
Le dimensioni consigliate per i particolari elencati di seguito rappresentano le dimensioni previste nel modello CAD. La tabella di confronto alla fine dell'articolo confronta questo dato con il valore misurato delle dimensioni effettive dei particolari stampati rilevato durante i test di Formlabs. Le deviazioni sono minime e generalmente impercettibili all'occhio umano. La tabella include anche un confronto con le prestazioni della Form 3 e mostra come la Form 4 riesca a rispettare meglio le dimensioni previste per i particolari.
Le linee guida riportate di seguito sono state sviluppate utilizzando la Grey Resin di Formlabs stampata a 50 micron sulla Form 4. È possibile che si verifichino lievi variazioni con altre resine Formlabs, diverse stampanti Formlabs e vari spessori dello strato.
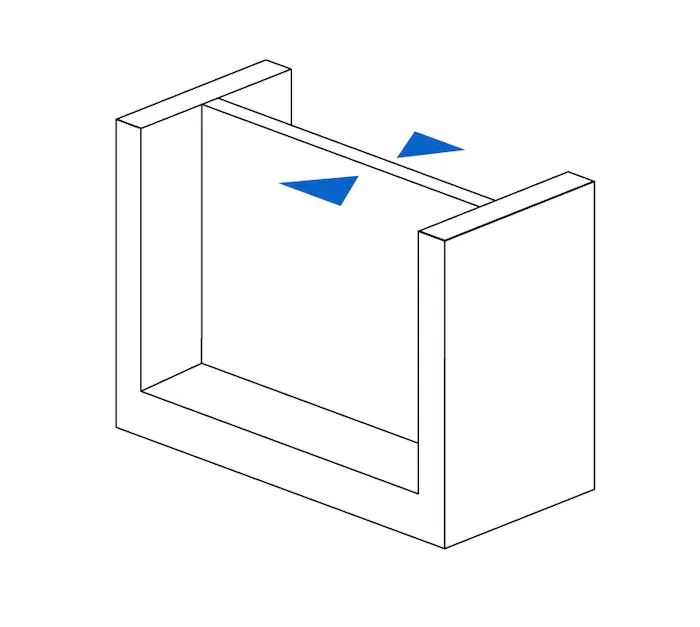
SPESSORE MINIMO DELLE PARETI CON SUPPORTI
Consigliato: 0,2 mm/200 micron
Una parete con supporti è una parete collegata ad altre pareti su due o più lati. Una parete con supporti che ha uno spessore uguale o inferiore a 0,2 mm può deformarsi a causa delle forze esercitate sulla parte durante il processo di distacco.
Le parti con pareti sottili vanno lavate con attenzione, perché possono assorbire i solventi come l'alcool isopropilico durante il processo di lavaggio. Una permanenza prolungata in una soluzione di lavaggio può provocare la deformazione della parte, pertanto è necessario ridurre al minimo il tempo di immersione nell'alcool isopropilico per limitare questo effetto.
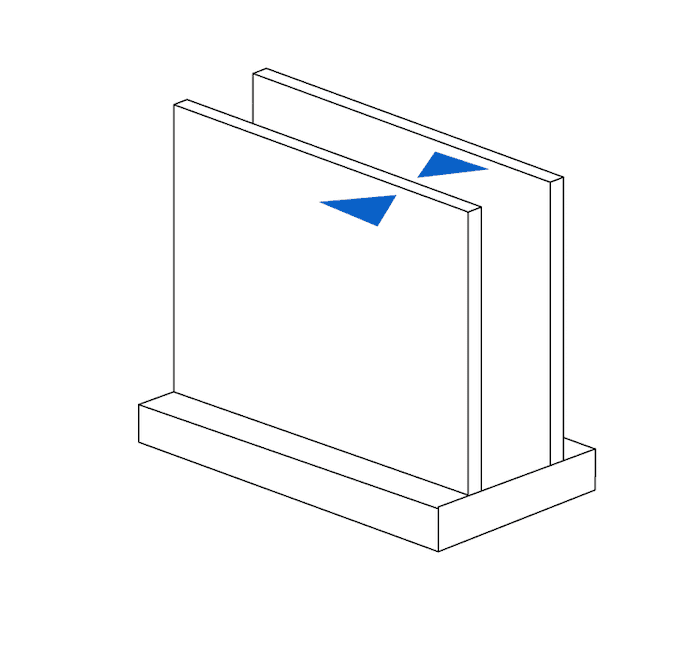
SPESSORE MINIMO DELLE PARETI SENZA SUPPORTI
Consigliato: 0,2 mm/200 micron
Una parete senza supporti è collegata ad altre pareti su meno di due lati. Una parete senza supporti con uno spessore uguale o inferiore a 0,2 mm può deformarsi o staccarsi dal modello durante la stampa.
Le parti con pareti sottili vanno lavate con attenzione, perché possono assorbire i solventi come l'alcool isopropilico durante il processo di lavaggio. Una permanenza prolungata in una soluzione di lavaggio può provocare la deformazione della parte, pertanto è necessario ridurre al minimo il tempo di immersione nell'alcool isopropilico per limitare questo effetto.
LUNGHEZZA MASSIMA DELLE SPORGENZE SENZA SUPPORTI
Consigliata: 5,0 mm/5000 micron
Per "sporgenza" si intende una parte del modello che sporge in maniera parallela alla piattaforma di stampa. La stampa di tali particolari senza supporti è sconsigliata, perché gli strati che non possono mantenere la loro struttura spesso si deformano o si staccano. Le sporgenze orizzontali oltre i 5 mm non si formano completamente e si deformano sempre più aumentando la loro sporgenza. Per garantire il supporto corretto delle sporgenze, modifica l'orientamento del modello o clicca su Supports (Supporti) e seleziona Internal Supports (Supporti interni) su PreForm.
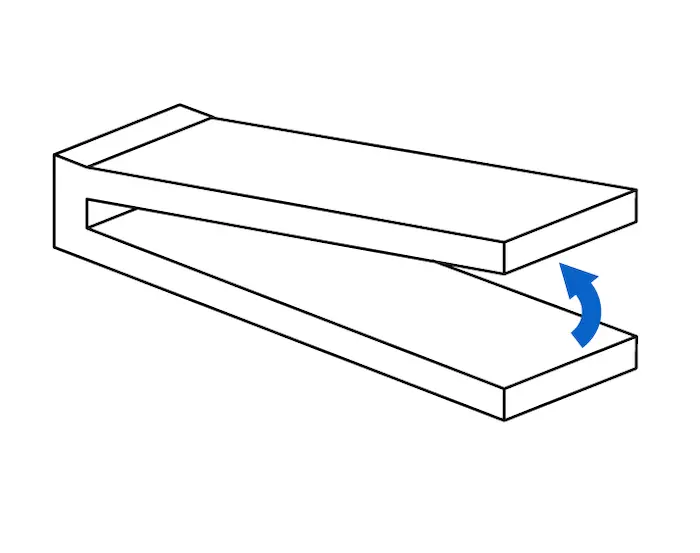
ANGOLAZIONE MINIMA DELLE SPORGENZE SENZA SUPPORTI
Raccomandata: 10° dal piano
(35 mm di lunghezza x 10 mm di larghezza x 3 mm di spessore)
Una sporgenza con un angolo uguale o inferiore a 10° può rompere il modello durante il processo di distacco. Consulta l'articolo di assistenza Spostamento e rotazione di un modello in PreForm per ruotare le superfici piane in modo che siano più autoportanti.
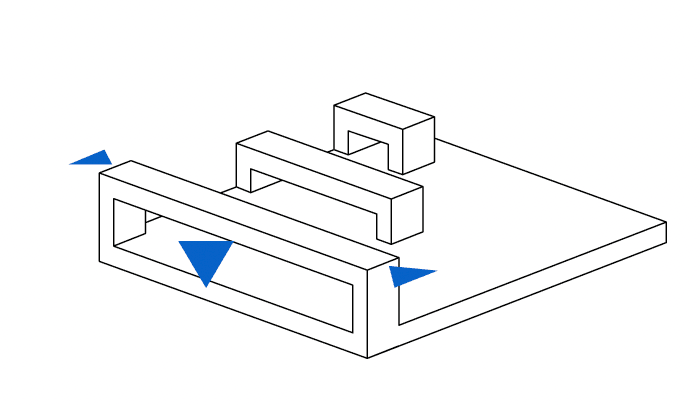
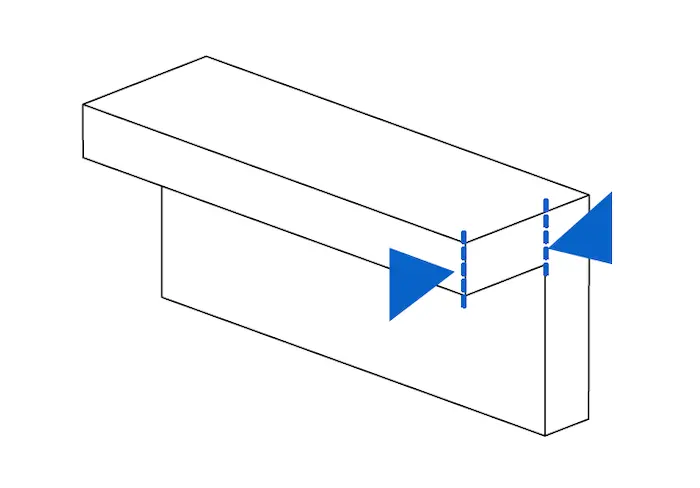
SPAZIATURA MASSIMA DEL SUPPORTO ORIZZONTALE/PONTE
Consigliato: 29 mm/29 000 micron
(5 mm di larghezza x 3 mm di spessore)
La spaziatura è la distanza tra due supporti. La stampa di spaziature orizzontali è sconsigliata, tuttavia alcune geometrie consentono di ottenere buoni risultati. In caso di larghezza di 5 mm e spessore di 3 mm, le spaziature oltre i 29 mm potrebbero causare la rottura del modello. Larghezze maggiori devono essere accorciate per evitare errori di stampa.
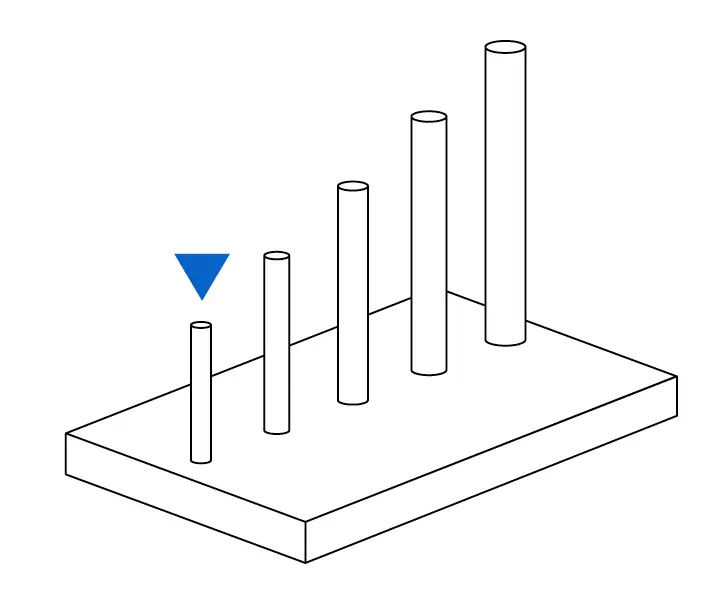
DIAMETRO MINIMO DEI CILINDRI VERTICALI
Consigliato per un cilindro alto 7 mm: diametro di 0,3 mm/300 micron
Consigliato per un cilindro alto 30 mm: diametro di 0,6 mm/600 micron
Un cilindro è un particolare la cui lunghezza è almeno due volte maggiore della sua larghezza. Un cilindro con una larghezza di 0,3 mm può essere alto fino a 7 mm prima che inizi a deformarsi. Allo stesso modo, un cilindro con una larghezza di 0,6 mm può essere alto fino ad un massimo di 30 mm prima che inizi a deformarsi.
Presta particolare attenzione durante il lavaggio di cilindri sottili, poiché sono indeboliti dall'alcool isopropilico e possono essere facilmente danneggiati. Per limitare questo effetto, riduci al minimo il tempo di immersione della parte nell'alcool isopropilico.
DIMENSIONI MINIME DEI DETTAGLI IN RILIEVO
Consigliate: 0,1 mm/100 micron
I dettagli in rilievo sono particolari in rilievo poco profondi sulla superficie del modello, come ad esempio un testo. Sulla stampa completata, i dettagli con uno spessore inferiore a 0,1 mm e altezza di 0,1 mm potrebbero non essere visibili.
DIMENSIONI MINIME DEI DETTAGLI INCISI
Consigliate: 0,15 mm/150 micron
I dettagli incisi sono particolari impressi o incassati sulla superficie del modello. I dettagli incassati a una profondità inferiore a 0,15 mm o larghi 0,15 mm possono fondersi con il resto del modello durante la stampa.
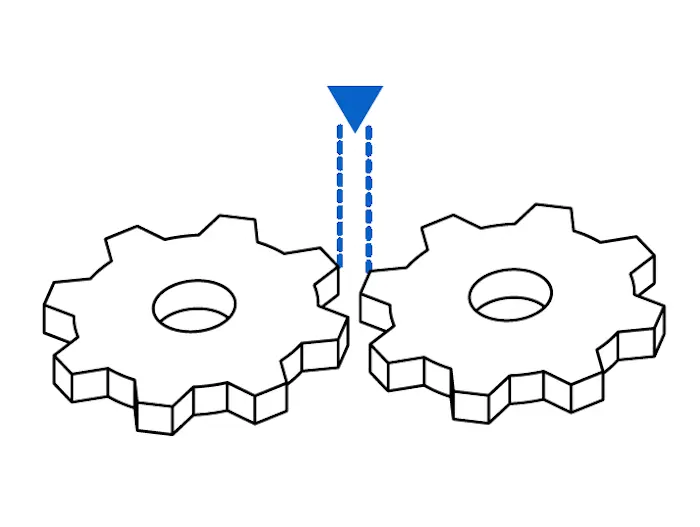
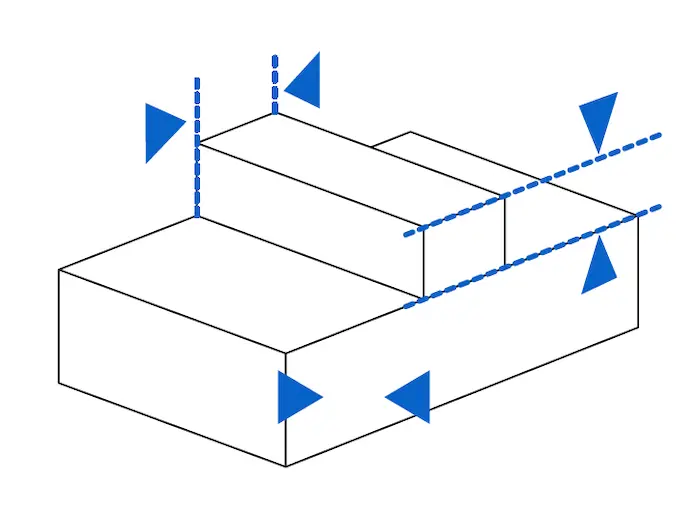
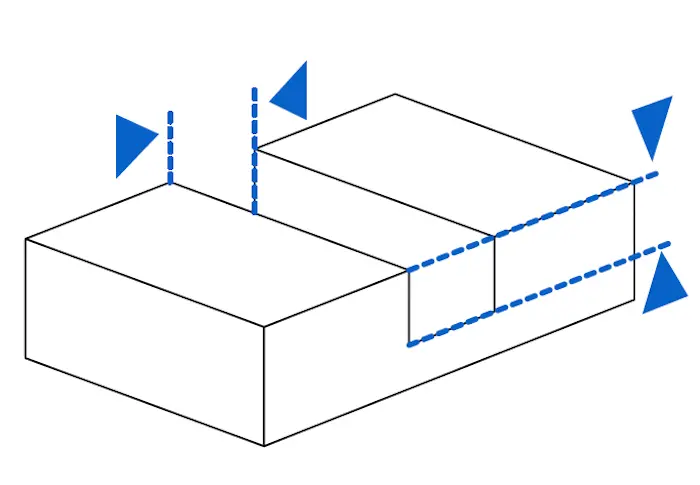
DISTANZA MINIMA
Consigliato: 0,4 mm/400 micron
La distanza indica lo spazio tra due parti di un modello (ad esempio, la distanza tra una coppia di ingranaggi). Le parti potrebbero fondersi se la distanza è inferiore a 0,4 mm.
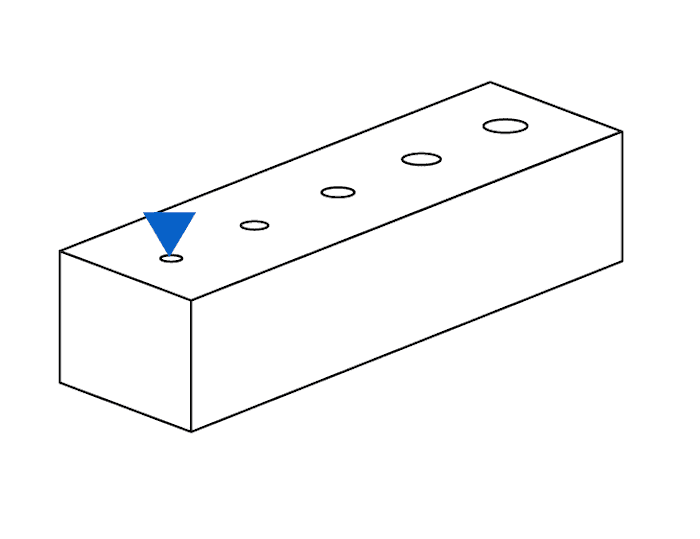
DIAMETRO MINIMO DEI FORI
Consigliato: 0,5 mm/500 micron
I fori con un diametro inferiore a 0,5 mm negli assi X, Y e Z possono chiudersi durante la stampa.
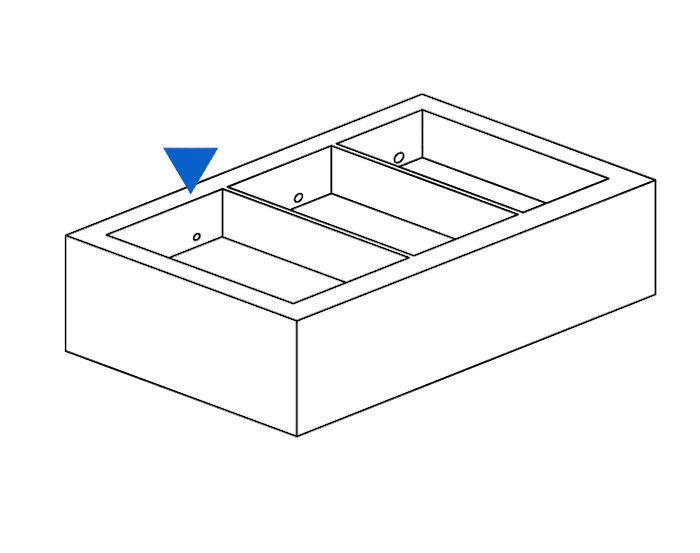
DIAMETRO MINIMO DEI FORI DI DRENAGGIO
Consigliato: 0,75 mm/750 micron di diametro
I fori di drenaggio sono consigliati per far fuoriuscire la resina dai modelli cavi completamente chiusi (come una sfera vuota o un cilindro cavo stampato direttamente sulla piattaforma di stampa). Senza fori di drenaggio di almeno 0,75 mm di diametro, la parte potrebbe intrappolare la resina o l'aria e portare alla rottura di un volume concavo/convesso.

Prenota una consulenza
Richiedi ai nostri esperti di stampa 3D una consulenza personalizzata per trovare la giusta soluzione per la tua attività, ottenere analisi sul ritorno d'investimento, ricevere stampe di prova e molto altro.
Tolleranze dimensionali tipiche
Come riferimento, consulta l'elenco delle tolleranze dimensionali tipiche per le stampanti della generazione Form 4. Un modello di prova con particolari di varie dimensioni è stato stampato in 3D su tre stampanti diverse utilizzando la Grey Resin e uno spessore dello strato di 100 µm, e successivamente sottoposto a polimerizzazione post-stampa per cinque minuti a temperatura ambiente.
• Particolari di 1-30 mm: ±0,15% (limite inferiore: ±0,02 mm)
• Particolari di 31-80 mm: ±0,2% (limite inferiore: ±0,06 mm)
• Particolari di 81-150 mm: ±0,3% (limite inferiore: ±0,15 mm)
Confronto tra le stampanti Form 4 e Form 3
La seguente tabella confronta i valori di design raccomandati o le dimensioni previste nel CAD con i valori misurati delle dimensioni effettive dei particolari stampati rilevati durante i test di Formlabs. Quanto più le dimensioni dei particolari stampati sono vicine a quelle previste nel CAD, tanto più precisa è la stampante. Le deviazioni tra le dimensioni previste nel CAD e quelle dei particolari stampati sono minime e generalmente impercettibili all'occhio umano. Le seguenti indicazioni sono valide per le stampanti della generazione Form 4 e Form 3:
- I valori di design raccomandati per le dimensioni minime dei dettagli tra la Form 4 e la Form 3 non sono cambiati.
- Rispetto alle stampanti Form 3, la Form 4 stampa con maggiore precisione i valori raccomandati del design o le dimensioni previste nel CAD per i particolari.
|
FORM 4 / FORM 4B GREY RESIN V5 A 50 MICRON (PREDEFINITO) |
FORM 3 / FORM 3B GREY RESIN V4 A 50 MICRON (PREDEFINITO) |
|||
|
Dimensioni previste per il particolare nel CAD |
Dimensioni effettive del particolare stampato |
Dimensioni previste per il particolare nel CAD |
Dimensioni effettive del particolare stampato |
|
|
Spessore minimo delle pareti con supporti |
0,2 mm |
0,17 mm |
0,2 mm |
0,25 mm |
|
Spessore minimo delle pareti senza supporti |
0,2 mm |
0,18 mm |
0,2 mm |
0,26 mm |
|
Lunghezza massima delle sporgenze prive di supporti |
5 mm |
5 mm |
5 mm |
5,03 mm |
|
Angolazione minima delle sporgenze prive di supporti |
10° |
10° |
10° |
10° |
|
Lunghezza massima della spaziatura del supporto orizzontale |
29 mm |
29 mm |
29 mm |
29 mm |
|
Diametro minimo dei cilindri verticali |
0,3 mm (7 mm di altezza) 0,6 mm (30 mm di altezza) |
0,20 mm 0,59 mm |
0,3 mm (7 mm di altezza) 0,6 mm (30 mm di altezza) |
0,35 mm 0,68 mm |
|
Dimensioni minime dei dettagli goffrati |
0,1 mm |
0,13 mm |
0,1 mm |
0,24 mm |
|
Altezza minima dei dettagli incisi |
0,15 mm |
0,15 mm |
0,15 mm |
0,14 mm |
|
Distanza minima |
0,4 mm |
0,34 mm |
0,4 mm |
0,15 mm |
|
Diametro minimo dei fori |
0,5 mm |
0,42 mm |
0,5 mm |
0,26 mm |
|
Diametro minimo dei fori di drenaggio |
0,75 mm |
0,91 mm |
0,75 mm |
0,90 mm |

Richiedi un campione gratuito
Guarda e tocca con mano la qualità di Formlabs. Saremo lieti di inviare presso la tua azienda un campione gratuito stampato in 3D.