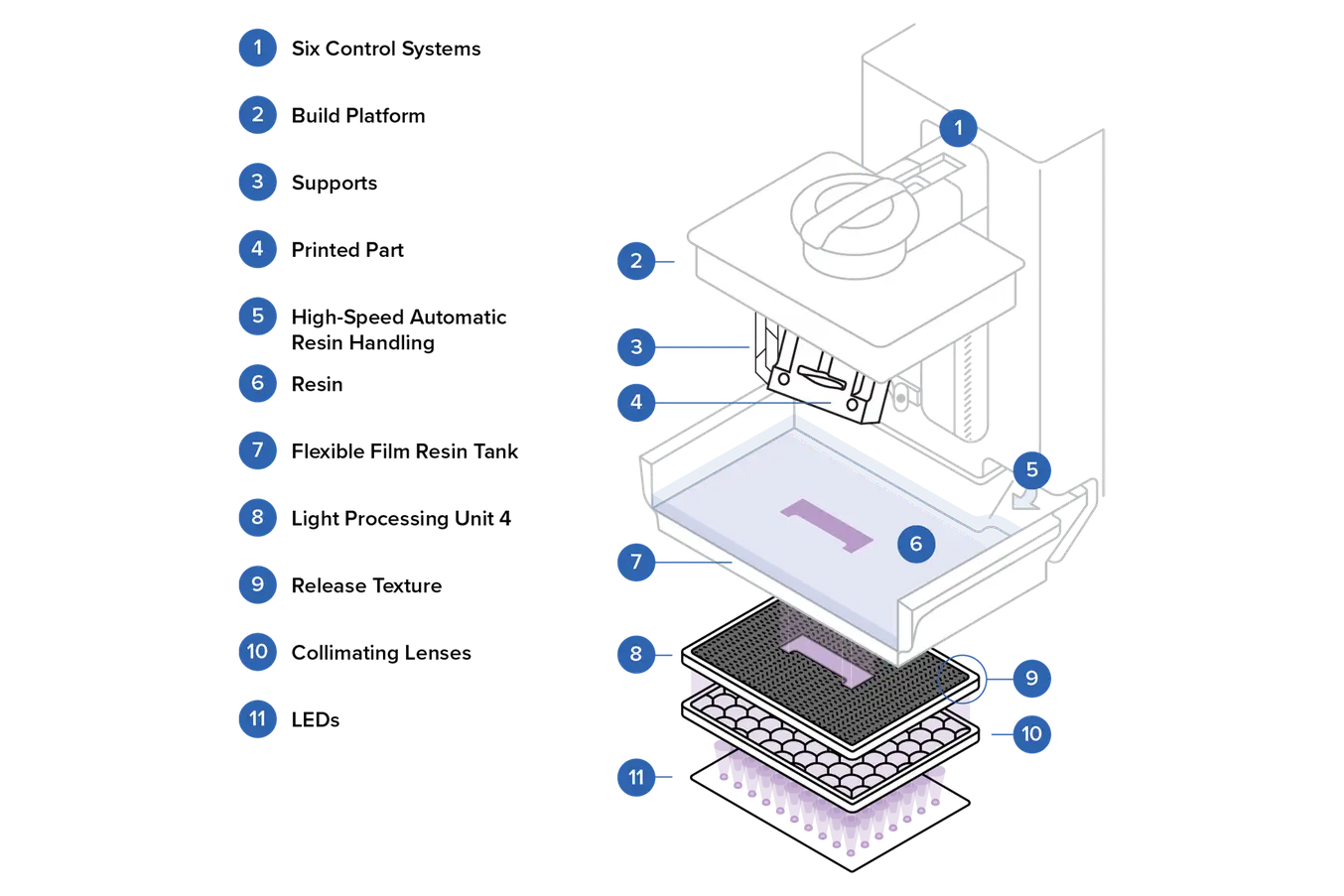
Représentation graphique du système d'impression Low Force Display™ (LFD) de Formlabs, une forme avancée d'impression 3D MSLA.
L'utilisation d'écrans LCD dans l'impression 3D résine a commencé après le développement de l'impression SLA laser et du procédé DLP. Elle a été favorisée par le fait que les technologies d'affichage connaissaient un développement rapide en raison de leur présence dans d'autres produits électroniques. Depuis peu, on est en mesure de produire des écrans LCD avec de petites tailles de pixels et un taux de transmission élevé de la lumière avec une longueur d'onde de 405 nm. Il s'agit de la longueur d'onde communément utilisée pour le durcissement de la résine liquide.
Comme les LED projettent leur lumière en même temps, les imprimantes 3D MSLA durcissent presque instantanément les différentes couches de résine et atteignent ainsi des vitesses d'impression aussi rapides que les imprimantes 3D DLP.
Plus un écran LCD est dense, plus la taille des pixels est petite et plus la résolution de la partie imprimée est élevée. Les pixels plus petits présentent toutefois un inconvénient. Une densité de pixels plus élevée (pixels plus petits) entraîne une transmission de lumière plus faible, ce qui réduit la puissance optique de la lumière qui atteint la résine liquide et ralentit ainsi la vitesse d'impression.
Le système d'impression Low Force Display™ (LFD) de Formlabs est une forme avancée d'impression 3D MSLA et a été développé pour la Form 4 et la Form 4L. Le LFD est basé sur une toute nouvelle solution technologique composée d'une unité d'éclairage, d'une unité de traitement de la lumière (LPU), d'une texture de décollement, d'une caméra intégrée et plus encore. En outre, le système s'accompagne de nombreuses autres améliorations grâce aux modifications apportées au bac à résine avec film flexible, à la cartouche de résine, à la distribution automatique de résine et au système de contrôle intelligent. Grâce à toutes ces fonctions, l'imprimante offre la vitesse, la fiabilité et la qualité des pièces dont les professionnels ont besoin, le tout dans un seul et même appareil.
Comparaison des procédés d'impression 3D SLA, DLP et MSLA/LCD
L'impression 3D SLA laser, l'impression 3D DLP et l'impression 3D MSLA/LCD sont toutes des méthodes de stéréolithographie, car tous ces processus durcissent la résine liquide à l'aide d'une source lumineuse. Certaines des différences entre ces méthodes d'impression à base de résine sont dues à la précision, à la résolution, à la qualité et à la robustesse de la source lumineuse, du système de traitement de la lumière et d'autres composants technologiques. D'autres facteurs, tels que le processus de travail ou les domaines d'application, varient d'un fabricant à l'autre et dépendent du logiciel, des accessoires et des matériaux disponibles.
Résolution
Dans l'impression 3D, la résolution est une caractéristique difficile à définir et à standardiser pour différents appareils et fabricants. La qualité et la précision finales des pièces imprimées dépendent de nombreux facteurs, à savoir la taille, la forme et la répartition de la lumière lors du durcissement de la résine, ainsi que le comportement de la résine en termes de diffusion, d'efflorescence et de polymérisation. Par exemple, certaines résines diffusent plus la lumière que d'autres, ce qui peut entraîner le durcissement d'une plus grande quantité de résine que souhaité et, par conséquent, l'impression de caractéristiques moins détaillées.
La résolution – autrefois définie comme « dots per inch » ou DPI pour les imprimantes à encre – est un concept facile à comprendre lorsqu'il s'agit de la répartition de l'encre sur les axes X et Y. La résolution d'une imprimante à jet d'encre peut être définie comme étant le nombre de points par pouce. Lorsque l'impression 3D s'est implantée, l'ajout de l'axe Z est venu compliquer cette définition et les normes de mesure de la résolution des pièces imprimées en 3D.
Pour déterminer la technologie d'impression 3D et le fabricant d'imprimantes offrant la meilleure résolution, il faut considérer la qualité de l'image d'une pièce sur le plan XY et la hauteur minimale de la couche sur l'axe Z. La résolution de l'impression 3D peut être déterminée par le fabricant d'imprimantes. La qualité de la représentation de la forme souhaitée dépend toutefois de plusieurs facteurs.

Les imprimantes 3D résine offrent une excellente résolution qui éclipse largement les autres méthodes d'impression 3D telles que le dépôt de fil fondu (FDM). Dans des applications telles que le prototypage rapide ou la fabrication de moules, la résolution peut faire la différence pour un produit final réussi ou pour la validation.
La résolution des imprimantes 3D SLA laser est déterminée par quatre facteurs : la taille du faisceau laser, la répartition de la puissance du faisceau laser, la précision des galvanomètres lors du guidage de la lumière sur le plan XY et la hauteur minimale de la couche sur l'axe Z. La résolution des imprimantes 3D SLA est déterminée par la taille du faisceau laser.
La taille du faisceau laser semble à première vue indiquer la taille minimale de détails permise, mais ce n'est pas le cas. Il est vrai que la taille minimale de détails est définie par la taille du faisceau laser lorsque la pièce entière est constituée d'un seul point rond : si le laser ne peut pas durcir une surface plus petite que lui-même, il n'en reste pas moins que la taille minimale de détails est définie par la taille du faisceau laser. Il ne s'agit toutefois pas d'une géométrie réaliste de pièce imprimée. Pour les pièces réalistes, le laser peut également tracer des formes et des caractéristiques plus petites que la taille du faisceau laser, car la vitesse avec laquelle le laser se déplace sur le plan XY est plus petite que les tailles de faisceau : le laser est donc capable de tracer le « bord extérieur » de détails très fins.
Par exemple, la Form 3+ a une taille de faisceau laser de 85 micromètres, mais une résolution XY de 25 micromètres. La résolution XY décrit ici la précision avec laquelle l'imprimante peut imprimer dans le plan XY (horizontal).
La résolution des imprimantes 3D DLP dépend de la taille des pixels (mesures X et Y), de la puissance et de l'uniformité de la lumière, de l'utilisation de l'anticrénelage et de la hauteur minimale de la couche sur l'axe Z, comme pour les imprimantes SLA laser.
Plus la taille des pixels est petite, plus la résolution est élevée, tout comme pour les technologies connues telles que les téléviseurs ou les appareils mobiles. Avec l'impression 3D DLP, la résolution XY est définie par la taille des pixels, la plus petite caractéristique que le projecteur peut reproduire dans une couche unique. Ceci dépend de la résolution du projecteur, la plus courante étant full HD (1080 p), et sa distance de la vitre optique. Il en résulte que la plupart des imprimantes 3D DLP de bureau ont une résolution XY fixe, généralement entre 35 et 100 microns.
La résolution des imprimantes 3D DLP diminue à mesure que le volume de production augmente, car il n'existe pas de projecteurs avec un nombre de pixels significativement plus élevé. Ainsi, les fabricants doivent augmenter la distance par rapport à la source lumineuse tout en conservant le même nombre de pixels, ce qui entraîne une diminution de la résolution et de la qualité d'impression.
La résolution des imprimantes 3D MSLA est déterminée par la taille des pixels de l'écran LCD, la collimation et l'uniformité de la source lumineuse, l'utilisation de l'anticrénelage ainsi que la hauteur minimale de la couche sur l'axe Z.
Comme pour les imprimantes 3D DLP, une taille de pixel plus petite signifie également une résolution plus élevée. La taille des pixels n'est toutefois qu'un facteur parmi d'autres. Pour l'impression MSLA, la lumière doit être fortement collimatée (c'est-à-dire qu'elle doit se déplacer en rayons parallèles) et ne doit pas se disperser lorsqu'elle passe par un pixel de l'écran LCD. La lumière doit également être extrêmement uniforme pour que la résine soit polymérisée par chaque pixel de l'écran LCD avec la même puissance optique.
Heureusement, la hauteur de couche minimale sur l'axe Z est une mesure moins compliquée : la plupart des imprimantes 3D résine ont une hauteur de couche standard de 25 à 200 micromètres. Pour les imprimantes 3D résine inversées, la hauteur de couche dépend de la profondeur verticale de la résine qui se trouve entre la plateforme de fabrication et le fond du bac, c'est-à-dire en fait de la hauteur de chaque couche de résine durcie.
Il est temps de poser une question essentielle : la résolution joue-t-elle vraiment un rôle dans l'impression 3D résine ? La réponse est oui ; cependant, la résolution en elle-même est souvent une mesure peu informative. Elle offre une indication, mais elle n'a pas d'incidence directe sur l'exactitude, la précision, et la qualité d'impression. Une résolution plus élevée (pixels ou taille du faisceau laser plus petits dans le plan XY et couches plus petites sur l'axe Z) s'accompagne généralement aussi d'une réduction considérable de la vitesse ou même de la fiabilité (car un nombre plus élevé de couches signifie davantage de sources d'erreur possibles).
Pour voir des exemples concrets, lisez notre étude qui évalue les performances des imprimantes 3D SLA et MSLA avec différentes résolutions en termes de finition de surface, de précision dimensionnelle et de taille minimale des caractéristiques.
Exactitude dimensionnelle et précision
Comme l'impression 3D est un procédé additif, chaque nouvelle couche comporte un risque d'imprécision. Lors de la formation des différentes couches, d'infimes écarts par rapport à la forme prédéfinie de la section peuvent se produire et affecter la précision dimensionnelle de la pièce. La précision dimensionnelle dépend de nombreux facteurs : le type de procédé d'impression 3D, la conception du matériel, les propriétés de la résine, les paramètres d'impression et les étapes de post-traitement. En règle générale, les imprimantes 3D sont parmi les processus d'impression 3D les plus précis et exacts. Les différences d'exactitude et de précision dépendent principalement du modèle et du fabricant plutôt que de la technologie.
Le premier facteur essentiel qui influence la précision des impressions 3D résine est la performance optique de l'imprimante, en particulier la taille, la forme et l'uniformité de la lumière qui durcit la résine. Les imprimantes 3D professionnelles laser, telles que la Form 3+ et la Form 3B+, utilisent des galvanomètres calibrés de haute qualité pour garantir que le faisceau laser frappe la résine exactement à l'endroit prévu et qu'il suit la trajectoire prévue du laser sans déviation.
La précision des imprimantes 3D DLP est influencée par la résolution et la puissance du projecteur de lumière, ainsi que par la qualité et le calibrage des micro-miroirs. Avec les imprimantes DLP, la précision est souvent affectée par la distorsion des pixels sur les bords du plan d'impression, car la distance entre la lumière projetée par les micro-miroirs et la source lumineuse y est plus grande.
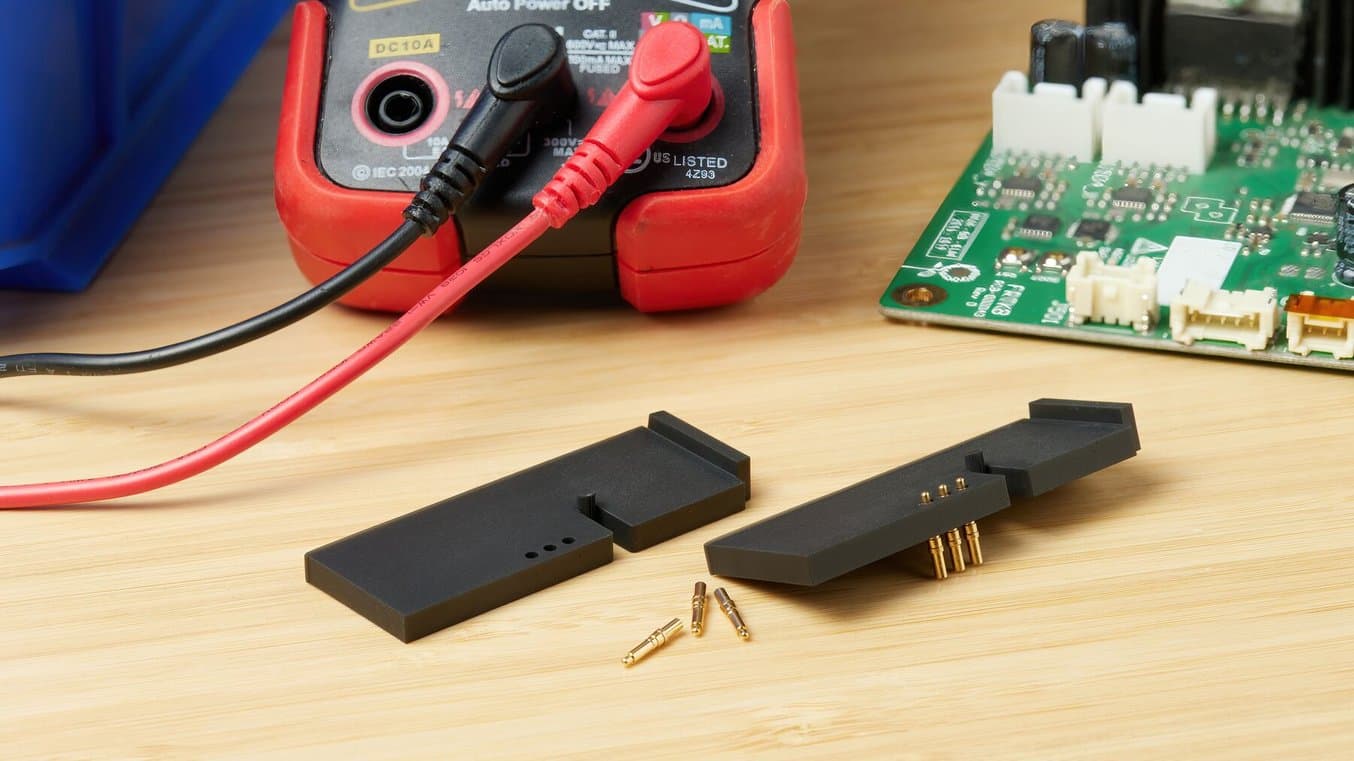
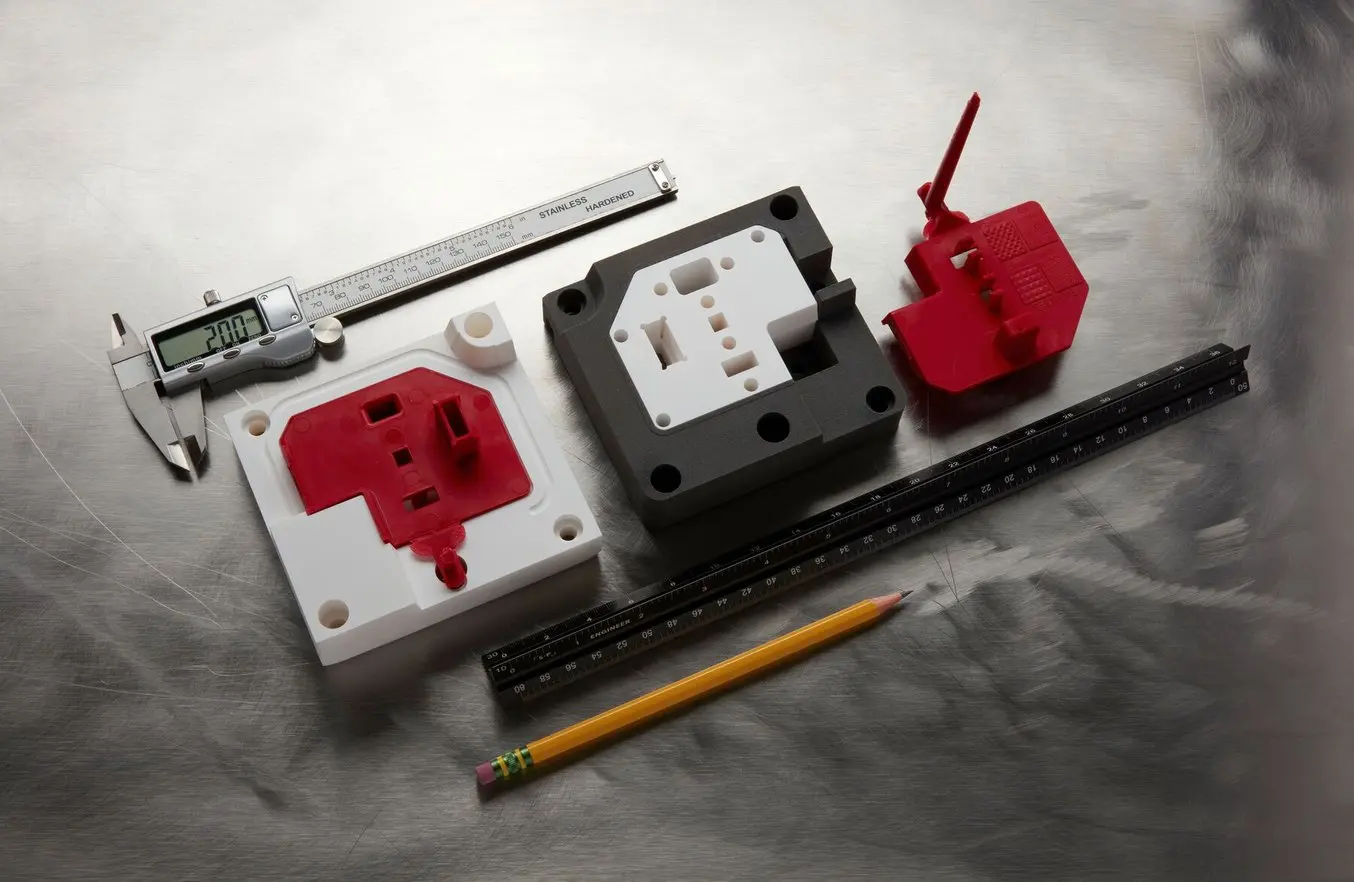
L'exactitude et la précision dimensionnelle sont très importantes pour les pièces imprimées en 3D qui sont utilisées dans des assemblages ou dans lesquels des pièces sont insérées, comme dans le cas de ces trous de broche dans l'assemblage d'une carte de circuit imprimé électronique.
La précision des imprimantes 3D LCD et MSLA est influencée par l'uniformité et la collimation de la lumière, ainsi que par la taille des pixels et la qualité de l'écran LCD. La plupart des imprimantes LCD comportent des lentilles au-dessus de la source lumineuse, mais il s'agit généralement de lentilles assez simples qui peuvent entraîner une lumière irrégulière, des points sombres ou une distorsion, et donc des pièces imprécises. La qualité de l'écran LCD lui-même est également déterminante : plus la résolution est élevée, plus l'écran LCD est capable d'exécuter les commandes du logiciel qui indiquent où la lumière doit être cachée et où elle ne doit pas l'être.
La Light Processing Unit 4 (LPU 4) de Formlabs comprend un LCD spécial avec une taille de pixel de 50 μm et un anticrénelage préréglé, qui assure une excellente précision dimensionnelle. L'unité d'éclairage de la Form 4 génère une lumière extrêmement puissante dans une projection uniforme, grâce à 60 LED ainsi qu'à un réseau de lentilles plano-convexes et à une plaque de déviation optique qui garantissent une lumière hautement collimatée et uniforme, même avec une puissance optique élevée.
Le deuxième facteur déterminant pour la précision sont les forces qui agissent sur la pièce lors de l'impression. Deux types de forces d'impression se produisent dans toutes les imprimantes résine inversées. Le processus de décollement lors du soulèvement de la plateforme de fabrication et le détachement d'une couche d'impression durcie du bac à résine génèrent des forces de décollement. Des forces s'exercent également lors de l'abaissement de la plateforme de fabrication, qui plonge la pièce à imprimer dans le bac de résine liquide. Ces forces peuvent entraîner le déplacement et la déformation des couches, ce qui se traduit finalement par une précision dimensionnelle moindre.
Certaines imprimantes utilisent des bacs à résine avec un simple film flexible qui se détache facilement des couches durcies et minimise les forces de décollement. Bien que ces bacs permettent d'obtenir une réduction des forces de décollement, ils présentent deux inconvénients majeurs. Ils utilisent un film peu résistant qui peut être facilement endommagé et qui doit être remplacé fréquemment. Ils sont également sensibles aux forces d'aspiration, c'est-à-dire à l'adhérence du film flexible sur l'écran LCD, ce qui provoque une augmentation ponctuelle des forces de décollement.
La Form 4 et la Form 4L, des imprimantes MSLA professionnelles, utilisent un bac à résine avec un film flexible à deux couches qui minimise les forces de décollement et est extrêmement robuste et résistant. La Form 4 et la Form 4L disposent en outre d'un film optique microtexturé spécialement développé appelé texture de décollement, qui maintient un flux d'air entre le bac à résine et l'écran LCD. Cette texture empêche ainsi les forces d'aspiration et améliore la précision d'impression.
La texture de décollement de l'imprimante 3D MSLA Form 4 maintient un flux d'air entre le bac à résine et l'écran LCD. Elle empêche ainsi les forces d'aspiration et augmente la précision d'impression.
Le dernier facteur clé qui a un impact sur la précision sont les propriétés de la résine liquide dans l'imprimante. Le processus de durcissement de la résine liquide dépend de nombreuses variables, dont la température de la résine, l'homogénéité, la dispersion et la viscosité. Pour chacune de ces variables, de petits changements peuvent entraîner une modification de la quantité de résine durcie, ce qui peut entraîner des variations allant jusqu'à des centaines de microns dans la taille ou la forme des couches durcies. La plupart des imprimantes 3D ne contrôlent pas ces variables, ce qui entraîne des variations dimensionnelles fréquentes et imprévisibles.
La Form 4 et la Form 4L résolvent ce problème de plusieurs manières. D'une part, la température et l'homogénéité de la résine liquide sont contrôlées avec précision à l'aide d'éléments chauffants, de capteurs de température à infrarouge et d'un mélangeur de résine extrêmement rapide. Formlabs développe et produit en outre ses propres matériaux, en contrôlant strictement la réactivité, la viscosité et les propriétés de diffusion de chaque matériau. En outre, la Form 4 et la Form 4L utilisent un logiciel de vue en coupe avancé, des calibrations matérielles de l'imprimante et des paramètres d'impression validés pour compenser automatiquement les propriétés des différents matériaux.
Comme nous l'avons déjà mentionné, l'exactitude et la précision d'une imprimante 3D ne dépendent donc pas uniquement de la technologie, mais également de la conception spécifique du matériel, des propriétés de la résine liquide, des paramètres d'impression, du calibrage et du post-traitement.

Guide de conception pour les imprimantes de la série Form 4
Une bonne impression 3D commence par un modèle bien conçu. Suivez bien ces bonnes pratiques pour optimiser vos modèles et réduire les erreurs d’impression.
Volume d’impression
Avant l'introduction de l'impression 3D SLA inversée, les imprimantes 3D résine avaient des volumes de production importants et étaient très coûteuses. L'impression 3D résine inversée a rendu la technologie plus accessible, mais ces appareils étaient souvent beaucoup plus petits, car il serait extrêmement difficile d'imprimer avec succès de grandes tâches d'impression en raison des forces de décollement élevées.
La combinaison de l'impression SLA inversée (qui permet d'utiliser de la résine à la demande au lieu de grandes cuves remplies de résine) et des nouvelles technologies de décollement permet aujourd'hui d'imprimer des volumes plus importants sans dépenser 100 000 € ou plus pour une imprimante 3D résine traditionnelle grand format. Pour des secteurs tels que les biens de consommation, la conception de produits et la santé, les imprimantes résine grand format représentent la solution idéale pour réaliser des applications grandeur nature.
Pour évaluer quel format d'imprimante résine convient le mieux à vos propres besoins, il convient de prendre en compte votre cas d'application. Il existe trois grandes catégories de produits dans le domaine de l'impression résine ayant recours à un laser : les imprimantes de bureau, d'atelier et de format industriel.

Les imprimantes 3D résine de bureau, comme la Form 4L, combinent l'impression de pièces grandeur nature avec la précision dimensionnelle, la diversité des matériaux et la qualité de surface de l'impression 3D résine.
Au cours des dernières décennies, les systèmes industriels ont été plus souvent utilisés dans les entreprises qui pouvaient à la fois faire face aux coûts élevés d'acquisition et de maintenance et répondre aux besoins plus importants en termes d'espace et d'infrastructure des imprimantes stéréolithographiques traditionnelles.
L'invention de l'impression 3D SLA inversée a permis de créer des imprimantes 3D résine de la taille d'un ordinateur de bureau. Au fur et à mesure que la technologie était adoptée par un plus grand nombre de fabricants, des imprimantes plus petites avec un volume d'impression cubique d'environ 10 à 20 cm de côté sont devenues la norme. Par exemple, la Form 3+ de Formlabs offre un volume d'impression de 14,5 × 14,4 × 19,3 cm, tandis que la Form 4, avec 20 × 12,5 × 21 cm, offre un volume de fabrication 30 % plus important.
De même, l'impression 3D résine d'atelier n'a été rendue possible que par la combinaison de la technologie SLA inversée et de techniques de décollement améliorées. Les imprimantes 3D d'atelier telles que la Form 4L, dont le volume d'impression est de 35,3 x 19,6 x 35 cm, sont idéales pour le prototypage rapide de biens de consommation à taille réelle et la production de produits finaux par impression 3D directe ou avec de l'outillage rapide imprimé en 3D..
Avec les imprimantes 3D DLP, la résolution se fait au détriment du volume d’impression. La résolution dépend du projecteur, qui détermine le nombre de pixels/voxels disponibles. Si on déplace le projecteur plus près de la vitre optique, les pixels deviennent plus petits, ce qui augmente la résolution, mais limite la zone de fabrication disponible. Certains fabricants utilisent des projecteurs avec des résolutions 4K ou même 8K. Cependant, ces derniers sont extrêmement coûteux et font donc grimper le coût du produit final.
La plupart des imprimantes DLP grand format utilisent toujours des techniques d'impression de haut en bas au lieu de technologies inversées, ce qui implique l'utilisation simultanée de grandes quantités de résine. Il en résulte que les imprimantes 3D DLP de bureau sont généralement optimisées pour des cas d'utilisation spécifiques. Elles ont un volume d'impression plus petit et offrent une haute résolution pour produire des petites pièces très détaillées, comme des bijoux, alors que d'autres peuvent produire des pièces plus volumineuses, mais à une résolution plus faible.
Les imprimantes 3D LCD sont basées sur un réseau de LED et un écran LCD de taille similaire pour le masquage. Par conséquent, l'exactitude et la précision restent les mêmes, même si le volume de production augmente. Une imprimante 3D LCD ou MSLA grand format fournit la même précision dimensionnelle qu'une version plus petite, à condition que les deux appareils utilisent des LCD avec la même taille de pixels et une source de lumière LED avec une lumière uniforme et collimatée de la même manière.
Cependant, contrairement aux imprimantes 3D SLA laser, chaque LED et chaque centimètre carré d'écran LCD supplémentaires augmentent les coûts. Les imprimantes résine peuvent utiliser le même laser, quelle que soit la taille du volume d'impression, car les galvanomètres permettent tout simplement de diriger la trajectoire du laser vers les zones les plus éloignées de la plateforme. Cependant, pour des raisons de vitesse d'impression, de nombreuses imprimantes résine laser d'atelier disposent d'un deuxième composant laser, comme la Form 3L. Cela augmente les coûts ici, tout comme l'ajout de LED supplémentaires et d'écrans LCD plus grands.
Finition de surface
Les imprimantes 3D résine sont connues pour produire des pièces avec une surface lisse qui, après un post-traitement minimal, ont l'apparence du plastique moulé par injection. Les procédés d'impression 3D résine permettent d'obtenir une bien meilleure qualité de surface grâce au durcissement de la résine liquide, que ce soit au moyen d'un projecteur, de LED ou d'un laser, que les imprimantes FDM. En fonction du design, l'impression avec tous les types d'imprimantes résine et FDM peut nécessiter des structures de support. Celles-ci peuvent laisser des traces sur la surface, qui doivent être poncées ou découpées.

La Form 4L permet d'obtenir une finition de surface qui rend plus réaliste la création de prototypes à taille réelle. La texture de ce prototype de volant, par exemple, reproduit la housse en tissu qui sera intégrée au modèle 3D.
Les couches des imprimantes 3D résine sont liées à la fois chimiquement et physiquement sur l'axe Z, c'est pourquoi la séparation entre les couches verticales est à peine perceptible. Il en résulte un aspect général plus lisse.
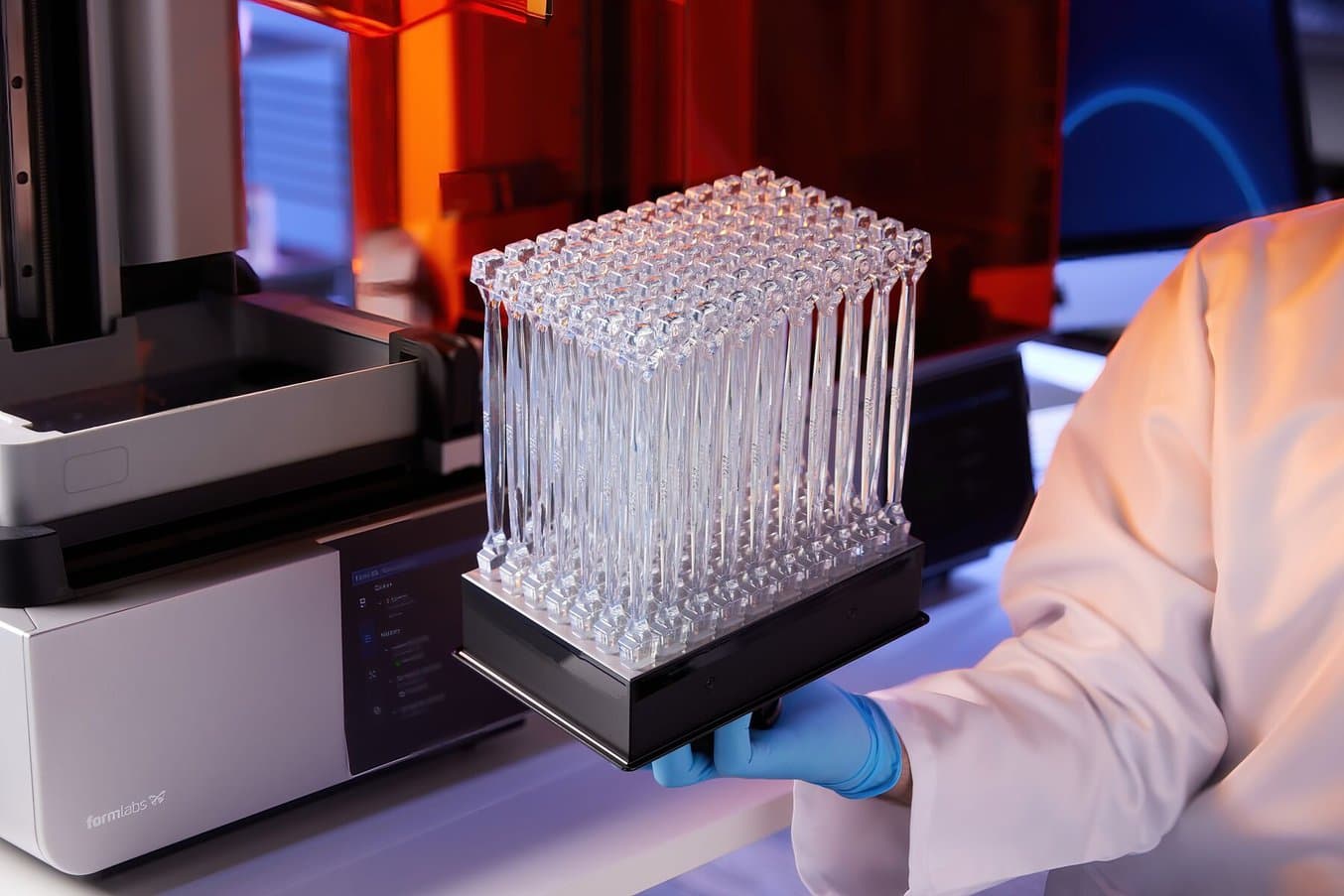
Pour les matériaux transparents comme Clear Resin, la surface lisse permet une meilleure translucidité des pièces finies. Cela rend ce procédé d'impression idéal pour les pièces qui nécessitent une transparence optique pour laisser voir des caractéristiques internes.

Les surfaces lisses permettent une transparence optique presque totale. Pour le coulage avec des moules en deux parties, cette transparence facilite le contrôle et le dépannage, car l'intérieur de la pièce est visible.
Les imprimantes 3D laser comme la Form 3+ et la Form 3L sont très populaires en raison de leurs surfaces presque entièrement lisses. Comme le faisceau laser est rond, il est possible d'imprimer des courbes vraiment rondes, et l'aspect général des pièces est également très lisse.
Les imprimantes 3D DLP et LCD donnent généralement aussi une finition de surface très lisse et ne nécessitent que peu de ponçage ou de polissage pour obtenir l'aspect des pièces moulées par injection. Cependant, les imprimantes DLP et LCD projettent la lumière à travers des voxels ou pixels qui sont rectangulaires. Auparavant, ces voxels causaient un «effet d'escalier » visible sur les axes X et Y, également appelé lignes de voxels ou de pixels.
Les imprimantes 3D DLP et LCD plus récentes utilisent des projecteurs haute résolution ou des écrans LCD avec de très petits pixels, ainsi que des techniques d'anticrénelage, dans lesquelles certains pixels sont partiellement activés. Cela permet aux imprimantes 3D DLP et LCD modernes d'obtenir une finition de surface pratiquement indiscernable des résultats obtenus par les imprimantes SLA laser.

Demander un échantillon gratuit
Examinez et constatez par vous-même la qualité Formlabs. Nous vous enverrons un échantillon gratuit imprimé en 3D.
Vitesse et volume de production
Plus les entreprises s'appuient sur l'impression 3D pour la production et l'itération rapide des conceptions, plus la vitesse d'impression prend de l'importance dans le choix de la technologie. L'imprimante 3D idéale produit des pièces de haute qualité en peu de temps, sans faire de compromis sur la précision, la fiabilité ou la performance des matériaux. Les procédés FDM et SLS ont connu une augmentation significative de la vitesse d'impression, mais l'impression 3D résine est devenue encore plus rapide, ce qui en fait le procédé de fabrication additive le plus rapide. Les nouveaux systèmes d'impression comme le LFD font encore mieux et produisent la majorité des pièces en quelques heures, et même en quelques minutes dans le cas de petites pièces.
Pour les petites pièces imprimées, la vitesse des imprimantes résine laser est comparable à celle des imprimantes 3D DLP et LCD : si le laser n'a pas besoin de couvrir une grande surface pour durcir la résine, il peut terminer rapidement les différentes couches. Toutefois, pour les pièces de taille moyenne ou grande, ou pour l'impression de lots entiers, les imprimantes 3D laser fonctionnent souvent beaucoup plus lentement que les modèles DLP ou MSLA.
Les imprimantes DLP sont déjà très populaires dans les secteurs où une impression rapide est synonyme d'augmentation des ventes, comme les laboratoires dentaires. Cependant, elles sont plus sensibles à la distorsion optique dans la zone d'impression et nécessitent des étapes de calibrage exigeantes pour atteindre une grande précision. De plus, elles sont souvent plus chères que les imprimantes 3D LCD aux performances comparables.
Les technologies MSLA avancées, comme celle de la Form 4 et de la Form 4L, offrent tout compte fait la solution d'impression 3D la plus rapide et la plus fiable. Le durcissement simultané de couches d'impression entières est le facteur qui accélère le plus l'impression, mais d'autres caractéristiques de la Form 4, telles que le bac à résine avec film flexible à double couche, la texture de décollement, la distribution accélérée et automatisée de la résine et le chauffage rapide de la résine, permettent également de réduire le temps d'impression.
La Form 4 peut terminer un volume d'impression complet en 2 à 5 heures, en fonction du matériau. Le rendement possible avec un parc d'imprimantes 3D abordables, rapides et faciles à utiliser comme la Form 4 peut égaler celui des processus traditionnels comme le moulage par injection.
Ceux qui envisagent d'utiliser des imprimantes MSLA pour la production devraient accorder une grande attention à la qualité et à la fiabilité de leurs composants. La plupart des imprimantes LCD ont la réputation de ne pas être très durables, car les écrans LCD typiques ne sont pas conçus pour les conditions rencontrées dans les imprimantes 3D. La LCU est un composant longue durée, qui devrait durer au moins un an dans des conditions d'utilisation normales. Dans un environnement de production à haut volume, cette durée de vie peut être plus proche de trois mois.
Faire évoluer son rendement est un jeu d'enfant avec les imprimantes 3D résine de bureau. Leur format pratique facilite l'ajout d'autres imprimantes et l'augmentation de la production. De plus, certains appareils peuvent être complétés par des solutions d'automatisation. Les systèmes d'impression résine de Formlabs proposent des outils avancés tels que la Form Auto pour la Form 3/B/+, qui permet d'imprimer sans interruption grâce à un retrait automatisé des pièces. Les outils d'automatisation tels que l'écosystème automatisé de Formlabs réduisent le nombre de manipulations nécessaires dans le processus d'impression. Ils simplifient ainsi les processus dans lesquels de petites pièces, en grande partie similaires (comme les modèles dentaires), sont imprimées presque en continu.

Comparaison de la vitesse d'impression : manette de jeu
| Impression 3D FDM | Impression 3D SLA | Impression 3D SLS | |
|---|---|---|---|
| 1 assemblage (3 pièces) | 10 h 32 min | 2 h 36 m | 3 h 52 min d'impression (6 h 52 min de refroidissement) |
| 5 assemblages (15 pièces) | 52 h 40 min | 13 h | 9 h 38 min d'impression (13 h 47 min de refroidissement) |
Comparaison des imprimantes et des paramètres d'impression :
- Imprimante 3D FDM : Bambu Lab X1, PLA Basic, épaisseur de couche de 120 microns, densité de remplissage de 15 %
- Imprimante 3D SLA : Form 4, Grey Resin, épaisseur de couche de 100 microns
- Imprimante 3D SLS : Fuse 1+ 30W, Nylon 12 Powder, épaisseur de couche de 110 microns

Comparaison de la vitesse d'impression : connecteur électrique
| Impression 3D FDM | Impression 3D SLA | Impression 3D SLS | |
|---|---|---|---|
| 1 assemblage (2 pièces) | 2 h 38 min | 1 h 3 min | 3 h 30 min d'impression (6 h 27 min de refroidissement) |
| 50 assemblages (100 pièces) | 84 h | 13 h 2 min | 12 h 59 min d'impression (13 h 49 min de refroidissement) |
Comparaison des imprimantes et des paramètres d'impression :
- Imprimante 3D FDM : Bambu Lab X1, PLA Basic, épaisseur de couche de 120 microns, densité de remplissage de 15 %
- Imprimante 3D SLA : Form 4, Grey Resin, épaisseur de couche de 100 microns
- Imprimante 3D SLS : Fuse 1+ 30W, Nylon 12 Powder, épaisseur de couche de 110 microns

Comparaison de la vitesse d'impression : prototype de siège Radio Flyer
| Impression 3D FDM | Impression 3D SLA | |
|---|---|---|
| 1 prototype | 42 h 3 min | 2 h 37 min |
Comparaison des imprimantes et des paramètres d'impression :
- Imprimante 3D FDM : Ultimaker S7, PLA, épaisseur de couche de 100 microns, densité de remplissage de 20 %
- Imprimante 3D SLA : Form 4, Fast Model Resin, épaisseur de couche de 200 microns
Vous souhaitez vérifier la vitesse d'impression de vos propres pièces ? Téléchargez PreForm, le logiciel gratuit de préparation à l'impression de Formlabs, pour calculer les temps d'impression sur les imprimantes 3D SLA et SLS de Formlabs.
Processus de travail et facilité d'utilisation
Différents fabricants proposent les solutions de processus les plus diverses pour simplifier l'impression 3D résine.
Certaines imprimantes disposent d'un logiciel propriétaire qui prépare les modèles 3D pour l'impression, par exemple PreForm pour les imprimantes 3D Formlabs. Pour d'autres fabricants, il peut être nécessaire d'acheter un logiciel de vue en coupe pour aligner les modèles, créer des structures de support, découper les modèles en couches et téléverser les fichiers d'impression. Les fonctionnalités sont différentes selon les outils logiciels : par exemple, PreForm permet de configurer les impressions en un clic, et offre des contrôles manuels puissants pour optimiser la densité et les dimensions des supports, une épaisseur de couche adaptive, ou des fonctions pour gagner du temps et économiser du matériau. Par chance, il est facile de télécharger et d'essayer ce logiciel avant l'achat d'une imprimante 3D.
Se lancer dans l'impression 3D résine est souvent assez simple : de nombreuses imprimantes 3D résine, en particulier celles de bureau, sont conçues pour être prêtes à imprimer quelques minutes seulement après leur déballage. Grâce aux composants de l'imprimante tels que l'interface utilisateur et les capteurs dans l'imprimante, non seulement la première impression est un jeu d'enfant, mais l'entretien l'est tout autant.
Certaines imprimantes 3D résine moins chères nécessitent des étapes de calibrage supplémentaires pour s'assurer que le matériau imprime avec succès à la hauteur de couche souhaitée. Ces étapes peuvent inclure le versement manuel de la résine, la sélection des paramètres d'impression (sans l'avantage d'un processus validé et reproductible) ou encore l'ajustement fin des paramètres d'impression pour des impressions réussies.

L'expérience utilisateur améliorée de la Form 4 comprend un écran tactile qui est à la fois plus facile à lire et à naviguer.
L'écran tactile amélioré de la Form 4 et de la Form 4L, les systèmes de contrôle intelligents et la distribution rapide et automatique de la résine assurent un flux de travail fluide d'une simple pression d'un bouton, ce qui permet aux utilisateurs de se concentrer sur la conception et les tests de produits pendant que la Form 4/L imprime leurs pièces. Le système de cartouche repensé remplit automatiquement le bac de résine liquide. Cela nécessite moins d'attention, et les impressions de nuit sont plus faciles à réaliser. Des paramètres de support validés pour différentes hauteurs de couche donnent aux utilisateurs la liberté de choisir le support et la hauteur de couche comme ils le souhaitent, en sachant qu'ils ont été rigoureusement testés et que l'imprimante terminera la tâche avec succès.
Un autre facteur important dans le choix d'un système d'impression 3D est le processus de post-traitement. Une fois l'impression terminée, la pièce devra être lavée, éventuellement post-polymérisée, puis post-traitée, que ce soit par un simple retrait des supports ou par une méthode de post-traitement plus avancée. Les faibles forces de décollement de la Form 4 permettent de réaliser des structures de support avec de petits points de contact qui se détachent facilement. Ces structures de support faciles à retirer accélèrent le post-traitement et simplifient le processus de travail.
Plusieurs fabricants proposent une large gamme de solutions, comme le processus de travail complet de Formlabs, avec un mouvement automatique des solvants dans la Form Wash, des réglages de post-polymérisation préprogrammés pour plus de 40 matériaux dans la Form Cure et un kit de Finishing Tools pour le ponçage, le polissage et la préparation des pièces en vue de leur utilisation.
Fiabilité de la Form 4 et d’autres imprimantes 3D résine testée de manière indépendante
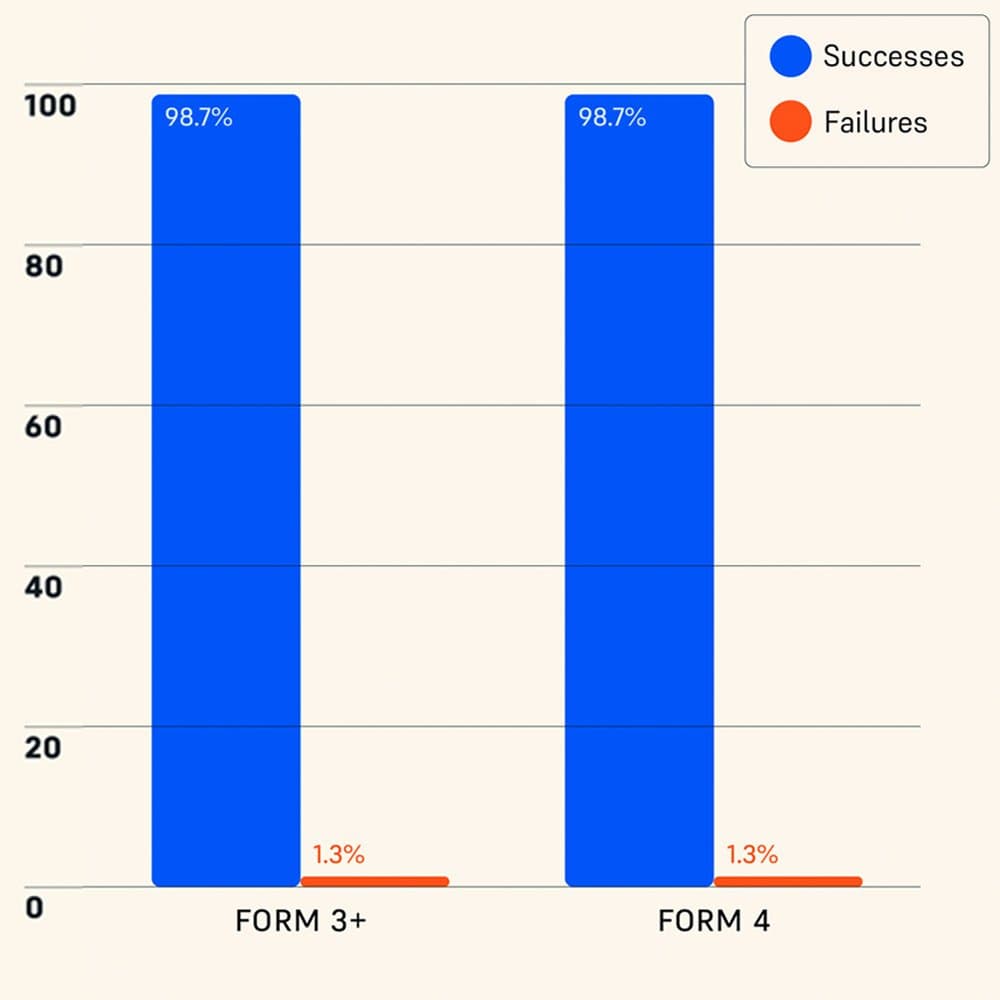
Une importante société indépendante de test de produits a mesuré un taux de réussite d'impression de 98,7 % pour la Form 4 Formlabs. Lisez une description complète de la méthodologie d’essai et consultez les résultats dans notre livre blanc.
Matériaux et applications
Pour passer facilement d'un matériau à l'autre, la plupart des imprimantes résine fonctionnent selon le principe « plug and play », grâce à des plateformes de fabrication et des bacs à résine facilement interchangeables. Comme pour l'exactitude et la précision, les matériaux disponibles diffèrent davantage d'une imprimante à l'autre que d'une technologie à l'autre. De nombreux fabricants produisent leurs propres résines, mais beaucoup d'autres préfèrent apposer une marque blanche sur les matériaux d'autres fabricants ou tout simplement proposer un système ouvert utilisable avec de nombreux types de résines.
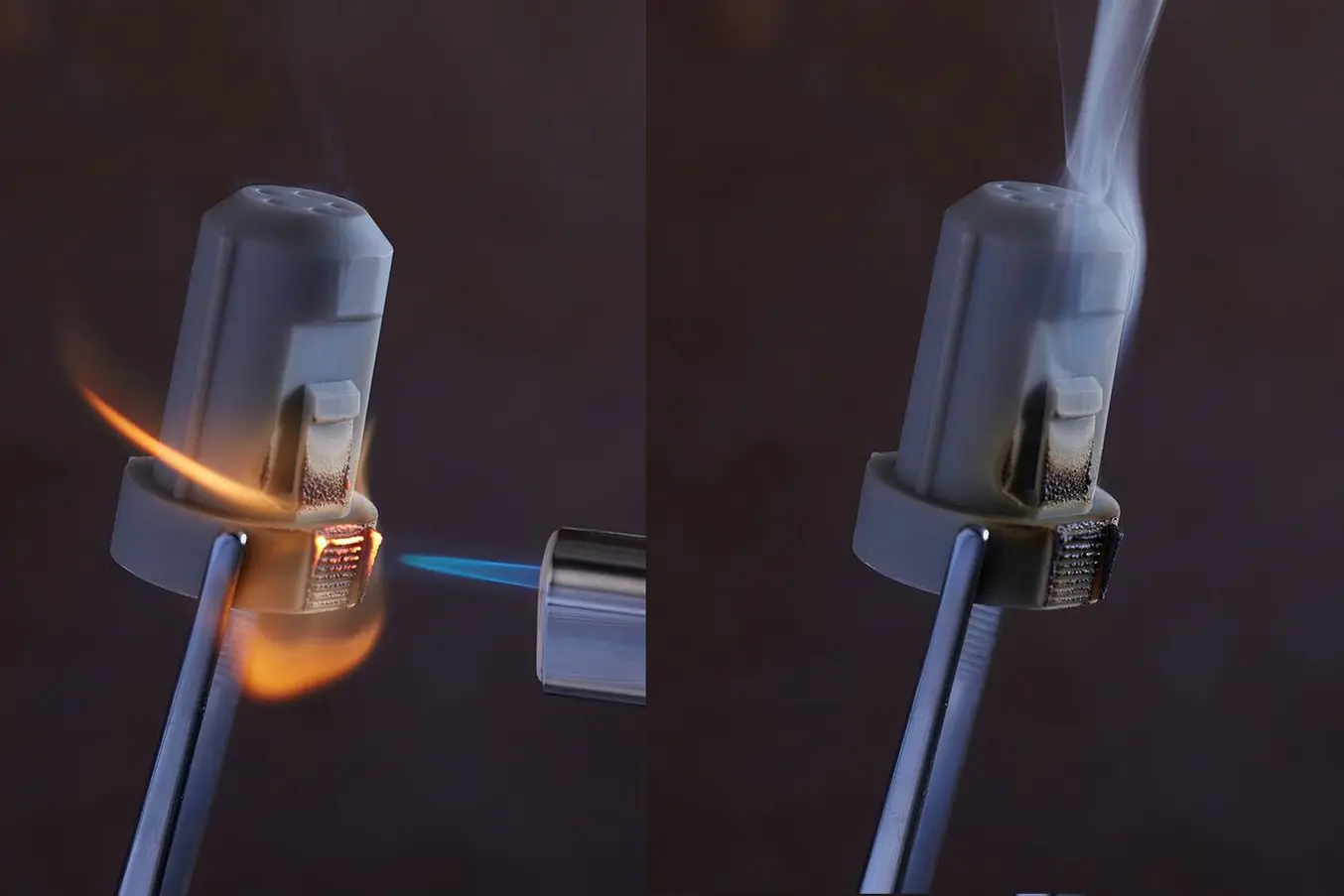
Flame Retardant Resin de Formlabs est une résine spéciale certifiée UL 94 Blue Card pour la fabrication de pièces auto-extinguibles et sans halogène.

Silicone 40A Resin est un silicone pur dont les propriétés mécaniques sont bien connues dans le domaine de la construction mécanique et du développement de produits.
Les avantages des systèmes ouverts sont facilement identifiables : ils donnent aux utilisateurs un plus grand pouvoir de décision quant aux matériaux qu'ils souhaitent utiliser. L'inconvénient est cependant que ces systèmes ouverts ne proposent pas de réglages de matériaux spécialement calibrés pour l'imprimante, ce qui est souvent au détriment de la précision, de la fiabilité et des propriétés des matériaux. Formlabs propose une gamme complète de plus de 40 résines uniques et formulées en interne, ainsi que l'option d'utiliser des matériaux tiers validés avec Open Platform. Certains matériaux ont été conçus pour des applications spécifiques et extrêmes, telles que les environnements à flamme nue, les chambres étanches ou les processus de moulage par injection.
Les matériaux sont souvent le facteur décisif qui ouvre la voie à la réalisation de différentes applications. Certaines applications, comme la fabrication de composants électroniques, dépendent de formulations et de procédures de certification spéciales de fournisseurs tiers : par exemple, les résines antistatiques. En revanche, les cas d'application tels que la production d'aides à la fabrication nécessitent des résines solides et robustes. De nombreux fabricants proposent des résines qui fournissent ces caractéristiques, mais la résistance et la durabilité varient selon les fabricants. Lors du choix d'une imprimante 3D résine, il est conseillé de consulter à la fois les fiches techniques des matériaux pour déterminer si les résines formulées pour une application spécifique peuvent résister à l'utilisation prévue, et les fiches de données de sécurité pour s'assurer que les résines sont adaptées à l'utilisation..
Rigid 10K Resin est un matériau à haute charge de verre et extrêmement rigide qui est similaire au verre et aux thermoplastiques chargés de fibres. Il est idéal pour les applications d'outillage rapide, par exemple pour le moulage par injection, le moulage par soufflage ou le thermoformage.

BioMed Elastic 50A Resin permet aux professionnels de la santé d'imprimer des pièces souples, élastiques et biocompatibles de formes complexes, telles que des dispositifs médicaux spécifiques au patient ou des modèles de tissus mous.
Coût
Traditionnellement, les imprimantes 3D résine ont toujours été plus coûteuses que les imprimantes 3D FDM, mais moins chères que les imprimantes SLS, bien qu'il y ait bien sûr des exceptions. Ces dernières années, les prix ont toutefois baissé, de sorte que les imprimantes résine offrent aujourd'hui le meilleur rapport qualité-prix pour une plus grande variété d'applications.
En bas de l'échelle, on trouve des imprimantes 3D LCD bon marché, dont le prix peut aller de 200 € à 1000 €. De tels appareils peuvent convenir pour des applications de loisir ou pour débuter, mais ils nécessitent un calibrage et un réglage fin pour chaque type de résine et ne sont généralement ni fiables ni durables. Cela entraîne souvent des coûts plus élevés en raison de la maintenance, du temps perdu, des erreurs d'impression et du gaspillage de matériel.

Les coûts cachés des imprimantes 3D résine bas de gamme
Lors du choix d'une imprimante 3D, il est essentiel de comprendre tous les coûts associés au système d'impression afin d'utiliser au mieux les ressources et de maximiser la productivité. Ce rapport compare le coût et l'expérience utilisateur d'une imprimante résine bas de gamme et d'une imprimante SLA Formlabs, et met en évidence que les coûts cachés sont très différents entre ces produits.
Les imprimantes 3D résine professionnelles comprennent des technologies SLA telles que l'impression SLA au laser, l'impression DLP et l'impression LCD/MSLA. La fourchette de prix s'étend généralement de 2500 € à 10 000 €, et celle des imprimantes 3D résine grand format de 5000 € à 25 000 €. Il y a beaucoup de facteurs qui influencent le prix exact, à commencer par des sources lumineuses plus fiables et plus puissantes (qu'il s'agisse de LED, de laser ou de projecteur), jusqu'aux composants de traitement de la lumière, à la qualité générale de la production, aux logiciels, aux accessoires et au plan de service.
De même, les coûts des matériaux varient d'un fabricant à l'autre. Comme nous l'avons déjà mentionné, de nombreux fabricants optent pour l'externalisation ou pour des solutions en marque blanche en ce qui concerne les matériaux, ce qui peut augmenter encore les coûts des matériaux. Les matériaux bon marché, tout comme les imprimantes résine bon marché, peuvent avoir une influence négative sur la qualité d'impression et entraîner des coûts cachés. Cela vaut également pour l'utilisation de matériaux qui n'ont pas été validés et calibrés pour un appareil spécifique. Certains matériaux bas de gamme dégagent également de fortes odeurs ou contiennent des ingrédients qui rendent leur production moins chère, mais qui ne sont pas certifiés pour une manipulation et une utilisation en toute sécurité.
Les matériaux Formlabs sont validés pour des applications spécifiques et sont spécialement conçus pour offrir des performances optimales dans une grande variété d'environnements et d'applications. En investissant du temps et des efforts pour déterminer les paramètres d'impression optimaux pour chaque hauteur de couche et chaque matériau, Formlabs garantit que chacune de ses plus de 40 résines est sûre et facile à utiliser.

Calculez vos gains de temps et d’argent
Essayez notre outil de retour sur investissement interactif pour découvrir quel gain de temps et d’argent peut vous apporter l’impression 3D sur les imprimantes 3D Formlabs.
Débuter en impression 3D résine
Lorsque vous faites votre choix parmi les technologiesSLA, DLP, LCD et MSLA, vous devez tenir compte de l'application prévue (et des matériaux idéaux pour cette application) ainsi que d'autres facteurs tels que la rapidité, la précision et la résolution.
Bien que les procédés d'impression 3D résine diffèrent sur certains points, les principales différences de performances des appareils sont généralement dues aux choix des fabricants, et non aux forces et faiblesses inhérentes au procédé.
L'impression 3D résine désigne une vaste catégorie de procédés permettant de produire des pièces extrêmement précises et exactes, offrant une finition de surface lisse et imprimées plus rapidement qu'avec n'importe quelle autre technologie. Ces pièces peuvent couvrir un large éventail d'applications, car les formulations de résine les plus diverses sont disponibles. Les imprimantes 3D résine professionnelles, comme la Form 4 de Formlabs, combinent la rapidité de l'impression 3D résine avec la résolution et la précision dimensionnelle des imprimantes 3D industrielles haut de gamme. En même temps, elles offrent une large gamme de matériaux avancés, réunissant ainsi les meilleures caractéristiques que cette technologie peut offrir.
Apprenez-en plus sur la Form 4 et la Form 4L ou consultez notre catalogue de matériaux avec plus de 40 résines.
Vous ne savez pas quelle solution d'impression 3D conviendrait le mieux à votre activité ? Réservez une consultation individuelle pour comparer les options, évaluer le retour sur investissement, faire des essais d'impression, etc.