

La levigazione a vapore per migliorare la finitura superficiale delle parti SLS: uno studio di Formlabs e AMT
La stampa 3D a sinterizzazione laser selettiva (SLS) è una tecnica di produzione affidabile con materiali performanti che consentono di ottenere prestazioni e risultati estetici migliori quando abbinati a metodi di post-elaborazione avanzati, come la levigazione a vapore.
In questo whitepaper esamineremo le considerazioni e i vantaggi della levigazione a vapore, riporteremo i risultati dei test condotti sulle polveri SLS di Formlabs con il sistema di levigazione a vapore di AMT e parleremo di applicazioni, costi e consigli pratici.
La levigazione a vapore per migliorare la finitura superficiale delle parti SLS: uno studio di Formlabs e AMT
La stampa 3D a sinterizzazione laser selettiva (SLS) è una tecnica di produzione affidabile con materiali performanti che consentono di ottenere prestazioni e risultati estetici migliori quando abbinati a metodi di post-elaborazione avanzati, come la levigazione a vapore.
In questo whitepaper esamineremo le considerazioni e i vantaggi della levigazione a vapore, riporteremo i risultati dei test condotti sulle polveri SLS di Formlabs con il sistema di levigazione a vapore di AMT e parleremo di applicazioni, costi e consigli pratici.
Introduzione
La sinterizzazione laser selettiva (SLS) è una tecnologia di stampa 3D molto diffusa utilizzata per produrre parti complesse, in cui materiali in polvere vengono sinterizzati strato per strato da un laser. Questo approccio consente di ottenere componenti precisi e robusti, ma presenta un significativo inconveniente: la finitura superficiale tende a essere ruvida e porosa, il che ne pregiudica l'applicabilità in scenari in cui è fondamentale una finitura liscia, come gli assemblaggi ad alto attrito o la produzione di parti per utilizzo finale. Tuttavia, grazie all'utilizzo di ulteriori tecniche di post-elaborazione, come la levigazione a vapore, è possibile conferire alle parti SLS una finitura superficiale e una resistenza paragonabili a quelle delle parti realizzate mediante stampaggio a iniezione.
Per comprendere e valutare l'efficacia della levigazione a vapore sulle parti realizzate con la stampa 3D SLS, Formlabs ha avviato una collaborazione con Additive Manufacturing Technologies (AMT). L'obiettivo comune era quello di analizzare l'impatto della levigazione a vapore su diverse parti realizzate con stampanti 3D SLS della serie Fuse, utilizzando diversi materiali come la Nylon 12 Powder, la Nylon 11 Powder, la TPU 90A Powder, la Nylon 11 CF Powder e la Nylon 12 GF Powder.

Richiedi un campione gratuito
Guarda e tocca con mano la qualità di Formlabs. Saremo lieti di inviare presso la tua azienda un campione gratuito stampato in 3D.
Panoramica della levigazione a vapore
La levigazione a vapore è un processo chimico in cui la superficie di una parte stampata in 3D tramite SLS viene esposta a un solvente vaporizzato. Durante il processo, la superficie viene sciolta in modo selettivo grazie alla combinazione del calore con i vapori del solvente, in modo tale da ottenere una superficie più liscia e meno porosa. Il processo altera prevalentemente gli strati superficiali, mentre quelli interni rimangono intatti. Per ottenere la finitura superficiale desiderata, la precisione della levigazione viene controllata utilizzando condizioni specifiche all'interno della camera in cui avviene il processo, spesso mediante profili di impostazione personalizzati sviluppati dall'azienda produttrice dell'apparecchio per la levigazione a vapore.
La scelta del solvente usato per questo processo dipende in gran parte dal tipo di materiale utilizzato nel processo di stampa. Ogni materiale interagisce in modo diverso con i solventi. Di conseguenza, il solvente ideale varia da un materiale all'altro. Ad esempio, il nylon 11 e il nylon 12 vengono solitamente trattati con lo stesso solvente, mentre il polipropilene richiede un prodotto chimico diverso affinché la levigazione sia efficace.
La levigazione a vapore viene eseguita generalmente all'interno di un ambiente sigillato, come una camera a vapore, per evitare l'evaporazione del solvente. Queste apposite camere, prodotte e commercializzate da aziende come AMT, spesso sono molto compatte e hanno un ingombro simile a quello della stampante Fuse 1+ 30W. Queste caratteristiche garantiscono un processo di levigazione a vapore controllato, efficiente e sicuro.
Le parti da sottoporre al processo di levigazione a vapore vengono appese a una griglia posizionata all'interno della camera a vapore. Una volta sigillata la camera, per prima cosa vengono impostate le condizioni appropriate, ovvero la temperatura della camera e il livello di vuoto. Successivamente, viene introdotto all'interno della camera il solvente vaporizzato, che interagisce chimicamente con le parti e favorisce la levigazione della superficie. Il processo di levigazione a vapore dura complessivamente circa due ore. Il tempo rimane costante, indipendentemente dalla geometria, dalle dimensioni o dal numero delle parti, per cui il processo è ugualmente efficiente anche con volumi più elevati di parti e nella produzione in lotti.


La stampante 3D Fuse 1+ 30W SLS di Formlabs (a sinistra) e la PostPro SF100 di AMT (a destra).
Vantaggi della levigazione a vapore
Ruvidità superficiale e uniformità di colore
La levigazione a vapore viene utilizzata principalmente per ottenere un aspetto più liscio e lucido, simile a quello di una parte stampata a iniezione. Questa proprietà è particolarmente utile per le parti in cui l'aspetto esteriore ha un ruolo fondamentale, come prodotti per utilizzo finale o iterazioni finali di prototipi che richiedono una finitura di classe A o B.
Formlabs e AMT hanno riscontrato una riduzione di circa il 72% - 81% della rugosità superficiale media (Ra) dopo aver levigato le parti stampate con le polveri SLS di Formlabs. Formlabs ha inoltre riscontrato che la levigazione a vapore conferisce una finitura superficiale uniforme, opaca e semilucida a tutte le parti stampate con polveri SLS di Formlabs.

Boccetta di profumo personalizzata con dettaglio nero realizzato su una stampante 3D SLS della serie Fuse in Nylon 11 Powder e successivamente sottoposto a levigazione a vapore.
Proliferazione batterica e assorbimento di umidità
La levigazione a vapore aiuta anche a sigillare la superficie della parte, riducendone la porosità e migliorandone la resistenza a umidità e proliferazione batterica. Questo aspetto è particolarmente utile in applicazioni in cui la parte è esposta a condizioni difficili e solventi, come nel caso di componenti automobilistici o aerospaziali (per maggiori dettagli, consulta il capitolo Risultati dell'assorbimento di umidità), o in cui la proliferazione batterica rappresenta un problema. Formlabs e AMT hanno riscontrato una riduzione del 60% della proliferazione dei batteri MRSA sulle parti in Nylon 12 Powder.

Questi parastinchi leggeri, personalizzati e stampati in 3D sono un esempio di applicazione in cui è molto importante avere una ridotta proliferazione batterica. Stampati in Nylon 11 Powder e levigati a vapore.
Applicazione in aree non visibili
Uno dei principali vantaggi della levigazione a vapore è la possibilità di applicarla nelle aree non visibili delle parti. Infatti, il solvente vaporizzato può interagire uniformemente con tutte le superfici, anche quelle non direttamente visibili. Questa proprietà rappresenta un vantaggio significativo rispetto ai rivestimenti applicati con la pistola a spruzzo HVLP, che presentano problemi quando vengono applicati a superfici nascoste, interne o complesse, in particolare nel caso di geometrie complesse come i reticoli. Di conseguenza, la levigazione a vapore garantisce una finitura superficiale completamente uniforme, indipendentemente dalla complessità della struttura della parte.
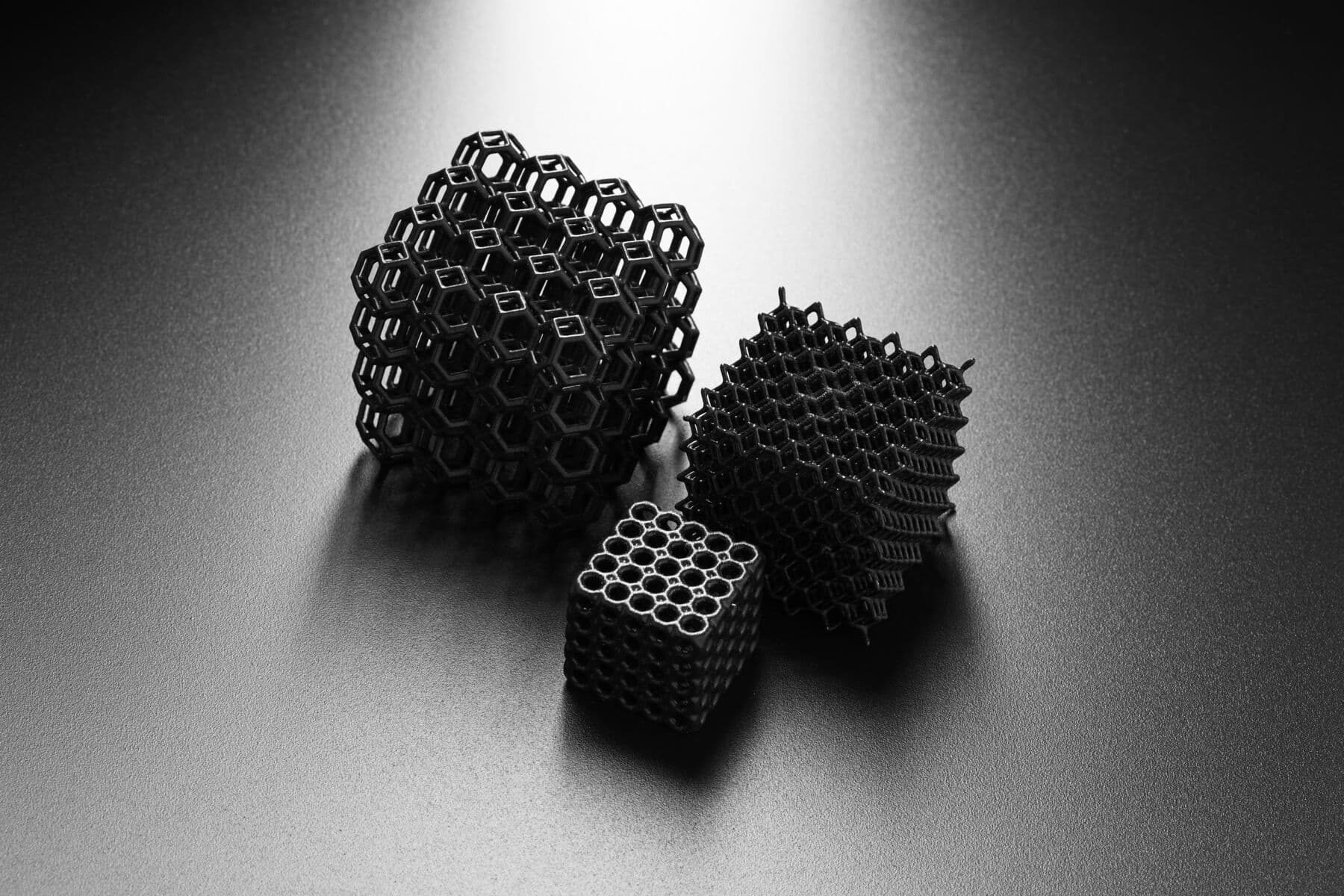
Cubi reticolari stampati in TPU 90A Powder dopo la levigazione a vapore.
Conservazione delle proprietà meccaniche
La levigazione a vapore ha un ulteriore vantaggio, ovvero il suo impatto minimo sulle proprietà meccaniche intrinseche del materiale di base. Sotto questo aspetto, Formlabs e AMT hanno rilevato solo una piccola deviazione di pochi punti percentuali rispetto all'originale. Ciò significa che i vantaggi della levigazione a vapore (miglioramento dell'estetica e della finitura superficiale) possono essere ottenuti senza compromettere le prestazioni funzionali o l'integrità strutturale della parte. Per questo motivo, la levigazione a vapore è considerata una tecnica di post-elaborazione eccezionalmente efficace, in grado di bilanciare forma e funzionalità dei componenti stampati in 3D.
Processo e considerazioni di progettazione per la levigazione a vapore
Per garantire risultati ottimali, la levigazione a vapore delle parti SLS richiede un'attenta valutazione di alcuni parametri di processo e caratteristiche di progettazione. Di seguito sono riportati i punti chiave da considerare:
- Profili predefiniti: assicurati che l'apparecchio per la levigazione a vapore includa profili predefiniti configurati specificamente per le polveri SLS di Formlabs.
- Raggruppamento di parti simili: se possibile, raggruppa parti con spessori delle pareti simili. Così facendo, si favorisce l'uniformità del processo di levigazione e si evitano disomogeneità nei risultati finali dovute alle diverse caratteristiche dei materiali.
- Punti di collegamento: per garantire una copertura completa durante il processo di levigazione a vapore, è consigliabile aggiungere un punto di collegamento alle parti. In questo modo le parti possono essere attaccate o appese tramite una clip, garantendo che tutte le superfici possano essere levigate in modo uniforme.
- Orientamento delle parti: l'orientamento corretto delle parti nella camera a vapore è fondamentale. Le parti con elementi cavi devono essere orientate verso il basso, per evitare che il solvente si accumuli in tali aree.
- Consulenza con le aziende produttrici: non esitare a contattare il tuo fornitore di attrezzature per ricevere ulteriori suggerimenti. Grazie ai consigli degli esperti, puoi ottenere informazioni più dettagliate, perfezionare il processo di levigazione a vapore e massimizzare i risultati.
Profili di levigazione a vapore
Ogni azienda e apparecchio per la levigazione a vapore ha una propria serie di parametri e solventi per levigare le parti. I parametri che vengono più spesso regolati sono temperatura e pressione. Inoltre, per garantire risultati della massima qualità, ciascun materiale SLS è dotato di un profilo specifico sviluppato dall'azienda produttrice dell'apparecchio di levigazione.
Nell'ambito della loro collaborazione, Formlabs e AMT hanno sviluppato profili per la levigazione a vapore specifici per tutti i materiali SLS di Formlabs. Questi profili sono studiati per fornire la migliore finitura superficiale possibile durante la levigazione a vapore delle parti prodotte con le polveri SLS di Formlabs.
Per potervi accedere, contatta direttamente AMT. La TPU 90A Powder ha dimostrato una minore omogeneità in seguito alla levigazione a vapore rispetto a materiali rigidi come il nylon. Stampa le parti in TPU 90A Powder in verticale per ottenere una migliore levigazione a vapore.
Geometria delle parti
Oltre ai profili personalizzati per i materiali SLS, gli apparecchi per la levigazione a vapore possono avere profili specifici a seconda della geometria delle parti. Le caratteristiche geometriche delle parti, come lo spessore delle pareti e le dimensioni totali, possono influire sul processo di levigazione e devono essere tenute in considerazione quando si impostano i profili di levigazione a vapore. Ad esempio, AMT prevede un profilo specifico per le parti sottili realizzate in Nylon 12 Powder (spessore delle pareti di 3 mm).
La levigazione di parti, o lotti di parti, che presentano sia pareti molto sottili che molto spesse può produrre risultati non uniformi e superfici che presentano bolle. Per evitare che ciò si verifichi, è quindi consigliabile raggruppare il più possibile in lotti le parti con geometrie simili.
Griglia e segni
Durante il processo di levigazione a vapore, le parti vengono appese a una griglia in metallo, per cui devono avere una geometria adatta al fissaggio di un filo o una clip. Se così non fosse, si può prevedere l'aggiunta di un punto di collegamento, ad esempio un piccolo foro passante o una linguetta rimovibile monouso. In generale, per effetto del flusso di solvente sulla superficie durante la levigazione a vapore, i segni lasciati sulla parte da questi elementi sono minimi.
Per i cicli di produzione costituiti da molte parti, è inoltre possibile collegare tutte le parti tra loro durante la stampa 3D, creando una struttura simile a un albero di fusione. Sebbene questo metodo comporti un maggior consumo di polvere, consente di ridurre notevolmente il tempo di manodopera necessario per appendere le parti alla griglia e può includere punti di distacco da cui separare le parti con facilità dopo la levigazione.

Riduzione degli accumuli di solvente
Poiché il solvente viene vaporizzato all'interno della camera durante il processo di levigazione, vi è il rischio che si accumuli nelle cavità della parte stampata. Ciò potrebbe causare la formazione di bolle non uniformi sulla superficie della parte. Per evitarlo, consigliamo di appendere le parti con gli elementi cavi rivolti verso il basso, in modo da favorire il deflusso del solvente. In alternativa, se possibile, consigliamo di non includere caratteristiche di questo tipo nel design della parte.
Considerazioni su sicurezza e strutture
AMT fornisce una guida completa alla preparazione del sito per tutti gli apparecchi PostPro SF, per garantire che l'installazione e il funzionamento dei sistemi di levigazione a vapore siano conformi alle norme di sicurezza. La guida include inoltre risorse di formazione per il personale in materia di sicurezza e manipolazione, un passaggio fondamentale per ridurre potenziali rischi.
Per quanto riguarda i requisiti di spazio, i sistemi di levigazione a vapore di AMT sono relativamente compatti e richiedono solo 2,2 metri di larghezza e 3,2 metri di profondità, a seconda del modello specifico e del rendimento. Per ulteriori informazioni su installazione e sicurezza, contatta direttamente AMT. Queste considerazioni consentono un utilizzo sicuro ed efficiente dei sistemi di levigazione a vapore nella propria area di lavoro.
Valutazione complessiva dei materiali Formlabs post-levigazione a vapore
Formlabs e AMT hanno eseguito test approfonditi per valutare gli effetti della levigazione chimica a vapore di AMT sulle proprietà dei materiali di diverse parti stampate con la tecnologia SLS di Formlabs. I test si sono concentrati sulla finitura superficiale, sulle proprietà meccaniche, sulla citotossicità e sulle proprietà antimicrobiche. I test sono stati eseguiti sulla Nylon 12 Powder, Nylon 11 Powder, TPU 90A Powder, Nylon 11 CF Powder e Nylon 12 GF Powder.
I risultati hanno dimostrato che i sistemi di levigazione a vapore PostPro di AMT migliorano la finitura superficiale delle parti e conferiscono proprietà antimicrobiche senza effetti citotossici negativi.
Metodi di test
| Test | Tipo di campione e norma del test | Numero totale di campioni per ciascun materiale | Non levigati a vapore | Levigati a vapore |
|---|---|---|---|---|
| Test di trazione | ASTM D638 Tipo 1 | 20 | 10 |
10 |
| Ruvidità superficiale* | ASTM D638 Tipo 1 | 10 | 5 | 5 |
| Analisi al microscopio** | 10 mm2 | 2 | 1 | 1 |
| Citotossicità | ISO 10993-5 (2009); ISO 10993-1 (2021); ISO 10993-12 (2021) | 5 | 0 | 5 |
| Antimicrobico | ISO 22196 | 8+1 di riferimento | 1 | 8 |
| Assorbimento di umidità | Incremento percentuale di peso in 24 ore per un cubo di 1 x 1 x 1 cm stampato e immerso nei rispettivi solventi. | 10 | 5 | 5 |
*L'analisi della ruvidità superficiale è stata condotta utilizzando l'apparecchio Surftest SJ-210 di Mitutoyo con un raggio della punta dello stilo di 2 μm, un angolo della punta di 60°
e una forza di misurazione di 0,75 kN. Sono state effettuate cinque misurazioni in diverse aree di ciascuna superficie, prima e dopo il processo di levigazione.
**L'analisi al microscopio è stata effettuata utilizzando un microscopio digitale KH-8700 di Hirox con lente MX(G)-2016Z. L'analisi è stata effettuata con un
ingrandimento di 60x.
Risultati del test della ruvidità superficiale
| Materiali | Risultato post-levigazione a vapore (Ra) | Riduzione percentuale |
|---|---|---|
| Nylon 12 Powder | 2,33 | 75% |
| Nylon 11 Powder | 2,65 | 73% |
| TPU 90A Powder | 3,26 | 81% |
| Nylon 12 GF Powder | 2,80 | 72% |
| Nylon 11 CF Powder | 2,28 | 80% |
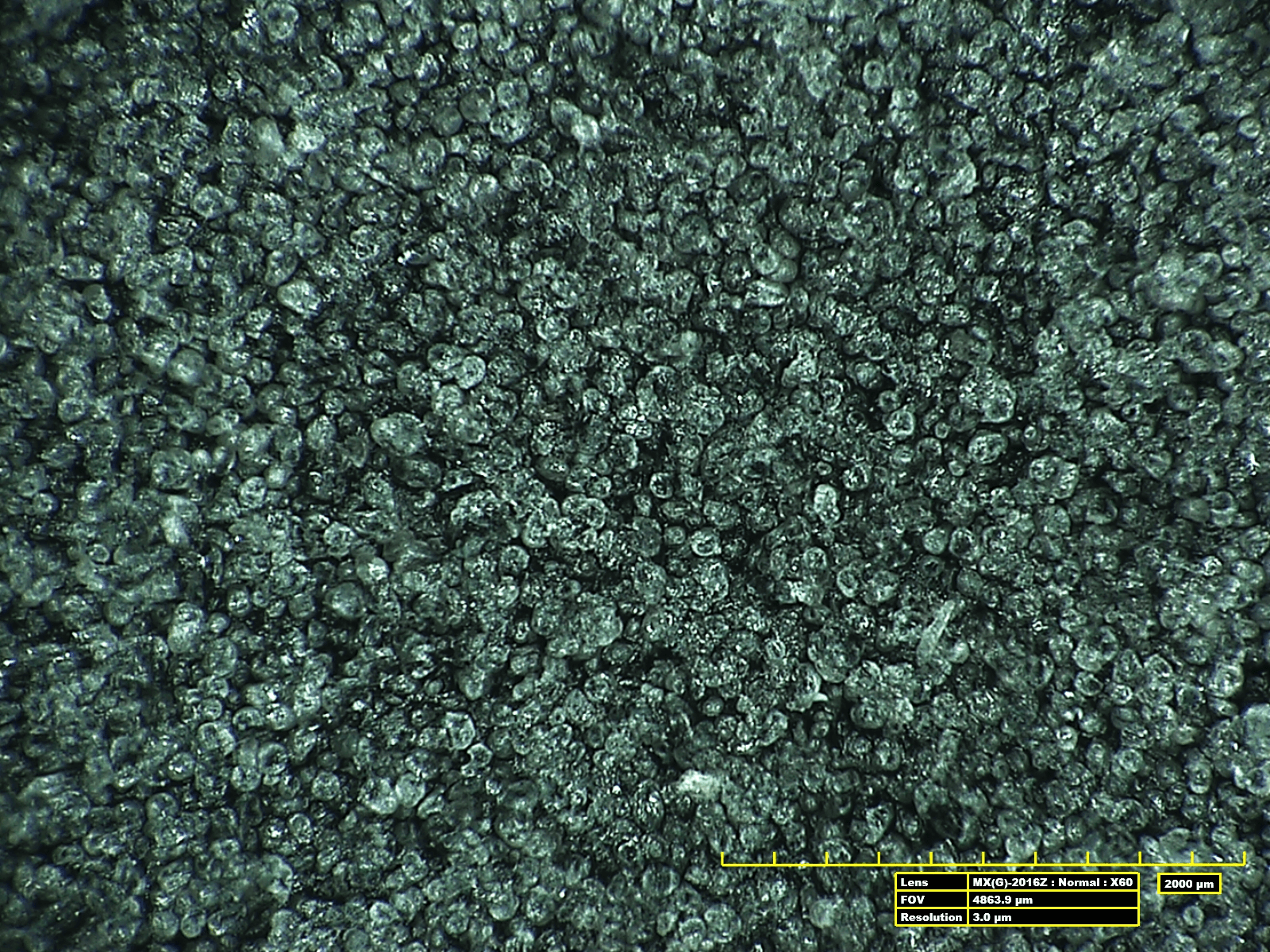
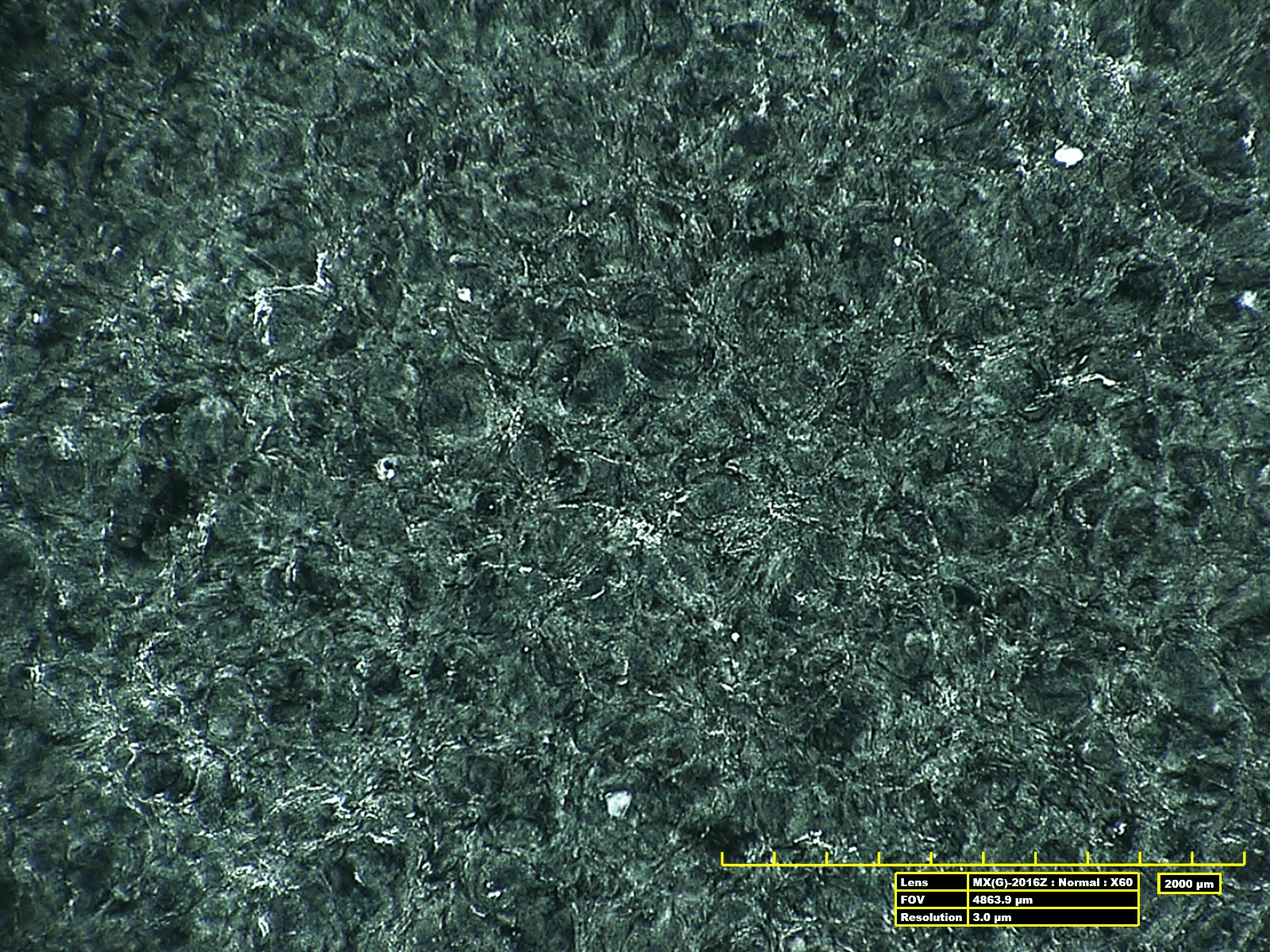
Queste immagini mostrano una visuale ingrandita 60x della superficie piana di una parte stampata in Nylon 12 Powder, prima della levigazione a vapore (a sinistra) e dopo la levigazione a vapore (a destra).
Le immagini al microscopio delle superfici appena stampate rivelano un'abbondante presenza di materiale non sinterizzato (immagine a sinistra), fessure e porosità. Il processo di levigazione chimica a vapore con PostPro ha completamente rimosso questi difetti, lasciando la superficie liscia, uniforme e non porosa (immagine a destra).
Risultati del test meccanico
Dopo la levigazione a vapore, le proprietà meccaniche generali del materiale stampato si sono conservate, con differenze di pochi punti percentuali in tutti i casi. In alcuni casi, sono persino risultate leggermente migliorate.
Carico di rottura a trazione (X/Y) (MPa)
| Materiali | Dopo la stampa | Dopo la levigazione a vapore |
|---|---|---|
| Nylon 12 Powder | 50 | 49 |
| Nylon 11 Powder | 49 | 50 |
| Nylon 12 GF Powder | 52 | 59 |
| Nylon 11 CF Powder | 52 | 59 |
| TPU 90A Powder | 9 | 10 |
Allungamento a rottura
| Materiali | Dopo la stampa | Dopo la levigazione a vapore |
|---|---|---|
| Nylon 12 Powder | 11% | 12% |
| Nylon 11 Powder | 40% | 49% |
| Nylon 12 GF Powder | 4% | 6% |
| Nylon 11 CF Powder | 15% | 19% |
| TPU 90A Powder | 251% | 263% |
Risultati del test antimicrobico
Dopo la levigazione a vapore, la Nylon 12 Powder mostra una riduzione del 61% della proliferazione di MRSA e del 32% della proliferazione di Escherichia Coli. I campioni sono stati analizzati da BioLabTests. Contatta Formlabs per ottenere il certificato di analisi completo.
Risultati Antimicrobici della Nylon 12 Powder
| 0 ore | 24 ore | Log10 | Riduzione percentuale | |
|---|---|---|---|---|
| Levigazione a vapore (MRSA) | 7,99 x 104 | 7,60 x 104 | 0,41 | 61% |
| Controllo (MRSA) | 7,99 x 104 | 1,93 x 105 | N/A | N/A |
| Levigazione a vapore (E.Coli) | 9,12 x 104 | 8,43 x 105 | 0,17 | 32% |
| Controllo (E.Coli) | 9,12 x 104 | 1,24 x 106 | N/A | N/A |
Risultati del test sulla citotossicità 12
I campioni stampati in Nylon 12 Powder sono stati sottoposti a levigazione a vapore e quindi testati sotto il profilo della citotossicità secondo le norme ISO 10993, in particolare le norme ISO 10993-5 (2009), ISO 10993-1 (2021) e ISO 10993-12 (2021). Questi campioni non hanno dato origine ad alcun effetto citotossico. Clicca qui per un rapporto sulla sterilizzazione di campioni di Nylon 12 Powder non sottoposti a levigazione a vapore. I rapporti sulla sterilizzazione di altri materiali Formlabs per la stampa 3D sono disponibili qui.
Risultati dell'assorbimento di umidità
Dopo la levigazione a vapore, è stata riscontrata una notevole riduzione dell'assorbimento di umidità e solvente. Le tabelle seguenti mostrano l'incremento di peso in 24 ore di un cubo stampato di 1 x 1 x 1 cm immerso nei rispettivi solventi per la Nylon 12 Powder e la Nylon 11 Powder.
Risultati della Nyon 12 Powder
| Solvente | Controllo (% di incremento di peso) | Dopo la levigazione a vapore (% di incremento di peso) |
|---|---|---|
| Combustibile diesel | 0,28 | 0,02 |
| Isoottano (benzina per motori) | 0,03 | -0,01 |
| Olio minerale (pesante) | 0,39 | 0,07 |
| Acqua salina (NaCl 3,5%) | 0,1 | 0,07 |
Risultati della Nyon 11 Powder
| Solvente | Controllo (% di incremento di peso) | Dopo la levigazione a vapore (% di incremento di peso) |
|---|---|---|
| Combustibile diesel | 0,29 | 0,01 |
| Isoottano (benzina per motori) | 0,06 | 0 |
| Olio minerale (pesante) | 0,42 | 0,02 |
| Acqua salina (NaCl 3,5%) | 0,22 | 0,08 |
Risultati della Nyon 12 GF Powder
| Solvente | Controllo (% di incremento di peso) | Dopo la levigazione a vapore (% di incremento di peso) |
|---|---|---|
| Combustibile diesel | 0,3 | 0 |
| Isoottano (benzina per motori) | 0,02 | -0,02 |
| Olio minerale (pesante) | 0,39 | 0,02 |
| Acqua salina (NaCl 3,5%) | 0,12 | 0,08 |
Risultati della Nyon 11 CF Powder
| Solvente | Controllo (% di incremento di peso) | Dopo la levigazione a vapore (% di incremento di peso) |
|---|---|---|
| Combustibile diesel | 1,41 | 0,16 |
| Isoottano (benzina per motori) | 0,05 | 0,07 |
| Olio minerale (pesante) | 1,74 | 0,09 |
| Acqua salina (NaCl 3,5%) | 0,13 | 0,06 |
Risultati della TPU 90A Powder
| Solvente | Controllo (% di incremento di peso) | Dopo la levigazione a vapore (% di incremento di peso) |
|---|---|---|
| Combustibile diesel | 2,24 | 0,67 |
| Isoottano (benzina per motori) | 0,4 | 0,37 |
| Olio minerale (pesante) | 1,46 | 0,06 |
| Acqua salina (NaCl 3,5%) | 0,45 | 0,37 |
Esempi di applicazioni

Assemblaggio personalizzato dell'attacco di un ciclocomputer e tasti per tastiera meccanica stampati in Nylon 12 Powder e sottoposti a levigazione a vapore.
Componenti automobilistici
La levigazione a vapore consente di migliorare la finitura superficiale e la resistenza di componenti automobilistici come collettori di aspirazione dell'aria, coperchi protettivi del motore e componenti del cruscotto. La riduzione dell'assorbimento di umidità e solventi può essere utile anche per applicazioni automobilistiche in cui sono presenti solventi come benzina per motori e combustibile diesel, in quanto la levigazione a vapore crea una superficie poco porosa che riduce l'assorbimento di liquidi e gas.

Tubo flessibile stampato in TPU 90A Powder e sottoposto a levigazione a vapore.
Dispositivi medici
La stampa 3D SLS è molto utilizzata nella produzione di dispositivi medici. In questo ambito, la levigazione a vapore può essere impiegata per migliorare la finitura superficiale di parti come protesi, plantari e assemblaggi di dispositivi medici, preservando al contempo la biocompatibilità del materiale di base. La levigazione a vapore, inoltre, diminuisce notevolmente la frizione superficiale che possono avvertire i pazienti che indossano dispositivi ortesici e riduce anche il potenziale di proliferazione batterica.


Soletta parziale rigida stampata in Nylon 11 Powder e sottoposta a levigazione a vapore (a sinistra) e diversi dispositivi medici stampati in Nylon 11 Powder e sottoposti a levigazione a vapore (a destra).
Beni di consumo
La levigazione a vapore può essere utilizzata per migliorare l'aspetto di beni di consumo come custodie per telefoni, occhiali, componenti per il settore dei videogiochi e altri accessori elettronici, fino a ottenere superfici di classe A o B. Anche la lucentezza della superficie può essere moderatamente controllata mediante questo processo, che consente di ottenere finiture da lucide a semi-opache. Infine, per un risultato estetico ottimale, è possibile aggiungere un rivestimento alla parte sottoposta a levigazione a vapore, ad esempio il Cerakote sui materiali SLS rigidi o l'Ultracur3D Coat F di BASF sulle parti in TPU 90A Powder.
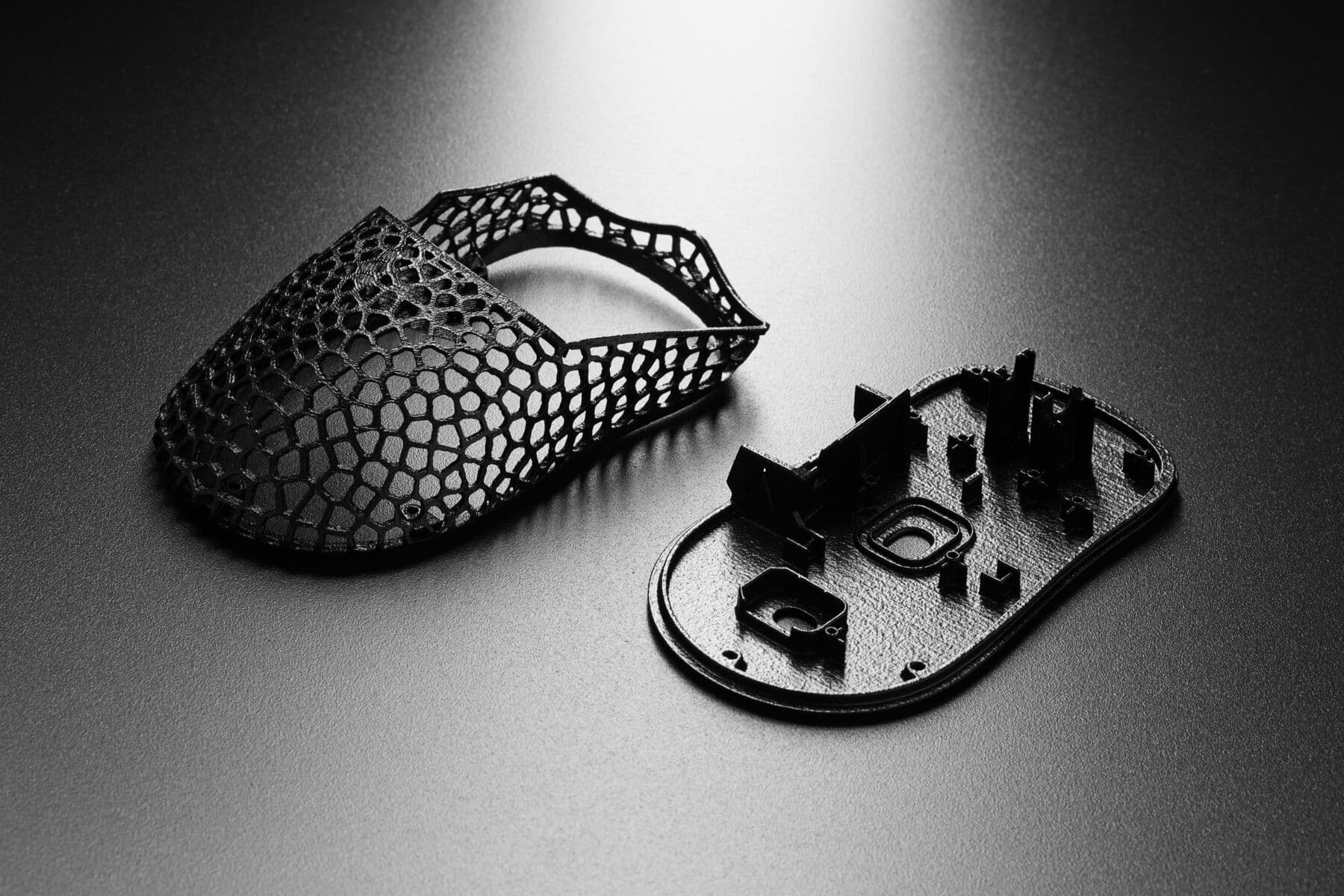
Assemblaggio leggero di un mouse da gaming stampato in Nylon 11 Powder e sottoposto a levigazione a vapore.
Caso di studio di un cliente: 3D Nation
3D Nation è un'azienda che fornisce servizi di stampa 3D professionali specializzata nei settori automobilistico e aerospaziale. L'azienda, che ha sede nel sud della Germania, è stata fondata da un ingegnere che ha trasformato l'hobby della stampa 3D in un'attività su larga scala.
Una delle sue principali aree di interesse è lo sviluppo e la prototipazione di nuovi prodotti e brand concept per aziende che operano nei settori automobilistico e della produzione di aerei privati. Attualmente, l'azienda sta ampliando il proprio impianto di produzione per utilizzo finale con un'ampia flotta di stampanti 3D SLA e SLS, tra cui otto stampanti 3D a sinterizzazione laser selettiva (SLS) della serie Fuse e due apparecchi per la levigazione a vapore di AMT.

Jon Yates, fondatore di 3D Nation, afferma: "La tecnologia di levigazione a vapore ci consente di eliminare il processo di stampaggio a iniezione dopo la fase di prototipazione rapida. Le parti realizzate sulle nostre stampanti della serie Fuse e sottoposte a post-elaborazione con un apparecchio di levigazione a vapore hanno un aspetto molto simile a quello di una parte stampata a iniezione e proprietà del materiale davvero straordinarie." La finitura superficiale superiore delle parti sottoposte a levigazione a vapore, anche senza ulteriore verniciatura o rivestimento, le rende adatte per applicazioni per uso finale in cui finitura, qualità delle superfici e imperfezioni sono fondamentali.
"Utilizziamo la levigazione a vapore per le parti che verranno sottoposte a forti sollecitazioni o costanti sbalzi di temperatura. Un esempio è quello dei condotti per il raffreddamento dei freni nelle auto da corsa, che sono costituiti da una parte anteriore in cui entra aria fredda e da una parte posteriore che può raggiungere i 150 °C-200 °C. In questi casi, una parte in Nylon 12 GF Powder sottoposta a levigazione a vapore funziona alla perfezione", ha dichiarato Yates.
Opzioni per la levigazione a vapore
Produzione in-house
Attualmente, le due principali aziende che vendono hardware e materiali di consumo per la levigazione a vapore sono AMT e Dyemansion. Il prezzo dei loro apparecchi dipende dalle dimensioni, dal rendimento e dal tipo di materiale, ma in genere parte da circa 100 000 €, con anche la possibilità di ottenere un finanziamento.
Fornitori di servizi esterni
In alternativa, esistono molti fornitori di servizi a cui è possibile commissionare la levigazione. Non tutti però offrono sia la stampa 3D con materiali e apparecchi Formlabs che la levigazione a vapore: alcuni forniscono entrambi i servizi, mentre altri accettano parti stampate da sottoporre alla levigazione. Di seguito è riportato un elenco di alcuni fornitori di servizi certificati da AMT che offrono la stampa 3D con materiali e apparecchi Formlabs e/o la levigazione:
| Azienda | Principali servizi offerti | Ambiti | Località |
|---|---|---|---|
| 3D Nation | Stampa 3D SLS con la serie Fuse Levigazione a vapore Tintura | Settore aerospaziale, automobilistico e ingegneria generale | Oppurg, Germania |
| Avid Product Development | Levigazione a vapore, Rivestimento Cerakote, Tintura | Sviluppo del prodotto | Colorado, Stati Uniti |
| AB Corp | Levigazione a vapore Rivestimento Ultracur3D Coat F di BASF per parti in TPU Tintura | Cicli di produzione | Boston, Stati Uniti |
Costi della levigazione a vapore
Il costo della levigazione a vapore dipende da diversi fattori, tra cui dimensioni della parte, materiale utilizzato, complessità della superficie e quantità di parti.
In genere, il costo è proporzionale alle dimensioni e alla quantità di parti. Ogni ciclo dell'apparecchio richiede una certa quantità di solvente non riutilizzabile, il che spinge il personale a caricare il maggior numero possibile di parti simili in un unico ciclo. Maggiore è il numero di parti simili in un ciclo, minore è il costo per parte. Non è consigliabile lavorare solo un singolo pezzo in un unico ciclo di processo, poiché ciò comporterebbe un elevato costo per unità.
Osserviamo i seguenti scenari esemplificativi, in cui la parte viene stampata in 3D dal cliente e inviata per la levigazione a vapore ad Avid Product Development, un fornitore di servizi con sede in Colorado.
| Parte | Soletta rigida | Montature per occhiali | Cinturini per orologi |
|---|---|---|---|
| Materiali | Nylon 11 Powder | Nylon 12 Powder | TPU 90A Powder |
| Dimensione del modello (mm) | 157 x 23 x 80 | 144 x 36 x 47 | 262 x 13 x 37 |
| Quantità di parti | 50 | 80 | 50 |
| Costo della polvere sinterizzata per parte, stampata su una Fuse 1+ 30W di Formlabs | 3,98 $ | 0,62 $ | 2,88 $ |
| Costo della levigazione a vapore per parte | 0,98 $ | 0,49 $ | 0,78 $ |
| Costo totale per parte | 4,96 $ | 1,11 $ | 3,66 $ |
Conclusioni
La levigazione a vapore migliora la finitura superficiale, le proprietà antimicrobiche e la morfologia generale della superficie delle parti stampate in 3D. Utilizzare la levigazione a vapore come passaggio di post-elaborazione fa sì che le parti realizzate con la stampa 3D SLS abbiano aspetto e prestazioni più simili alle plastiche stampate a iniezione.
Le polveri SLS di Formlabs sono compatibili con la tecnologia di levigazione chimica a vapore PostPro di AMT. L'utilizzo della stampa 3D SLS di livello industriale con la serie Fuse e la tecnologia AMT consente alle aziende produttrici e ai team di design e ingegneria di creare parti per utilizzo finale di alta qualità per un'ampia gamma di settori e applicazioni.
Per scoprire se le stampanti della serie Fuse e la levigazione a vapore con il processo di AMT sono adatte al tuo workflow, contatta i nostri esperti di stampa SLS.