La fundición es tanto una habilidad como un arte. El diseño de la pieza que se va a fundir es tan importante como las propiedades de los materiales a la hora de obtener un buen resultado. Presta atención al diseño de elementos específicos, el flujo del material en el revestimiento y la configuración de impresión. Infórmate sobre los mejores parámetros de diseño para los relieves habituales en joyería, como puntas, filigranas, grabados, superficies, texto en relieve y milgrain en el libro blanco Impresión 3D de joyería: Parámetros de diseño básicos, soportes y orientación [EN] [DE] [FR] [IT] [ZH] de Formlabs.
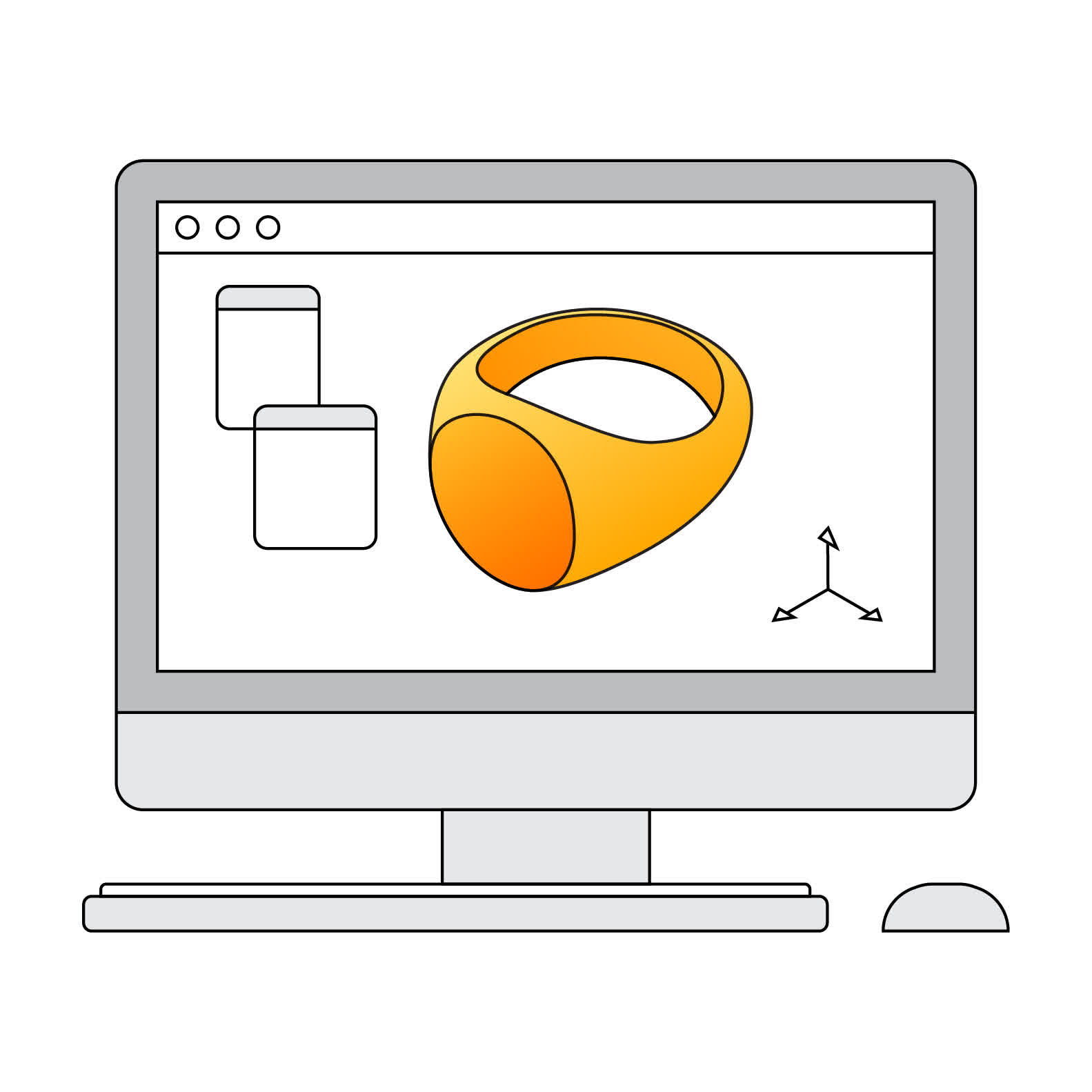
Recomendaciones de diseño para impresión
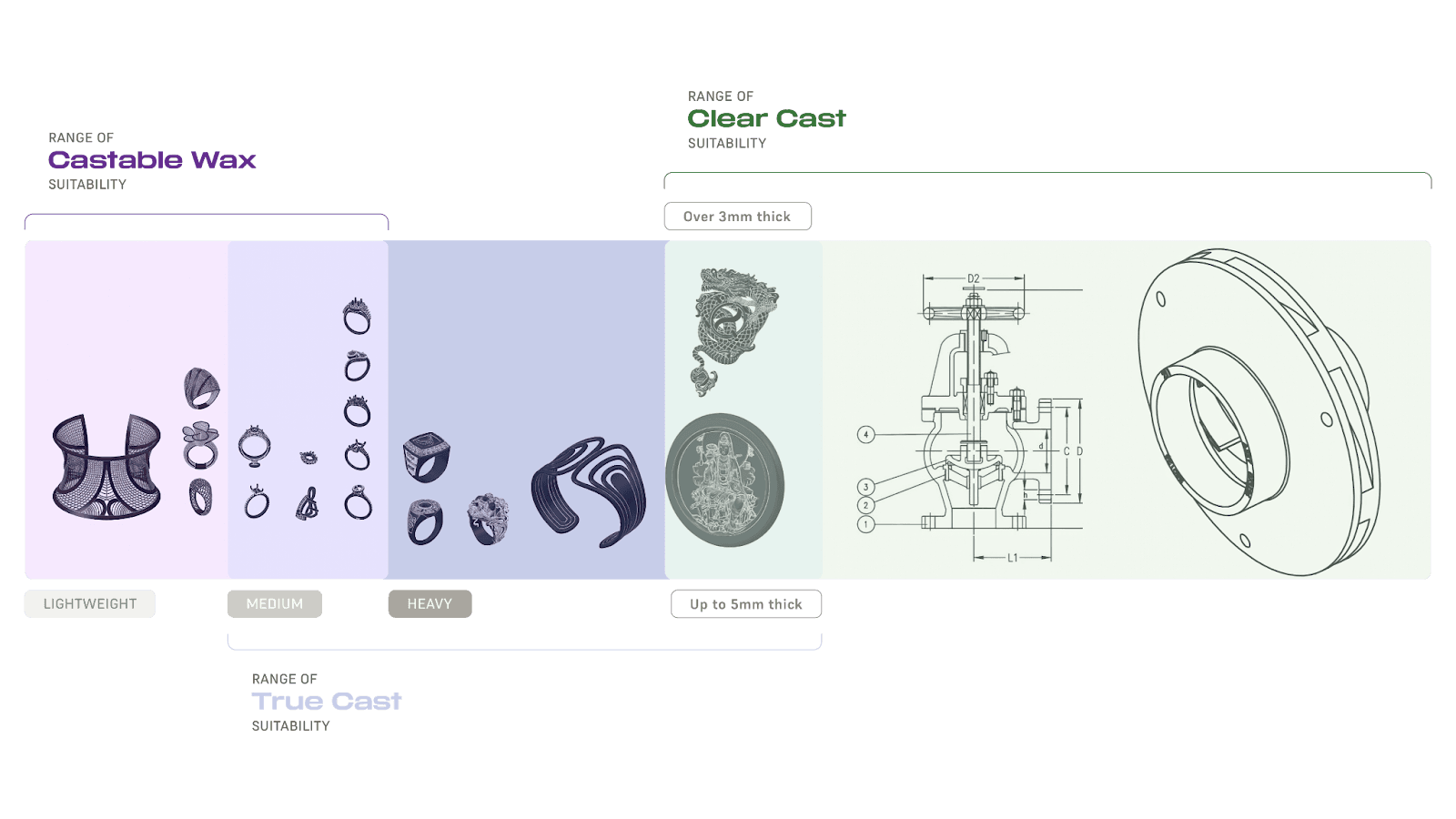
Al imprimir con la True Cast Resin, Formlabs recomienda diseñar modelos con un grosor de pared de entre 500 micras y 5 mm.
Cuando elijas una resina para fundición, ten en cuenta las propiedades de fundición de cada material. Para piezas pequeñas o filigranas de alambre, utiliza la Castable Wax Resin. Para piezas de joyería medianas o pesadas o pequeños componentes de ingeniería, utiliza la True Cast Resin. Para la fundición a la cera perdida de piezas de gran tamaño, utiliza la Clear Resin.