

Wollten Sie schon immer mal Ihre digitale Skulptur in eine Metallfigur verwandeln? So sehr wir 3D-Drucke aus Kunstharz auch lieben, verfügt Metall doch über ein einzigartiges Gewicht und eine kühle, glatte Oberfläche, die ihresgleichen sucht. Angesichts der jüngsten Fortschritte bei temperaturbeständigen 3D-Druckmaterialien – wie High Temp Resin für die Stereolithografie (SLA) 3D-Drucker von Formlabs – ist es jetzt möglich, 3D-gedruckte Formen für den direkten Hartzinnguss herzustellen.
Im Vergleich zum direkten Metall-3D-Druck bietet das Gießen von Hartzinn in 3D-gedruckten Formen einen deutlich höheren Detailgrad und eine bessere Oberflächengüte – und das zu einem Bruchteil der Kosten. Im Vergleich zum Wachsguss sparen Sie sich durch den 3D-Druck einer Form Arbeitsschritte und Aufwand und behalten dabei den höchstmöglichen Detailgrad. Wenn etwas mit Ihrem Guss schiefläuft und Sie einen zweiten Versuch machen müssen oder sich an einem Modell sattgesehen haben, können Sie es einfach einschmelzen und das Metall immer wieder verwenden.
In diesem Leitfaden führen wir Sie durch das Herstellungsverfahren von Vollmetallobjekten aus Hartzinn für dekorative Anwendungen wie Metallminiaturen, Schmuck, maßstabsgetreue Modelle sowie Nachbildungen von Antiquitäten. Dafür haben wir uns mit Hero Forge zusammengetan, um eine Minifigur aus ihrem Online-Customizer herzustellen.
SLA 3D-Druck ist obendrein das beliebteste Verfahren zum direkten 3D-Druck von Miniaturen für den Modellbau und die Unterhaltungsindustrie. Erfahren Sie, wie Sie ultrarealistischen digitalen Modellen mit 3D-Druck Leben einhauchen und fordern Sie einen kostenlosen Probedruck an.

Kostenlosen Probedruck anfordern
Sehen und fühlen Sie die Qualität von Formlabs. Wir senden Ihnen einen kostenlosen 3D-Probedruck zu.
Kostenlosen Probedruck anfordernWas Sie benötigen:
- Ein Modell Ihrer Wahl (STL- oder OBJ-Format)
- SLA 3D-Drucker von Formlabs
- High Temp Resin von Formlabs
- Nachhärtungskammer (z. B. Form Cure)
- Autodesk Meshmixer (kostenlos)
- CAD-Software Ihrer Wahl
Schritt 1: das richtige Modell entwerfen oder finden
Wir gehen in diesem Leitfaden davon aus, dass Sie mit einer STL- oder OBJ-Datei beginnen, welches das Dateiformat für die meisten individuellen Miniaturen und Modelle in der digitalen Bildhauerei ist, wie z. B. bei ZBrush. Wenn Sie ein festes Modell aus SolidWorks oder Rhino verwenden, unterscheidet sich der Arbeitsprozess etwas.
Wir haben mit einem Minifigurenmodell von Hero Forge begonnen, wo Sie Ihre eigenen personalisierten Charaktere herunterladen können.
Designtipp: Die meisten Modelle lassen sich zum Gießen skalieren. Der dünnste Teil eines Modells sollte mindestens 1,5 mm betragen und der dickste ca. 15 mm. Wenn die Merkmale zu dünn sind, ist das Metallteil zu zerbrechlich. Wenn die Merkmale zu dick sind, behindert die Schrumpfung die Ausbildung einer glatten Oberfläche. Kleine Merkmale bei 1,5 mm sind in Ordnung.
Schritt 2: Design der Hartzinnform
Sie können die Hartzinnform entweder als Einwegform oder als aufklappbare Form konzipieren.
Bei einer Einwegform ist das detaillierte Modell umschlossen von einer dünnen Hülle. Fügen Sie an hochgelegenen Punkten des Modells Belüftungsöffnungen hinzu, um den Einschluss von Luftblasen zu vermeiden.
Option A: Einwegform
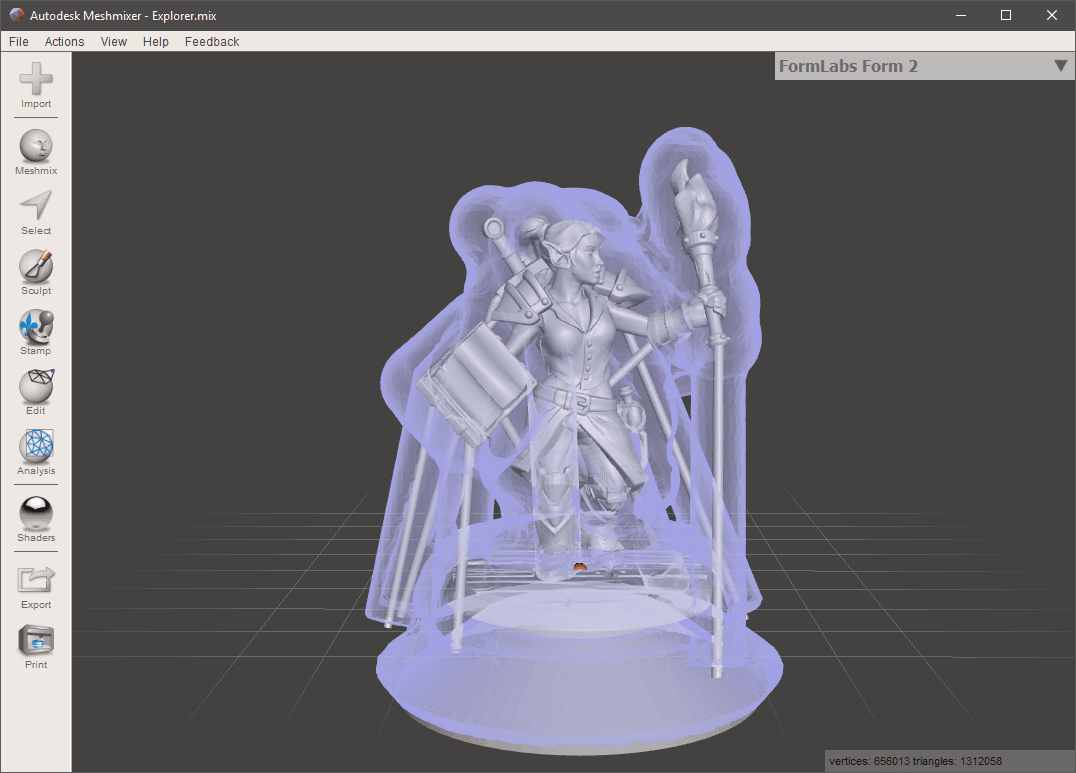
Die meisten Modelle sind nicht direkt für den Guss ausgelegt. Zum Glück können Sie mit einer Einwegform, die später zerstört wird, so gut wie alles aus Metall herstellen. Sie können eine Einwegform in Meshmixer oder einer 3D-Bearbeitungssoftware wie Blender oder Maya erstellen. Erfahren Sie in diesem Video von Autodesk, wie Sie eine Einwegform aus einer STL-Datei erstellen.
Bei größeren Modellen mit einer Höhe von 2 bis 10 cm spart die Herstellung einer gleichmäßigen Einwegform viel Kunstharz, Druckzeit und Geld. Wenn Sie eine Einwegform herstellen, sollte sie durchgehend 3 mm dick sein, um den Kräften von Schrumpfung und Ausdehnung des geschmolzenen Hartzinns standzuhalten.
Bei kleinen Modellen (1 bis 2 cm hoch) ist der Aufwand einer einheitlich dicken Einwegform möglicherweise zu groß. Wenn Sie Ihr Modell einfach subtraktiv aus einem rechteckigen Volumen herausrechnen, spart dies Designzeit.
Unabhängig von der Größe des Modells müssen Sie sicherstellen, dass das Innere der Form während des Nachhärtens von Lichtstrahlen erreicht werden kann. Wir haben unsere Form zweigeteilt, um das Nachhärten einfacher zu machen, und sie anschließend vor dem Gießen wieder zusammengeklebt und -geklemmt.
Option B: aufklappbare Form
Zweiteilige Form ohne Stützstrukturen auf der Innenseite, dargestellt in PreForm und nach dem Druck.
Haben Sie Ihre Form im CAD so gestaltet, dass Sie sie in zwei Hälften aufklappen können? Eine konventionell gestaltete zweiteilige Form mit Formschräge und ohne Hinterschnitte funktioniert gut und kann sogar wiederverwendet werden. Durch diese Methode wird jedoch Ihre Gestaltungsfreiheit eingeschränkt und die meisten organischen Modelle werden nicht mit Hinblick auf ein späteres Gießen entworfen. Wenn Sie bereits eine Form gestaltet haben, fahren Sie mit Schritt 3 fort.

Metall, Keramik und Silikon: 3D-gedruckte Formen in fortschrittlichen Hybrid-Arbeitsverfahren
Sehen Sie sich unser Webinar an und erfahren Sie, wie der Einsatz von 3D-gedruckten Modellen und wiederverwendbaren oder Einwegformen es Ihnen ermöglicht, Teile aus Porzellan, edlen und unedlen Metallen, Silikon, flexiblen biokompatiblen Materialien und vielem mehr herzustellen.
*Auf Englisch.
Webinar ansehenBelüftungsöffnungen
Ganz gleich, welche Art von Form Sie verwenden, Belüftungsöffnungen sind ein Muss. Metall fließt nach unten und staut dabei die Luft auf. Stellen Sie deshalb sicher, dass Sie an jedem isolierten Hochpunkt des Modells (bezogen auf Gussorientierung) Belüftungsöffnungen hinzufügen. Eine gute Belüftung im Modell verbessert immer das Fließverhalten des Hartzinns.
Schritt 3: 3D-Druck der Form für den Guss
Drucken Sie Ihre 3D-Form mit High Temp Resin. Richten Sie Ihr Modell in PreForm so aus, dass es keine internen Stützstrukturen benötigt. Dies ist sehr einfach mit einer zweiteiligen, aufklappbaren Form: Richten Sie einfach den Hohlraum nach oben aus.
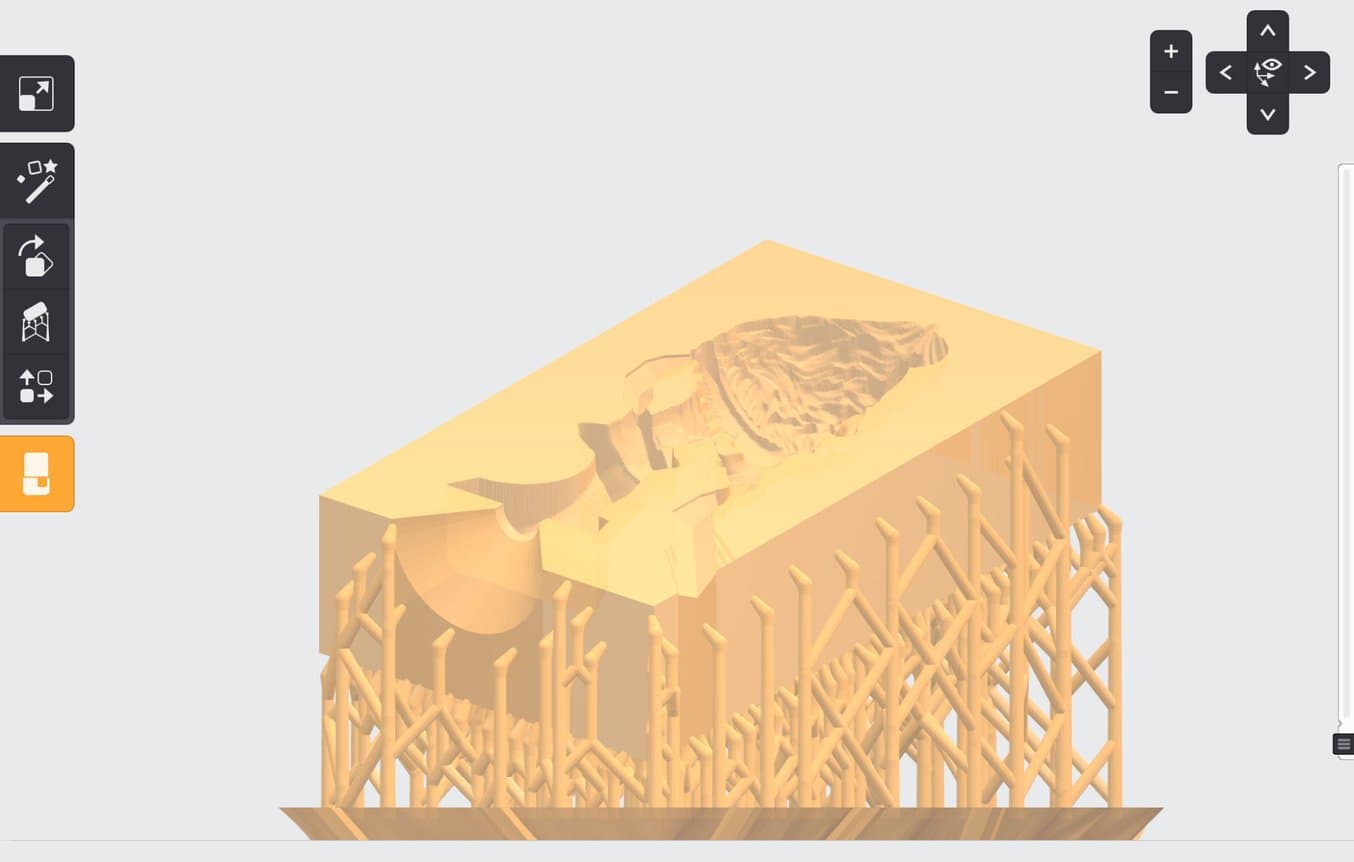
Richten Sie den Hohlraum Ihrer aufklappbaren Form in PreForm nach oben aus.
Bei einer Einwegform kann dies eine größere Herausforderung darstellen, zumeist lässt sich aber eine Ausrichtung finden, bei der keine Stützstrukturen im Inneren erforderlich sind. Es hilft, die Einwegform in zwei Hälften zu teilen und später zu verkleben, falls es Ihnen schwer fällt, eine Ausrichtung ohne interne Stützen zu finden. Das sorgt zusätzlich für gleichmäßige Nachhärtung auf der Innenseite der Form.
Schritt 4: waschen und nachhärten
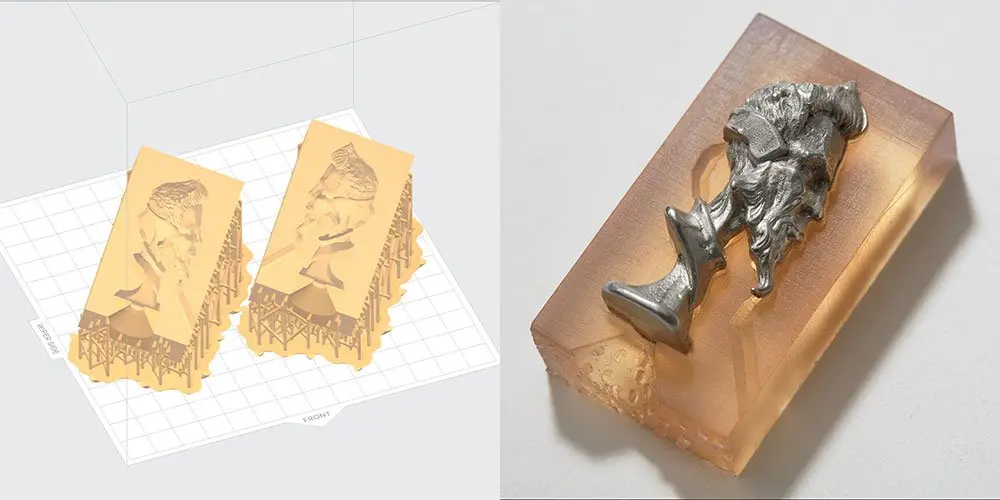
Damit High Temp Resin die erforderlichen thermischen Eigenschaften erreicht, muss es vollständig nachgehärtet werden. Der Druck schlägt von nahezu transparent zu orange um, wenn er gehärtet wird.
Der Form Cure macht das Nachhärten so schnell und einfach wie möglich. Ihre Form kann aber auch mit einem UV-Nageltrockner gehärtet werden, was einige Stunden dauert. Hitze beschleunigt ebenfalls das Aushärten des Teils. Lesen Sie mehr darüber, wie Nachhärten funktioniert.
Stellen Sie sicher, dass Teile nach dem Waschen vollständig getrocknet sind, bevor Sie sie verwenden. Feuchtigkeit führt zu Luftblasen in der Form und verringert die Oberflächenqualität des Gusses.
Tipp: Pudern Sie den Hohlraum Ihrer Form mit Grafitpulver. Grafitpulver dient als wirksames Trennmittel von der Form.
Schritt 5: Form einspannen und gießen
Spannen Sie Ihre Form in einem Schraubstock oder mit einer Schraubzwinge ein. Sie können Sie auch teilweise in einem Behälter mit Sand einbetten, um auf Nummer sicher zu gehen. Dabei dürfen die Belüftungsöffnungen aber keines Falls bedeckt werden.

Gießen Sie den Hartzinn in einer ununterbrochenen Bewegung vorsichtig in Ihre gedruckte Form.
Sicherheitswarnung: Stellen Sie beim Gießen von Hartzinn sicher, dass Ihre Haut gegen Spritzer geschützt ist. Tragen Sie eine lange Hose, geschlossene Schuhe, ein langärmliges Oberteil und Lederhandschuhe. Eine Schutzbrille ist Pflicht. Gießen Sie Hartzinn immer im Freien oder in einem gut belüfteten Bereich.
Es gibt verschiedene Hartzinnlegierungen mit unterschiedlichen Schmelzpunkten. Wir verwenden Alloy R98 von RotoMetals. R98 ist eine robuste Hartzinnlegierung, die bei ca. 260 °C schmilzt.
Wir haben unseren Zinnbarren in einer eigens vorgesehenen kleinen Pfanne auf einem tragbaren Primus-Kocher geschmolzen, wodurch wir im Freien gießen konnten. Wenn Hartzinn schmilzt, bildet sich eine Oxidschicht auf dem Schmelzbad. Kratzen Sie vor dem Gießen das Oxid mit einem Löffel ab. Füllen Sie Ihre Form langsam und in einer ununterbrochenen Bewegung.
Es ist manchmal schwierig, zu bestimmen, wann Hartzinn die korrekte Temperatur erreicht hat. Eine einfache und wirkungsvolle Methode ist es, das geschmolzene Zinn mit einem trocknen Holzstück zu untersuchen. Falls das Holz zu rauchen beginnt, ist der Hartzinn zu heiß und sollte einige Sekunden abkühlen, bevor er vergossen wird.
Schritt 6: Form entfernen

Zerbrechen Sie die Einwegform durch leichtes Hämmern.
Warten Sie, bis Ihre Form vollständig ausgekühlt ist. Dies kann bis zu 20 Minuten bei Modellen mit großen oder dicken Querschnitten dauern oder auch nur eine oder zwei Minuten bei kleinen Modellen. Wenn Sie eine Einwegform verwenden, lassen Sie kaltes Wasser über das Modell laufen, damit es schneller abkühlt.
Holen Sie das Teil aus der Form. Bei einer Einwegform eignet sich ein kleiner Schraubendreher hervorragend als Meißel, um das Modell aus der Form zu brechen. Wenden Sie nicht zu viel Kraft auf, da Sie sonst möglicherweise Ihr Teil beschädigen.
Die Macht des Zinngießens
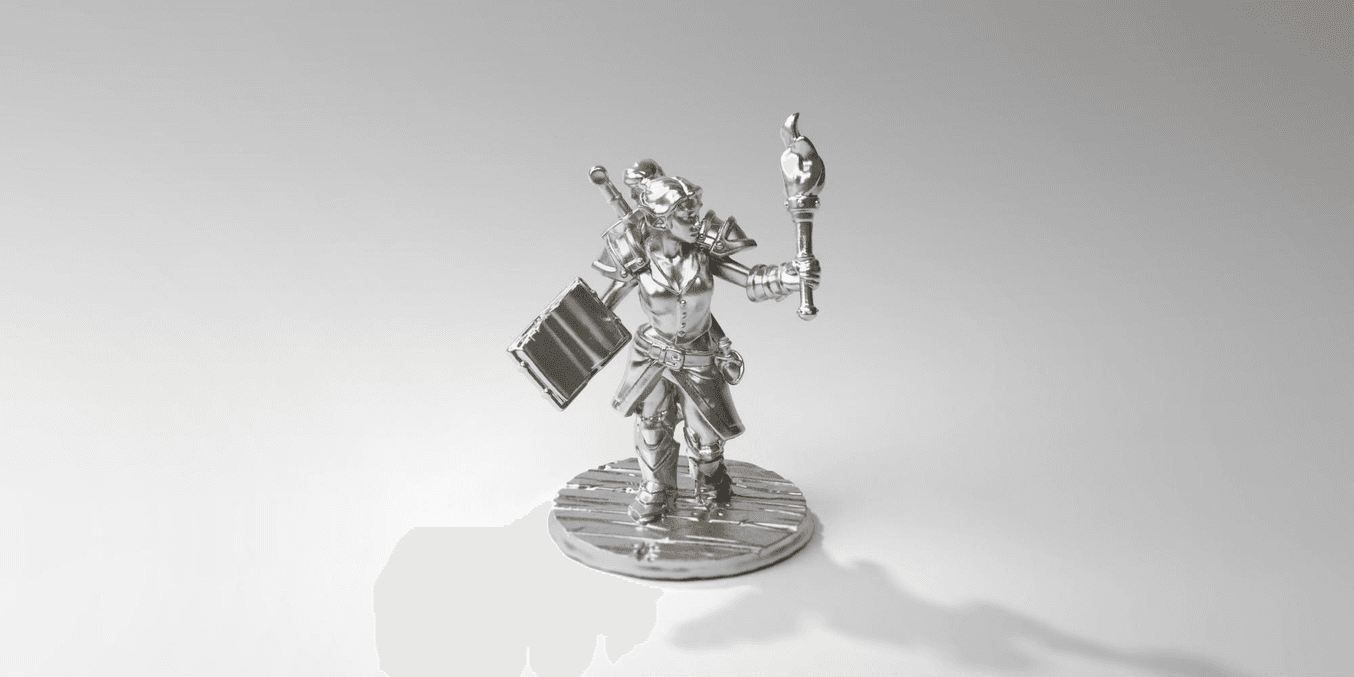
Der Druck von Metallminiaturen muss nicht teuer sein: Die Materialkosten dieser Figur einer Entdeckerin betragen 8 USD.
Metallminiaturen aus Hartzinn haben eine einzigartige Farbe und einen ganz eigenen Glanz. Die relativ weiche Legierung kann von Hand oder mit einem Rotationswerkzeug poliert werden, um eine hochglänzende Oberfläche zu erhalten. Die Teile können leicht mit Edelmetallen galvanisiert werden, um Gold oder Silber bei ästhetischem Schmuck nachzubilden. Eine Vernickelung wiederum sorgt für höhere Festigkeit. Von Ersatzschlüsseln bis Kühlerfiguren – die Möglichkeiten sind unbegrenzt.
Zeigen Sie stolz die Schönheit Ihrer 3D-gedruckten Miniaturen. Stellen Sie Ihre eigenen Helden aus Hartzinn her und zeigen Sie Ihre Ergebnisse in den Foren.
Probieren Sie High Temp Resin selbst aus

High Temp Resin bietet eine Wärmeformbeständigkeitstemperatur von 238 °C bei 0,45 MPa und ist ideal für statische Anwendungen, die hohen Temperaturen ausgesetzt sind.