
Cómo usar la fundición de estaño para crear miniaturas de metal con la impresión 3D

¿Alguna vez has querido convertir tu escultura digital en una figura hecha de hierro? Aunque nos encantan las impresiones 3D, el metal tiene un peso único y una superficie fría y lisa que es difícil de igualar. Con los avances recientes en los materiales de impresión 3D resistentes a la temperatura como la High Temp Resin para las impresoras 3D de estereolitografía (SLA) de Formlabs, ahora es posible imprimir moldes para la fundición directa del estaño.
En comparación con la impresión directa del metal, fundir el estaño en moldes impresos en 3D ofrece un mejor nivel de detalle y acabado por una pequeña fracción del precio. En comparación con la fundición con cera, imprimir un molde en 3D ahorra tiempo y esfuerzo y conserva la mayor parte de los detalles. Si algo va mal con tu fundición, tienes que probar otra vez o te cansas de un modelo, derrítelo y usa el metal una y otra vez.
En este tutorial, te mostraremos cómo crear objetos completamente metálicos de estaño para aplicaciones como las miniaturas de metal, la joyería, los modelos a escala y las réplicas de antigüedades. Colaboramos con Hero Forge para hacer una minifigura con su programa de personalización en línea.
La impresión 3D SLA es también el proceso más popular para imprimir en 3D directamente miniaturas para el modelismo y el entretenimiento. Aprende a hacer versiones físicas hiperrealistas de modelos digitales con la impresión 3D y pide una muestra gratuita.

Solicita una muestra gratuita
Experimenta la calidad de Formlabs de primera mano. Enviaremos una pieza de muestra gratuita a tu lugar de trabajo.
Qué necesitas
- Un modelo de tu elección (STL u OBJ)
- Impresora3D SLA de Formlabs
- High Temp Resin de Formlabs
- Cámara de curado (como la Form Cure)
- Autodesk Meshmixer (gratis)
- Elige el software CAD que quieras
Paso 1: Diseña o encuentra el modelo adecuado
Esta guía presupone que estás empezando con un archivo STL o OBJ, que es el formato de la mayoría de las miniaturas personalizadas y modelos en la escultura digital como ZBrush. Si estás usando un modelo sólido de SolidWorks o Rhino, el proceso de trabajo será un poco diferente.
Empezamos con el modelo de una minifigura de Hero Forge, dónde puedes descargar tus propios personajes personalizados.
Consejo de diseño: La mayoría de los modelos serán fundibles a alguna escala. La parte más fina del modelo debería tener al menos 1,5 mm de grosor y la más gruesa, en torno a 15 mm. Si el modelo tiene partes demasiado finas, la pieza de metal será demasiado frágil. Si hay partes son demasiado gruesas, la fundición no generará una superficie lisa debido a la contracción. No pasa nada porque haya elementos pequeños de menos de 1,5 mm.
Paso 2: Prepara el diseño del molde de estaño
Puedes preparar el diseño del molde de estaño usando o un molde sacrificable o un molde desmontable.
En una carcasa sacrificable, el modelo detallado está en la parte interior de un molde fino. Añade respiraderos desde los puntos altos del molde para que no queden atrapadas burbujas de aire.
Opción A: Molde sacrificable
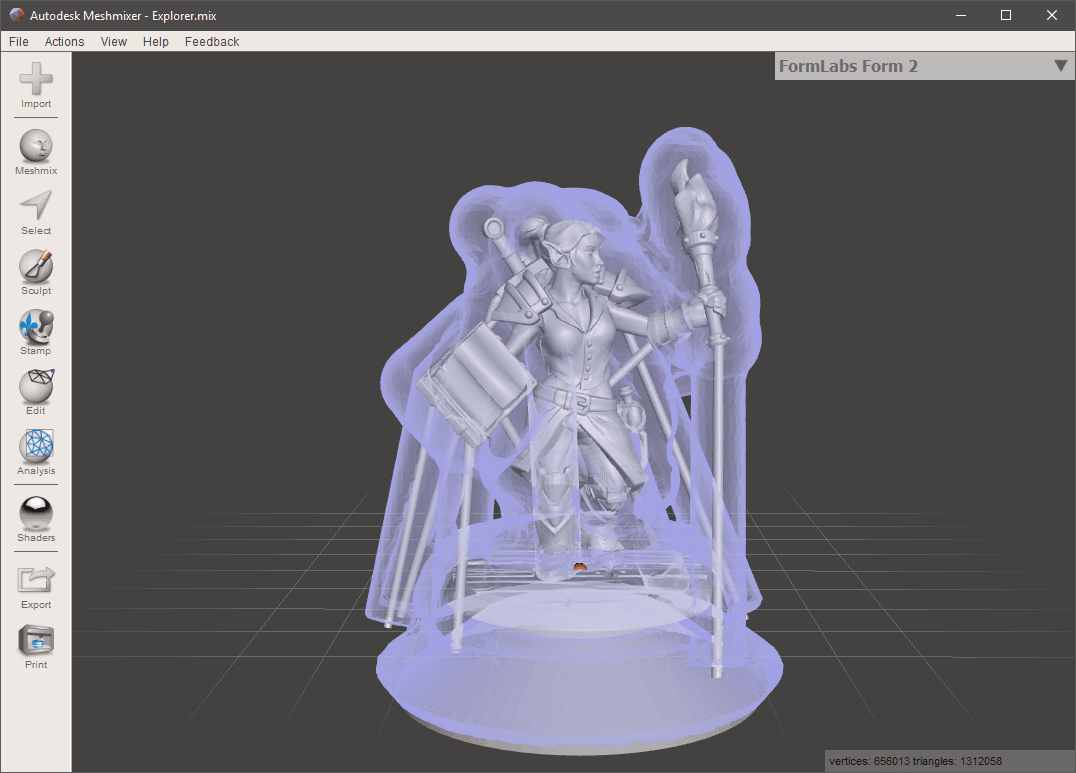
La mayoría de los modelos no se diseñan desde el principio para poder convertirse en moldes. Por suerte, aún puedes crear casi cualquier cosa en metal con un molde de cáscara diseñado para romperse después. Puedes hacer una cáscara en Meshmixer o en un software de edición 3D como Blender o Maya. Aprenderás cómo hacer un molde de cáscara a partir de un archivo STL en el video de Autodesk.
Para los modelos grandes (de 2-10 cm de altura), hacer una cáscara uniforme te ahorrará mucha resina, tiempo de impresión y dinero. Si estás haciendo una cáscara, debería tener un grosor uniforme de 3 mm para soportar las fuerzas de contracción y expansión del estaño fundido.
Para los modelos pequeños (de 1-2 cm de altura), diseñar una cáscara con un grosor uniforme puede no valer la pena. Simplemente sustraer tu modelo de un volumen rectangular puede ahorrar tiempo de diseño.
Independientemente del tamaño del modelo con el que estás trabajando, asegúrate de que la parte interior del molde puede recibir luz durante el poscurado. Nosotros separamos nuestro molde por la mitad para hacer el poscurado más sencillo y después lo pegamos y volvimos a juntar antes de verterlo.
Opción B: Molde desmontable
Molde de dos lados impresos sin soportes en el interior, tanto en PreForm como al imprimirlo.
¿Has diseñado tu molde en CAD para separarse en dos mitades? Un molde de dos lados diseñado convencionalmente con ángulo de desmoldeo (y sin socavados) funcionará bien y puede incluso reutilizarse. Sin embargo, este método pone límites a tu diseño y la mayoría de modelos orgánicos no están diseñados pensando en el moldeado. Si ya tienes un molde diseñado, pasa al paso 3.

Metal, cerámica y silicona: Uso de moldes impresos en 3D en procesos de trabajo híbridos avanzados (en inglés)
Consulta nuestro seminario web para descubrir cómo la creación de moldes maestros impresos en 3D y moldes reutilizables o sacrificables puede permitirte producir piezas de porcelana, metales preciosos y no preciosos, silicona, materiales flexibles biocompatibles, etc.
Orificios de ventilación
No importa qué tipo de molde uses, los orificios de ventilación son necesarios. El metal fluirá hacia abajo y el aire hacía arriba, así que asegúrate de añadir orificios de ventilación donde haya un punto alto aislado en el modelo (cuando lo orientes teniendo en cuenta cómo se llenará). Una buena ventilación mejorará el relleno de un modelo con estaño.
Paso 3: Imprime el molde en 3D para la fundición
Imprime tu molde con la High Temp Resin. Intenta orientar tu modelo en PreForm para que no requiera soportes internos. Esto es muy fácil de hacer con moldes desmontables de dos caras: simplemente orienta la cavidad hacia arriba.
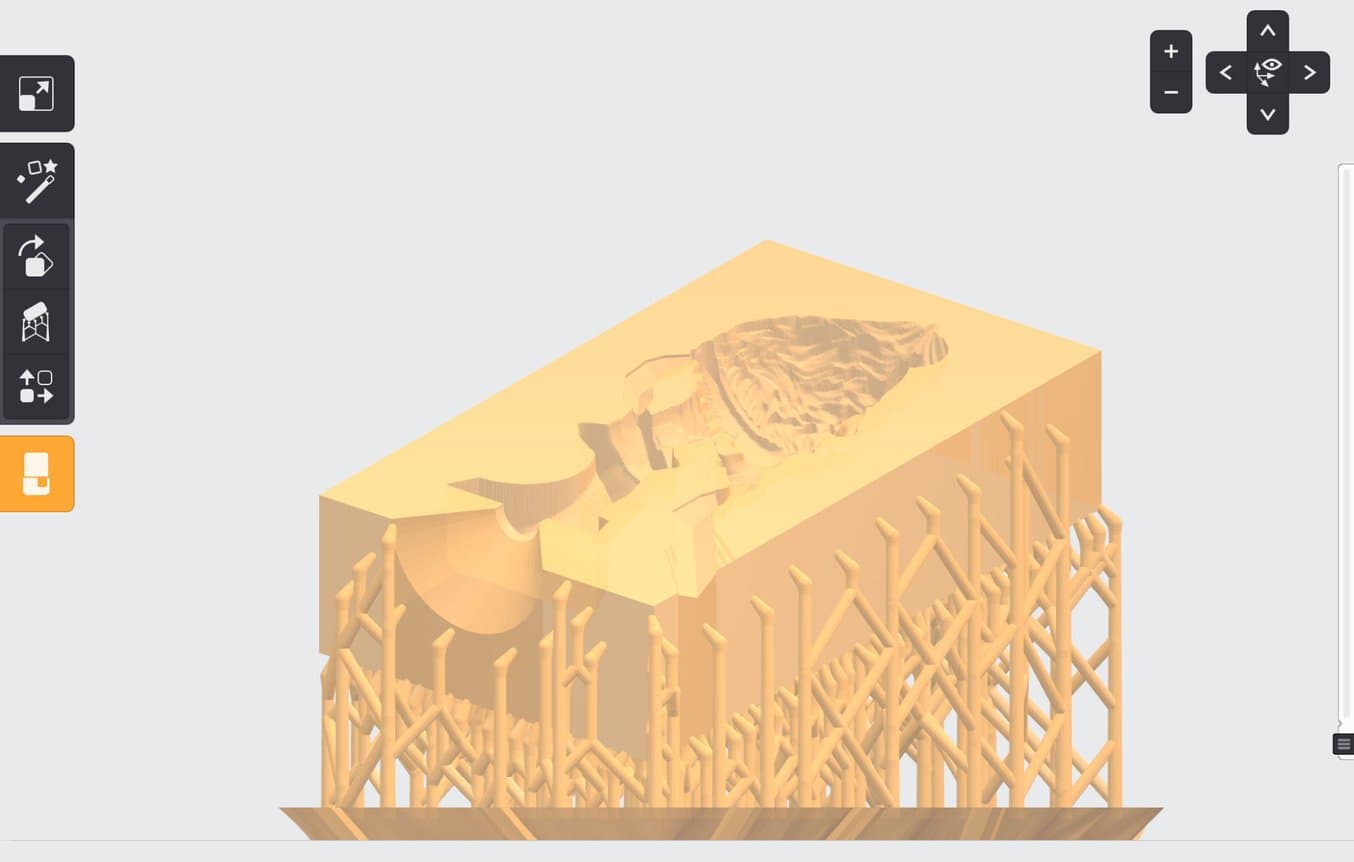
Apunta la cavidad de tu molde desmontable hacia arriba en PreForm.
Con una cáscara, esto puede ser más difícil, pero normalmente es posible encontrar una orientación que no necesite soporte interior. Dividir la cáscara por la mitad para pegarla después es muy útil si tienes problemas para encontrar una orientación que no requiera soportes inamovibles y también permite un poscurado uniforme para el interior del molde.
Paso 4: Lavado y poscurado
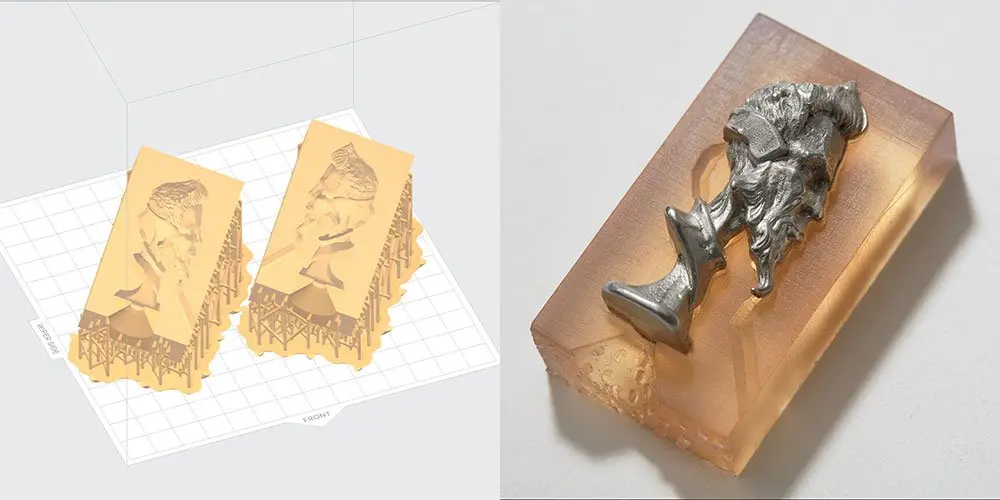
Para que la High Temp Resin alcance las propiedades térmicas que requiere, debe poscurarse del todo. La impresión pasará de ser casi transparente a naranja mientras se cura.
La Form Cure está diseñada para hacer que el poscurado sea tan fácil y rápido como sea posible. Tu molde también puede curarse en un salón de manicura UV, que necesitará varias horas de tiempo de curación. El calor también acelera la curación de las piezas. Descubre más sobre cómo funciona el poscurado.
Asegúrate de que las piezas estén completamente secas antes de usarlas. La humedad provocará que aparezcan burbujas de aire en tu molde y reduzca la calidad de la superficie de tu pieza fundida.
Consejo: Espolvorea la cavidad de tu molde con lubricante de polvo de grafito. El polvo de grafito actúa como un agente de desmoldeo efectivo.
Paso 5: Sujeta el molde y vierte el material
Fija tu molde en un tornillo de banco o abarazadera. También puedes incrustarlo parcialmente en un cubo de arena para mayor seguridad, pero asegúrate de que los conductos de ventilación no estén bloqueados.

Vierte suavemente el estaño fundido en tu molde impreso con un movimiento continuo.
Advertencia de seguridad: Cuando fundas el estaño, asegúrate de que ninguna parte de la piel esté expuesta en caso de salpicaduras. Lleva pantalones largos, zapatos cerrados, mangas largas y guantes de cuero. La protección de los ojos es esencial. Funde siempre el estaño en exteriores o en un lugar bien ventilado.
Existen varias aleaciones de estaño con diferentes temperaturas de fusión. Usamos la Alloy R98 de Rotometals. La R98 es una aleación de estaño resistente que se funde a los 260 ºC.
Fundimos nuestro lingote de estaño en una sartén pequeña específica sobre un horno portable Primus, que nos permitió realizar la fundición en exteriores. A medida que el estaño se derrite, formará una capa de óxido en la parte superior del charco. Antes de verterlo, quita el óxido con una cuchara. Ve poco a poco y llena tu molde en un solo vertido continuo.
Puede ser difícil saber cuando el estaño está a la temperatura correcta. Un método que no requiere mucha tecnología pero es eficaz es probar el estaño fundido con un trozo de madera seca. Si la madera empieza a humear, el estaño está demasiado caliente y deberías dejar que se enfríe unos segundos antes de verterlo.
Paso 6: Desmoldeo

Da golpes suaves para romper tu molde sacrificable.
Espera a que tu molde se enfríe del todo. Esto puede tardar hasta 20 minutos para los modelos con secciones grandes o gruesas, o un minuto o dos para los modelos pequeños. Si estás usando una cáscara sacrificable, dejar correr agua fría por encima del modelo ayudará a que se enfríe antes.
Por último, desmolda la pieza. Para una cáscara sacrificable, un destornillador pequeño funciona bien como cincel para romper la cáscara y sacar el modelo. No uses demasiada fuerza o te arriesgas a estropear tu pieza.
El poder de la fundición del estaño
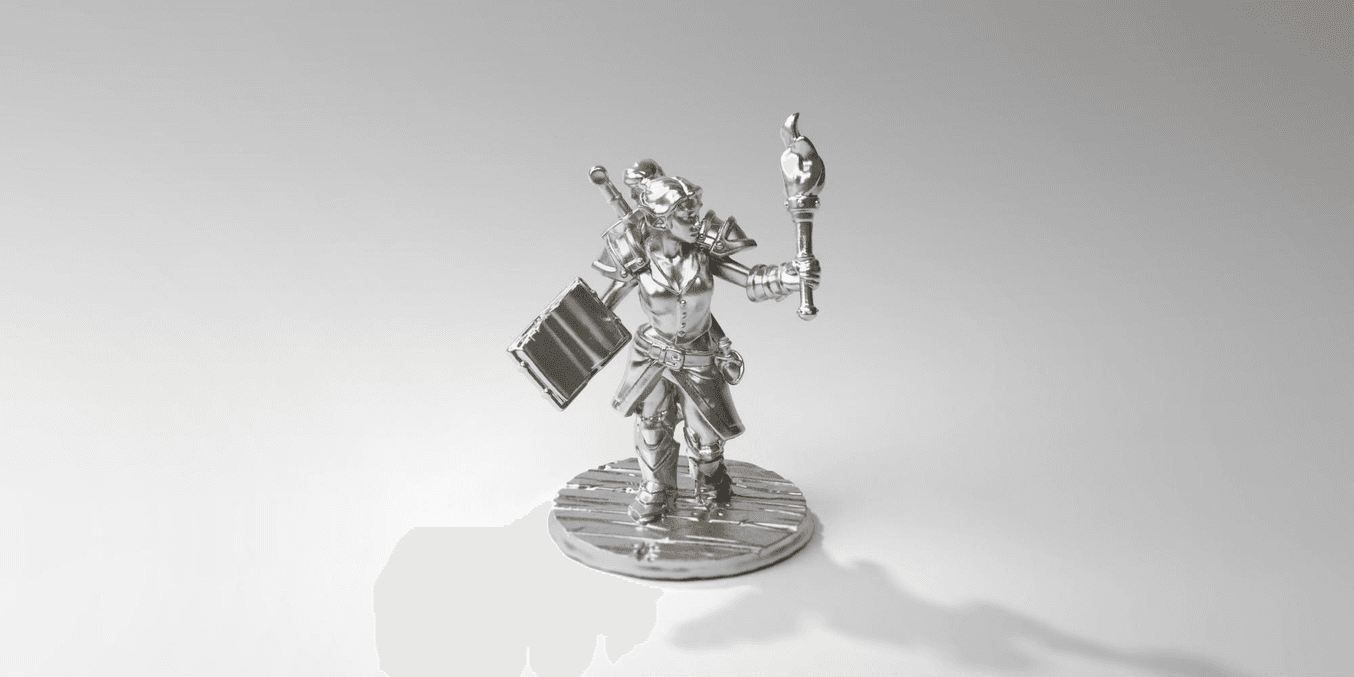
La impresión de miniaturas en metal no tiene que tener un precio exorbitante: Esta figura de un explorador costó 8 $ en material de estaño.
Las miniaturas de metal de estaño tienen su propio color y pátina únicos. La aleación relativamente blanda puede pulirse a mano o con una herramienta rotatoria para alcanzar un acabado brillante. Las piezas pueden galvanizarse fácilmente con metales preciosos para simular el oro o la plata en la joyería o con níquel para obtener una resistencia mecánica superior. Crea réplicas de llaves y figuras del capó de vehículos, las posibilidades son infinitas.
¡Extrae con orgullo tu preciosa miniatura impresa en 3D! Prueba a crear tus propios héroes en estaño y muéstranos tus resultados en los foros.
Prueba de primera mano la High Temp Resin

La High Temp Resin tiene una temperatura de flexión bajo carga de 238 °C a 0,45 MPa. Esta resina es ideal para aplicaciones estáticas que experimentarán altas temperaturas.