Aviso:
Para evitar dañar el equipo, comprueba la tabla de compatibilidad de los tanques de resina en Elección del material adecuado para confirmar que estás utilizando un tanque de resina compatible con este material.

Aviso:
Para evitar dañar el equipo, comprueba la tabla de compatibilidad de los tanques de resina en Elección del material adecuado para confirmar que estás utilizando un tanque de resina compatible con este material.
La fundición a la cera perdida es un proceso de fundición para producir piezas metálicas con formas complejas que no se pueden fabricar de otro modo. Con la Clear Cast Resin de Formlabs, podrás producir piezas directamente sin necesidad de herramientas, machos solubles u otras técnicas complejas de moldeo con cera. Rasgos como socavados, canales y paredes delgadas para los que cuesta crear patrones para la inyección de cera son fáciles de imprimir en 3D.
La Clear Cast Resin está diseñada para trabajar con moldes grandes, generalmente en los que los grosores de las paredes son superiores a 3 mm de espesor en la mayoría de la pieza. Requiere celosías y orificios de drenaje para funcionar correctamente, ya que una pieza maciza tiene muchas probabilidades de agrietar las coquillas de fundición.

La Clear Cast Resin se imprime a 50 y 100 micras.
Materiales necesarios
Consejo:
El enlace personalizado a Materialise Magics ofrece un precio con descuento.
Aviso:
Lee eldocumento técnico para obtener instrucciones detalladas sobre el proceso de trabajo.
Recomendaciones de diseño
Cuando elijas una resina para fundición, ten en cuenta las propiedades de fundición de cada material. Para piezas pequeñas o filigranas de alambre, utiliza la Castable Wax Resin. Para piezas de joyería medianas o pesadas o pequeños componentes de ingeniería, utiliza la True Cast Resin. Para la fundición a la cera perdida de piezas de gran tamaño, utiliza la Clear Resin.
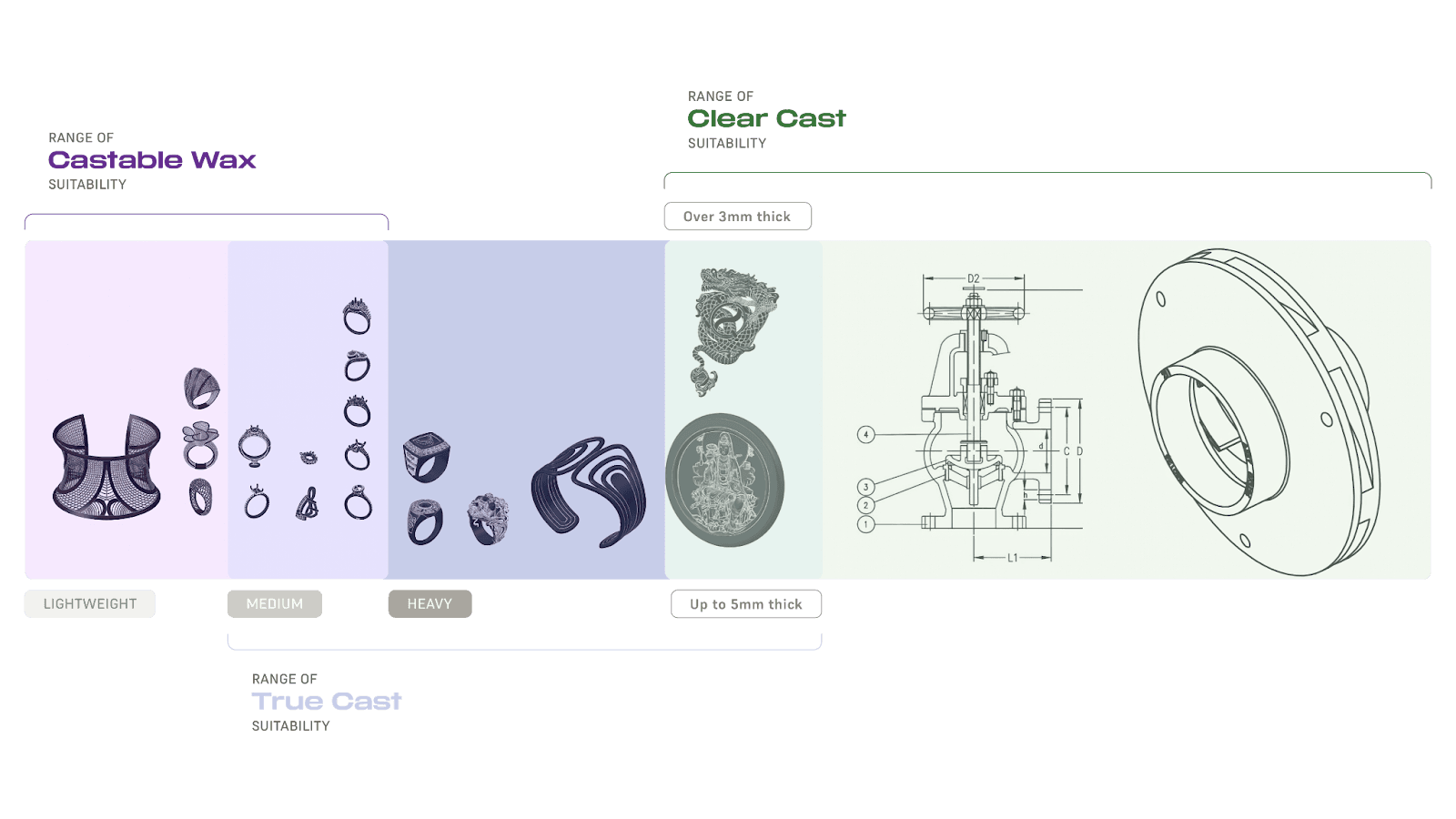
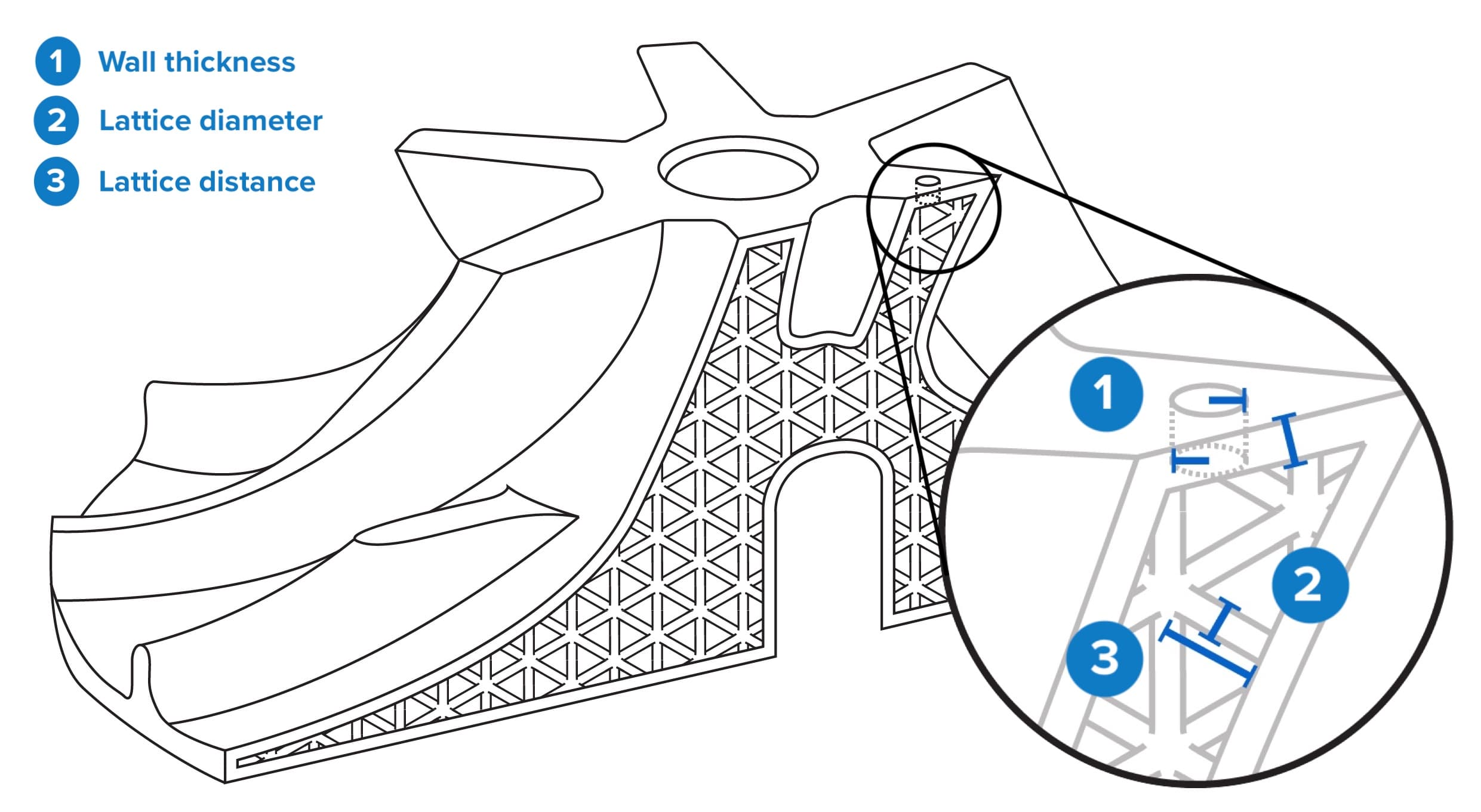
Los patrones desechables para la fundición a la cera perdida industrial deben ser lo bastante fuertes como para soportar la presión de la mezcla cerámica y también ser lo suficientemente delgados como para quemarse. Las paredes delgadas evitan que la dilatación térmica provoque grietas durante el quemado. Existen soluciones de software que ahuecan la pieza y construyen un andamiaje interior de celosías para reforzarla. La celosía sostiene el exterior de la pieza, previene la deformación y permite imprimir con paredes delgadas. El bebedero también se puede imprimir en 3D como parte del patrón. Dado que la celosía es necesaria para crear piezas fundidas de calidad, se recomienda no bajar de 3 mm en la mayoría de la pieza.
Después de diseñar la pieza con tu software CAD, importa el archivo CAD en el módulo de celosías y determina los ajustes para el revestimiento exterior, la estructura de celosía y los orificios de drenaje. Las paredes finas aumentan la probabilidad de éxito de la fundición, pero aumentan el riesgo de fallos de impresión y pueden debilitar las piezas.
Recomendaciones de diseño para impresión
| Grosor de las paredes | Diámetro del entramado | Distancia de la celosía | |
|---|---|---|---|
| Muy conservador | 1 mm | 1 mm | 3 mm |
| Conservador | 1 mm | 0,50 mm | 3 mm |
| Common | 0.75 mm | 0,75 mm | 3 mm |
| Recomendado | 0,5 mm | 1 mm | 3 mm |
| Tamaño de los detalles | 0,5 mm (estándar) | ||
| Tamaño de los agujeros | 2 mm (mínimo, aumentar según sea necesario) | ||
Piezas grandes con paredes gruesas
Para piezas de mayor tamaño que estén pensadas para tener paredes más gruesas, también puedes ahuecar las paredes para imprimirlas. Por ejemplo, podrías imprimir una estatua grande con paredes de 5 mm de grosor en total, siempre que vacíes y apliques un entramado a las paredes con tu software de creación de entramados.
Orificios de drenaje
Los orificios de drenaje reducen el riesgo de fallos de impresión causados por huecos con efecto ventosa y permiten que la resina líquida salga de la pieza.
Añadir celosías a las piezas puede hacer que sus archivos cobren un gran tamaño, lo que ralentiza el proceso de preparación de las impresiones y el proceso de generación de soportes. Convierte tus archivos exportados a 3MF para reducir el tamaño del archivo.
Impresión con la Clear Cast Resin
Aviso:
Para evitar dañar el equipo, comprueba la tabla de compatibilidad de los tanques de resina en Elección del material adecuado para confirmar que estás utilizando un tanque de resina compatible con este material.
Instala o actualiza PreForm y, a continuación, configura la próxima impresión.
Para preparar un modelo para la impresión en PreForm:
Acabado
La Form Wash y otros sistemas de lavado agitan el baño de disolvente y sacan las piezas del baño después de un tiempo determinado. Lava las piezas según el artículo de asistencia de tu dispositivo. Presta especial atención a la información que afecta a las propiedades mecánicas o a los requisitos de biocompatibilidad.
Después de un lavado inicial, seca las piezas y limpia la estructura de celosía con aire comprimido. Lava de nuevo la pieza y límpiala a fondo con aire comprimido, procurando eliminar la mayor cantidad posible de alcohol isopropílico y resina del interior. Dejar que el alcohol isopropílico y la resina se asienten en la pieza puede hacer que la cáscara se vuelva flácida, haciéndola inadecuada para la fundición.
Requisitos de poscurado
Es necesario realizar el poscurado de la Clear Cast Resin para conseguir sus propiedades mecánicas óptimas. Sigue las buenas prácticas de Formlabs cuando decidas si retirar los soportes antes o después del poscurado. Consulta el artículo de asistencia de tu dispositivo para ver las recomendaciones de poscurado.
Sigue las instrucciones de los artículos de asistencia Eliminación de marcas de soportes y Técnicas avanzadas de eliminación de soportes para posacondicionar las piezas impresas.
Preparación del patrón
Aviso:
Lee eldocumento técnico para obtener instrucciones detalladas sobre el proceso de trabajo.
Reparación de los agujeros de drenaje
Hay tres formas principales de reparar los agujeros de drenaje:

Comprueba el ajuste de los orificios introduciendo aire comprimido en el último de ellos y buscando fugas.
Unión de varias piezas
Tienes opciones similares para unir varias piezas antes de la fundición si tu diseño supera el volumen de impresión de tu impresora:
Cocción
Sigue tu proceso habitual para el montaje del patrón, la creación de la carcasa y la cocción. Para el quemado, Formlabs recomienda una cocción rápida a una temperatura de 700-900 °C durante dos horas. No utilices un autoclave para eliminar la cera, ya que esto puede provocar que las piezas se expandan, se deformen y se doblen, y a menudo agrietará las coquillas. Revisa la coquilla tras el quemado en busca de grietas o rebabas y retira la ceniza que quede en el molde.

Sigue tu proceso habitual de fundición y acabado.