
Stampa in-house modelli 3D accurati a basso residuo di cenere per la fusione diretta a cera persa
Le stampanti 3D stereolitografiche (SLA) di Formlabs e la Clear Cast Resin consentono la produzione diretta in-house di modelli per la fusione a cera persa industriale. Questo workflow permette di ridurre costi e tempi di consegna, nonché di avere maggiore flessibilità in termini di prototipazione, produzione di lotti medio-piccoli e realizzazione di geometrie complesse.
Perché passare al digitale?

Costi ridotti

Tempi di produzione più rapidi

Libertà di design
Clear Cast Resin: materiale per la fusione affidabile e accurato

Contenuti correlati


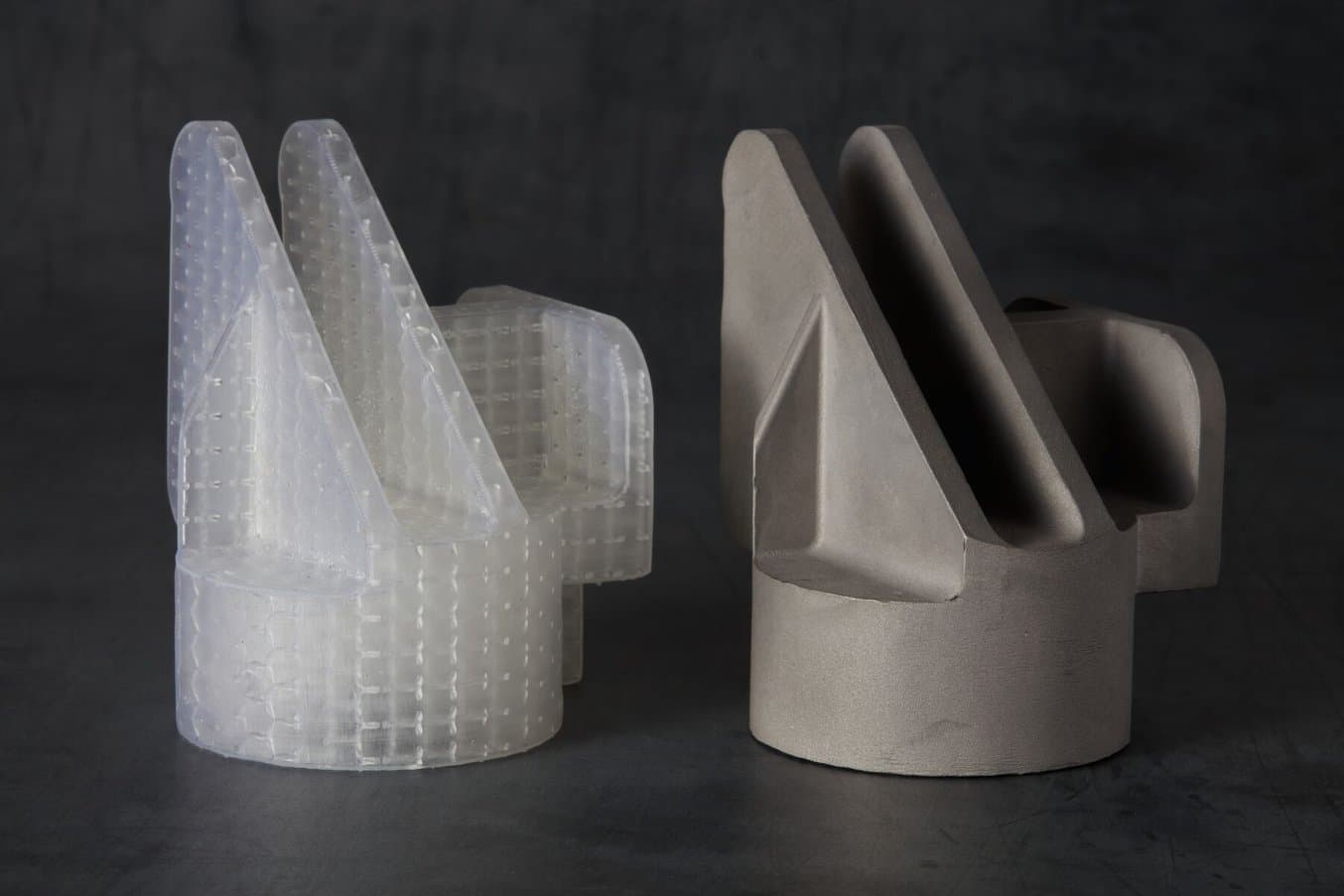
Fusione a cera persa industriale con modelli stampati in 3D usando la Clear Cast Resin di Formlabs
Frutto di una lunga esperienza e convalidata da team esperti di fusione
Formlabs ha prodotto resine per fusione a cera persa leader del settore per stampanti 3D SLA di terze parti di grande formato presso la sua struttura all'avanguardia in Ohio, Stati Uniti. Questa lunga esperienza è stata determinante per lo sviluppo della Clear Cast Resin.
Per convalidare la Clear Cast Resin, Formlabs ha collaborato con il Foundry 4.0 Center della University of Northern Iowa, nonché con un ampio numero di fonderie industriali, aziende fornitrici di servizi e fonderie artistiche.
Proprietà meccaniche e di combustione
| Carico di rottura a trazione | 65 MPa |
|---|---|
| Modulo di elasticità | 2,8 GPa |
| Modulo di flessione | 2,2 GPa |
| Dilatazione termica (da -30 a 140 °C) | 94,8 μm/m/°C |
| Contenuto in ceneri | <0,20% |
| Antimonio | < 10 ppm |
| Metalli di transizione rilevati (> 10 ppm) | Alluminio, rame |
| Metalli di transizione ad alta concentrazione (> 50 ppm) | Nessuno |
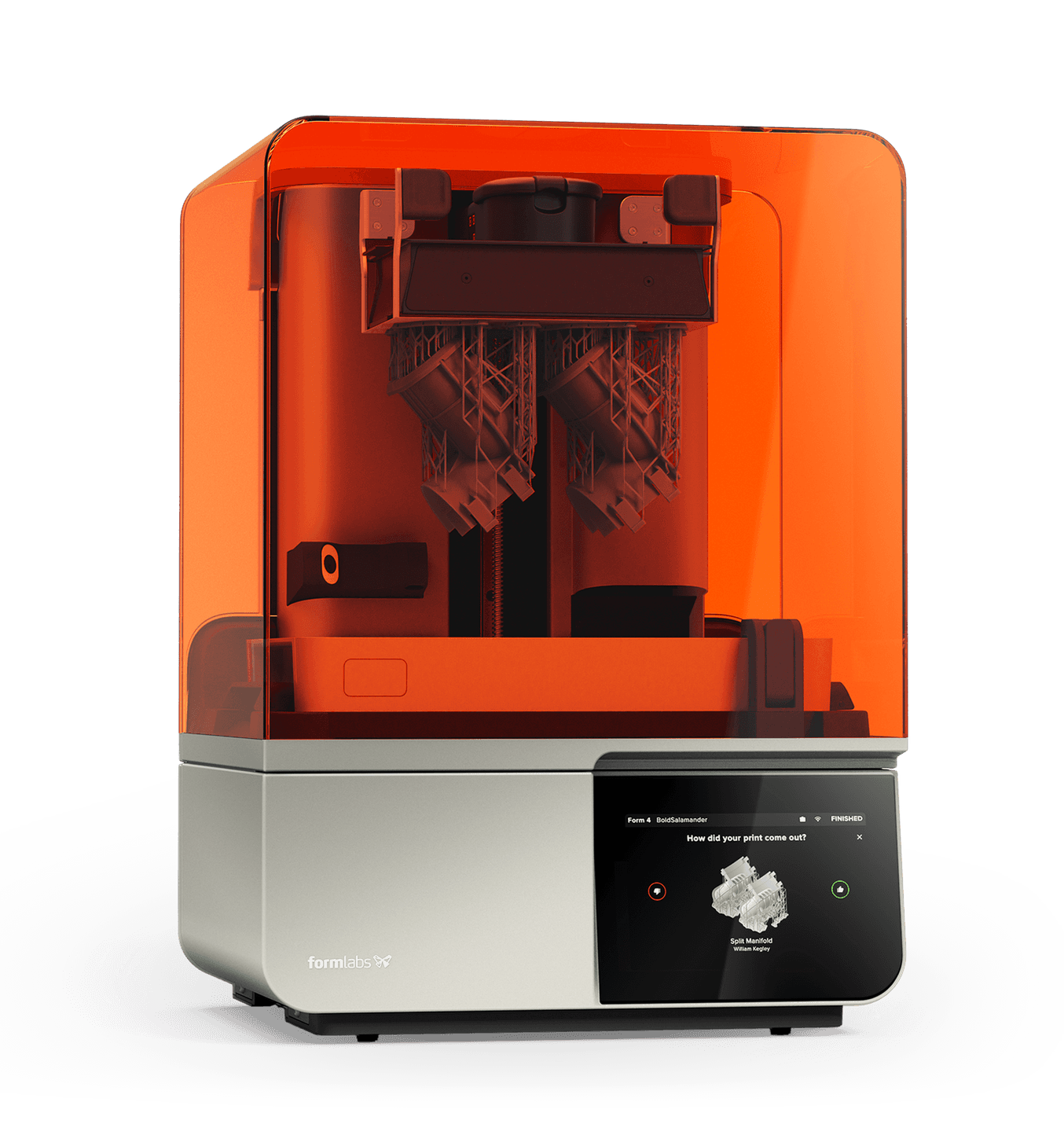
Form 4: stampante 3D SLA desktop straordinariamente veloce
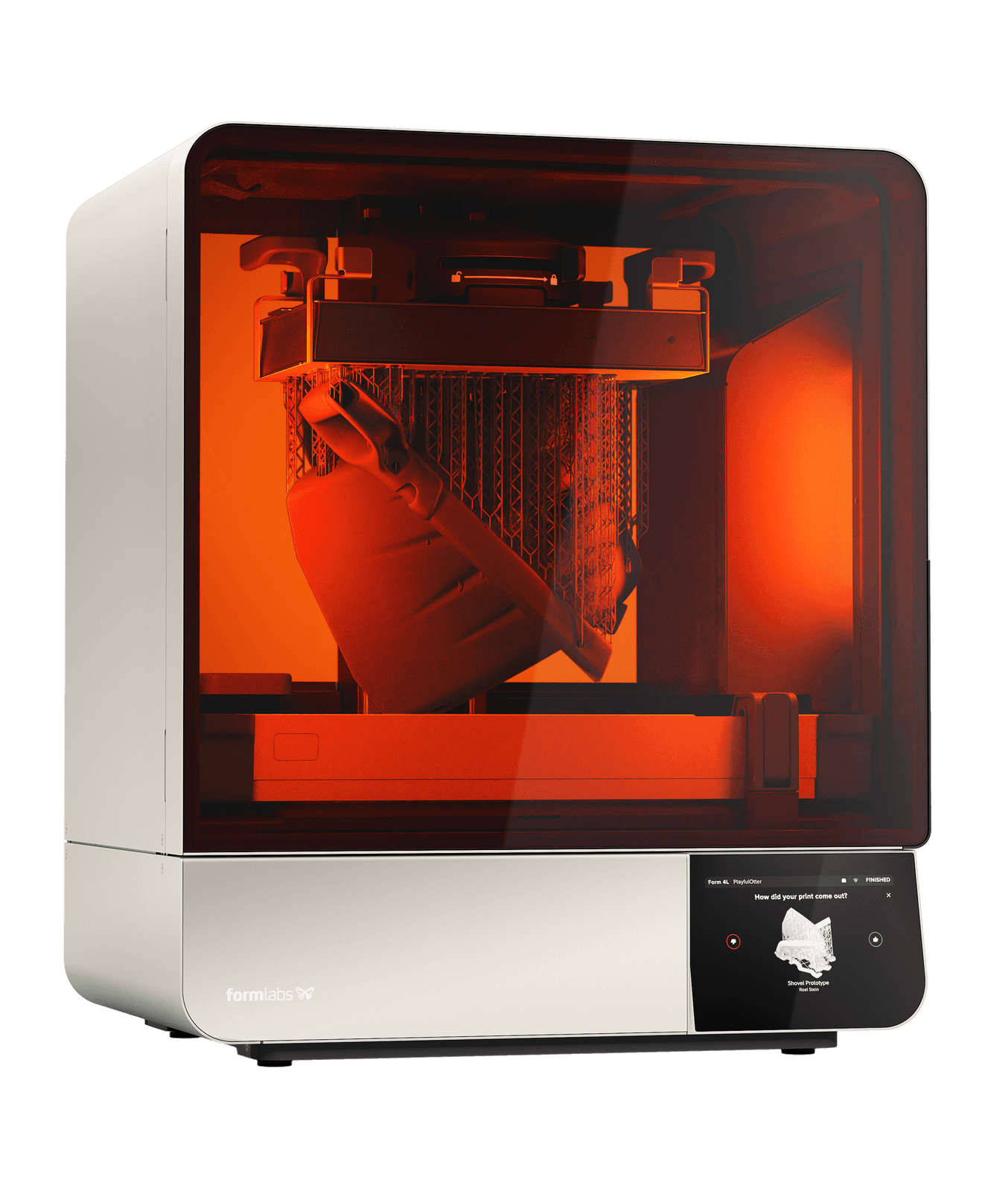
Form 4L: stampante 3D SLA di grande formato straordinariamente veloce
Elimina la necessità di creare attrezzature
La stampa 3D diretta di modelli per la fusione a cera persa elimina il passaggio di stampaggio a cera e dà accesso a un workflow più rapido che permette di completare un modello entro 24 ore. Inoltre, questo workflow consente di risparmiare il tempo necessario per la lavorazione meccanica CNC, permettendo al personale specializzato di dedicarsi ad attività più importanti.
Vuoi scoprire quanto puoi risparmiare? Contatta il nostro team per ricevere un calcolo specifico basato sul tuo specifico workflow e sulle parti che desideri realizzare.
| Parte | Girante complesso | Girante per pompa semplice da 12" |
|---|---|---|
| Volume di produzione | 50 parti | 50 parti |
| Metodo di creazione delle attrezzature alternativo | Iniezione di cera con attrezzature in metallo, nuclei ed elementi di raffreddamento in cera solubili | Iniezione di cera con attrezzature in metallo |
| Costo per la creazione delle attrezzature | 60 000 € | 11 000 € |
| Costo della stampa 3D | 78 €/parte | 30 €/parte |
| Tempo di realizzazione risparmiato | 14 settimane | 8 settimane |
Panoramica del procedimento di fusione a cera persa con modelli stampati in 3D
1. Progettazione del modello
Progetta la parte nel software CAD, quindi crea le cavità e una struttura reticolare interna. Leggi il nostro whitepaper per scoprire i passaggi e le impostazioni consigliate.
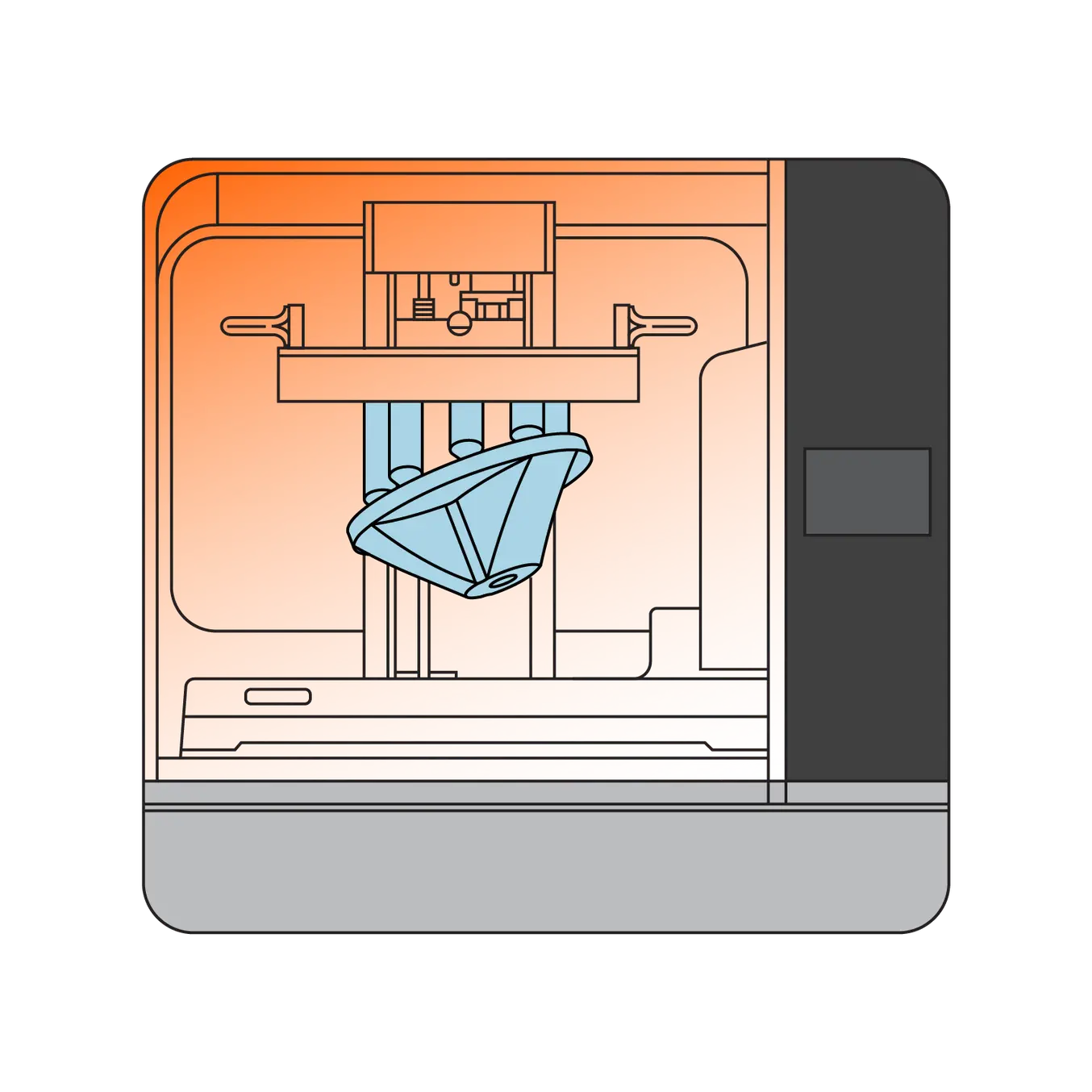
2. Stampa 3D del modello
Stampa in 3D sulla Form 3L o la Form 4 con la Clear Cast Resin seguendo le istruzioni di Formlabs.
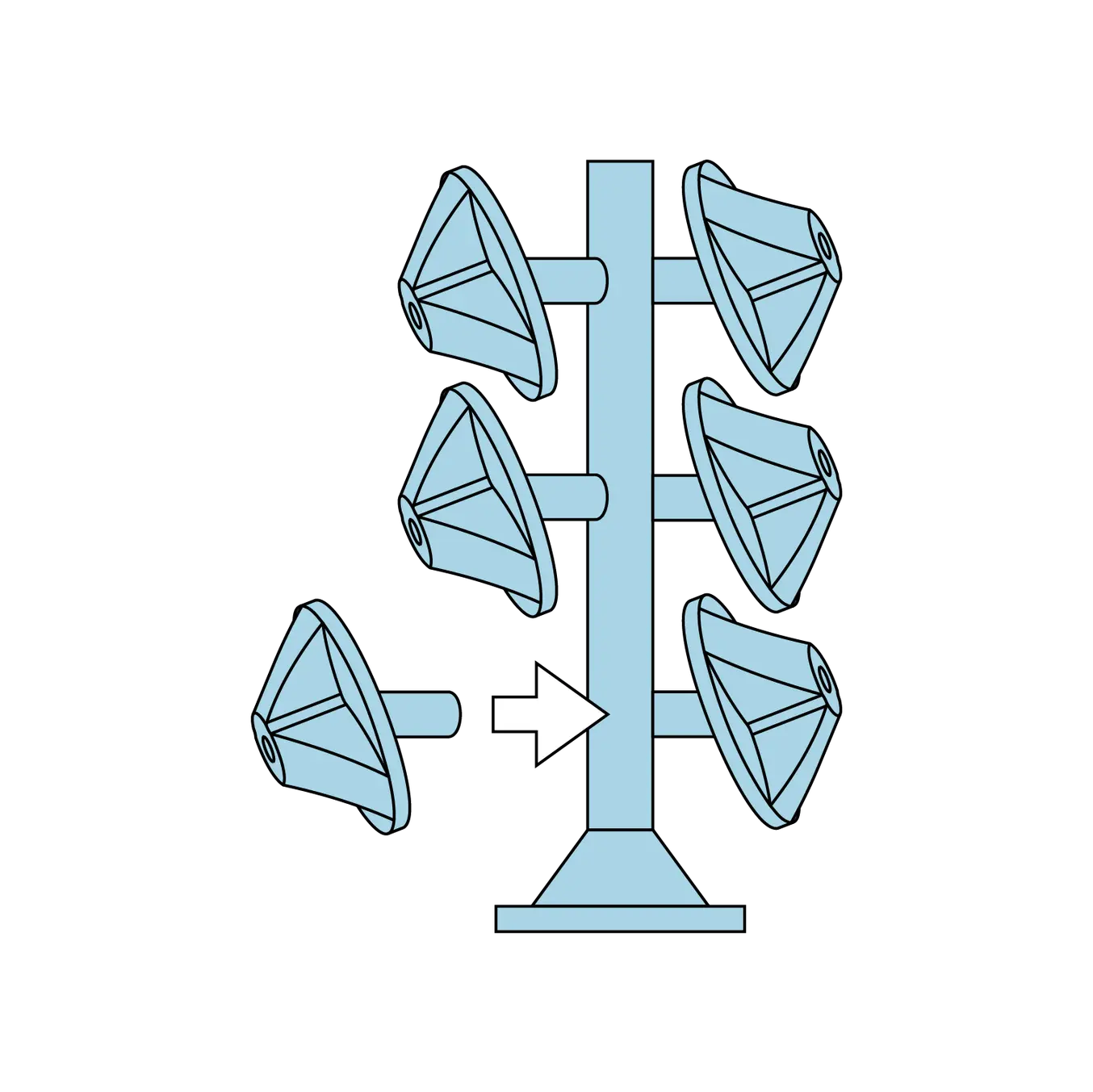
3. Preparazione del modello
Riempi sfiati e fori di drenaggio con una cera da fonderia standard, quindi procedi con i passaggi abituali per assemblare il modello.
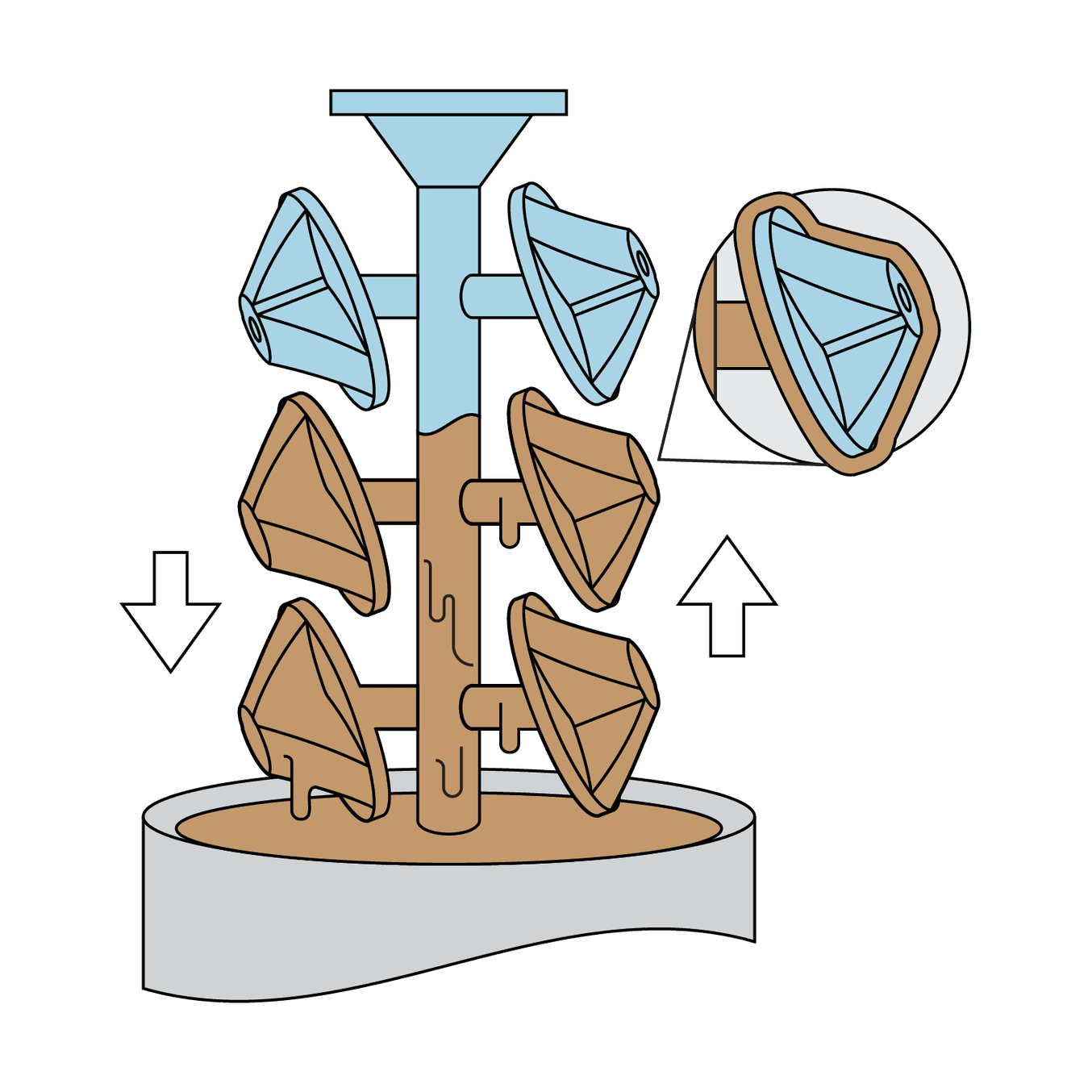
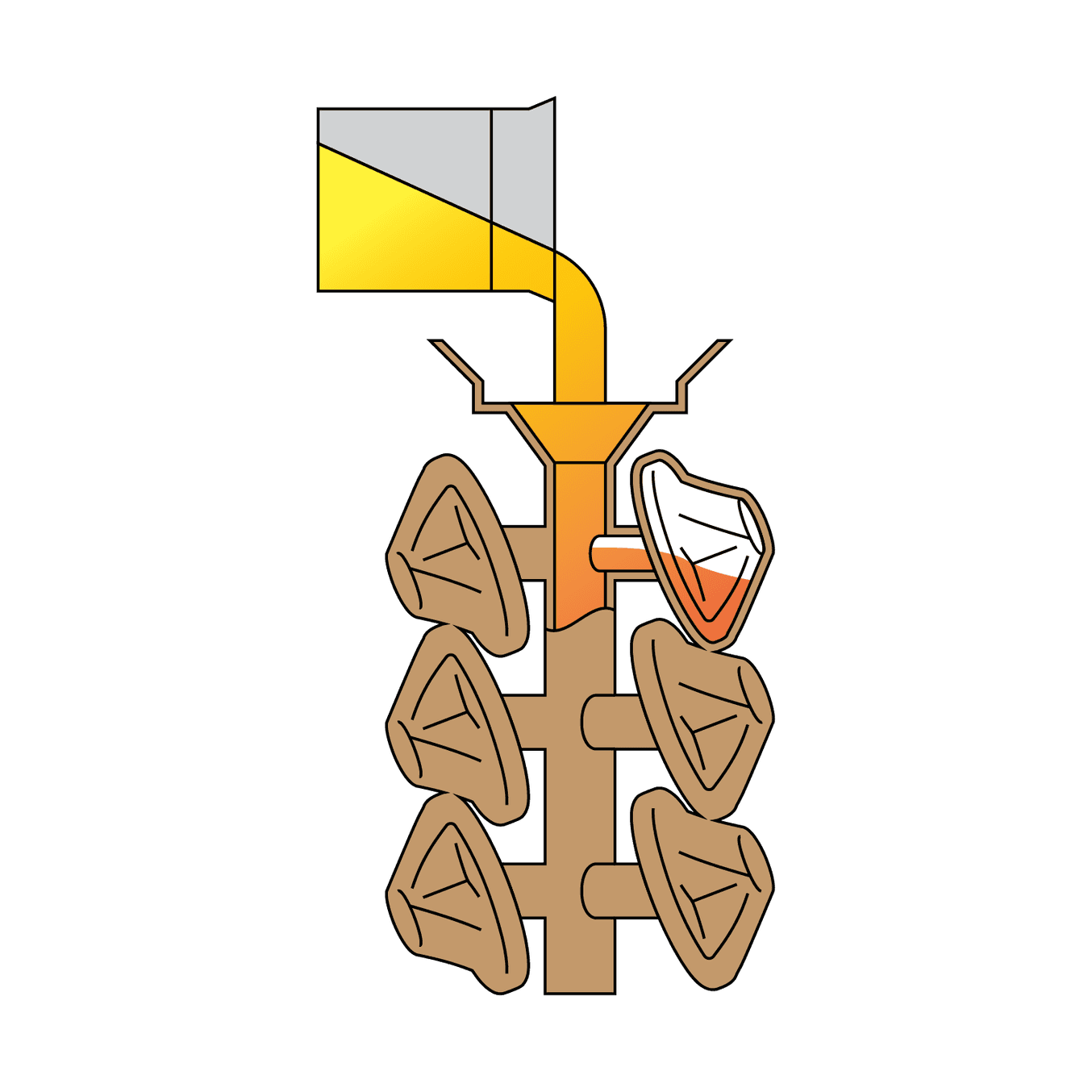
4. Creazione della scocca
Segui la formulazione e la procedura abituali per immergere l'albero nell'impasto. Alcune fonderie variano la composizione dell'impasto o aggiungono ulteriori immersioni per ridurre la fessurazione.
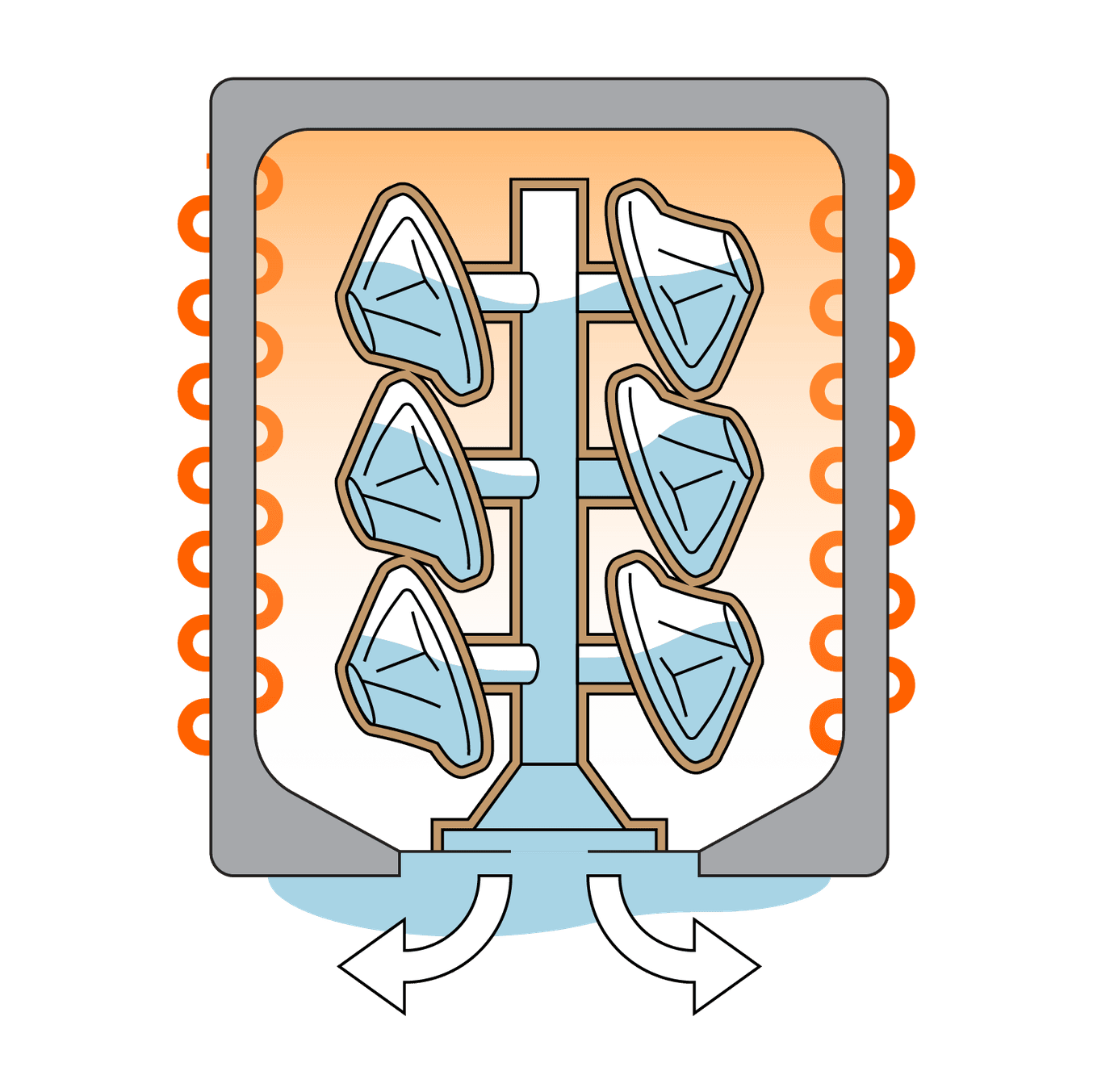
5. Combustione del modello
Segui il procedimento abituale. Uno dei metodi standard utilizzabili è la cottura rapida, che prevede il riscaldamento della parte in un forno tra i 700 °C e i 900 °C per due ore.
6. Fusione
Segui il procedimento abituale. Le fonderie partner di Formlabs ottengono ottimi risultati con la fusione di bronzo, ottone, alluminio A356, titanio 6-4, acciaio 4140 e 8620 e acciaio inossidabile 17-4 e 316.
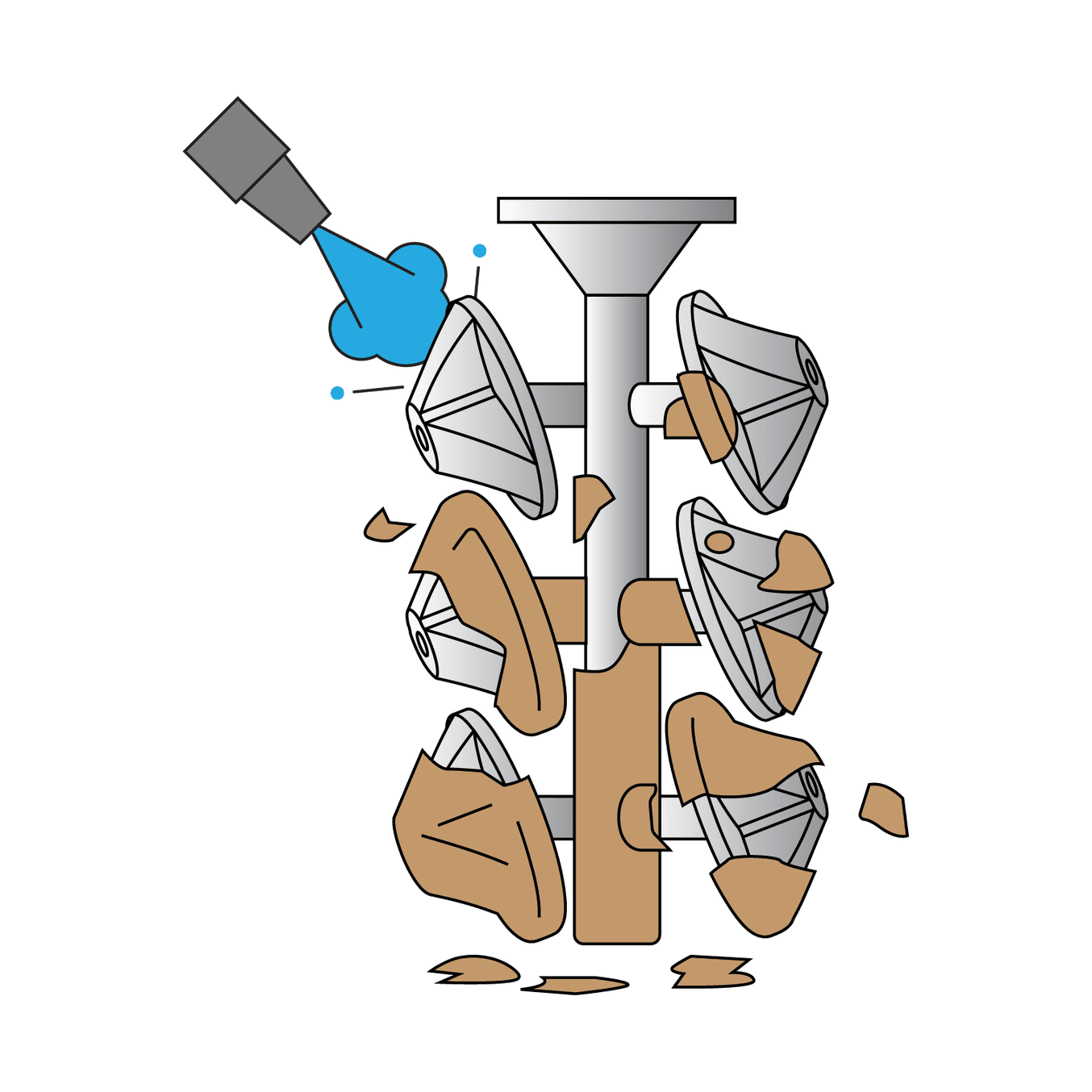
7. Rimozione della scocca
Dopo aver lasciato raffreddare il metallo, rimuovi la scocca in ceramica utilizzando acqua o una sabbiatrice.
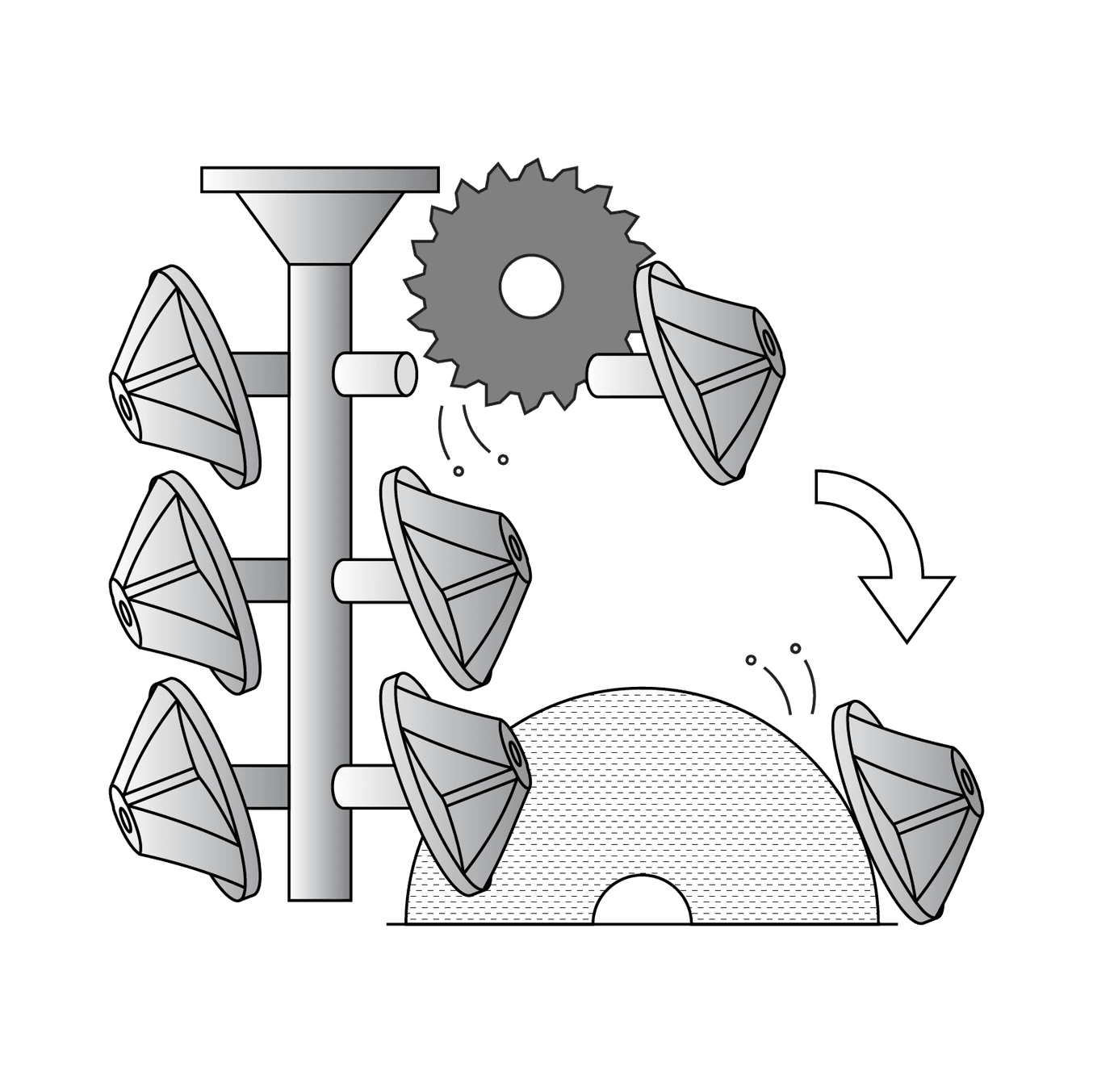
8. Taglio
Separa le parti dall'albero utilizzando una sega a nastro o altri strumenti.
Inizia a stampare in 3D modelli per fusione a cera persa
Richiedi ai nostri esperti di stampa 3D una consulenza personalizzata per trovare la giusta soluzione per la tua attività, ottenere analisi sul ritorno d'investimento, ricevere stampe di prova e molto altro.
