

L'idée d'imprimer complètement en 3D un appareil photo, comportant de multiples pièces complexes, était dans l'air à Formlabs, depuis que nous avions créé pour la première fois des lentilles imprimées en 3D.
Amos Dudley, ingénieur d'applications, a relevé le défi et a réalisé le premier objectif interchangeable, entièrement produit sur une imprimante 3D SLA Formlabs.

Le premier objectif interchangeable complètement imprimé en 3 a été fabriqué sur la Form 2.
Avec Clear Resin de Formlabs et impression 3D par stéréolithographie (SLA) , il est possible de créer des objets transparents qui peuvent acquérir une transparence optique après post-traitement. La Form 3, la dernière-née des imprimantes 3D SLA de Formlabs, va encore plus loin dans la transparence grâce à un bac à résine flexible qui réduit les forces de décollement, ce qui donne des pièces plus claires avec une finition de surface lisse.
Un objectif photographique est un cas très intéressant pour tester la transparence optique de pièces imprimées, parce que ses résultats sont faciles à voir et à mesurer sur un film.
Notre guide donne toute un liste de méthodes de finition pour obtenir des pièces transparentes imprimées en 3D , pour toute sorte d'applications, allant de l'optique à la fluidique, en passant par des conduits de lumière.
Étape 1 : Concevoir la lentille en compensant la distorsion
Fabriquer une lentille fonctionnelle commence par une bonne conception. Un logiciel de conception optique aide à prévoir le comportement de la lentille et les contraintes qu'elle va imposer à l'appareil photo.
Pour la conception, les professionnels utilisent des suites logicielles comme Zemax et Code V, mais ces programmes peuvent coûter des milliers de dollars. D'autres logiciels, gratuits et open source, comme Optical Ray Tracer conviennent également.
Les objectifs photographiques du commerce utilisent de multiples éléments pour corriger les distorsions optiques que produisent les lentilles sphériques, comme l'aberration sphérique, les comas et la courbure de champ. Pour simplifier, l'appareil imprimé en 3D ne comportera qu'une seule lentille sphérique.
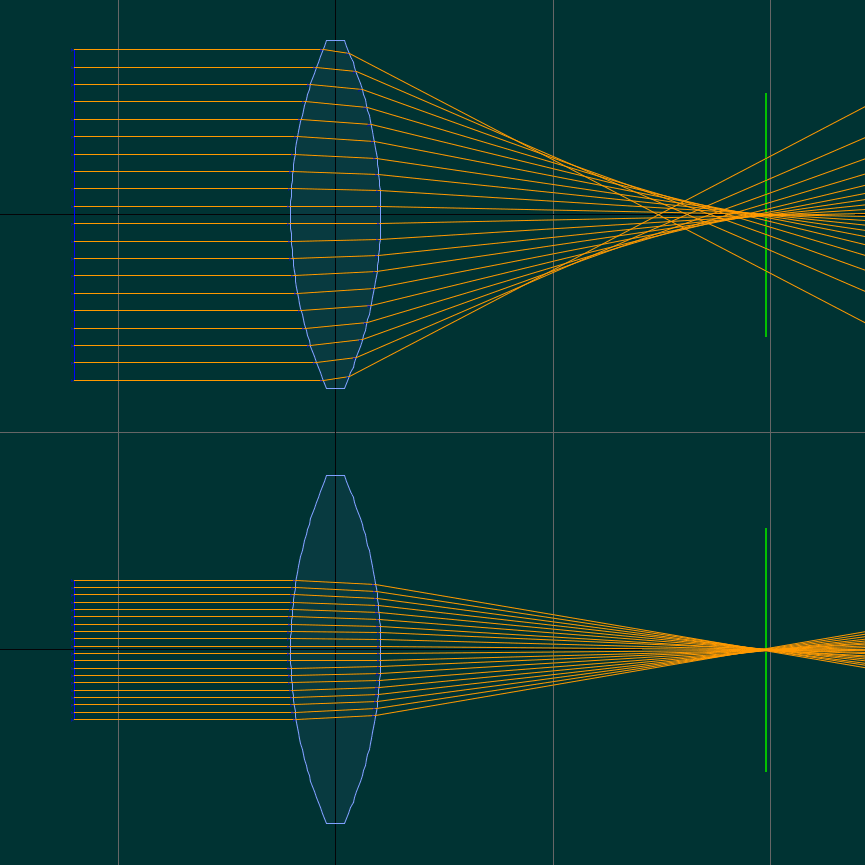
L'image du bas montre comment la réduction de l'ouverture améliore la mise au point.
Chaque face de la lentille est la section d'une sphère d'un certain rayon. En entrant l'indice de réfraction de Clear Resin (1,5403) dans Optical Ray Tracer, on voit que la mise au point d'une lentille symétrique avec un rayon sphérique de 50 mm se fait à environ 47,5 mm du centre de la lentille.
Un objectif avec une seule lentille doit équilibrer la capacité optique et la distorsion. Un objectif de faible capacité avec focale élevée présentera moins de distorsion, mais un champ de vision étroit. Il est difficile de cadrer avec un appareil photo si le champ de vision est trop étroit. Réduire la taille de l'ouverture permet d'éliminer une partie de la distorsion de coma, comme illustré ci-dessus.
Une distance focale de 50 mm est un bon compromis entre ces facteurs. Elle est suffisante pour cadrer un sujet.
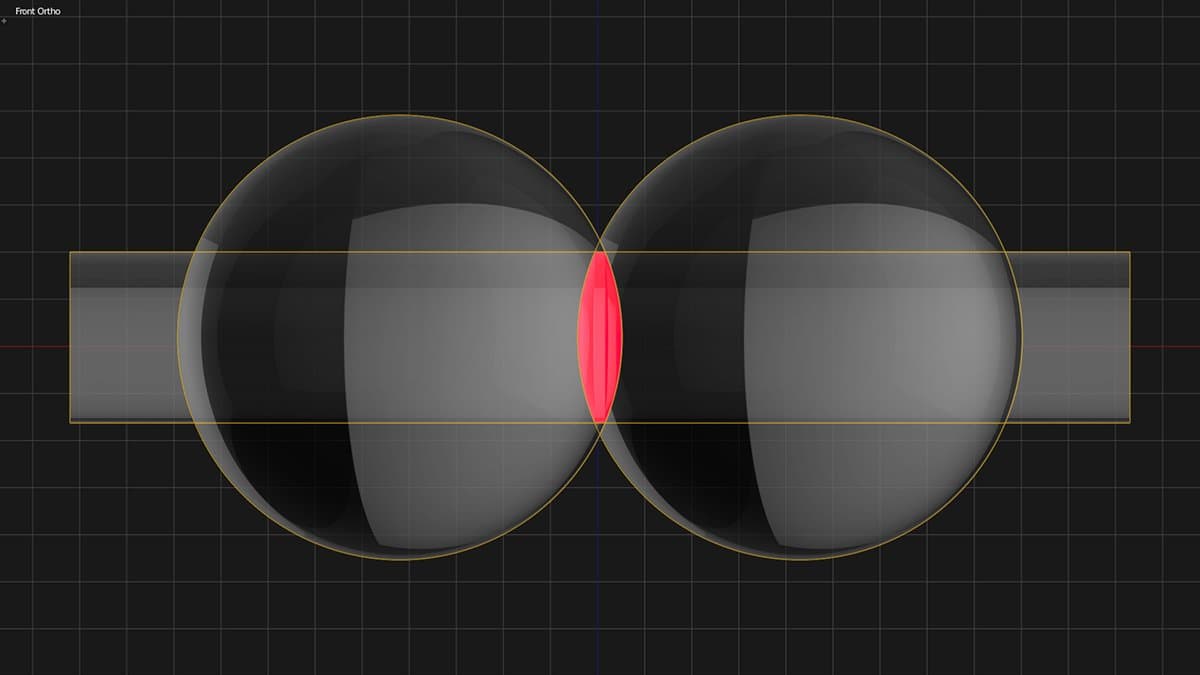
La lentille est modélisée comme l'intersection de deux sphères et d'un cylindre.
Une fois conçue, elle peut être modélisée avec un programme CAO. Comme la lentille est symétrique, elle résulte de l'intersection de deux sphères de 50 mm, à la bonne distance. La distance définit le rayon et l'épaisseur de la lentille mais n'affecte pas radicalement l'optique. La lentille a été conçue de façon à présenter un diamètre de 40 mm avec un bord cylindrique de 2 mm.
Introduction à l'impression 3D avec la stéréolithographie de bureau (SLA)
Téléchargez notre Livre Blanc complet sur la stéréolithographie pour découvrir le fonctionnement des technologies d'impression SLA, les raisons pour lesquelles des milliers de professionnels utilisent aujourd'hui ce procédé, et tout ce dont vous avez besoin pour savoir comment ce procédé d'impression 3D peut vous aider dans votre travail.
Télécharger le livre blancÉtape 2 : L'impression 3D de composants optiques avec une imprimante 3D Formlabs
Si vous imprimez des lentilles sur une imprimante 3D SLA Formlabs, prenez bien en considération différentes orientations et résolutions :
- une lentille imprimée horizontalement peut présenter des artefacts le long des couches vers le centre de l'axe de la lentille.
- une lentille imprimée parfaitement verticalement peut présenter des distorsions dues au processus additif.
Les lentilles les plus transparentes ont été imprimées inclinées à 30° par rapport à la plateforme de fabrication, avec des supports placés uniquement sur le bord pour éviter les traces de supports sur la surface importante.
Étape 3 : Relever les défis de la finition
Essais de plusieurs méthodes de polissage des lentilles, notamment à la main et à la machine.
Nous avons essayé trois méthodes de polissage pour obtenir la transparence optique : le ponçage manuel, le polissage automatisé et le trempage.
Essai 1 : Ponçage manuel
Nous avons utilisé toute une gamme de papier de verre et de feuilles abrasives Micro Mesh, de grain allant de 400 à 12 000, en augmentant de 200 à chaque passe, pour arriver à une finition très lisse. Le ponçage se fait lentement et minutieusement pour nettoyer la pièce à chaque changement de grain et éliminer les rayures du grain précédent avant de passer au suivant.
Les pièces imprimées par stéréolithographie (SLA) deviennent brillantes et très lisses au toucher lorsque le grain du papier de verre approche 3000. Lorsqu'il atteint 12 000, les pièces deviennent réfléchissantes.
Pour que la lentille imprimée soit transparente optiquement, il faut éliminer toutes les lignes de couche, ce qui était impossible à la main. Même si les lentilles étaient douches au toucher, il y avait encore des réflexions floues et des micro-rayures étaient encore visibles à la lumière rasante.
La lentille était transparente comme une loupe, mais pas suffisamment précise pour servir de lentille de focalisation.
Essai 2 : Ponçage automatisé
Il est difficile de contrôler la quantité de matériau poncée au début du ponçage manuel, là où la majeure partie des lignes de couche avaient été éliminées. L'étape suivante a consisté à essayer une méthode automatisée pour les réduire.
Amos a conçu et imprimé un appareil de polissage de lentille dans l'espoir de réduire l'erreur.
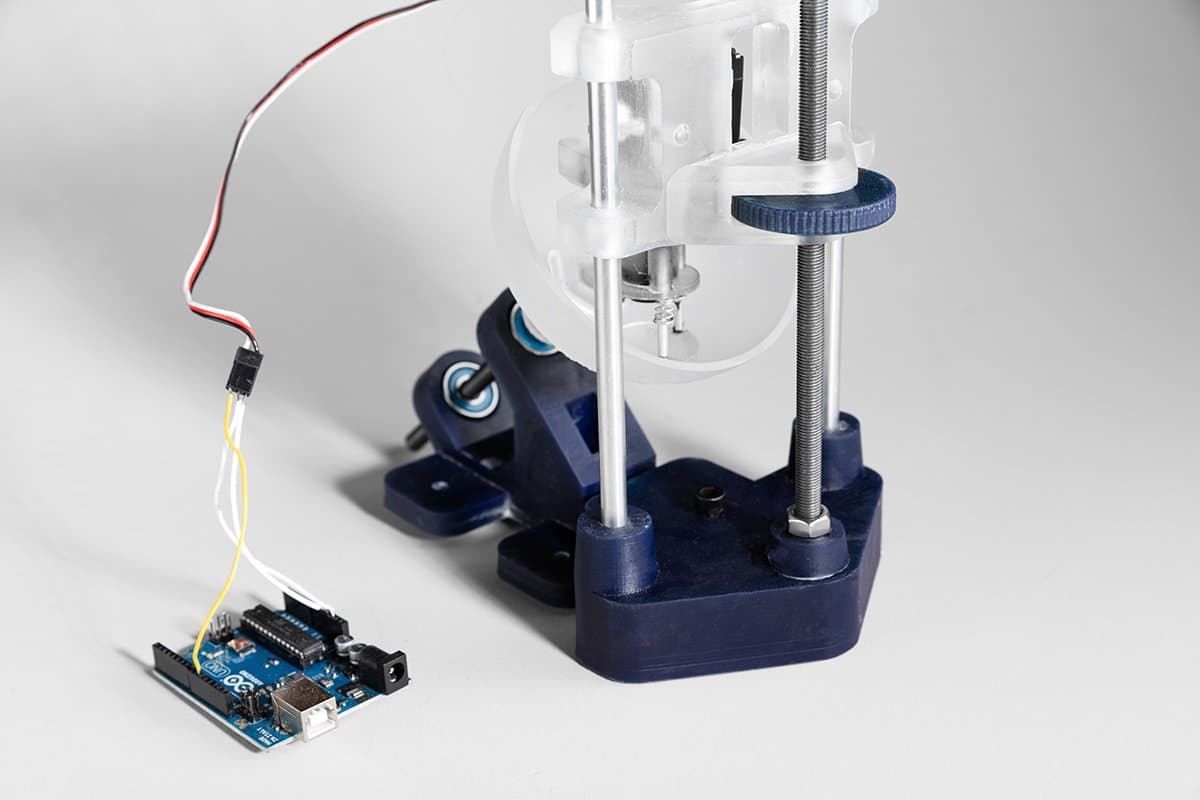
La vitesse de rotation de la lentille dans cet appareil est contrôlée par un Arduino.
L'appareil fait tourner la lentille à l'intérieur, contre un plat de même rayon sphérique. Le plat tourne également, mais selon un axe à 45° par rapport à la lentille et à une vitesse différente.
La lentille est connectée à un servomoteur avec un couplage cinétique qui comporte la pièce imprimée, des ressorts et de petits rivets. Le couplage maintient fermement la lentille mais la laisse s'appuyer souplement sur le plat, lui permettant d'osciller pendant sa rotation. Le plat contient un peu d'eau et un composé abrasif à base de diamant. Il est en Clear Resin, comme la lentille.
L'appareil élimine rapidement les lignes de couche, mais il n'est pas facile à utiliser pour effectuer tout le processus. Le plat doit être remplacé entre chaque polissage de couches pour que le grain n'affecte pas le niveau suivant du polissage.
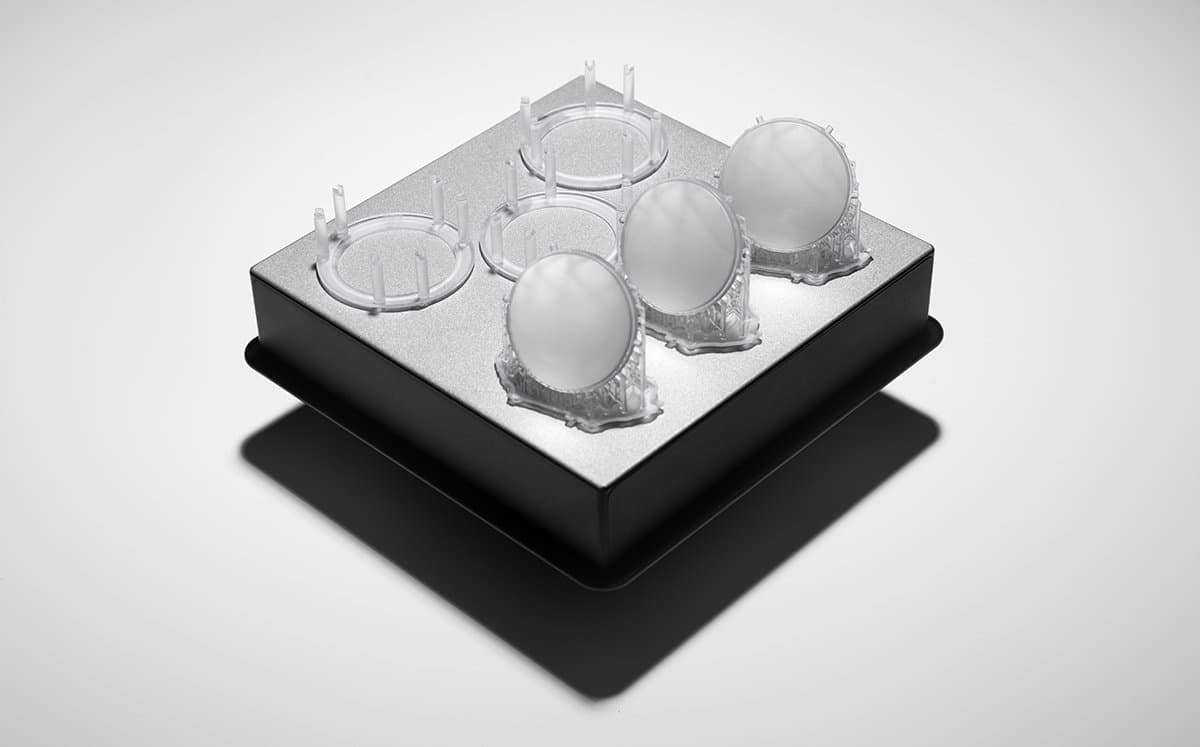
Des lentilles imprimées en 3D sur la plateforme de fabrication, après nettoyage dans de l'alcool isopropylique.
Essai 3 : Trempage
Alors qu'il était en train de coller des pièces ensemble, Amos s'est rendu compte que leur transparence augmentait lorsqu'elles étaient recouvertes de matériau visqueux comme l'époxy. Il a alors décidé de tremper les lentilles dans de la résine liquide et de les post-polymériser sous UV. La résine visqueuse va remplir les couches et les rayures à la surface et lui donner un fini complètement lisse.
La résine a tendance à former des bulles lorsqu'on l'agite, comme lorsqu'on trempe une lentille, mais elles disparaissent lorsque la lentille est retournée sur le bac à résine et qu'on laisse la résine se rassembler au centre et s'en écouler.
La couche de résine doit être aussi fine que possible, tout en comblant les lignes laissées par les couches. Les dernières bulles ont été éliminées avec une seringue et la lentille a été polymérisée complètement sous une lampe UV avant de tremper l'autre face.
Le résultat
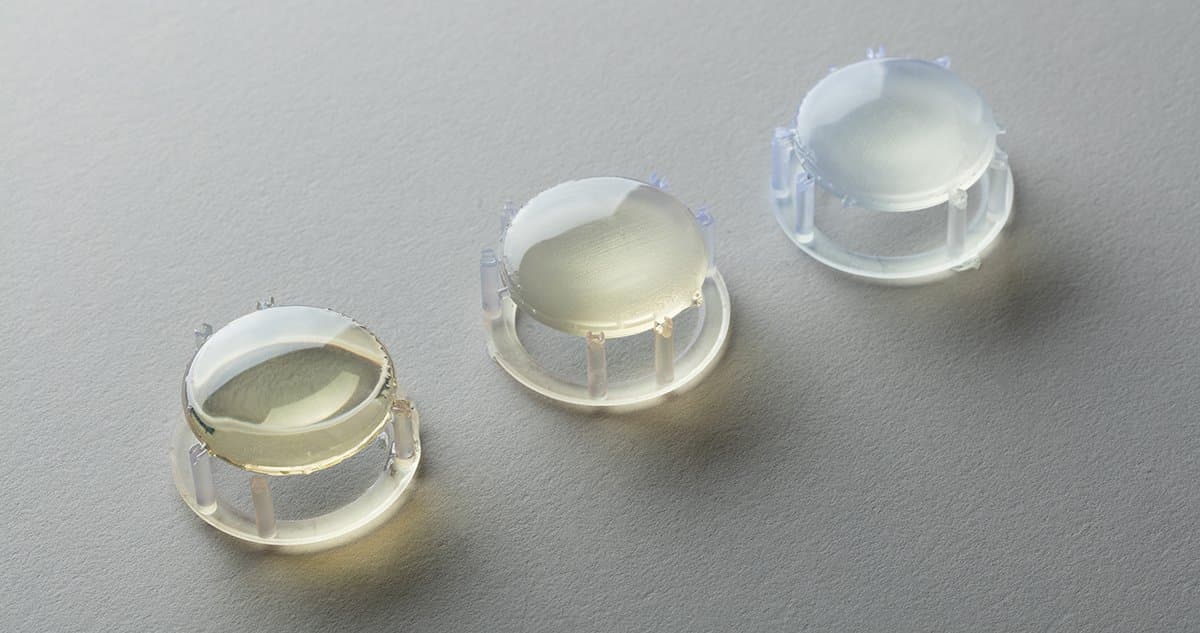
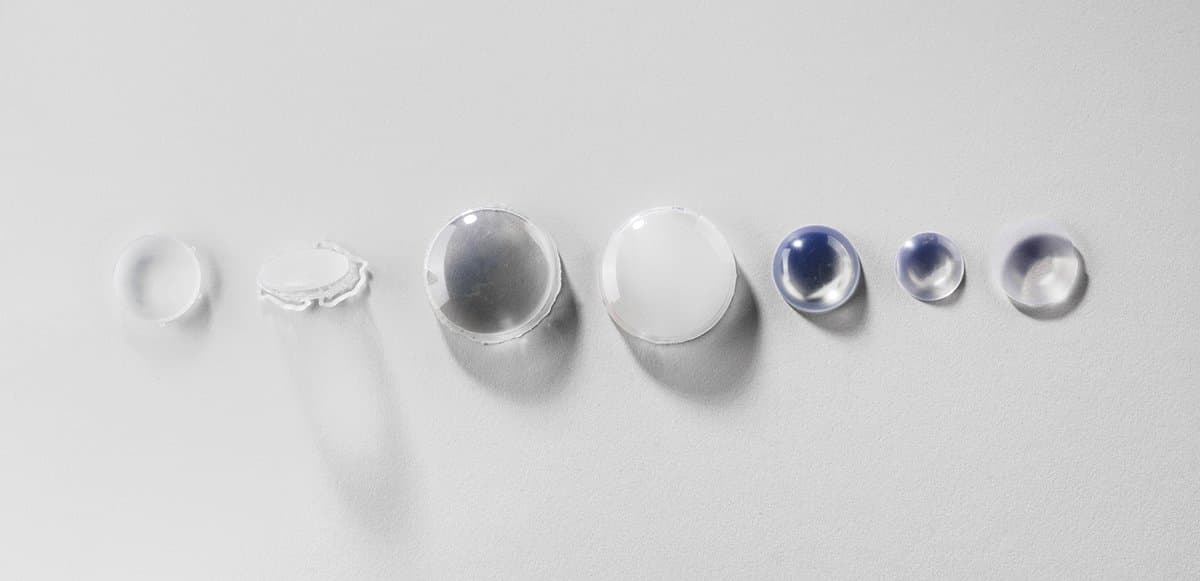
Les trois étapes du traitement des lentilles par bain de résine. À gauche, la lentille terminée.
Les pièces traitées par trempage dans de la résine sont extrêmement lisses, et les réflexions à leur surface sont nettes et précises. Cette méthode peut être utilisée pour obtenir une finition de surface encore plus lisse des pièces imprimées avec d'autres matériaux SLA, mais elle tend à réduire la netteté des détails.
Le trempage affecte aussi légèrement la distance focale. Amos a donc fabriqué et imprimé un dispositif d'essai de la lentille. Celui-ci comporte des filetages qui permettent d'approcher et de reculer la lentille par rapport au plan de l'image en tournant la roulette, et ainsi de vérifier sa distance focale.

Le testeur de lentille installé sur un appareil photo numérique pour obtenir une mesure immédiate.
Est-il possible de fabriquer par impression 3D des lentilles et autres optiques avec éléments multiples et avec plus de fonctionnalités ? Essayez d'imprimer en 3D vos propres lentilles et un testeur, ou tentez même un appareil photo en entier !
Téléchargez les fichiers STL de l'appareil photo à imprimer en 3D sur Pinshape.
En savoir plus sur le processus de conception de l'appareil photo d'Amos sur son blog. Regarder les photos de l'article du blog prises par l'appareil photo avec objectif interchangeable, le premier au monde à avoir été imprimé en 3D.
Vous êtes curieux de voir et d'essayer par vous-même des pièces imprimées en 3D par stéréolithographie ? Demandez un échantillon gratuit imprimé en 3D qui vous sera envoyé au bureau.
