
Fundición a la cera perdida industrial
Fundición a la cera perdida industrial
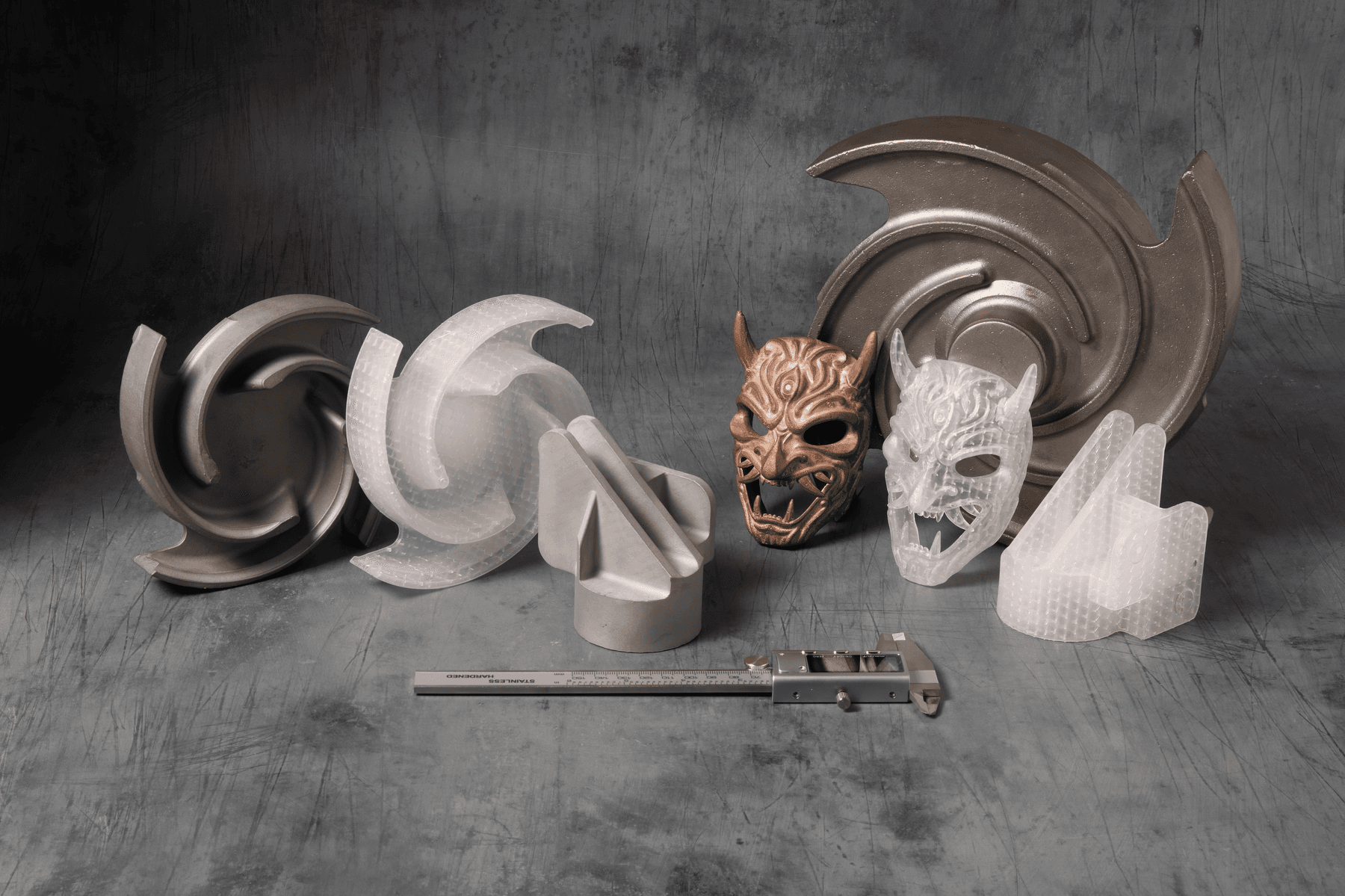
La fundición industrial a la cera perdida, también conocida como fundición a la cera perdida, es un proceso de fundición versátil para producir piezas metálicas con formas complejas. Este proceso se utiliza en casi todos los sectores industriales y se confía en él para fabricar piezas metálicas de alta calidad y resistencia. La fundición a la cera perdida permite producir geometrías que no se pueden fabricar de ninguna otra forma y con un acabado de superficie de alta calidad.
La fundición a la cera perdida suele implicar tres pasos principales:
- Crear un patrón desechable, a menudo mediante moldeo por inyección de cera utilizando herramientas metálicas.
- Fabricar un molde cerámico no permanente a partir de este patrón.
- Fundición o vertido de metal líquido dentro del molde cerámico.
La fundición a la cera perdida puede ser cara, sobre todo para la producción de bajo volumen. La impresión 3D del patrón consumible ha surgido como una alternativa rentable y eficaz en cuanto a tiempo a la creación de moldes de cera, lo que permite reducir los plazos de entrega y ofrecer precios competitivos. Al eliminar el utillaje, la impresión 3D permite entregar los patrones al día siguiente. Requiere muy poco equipamiento, con lo que se libera capacidad de CNC y tiempo de operarios expertos que pueden dedicarse a otras tareas importantes.
Materiales recomendados por Formlabs
Formlabs recomienda encarecidamente utilizar la Clear Cast Resin para la fundición a la cera perdida industrial. La Clear Cast Resin es un material sin antimonio y con un bajo contenido en cenizas (<0,02 %), que ha demostrado ser capaz de cumplir los requisitos de precisión dimensional, calidad de la superficie y coste por pieza en una amplia gama de aplicaciones.
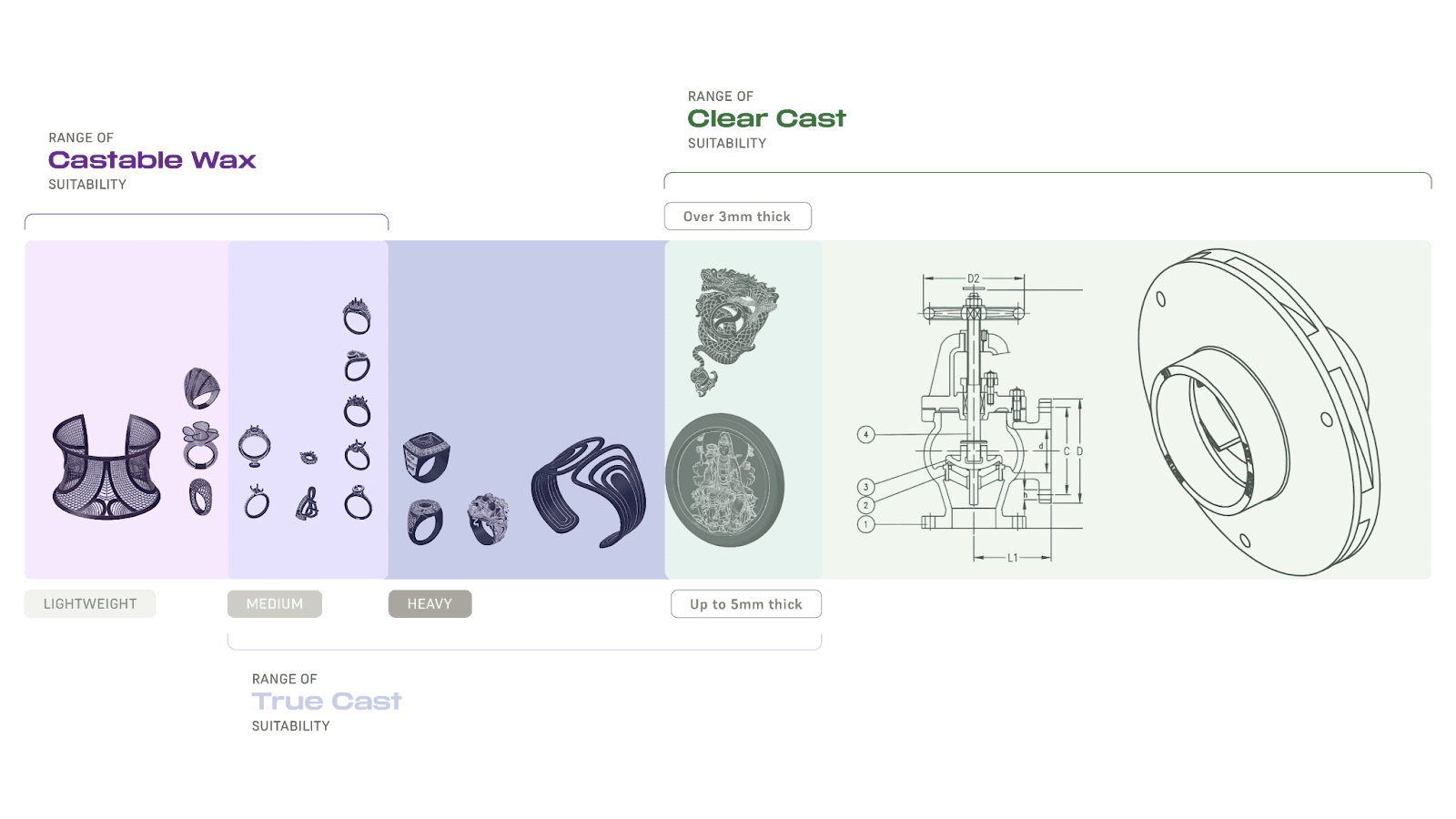
Cuando elijas una resina para fundición, ten en cuenta las propiedades de fundición de cada material. Para piezas pequeñas o filigranas de alambre, utiliza la Castable Wax Resin. Para piezas de joyería medianas o pesadas o pequeños componentes de ingeniería, utiliza la True Cast Resin. Para la fundición a la cera perdida de piezas de gran tamaño, utiliza la Clear Resin.
Consideraciones de diseño
Los patrones desechables para la fundición a la cera perdida industrial deben ser lo bastante fuertes como para soportar la presión de la mezcla cerámica y también ser lo suficientemente delgados como para quemarse. Las paredes delgadas evitan que la dilatación térmica provoque grietas durante el quemado. Existen soluciones de software que ahuecan la pieza y construyen un andamiaje interior de celosías para reforzarla. La celosía sostiene el exterior de la pieza, previene la deformación y permite imprimir con paredes delgadas. El bebedero también se puede imprimir en 3D como parte del patrón. Dado que la celosía es necesaria para crear piezas fundidas de calidad, se recomienda no bajar de 3 mm en la mayoría de la pieza.
Después de diseñar la pieza con tu software CAD, importa el archivo CAD en el módulo de celosías y determina los ajustes para el revestimiento exterior, la estructura de celosía y los orificios de drenaje. Las paredes finas aumentan la probabilidad de éxito de la fundición, pero aumentan el riesgo de fallos de impresión y pueden debilitar las piezas.
Recomendaciones de diseño para impresión
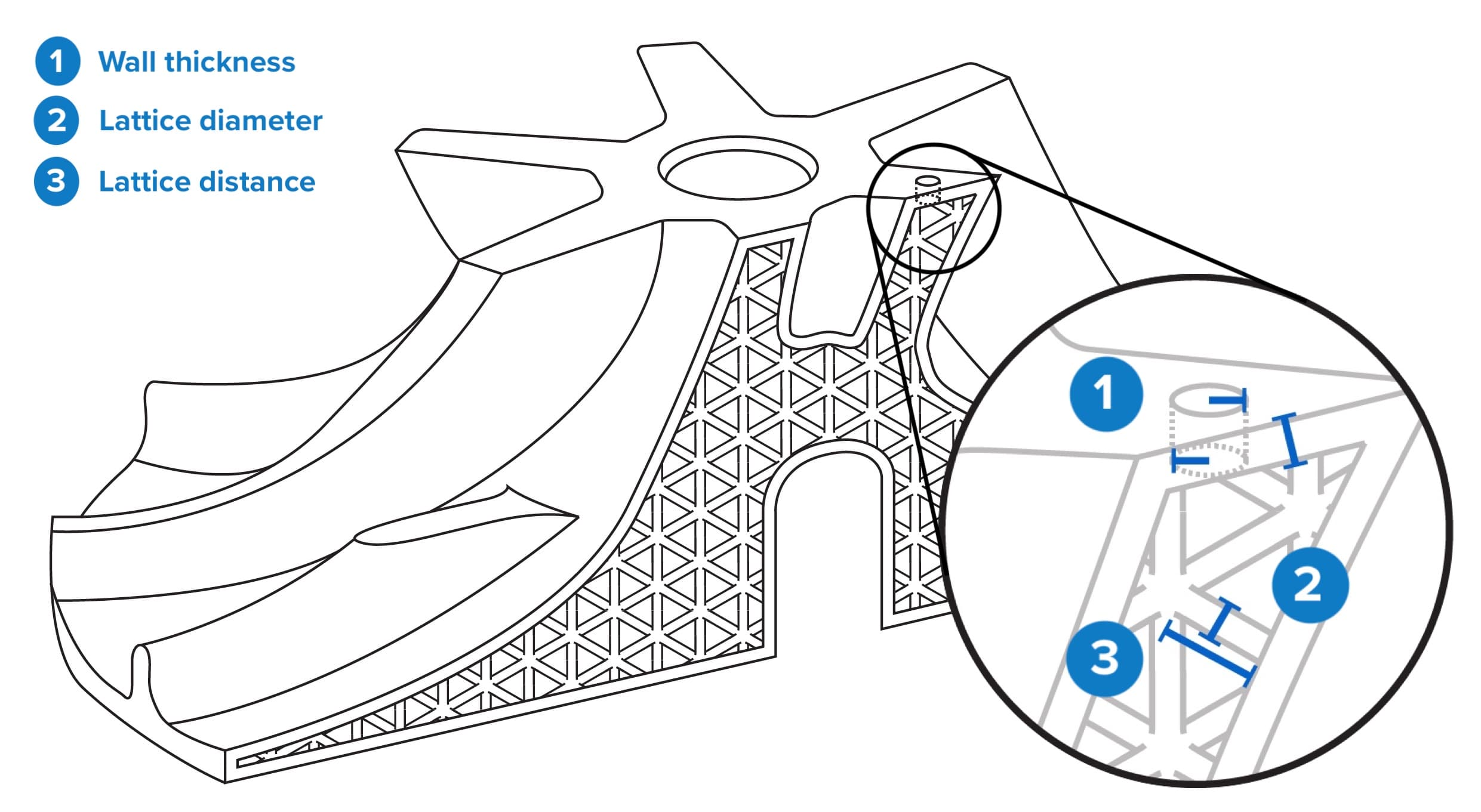
| Grosor de la pared | Diámetro del entramado | Distancia del entramado | |
|---|---|---|---|
| Muy conservador | 1 mm | 1 mm | 3 mm |
| Conservador | 1 mm | 0,5 mm | 3 mm |
| Común | 0,75 mm | 0,75 mm | 3 mm |
| Recomendado | 0,5 mm | 1 mm | 3 mm |
| Tamaño de los detalles | 0,5 mm (estándar) | ||
| Tamaño de los agujeros | 2 mm (mínimo, aumentar según sea necesario) | ||
Para más información, consulta el libro blanco Fundición a la cera perdida industrial con patrones impresos en 3D utilizando la Clear Cast Resin de Formlabs.
Agujeros de drenaje
Los agujeros de drenaje reducen el riesgo de fallos de impresión causados por el efecto ventosa y permiten que la resina líquida salga de la pieza.
- Ten en cuenta la orientación prevista de la pieza al diseñar los orificios de drenaje.
- Coloca orificios cerca de los extremos de las piezas, o a lo largo de los bordes para permitir que el alcohol isopropílico y la resina líquida salgan completamente.
- Coloca orificios en la parte superior y la parte inferior de la orientación planificada para la pieza.
- Coloca los agujeros en las superficies que se vayan a mecanizar o cortar para simplificar el posacabado.
- Crea agujeros rectos (r1 = r2) o solo ligeramente avellanados (r1 > r2).
- Coloca orificios en el lugar al que irá unido el bebedero para que haya un buen flujo de aire durante el quemado.
Añadir celosías a las piezas puede hacer que sus archivos cobren un gran tamaño, lo que ralentiza el proceso de preparación de las impresiones y el proceso de generación de soportes. Convierte tus archivos exportados a 3MF para reducir el tamaño del archivo.
Consideraciones de impresión
Sigue las buenas prácticas de Formlabs para orientar las piezas. Orienta el modelo a 30-45 grados respecto a la base de impresión.
- Añade una balsa completa, utilizando una densidad de soporte de 0,75 y puntos de contacto de 0,30 mm o menores. Evita colocar puntos de contacto de los soportes en superficies importantes.
- Formlabs recomienda desactivar los soportes internos en las piezas con celosías, ya que pueden interferir con la estructura de las celosías.
- Debido a su geometría, los patrones para fundición provocan con frecuencia advertencias de PreForm sobre un soporte insuficiente o sobre la presencia de huecos con efecto ventosa. Proporciona soporte a los mínimos en la piel de la pieza para minimizar todo lo posible estas advertencias.
- Puede ser conveniente generar soportes para un patrón sin celosías y ajustar a él los soportes de la versión con celosías.
Imprime con una altura de capa de 100 µm.
Consideraciones sobre el posacabado
Sigue las buenas prácticas de Formlabs para el lavado y el poscurado de las impresiones. Consulta los artículos individuales de cada material para conocer las instrucciones específicas de lavado y curado.
Después de un lavado inicial, seca las piezas y limpia la estructura de celosía con aire comprimido. Lava de nuevo la pieza y límpiala a fondo con aire comprimido, procurando eliminar la mayor cantidad posible de alcohol isopropílico y resina del interior. Dejar que el alcohol isopropílico y la resina se asienten en la pieza puede hacer que la cáscara se vuelva flácida, haciéndola inadecuada para la fundición. Es de vital importancia eliminar todo el alcohol isopropílico que quede atrapado en la pieza, ya que los líquidos pueden crear vapores durante el quemado y hacer que la coquilla de fundición se agriete.
Es necesario realizar el poscurado de la Clear Cast Resin para conseguir sus propiedades mecánicas óptimas. Sigue las buenas prácticas de Formlabs al decidir si retirar los soportes antes o después del poscurado.
Consulta el artículo de asistencia de tu dispositivo para ver las recomendaciones de poscurado.
Preparación del patrón
Hay tres formas principales de tapar los agujeros de drenaje:
- Cera: Suele ser el método más sencillo, pero a veces es propenso a fallos de porosidad. Esto también se puede hacer simplemente uniendo los orificios de drenaje a los respiraderos o entradas que sean necesarios por otros motivos.
- Resina: Formlabs recomienda colocar una pequeña cantidad de resina sobre el agujero y utilizar un bolígrafo UV para curarla. Esto suele crear revestimientos sólidos que son funcionalmente iguales al resto de la pieza.
- Diseño de la pieza: Puede que desees generar los parches de los agujeros como piezas independientes, imprimirlos y, a continuación, fijarlos a las piezas, aunque esto suele ser innecesario para las piezas que no tengan agujeros extremadamente grandes.

Reparación de un agujero de drenaje con Clear Cast Resin y curado posterior con un bolígrafo UV.
Comprueba el ajuste de los orificios introduciendo aire comprimido en el último de ellos y buscando fugas.
Sigue tu proceso habitual para el ensamblaje de patrones, la creación de las coquillas y el quemado. Para el quemado, Formlabs recomienda una cocción rápida a una temperatura de 700-900 °C durante dos horas. No utilices un autoclave para eliminar la cera, ya que esto puede provocar que las piezas se expandan, se deformen y se doblen, y a menudo agrietará las coquillas. Revisa la coquilla tras el quemado en busca de grietas o rebabas y retira la ceniza que quede en el molde.

Sigue tu proceso habitual de fundición y acabado.
Para instrucciones detalladas sobre el proceso de trabajo, consulta el libro blanco Fundición a la cera perdida industrial con patrones impresos en 3D mediante la Clear Cast Resin de Formlabs.
Recomendaciones y limitaciones para el uso final
Imprimir en 3D el patrón desechable es una alternativa a la creación de moldes de cera que ahorra tiempo y dinero al reducir las esperas y hacer que los precios sean competitivos. Los patrones impresos en 3D con la Clear Cast Resin de Formlabs pueden producir piezas fundidas a la cera perdida con una calidad comparable a la de los patrones de cera tradicionales. Se recomienda especialmente para:
- Piezas con geometrías metálicas complejas con socavados, canales tortuosos y paredes finas
- Producción de tiradas cortas o de rápida ejecución
Algunas limitaciones son:
- Las piezas impresas en 3D pueden ser más frágiles que las de cera y deben manipularse con cuidado.
- Requiere un horno de quemado de combustión instantánea que alcance los 700-900 °C.
- No utilices un autoclave para eliminar la cera, ya que esto puede provocar que las piezas se expandan, se deformen y se doblen, y a menudo agrietará las coquillas.
Recursos adicionales