
Andrea Pirazzini, il fondatore di Help3D, ha utilizzato le stampanti 3D Formlabs per creare un collettore di aspirazione per la Pit Bike, il mezzo con cui partecipa al campionato 12 Pollici Italian Cup, nella categoria S1 over. Quando il suo team si dedica al tuning della moto cerca il più possibile di tirar fuori un'erogazione lineare. Pirazzini ha fatto delle analisi fluidodinamiche sull’eventuale strizione del collettore per limitare i cavalli senza dover necessariamente applicare delle flange di riduzione, che potrebbero creare delle perdite di carico localizzate. Si è servito della stampa 3D perché gli ha concesso di stampare a basso costo più versioni dello stesso oggetto per poterlo testare da un giorno all’altro. Elia Marescutti, compagno di squadra di Pirazzini, ha vinto il campionato 2021 con la moto che monta il collettore stampato in 3D. Continua a leggere per scoprire come Pirazzini ha sviluppato il progetto.

Moto di Elia Marescutti, il vincitore del campionato 2021 cat. S1 Over, che monta collettore in 3D.

Realizzazione di parti e ricambi termoresistenti per il motorsport
Scopri come il fondatore di Help3D ha creato un collettore di aspirazione funzionale grazie alla stampa 3D e all'utilizzo della Rigid 10K Resin.
Usare la Rigid 10K Resin per stampare oggetti termoresistenti
Pirazzini corre in moto dal 2012, anno in cui ha iniziato ad utilizzare la stampa 3D per creare piccoli pezzi di ricambio, come per esempio le staffe di supporto per il cronometro. Quando si è trattato di sviluppare pezzi un po' più funzionali e termoresistenti, ha desistito fino a quando è stata lanciata la nuova Rigid 10K Resin, resistente ad alte temperature e alle sostanze chimiche. Dopo aver consultato nel dettaglio le caratteristiche tecniche, Pirazzini ha pensato che ottimizzare la creazione di un collettore di aspirazione fatto in stampa 3D e non necessariamente in asportazione di truciolo sarebbe stato un progetto interessante. In passato, ha provato ad utilizzare la tecnologia FDM, però il risultato non è stato quello sperato. Il problema principale che veniva a crearsi era la trafilazione d’aria che falsava tutta la carburazione e l’erogazione del motore.
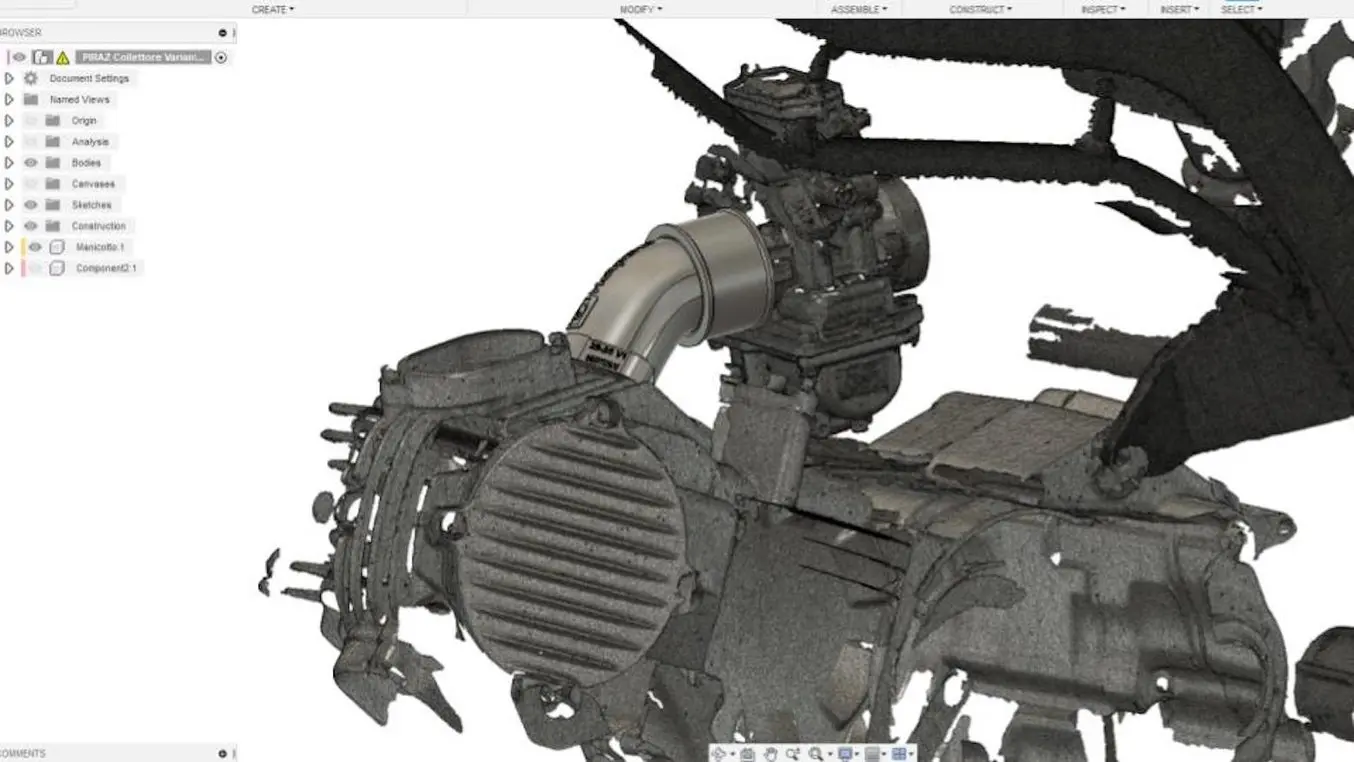
Scansione del motore della Pitbike con cui Pirazzini gareggia.
Per sviluppare il progetto, si è servito di Autodesk Fusion 360, che considera molto semplice da utilizzare. La scansione del motore 4 tempi (2 valvole) con il relativo telaio e del carburatore è servita prima per dimensionare correttamente il collettore e poi per posizionarlo in modo tale che il carburatore non andasse a sbattere contro il telaio o contro l'impianto di scarico. Oltre al carburatore ed il collettore di aspirazione, Pirazzini progetta dei tromboncini di aspirazione, chiamati anche cornetti di aspirazione. Grazie all’utilizzo di CAD per disegnare, è possibile dimensionare il diametro d'ingresso in testa con quello del carburatore evitando scalini ed eventuali perdite di carico o turbolenze.

Alcuni dei collettori testati e stampati con la Form 3.
Qualora dovesse aver bisogno di strizionare il condotto per limitare la potenza massima erogata, Pirazzini creerà un modello 3D del collettore dimensionato in modo tale da limitare i CV erogati ma senza perdere in linearità di erogazione. Tutti i test sono stati eseguiti con l’ausilio di un banco prova il quale ha permesso di trovare il giusto collettore per ogni tipo di motore preso in esame. Il risultato è stato l’estensione della curva di erogazione a regimi più elevati senza la classica perdita di cavalli. In sostanza il motore ha più cavalli (circa 1 CV) a disposizione rispetto all’adozione del collettore standard non stampato in 3D, pur rimanendo entro i limiti imposti dal regolamento del campionato.
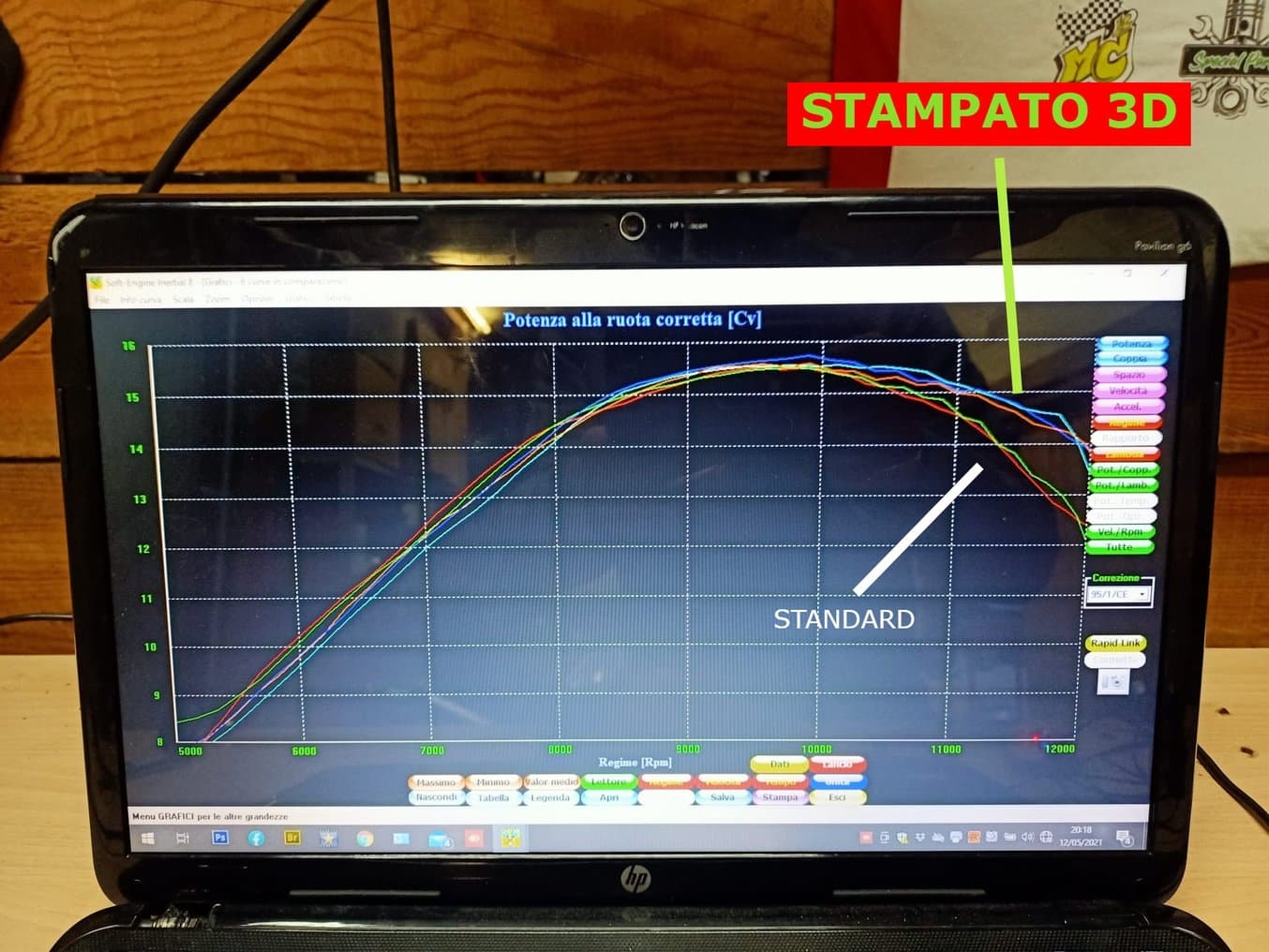
Curva di erogazione che mostra l’incremento di prestazione.

Caratteristiche tecniche del collettore stampato in 3D
L’oggetto è stato stampato con la Form 3 utilizzando la Rigid 10K Resin. L'altezza del layer è 100 microns. Non è stato necessario scendere a 25 microns perché con questa resina già a 100 microns la stratificazione non si vede. Per quanto riguarda la finitura, Pirazzini ha usato una carta vetrata classica ad acqua per rimuovere il residuo dei supporti di stampa. A differenza di un collettore in FDM, che se non viene trattato esternamente ed internamente non sarà mai ermetico, una stampa di tipo SLA è piena e quindi impermeabile. La durata di stampa invece dipende dallo spessore e dalle dimensioni del collettore, ma generalmente oscilla tra le due ore e le due ore e quarantacinque minuti. Il prezzo di ogni collettore, come la durata di stampa, dipende dalle dimensioni e da quanto sono spesse le pareti. Il prezzo si aggira tra i 10 € e i 12 €. In una notte Pirazzini è in grado di stampare fino a 7 tipi differenti di collettori che poi può testare il giorno seguente. Il progetto finale viene mandato in stampa utilizzando PreForm, il programma di gestione delle stampe.
Andrea Pirazzini, fondatore di Help3D
“Nel panorama della stampa 3D PreForm è il programma più semplice e performante che io abbia mai utilizzato.”
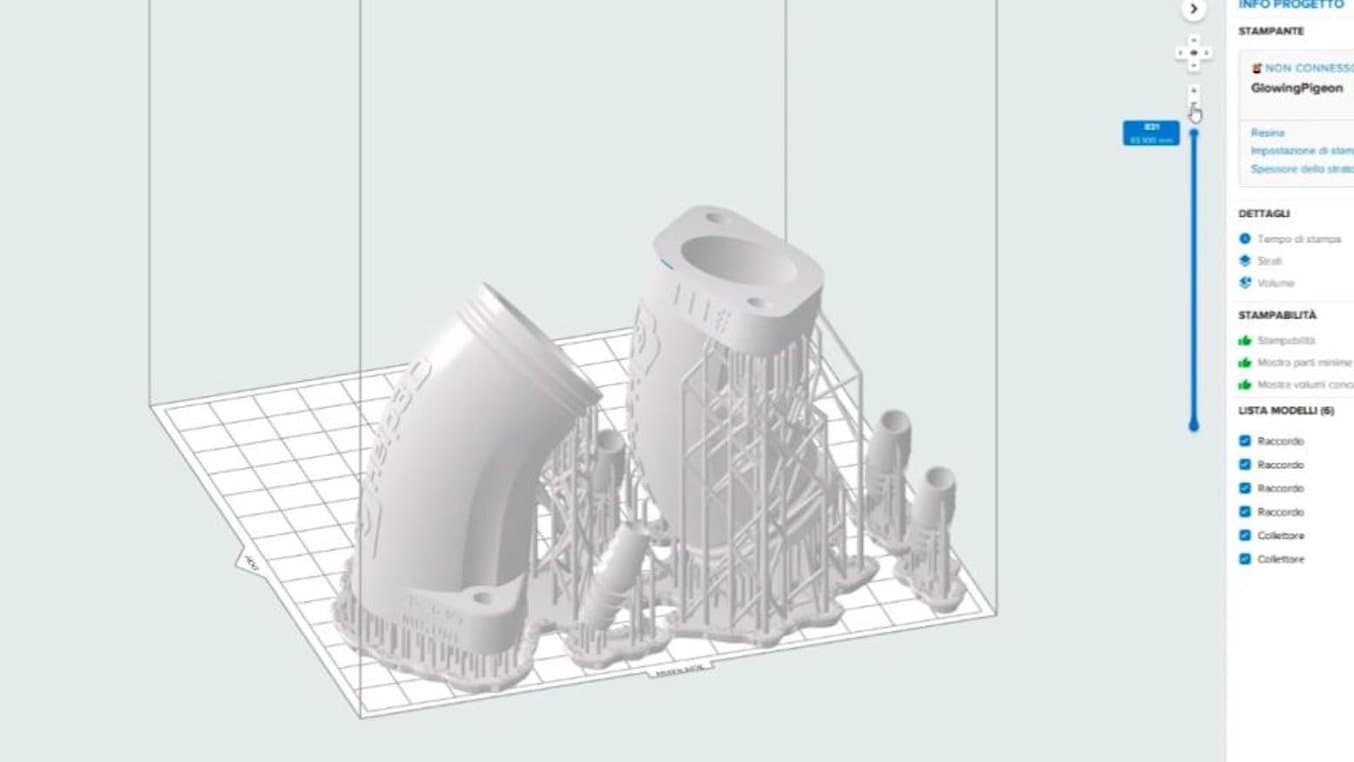
Due versioni dei collettori di aspirazione pronti per essere mandati in stampa utilizzando PreForm.
In PreForm è possibile posizionare l’oggetto manualmente o ricorrere all’orientamento automatico. Quest'ultimo è molto utile perché tende a minimizzare la generazione di supporti i quali possono essere aggiunti o tolti in base alle esigenze dell'utente. Qualora mancassero dei supporti in zone fondamentali della stampa, il programma vi segnalerà la zona che potrebbe essere soggetta a fallimento di stampa.
Andrea Pirazzini, fondatore di Help3D
“Una cosa molto molto bella della Form 3 in particolare è che la dimensione del supporto a contatto con la stampa è veramente minuscola e lascia veramente pochissimi residui da rimuovere.”
Post-elaborazione
Il primo passaggio per trattare il prodotto finale è quello di togliere la piattaforma di stampa e inserirla nella stazione di lavaggio, la Form Wash, e impostare i minuti. Al termine del lavaggio, la Form Wash si apre in automatico. Quando il pezzo è completamente asciutto, viene inserito nella Form Cure, un fornetto con 13 LED che continua la polimerizzazione della resina e la porta alle sue caratteristiche tecniche. A questo punto, la rimozione dei supporti avviene senza alcun tipo di problema e con estrema velocità perché la resina è estremamente rigida.
I risultati
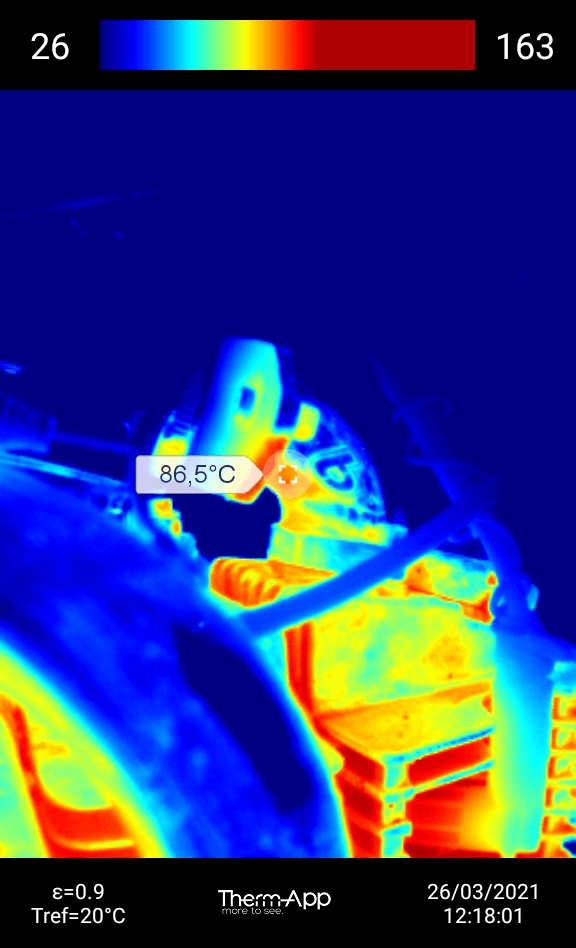
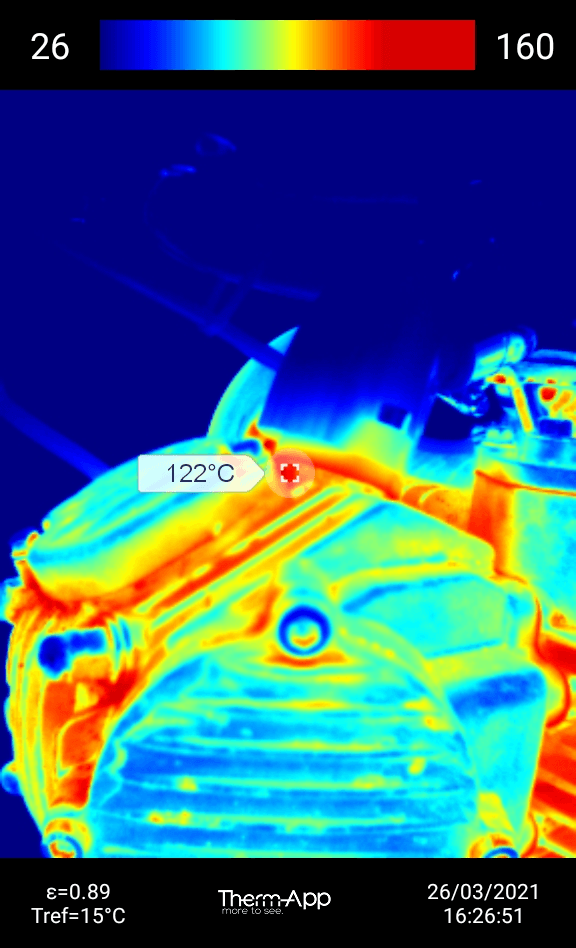
Il collettore che Pirazzini ha stampato con la Form 3 ha resistito perfettamente ad alte e basse temperature ed è ancora montato sulla sua pit bike. Grazie all’utilizzo di una termocamera, Pirazzini ha scoperto che la Rigid 10K Resin consente un notevole taglio termico. Infatti, utilizzando il collettore con le alette di raffreddamento che ha stampato utilizzando la Form 3, ha registrato un abbattimento di circa 40/50 gradi rispetto a un collettore classico in alluminio. Basta pensare che dopo un randa di circa 20-25 minuti ad una temperatura esterna di circa 33 gradi, è stato possibile toccare il collettore senza scottarsi perché era freddo.
Prossimi progetti
Il collettore di aspirazione di cui abbiamo ampiamente parlato oggi è soltanto uno dei progetti che ha preso vita grazie all’impiego della Rigid 10K Resin. Pirazzini afferma infatti che questo materiale è adatto anche alla costruzione di pacchi lamellari per motori a due tempi, coperchi punterie, flange di riduzione per innesti testata, e qualsiasi tipo di condotto per il quale sia richiesta una superficie che non lasci passare aria.

Richiedi un campione gratuito
La Rigid 10K Resin è il materiale più rigido della nostra famiglia dedicata all'ingegneria. Richiedi un campione gratuito per toccare con mano la Rigid 10k Resin.