
Cómo imprimir en 3D in situ sujeciones con guía, fijaciones y otros accesorios para la fabricación
Para los fabricantes, maximizar la velocidad de producción sin perder la alta calidad de las piezas es esencial para el éxito. Este libro blanco describe los principios que hay detrás de la creación in situ de sujeciones con guía, fijaciones y otros accesorios para la fabricación eficaces, haciendo hincapié en cómo aprovechar la impresión 3D para reducir costes, acortar el tiempo de desarrollo y crear procesos de trabajo más eficientes desde el ingeniero de diseño al técnico de la fábrica.
Cómo imprimir en 3D in situ sujeciones con guía, fijaciones y otros accesorios para la fabricación
Para los fabricantes, maximizar la velocidad de producción sin perder la alta calidad de las piezas es esencial para el éxito. Este libro blanco describe los principios que hay detrás de la creación in situ de sujeciones con guía, fijaciones y otros accesorios para la fabricación eficaces, haciendo hincapié en cómo aprovechar la impresión 3D para reducir costes, acortar el tiempo de desarrollo y crear procesos de trabajo más eficientes desde el ingeniero de diseño al técnico de la fábrica.
Introducción
Aumenta la eficiencia con accesorios para la fabricación impresos en 3D
Un accesorio para la fabricación, también conocido como un accesorio para la producción o consumible de producción, es cualquier herramienta o dispositivo que apoya y facilita las operaciones de fabricación, desde los ensayos de validación hasta la producción y el mantenimiento. Los accesorios para la fabricación se utilizan en las empresas para simplificar los procesos de fabricación y montaje y hacerlos más fiables, acortando los tiempos de ciclo, mejorando la seguridad de los trabajadores y reduciendo los costes de producción. Abarcan dispositivos de sujeción como sujeciones con guía, fijaciones, herramientas terminales de brazos robóticos y guías, así como pernos de alineación, patrones de enmascarado y más. Son herramientas esenciales para optimizar los procesos de trabajo de producción y resolver problemas comunes que surgen en la fábrica.
Por lo general, los fabricantes mecanizan sus herramientas en metal (aunque a veces utilizan polioximetileno/Delrin u otros plásticos), sea en sus propias instalaciones o externalizando el proceso a terceros. Mecanizar las piezas requiere costes elevados de equipo y mano de obra para los ajustes de CAM y el uso de las máquinas. Además, la mayoría de las herramientas están formadas por conjuntos de varias piezas, lo que aumenta la complejidad. La externalización conlleva un tiempo de entrega de semanas y costes elevados. Por eso, producir herramientas de este tipo de forma personalizada y con plazos ajustados puede resultar difícil. Sin embargo, teniendo en cuenta las fuerzas que tendrá que soportar la pieza, no siempre es necesario fabricar esas herramientas con metal.
La fabricación aditiva, también conocida como impresión 3D, es una solución potente para crear herramientas con rapidez y de forma económica en tus propias instalaciones. Es un proceso de fabricación sin herramientas que trae consigo algunas ventajas clave, como velocidad, reducciones en los costes, libertad de diseño, variedad en los materiales y flexibilidad.
Velocidad
La impresión 3D permite producir herramientas internas rápidamente y bajo demanda, acortar los tiempos de espera de semanas a días respecto a la externalización con terceros y resolver los problemas de producción cotidianos.

La forma tradicional en la que se fabrican las sujeciones con guía y las fijaciones en la mayoría de las empresas. Si se descubre algún problema después de empezar a usar la sujeción con guía o la fijación, o se tiene que reiniciar el proceso o las piezas tienen que fabricarse de nuevo.

El proceso de trabajo aditivo es mucho más breve. Normalmente, apenas requiere un trabajo de diseño orientado a la fabricación, y cuando la producción se realiza in situ, ya no hay que pedir presupuestos ni esperar a que lleguen las piezas.
Coste
Los fabricantes pueden reducir los costes de material, mano de obra y equipamiento. Las impresoras para el banco de trabajo requieren muy poco equipamiento y mantenimiento, con lo que se ahorra en tiempo de los operarios expertos de CNC, que pueden dedicarse mientras tanto a otras tareas importantes.

| Sujeción con guía personalizada | Impresión 3D | Mecanizado CNC |
| Tiempo de espera | 5-9 horas | 2-3 semanas |
| Coste | 8–24 € | 40–300 € |
Examinamos la comparación de costes de la producción de sujeciones con guía de Pankl Racing Systems: la impresión 3D in situ es 48 veces más rápida y 12 veces más barata que externalizar el fresado.
Libertad de diseño
La impresión 3D da a los diseñadores no solo la libertad de incorporar en su proceso de trabajo personalización y accesorios para la fabricación personalizados que se adapten a tareas concretas, sino también la libertad de crear geometrías complejas sin coste adicional.
Las herramientas de diseño avanzadas han permitido a los ingenieros crear productos muy optimizados para su uso final, pero esa misma libertad de diseño y esa mayor complejidad de las piezas hacen que construir sujeciones con guía y fijaciones sea más difícil. Los sistemas de sujeción tradicionales, como los tornillos de banco y las abrazaderas, no pueden asegurar y dar soporte a diseños amorfos o a piezas con detalles muy precisos. La impresión 3D da a los ingenieros la capacidad de crear objetos sin limitaciones como el acceso a las herramientas y el desgaste que conlleva el mecanizado. Pueden optimizar las geometrías utilizando formas ergonómicas, con celosías o intrincadas que serían difíciles de fabricar con métodos alternativos. Estos métodos también permiten crear diseños ligeros que prolongan la vida útil de un sistema, porque hay menos peso que mover.
Además, aprovechar las posibilidades del diseño para impresión 3D permite a los fabricantes simplificar los modelos de CAD, reducir el número de piezas y disminuir las necesidades de ensamblaje en el utillaje.
Amplia oferta de materiales
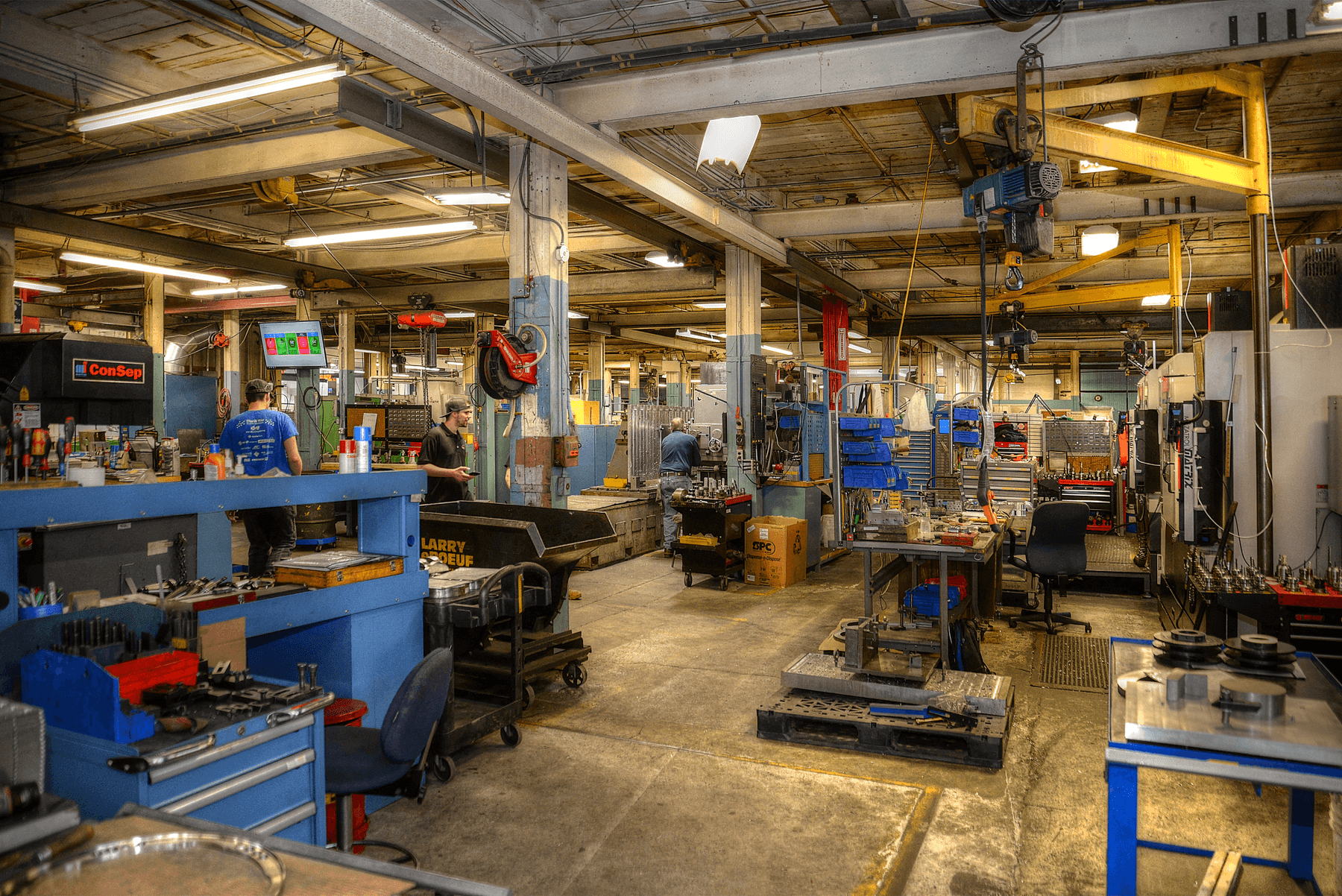
El taller de maquinaria de A&M Tool and Design incluye una amplia variedad de tecnologías, desde fresadoras de CNC Bridgeport hasta una impresora 3D SLA de escritorio.
Con las sujeciones con guía y las fijaciones impresas en 3D, puedes reemplazar las piezas de metal por herramientas poliméricas impresas en 3D que son ligeras y ergonómicas, así como diversificar sus usos gracias a un amplio abanico de materiales de impresión 3D que pueden ser flexibles, rígidos o antiestáticos, entre otras propiedades. Materiales como el Nylon 12 Powder de Formlabs para SLS imitan las propiedades de plásticos industriales conocidos, como el Delrin, lo que permite intercambiarlos con facilidad.
Flexibilidad
La impresión 3D in situ aporta la flexibilidad de crear, revisar y realizar iteraciones con facilidad para garantizar la calidad y aumentar la agilidad de las operaciones. La tecnología ofrece diversas posibilidades:
-
Permite variaciones en tu proceso y simplifica la configuración del utillaje.
-
Adapta el utillaje a los cambios en la producción e imprime en 3D bajo demanda repuestos, recambios o piezas provisionales para minimizar el tiempo de inactividad de las máquinas.
-
Fomenta una mejora continua, pasa de un inventario físico a uno digital y cambia cómo se organiza la fábrica.
-
Responde con rapidez a los parones en la producción causados por accesorios para la fabricación rotos o defectuosos y dales solución.
¿Pueden las herramientas impresas en 3D con polímeros reemplazar a las herramientas de metal?
La impresión 3D ha estado muy extendida en los ámbitos del prototipado y del desarrollo de productos desde hace décadas. Ahora, el uso de esta tecnología se está generalizando en la fabricación. Los últimos avances en maquinaria, materiales y software crean oportunidades para producir impresiones 3D funcionales de alta precisión capaces de reemplazar a las herramientas de metal e incluso de hacer las veces de piezas de uso final. Las empresas ya están aprovechando la flexibilidad de la impresión 3D para crear utillaje rápido. Lee la guía de Formlabs para descubrir cómo las herramientas de materiales poliméricos impresas en 3D mediante SLA pueden reemplazar a los moldes de inyección de metal en cientos de tiradas.

Un inserto de moldeo por inyección impreso con la Rigid 10K Resin de Formlabs e instalado en la máquina de Babyplast para inyectar cientos de piezas con polipropileno, ABS y otros materiales (izquierda). Marcus Marienfeld AG moldea piezas de titanio con herramientas de prensado impresas en 3D con el Nylon 11 Powder en la Fuse 1 y atornilladas a una prensa manual (derecha).
La innovación va más allá del utillaje. La comunidad de Formlabs también está produciendo piezas de uso final con ecosistemas de impresión 3D tanto SLA como SLS, con el fin de acceder a la fabricación personalizada y la producción de bajo volumen. Lee los resultados de las pruebas de esfuerzo realizadas por los usuarios de Formlabs para validar el rendimiento de las piezas impresas en 3D mediante SLS: desde un proveedor del sector aeroespacial que imprime piezas a medida para su uso en aeronaves en pleno vuelo a un fabricante de dispositivos de medición de agua que somete a ensayo piezas impresas para simular el efecto de 15 años de exposición a climas extremos. Los fabricantes de todo el mundo están utilizando herramientas poliméricas impresas en 3D para reemplazar piezas de metal o reparar equipamiento defectuoso en instalaciones de mecanizado automatizadas, cadenas de montaje manuales o electrónicas, células de moldeo, fundiciones u otras instalaciones de producción.
Este libro blanco explica los principios básicos y los conceptos del diseño de fijaciones y sujeciones y aborda cómo aprovechar las ventajas únicas de los materiales de impresión 3D por estereolitografía (SLA) y sinterizado selectivo por láser (SLS) en cada paso de la fabricación para alcanzar una producción ajustada (Lean Manufacturing). Por último, documenta diversos casos de estudio sobre usuarios que han usado accesorios para la fabricación impresos en 3D como apoyo para sus actividades de validación, fabricación, acabado, montaje e inspección.
Métodos
Tipos comunes de accesorios para la fabricación
Dispositivos de sujeción: sujeciones con guía, fijaciones, mordazas lisas y más
Los dispositivos de sujeción posicionan, sostienen y aseguran la pieza de trabajo para someterla a diversas actividades de fabricación, como el mecanizado, la soldadura o el ensamblaje. A menudo, estos dispositivos se denominan sujeciones con guía y fijaciones, y suelen estar personalizados para adaptarse con precisión a la geometría única de una pieza concreta.
Las sujeciones con guía sostienen la pieza de trabajo y guían la herramienta, mientras que una fijación simplemente mantiene la pieza en su sitio. Algunos ejemplos comunes de fijaciones son las mordazas lisas, las abrazaderas, los tornillos de banco, los mandriles o los cigüeñales.

Dispositivos de posicionamiento: pernos de alineación y posicionadores
Los dispositivos de posicionamiento como los pernos de alineación, los posicionadores o los pernos de posicionamiento se utilizan para situar las piezas de trabajo. Hacen que el trabajo sea preciso y repetible.

Dispositivos protectores: tapas, cubiertas y patrones de enmascarado
Las guardias, tapas, cubiertas o patrones de enmascarado se utilizan para proteger un elemento de una operación de fabricación. Las tapas evitan que se produzca contaminación entre los agujeros, como durante el taladrado, por ejemplo. Los patrones de enmascarado hacen que componentes específicos de la pieza de trabajo no queden cubiertos por revestimientos, tintes u otros elementos del acabado.

Dispositivos de medición: calibres y fijaciones de comprobación
Los dispositivos de medición se utilizan para determinar una cantidad física. Los hay de varios tipos y pueden ser tan simples como una única pieza de material o estar formados por maquinaria compleja. En esta categoría, los calibres son una herramienta popular para cotejar una pieza de trabajo con sus tolerancias permitidas. En esta imagen, Productive Plastics imprime en 3D una fijación de comprobación de cerraduras en la Fuse 1.
Componentes de maquinaria: pinzas, conectores, soportes y más
Con frecuencia, los fabricantes necesitan producir elementos de su maquinaria en la misma fábrica, como acopladores de estrella, rodillos, conectores, pinzas y otros elementos terminales para brazos robóticos. Se utilizan para hacer posible un trabajo personalizado, para potenciar una máquina o simplemente para reemplazar un elemento defectuoso.

Organizadores y otros accesorios
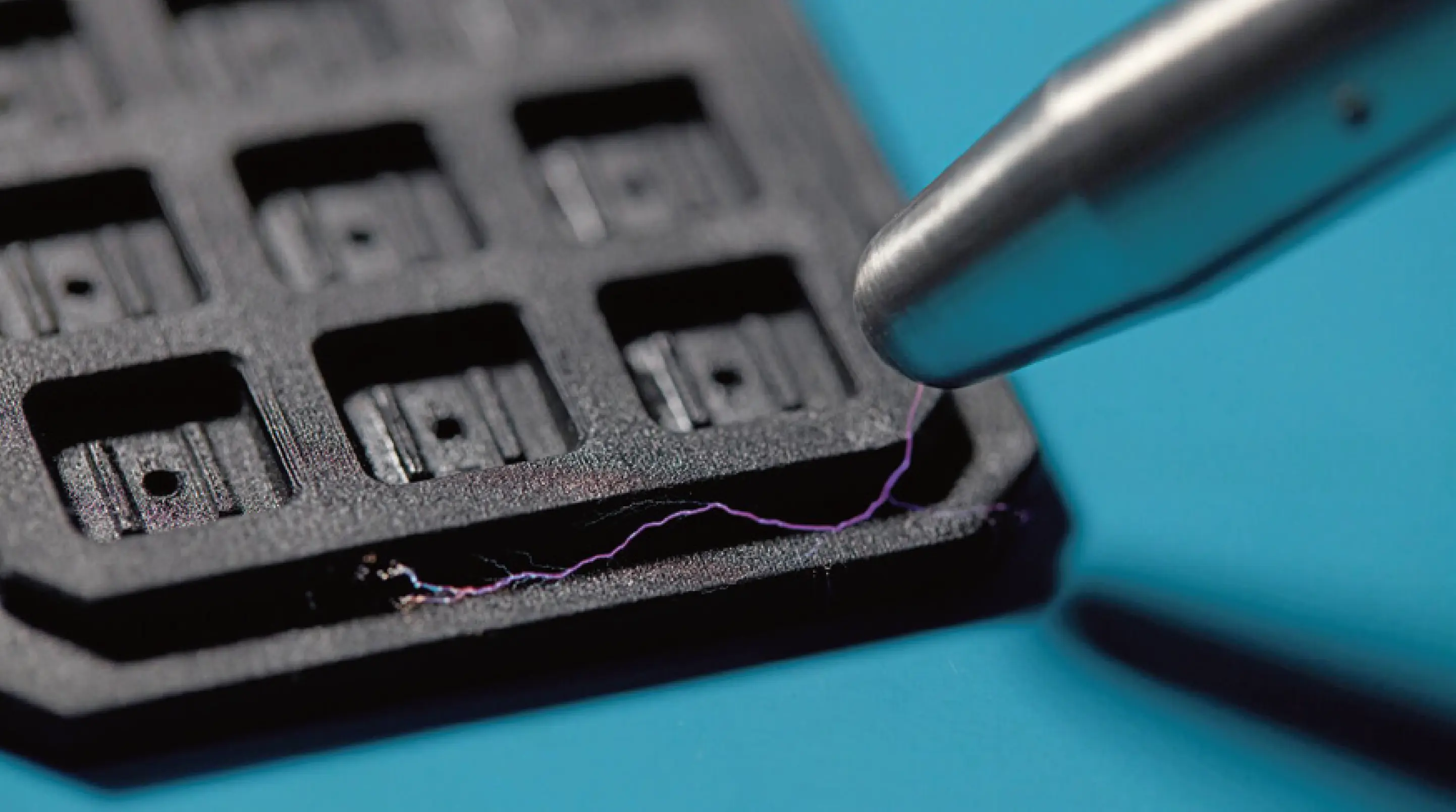
Clasificamos como organizadores u otros accesorios a los dispositivos que ayuden a organizar las tareas en la fábrica (pedestales, soportes, monturas, adaptadores...), como esta placa de circuito impresa en 3D que protege a los chips de silicio de los daños por descargas electroestáticas.
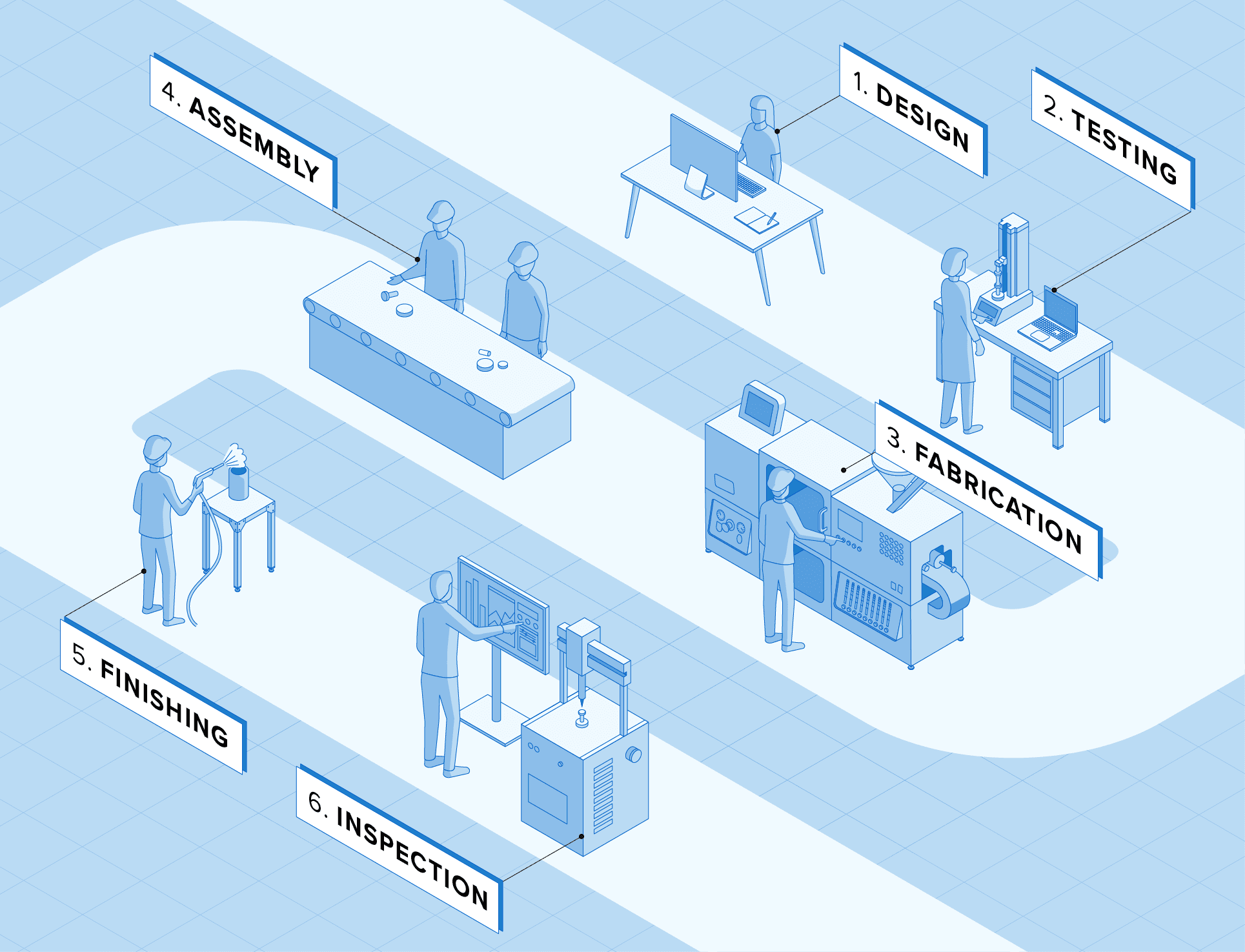
Proceso de trabajo para imprimir en 3D accesorios para la fabricación

1. Diseño
Crea un modelo de la pieza en CAD, respetando las reglas de diseño comunes para la fabricación aditiva, o usa la ingeniería inversa para obtenerlo con un escaneo 3D.

2. Impresión 3D
Carga el diseño en el software de preparación de impresiones e imprímelo en 3D con la tecnología y el material que desees.

3. Posacabado
Acaba la pieza conforme a las especificaciones del material: lava y cura las piezas impresas mediante SLA o extrae y granalla las piezas impresas mediante SLS, siguiendo las instrucciones de Formlabs.

4. Uso
Valida tu pieza. Intégrala en tu máquina o en tu operación de fabricación. Guarda el archivo CAD en un inventario digital y reemplaza la pieza cuando sea necesario.
Recomendaciones de diseño
Bases del diseño: Grados de libertad y restricciones
En su forma más básica, las fijaciones mantienen una pieza en una posición concreta mientras soportan fuerzas de una operación secundaria, sin que la pieza fijada sufra un grado inaceptable de flexión, movimiento o rotación. Para comprender cómo se consigue esto, antes hay que comprender cómo funcionan los grados de libertad. Un cuerpo rígido en el espacio tiene seis grados de libertad: movimiento arriba/abajo, izquierda/derecha, adelante/atrás y la capacidad de rotar en torno a uno más ejes, denominados ejes de cabeceo, balanceo y guiñada.
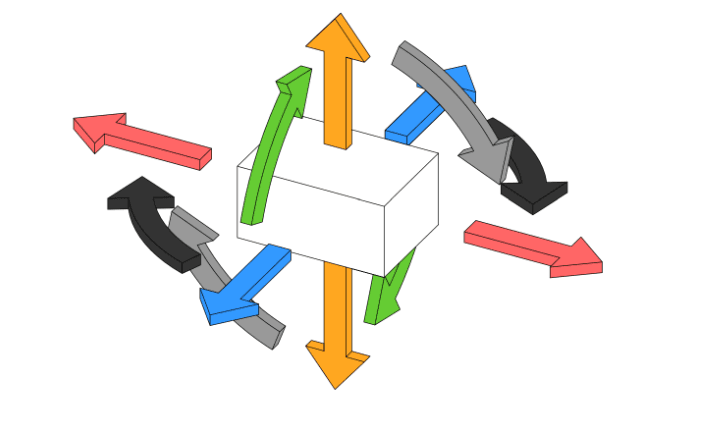
Una pieza con los seis grados de libertad.
Los principios del buen diseño de las fijaciones requieren que se restrinjan lo máximo posible esos grados de libertad para asegurar una ubicación precisa y la seguridad de las operaciones secundarias. Es igual de importante no imponer restricciones excesivas a la pieza. Las restricciones excesivas provocan fuerzas innecesarias y problemas de precisión que requieren una mayor precisión en la fijación o la sujeción con guía. Para comprender este principio, piensa en un taburete. Un taburete con tres patas tiene el grado de restricción justo, pues cuando se carga con peso desde su superficie superior, el taburete no puede moverse verticalmente. La fricción impide que el taburete se deslice en ninguna dirección y cada pata está restringida por las demás para impedir la rotación de una de las patas o de todo el taburete.
-
Restricción exacta: cuando hay una restricción por cada grado de libertad necesario para un funcionamiento correcto.
-
Infrarrestricción: tiene lugar cuando una pieza tiene libertad para rotar, desplazarse o deslizarse en una o más direcciones o siguiendo uno o más ejes. A la hora de elaborar fijaciones, la infrarrestricción de una pieza impide el correcto funcionamiento de la misma y puede suponer un peligro considerable para los operarios de la maquinaria y el equipo. Sin embargo, según la aplicación deseada, hay tareas que pueden requerir infrarrestricción. Por ejemplo, un tablón de madera con libertad para moverse a través de una máquina cepilladora.
-
Piezas con escaso soporte: tienen suficientes restricciones para impedir el desplazamiento y la rotación del objeto, pero no cuentan con el suficiente soporte para evitar que la pieza sufra una desviación considerable durante operaciones secundarias como el fresado y la perforación.
-
Sobrerrestricción: tiene lugar cuando una estructura tiene restricciones redundantes. Una forma de verlo es que cuando múltiples fuerzas realizan exactamente el mismo trabajo, dichas fuerzas entran en conflicto. Siempre habrá una de ellas que "gane" y realice el trabajo deseado. En el mejor de los casos, las fuerzas redundantes no harán nada. En el peor de los casos, perjudicarán al funcionamiento básico de la estructura, lo que provocará que las piezas sean de mala calidad y que haya un mayor riesgo para el operario.
En la práctica, hay ocasiones en las que es necesario usar "demasiadas" restricciones. Una silla de cuatro patas es un ejemplo de un diseño con sobrerrestricción. La cuarta pata es redundante e introduce un nuevo problema de balanceo si la silla reposa sobre una superficie con una mínima irregularidad. Lo que se obtiene a cambio de este requisito de un suelo más plano es una mayor estabilidad general. Lo que esto supone en un contexto de fabricación es que un diseño de fijación más permisivo (con menos restricciones) es útil para trabajar con piezas que tienen una mayor variación (como las realizadas mediante fundición), mientras que una fijación más restrictiva funcionará mejor con piezas con superficies más precisas (piezas mecanizadas o moldeadas por inyección).
Las herramientas de diseño avanzadas han permitido a los ingenieros crear productos muy optimizados para su uso final, pero esa misma libertad de diseño y esa mayor complejidad de las piezas hacen que construir sujeciones con guía y fijaciones para operaciones secundarias sea más difícil. Los sistemas de sujeción tradicionales, como los tornillos de banco y las abrazaderas, no pueden asegurar y dar soporte a diseños amorfos o a piezas con detalles muy precisos. La impresión 3D da a los ingenieros la capacidad de crear objetos sin limitaciones como el acceso a las herramientas y el desgaste que conlleva el mecanizado.
Buenas prácticas de diseño
Aumenta la complejidad geométrica
Dado que la impresión 3D permite crear formas complejas sin que aumente el coste de la pieza, tómate algo de tiempo para pensar en qué funcionalidades adicionales se pueden incorporar en la sujeción con guía o la fijación en la fase de diseño para aprovechar este principio.
-
Gracias a la fabricación aditiva, es posible fabricar piezas con detalles pequeños que serían difíciles de mecanizar, piezas con superficies curvas o complejas y las geometrías consideradas imposibles por el espacio libre que requieren las herramientas de fresado y torneado.
-
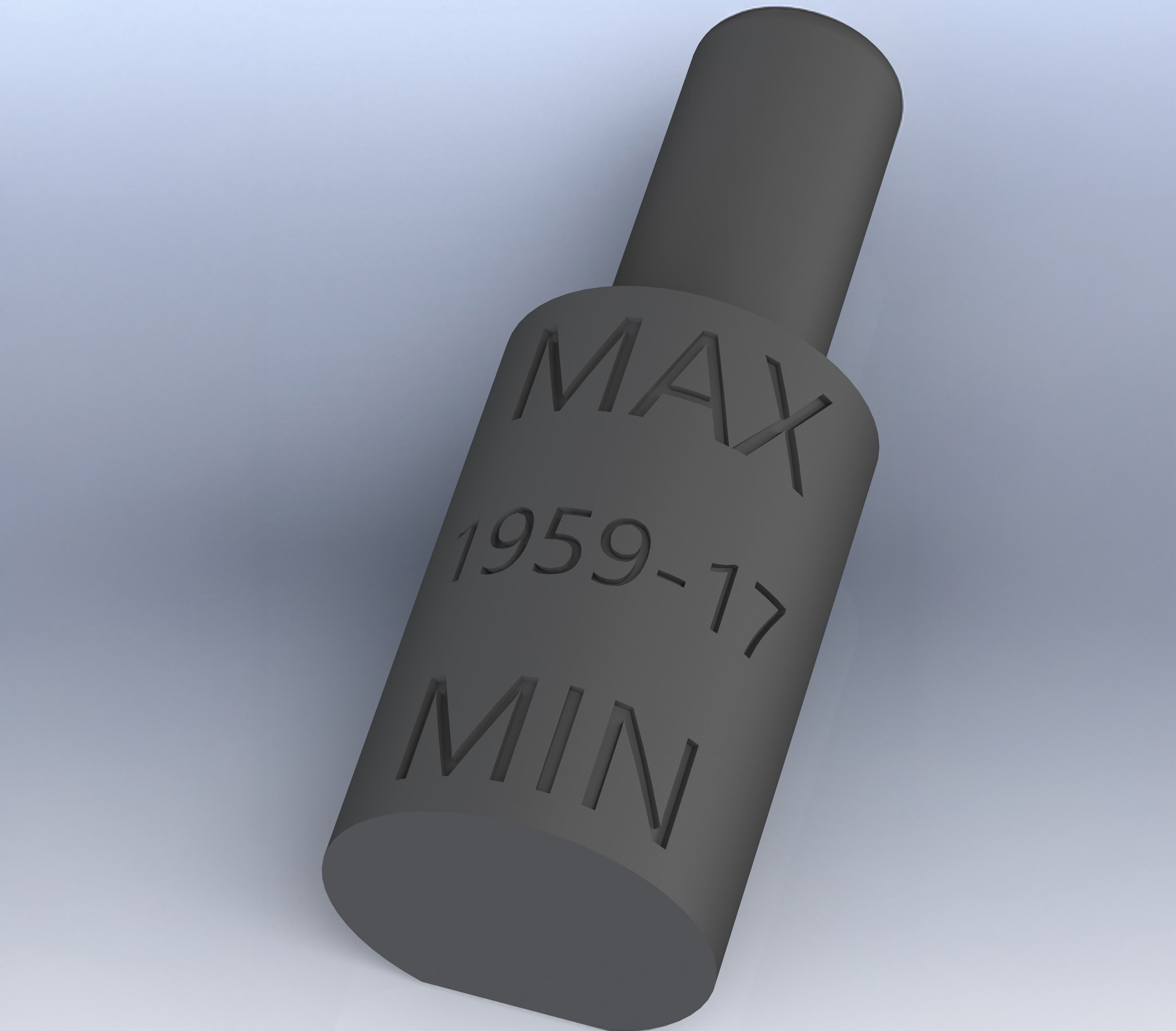
Los números de serie, las fechas de fabricación y otros datos relevantes se pueden incorporar en la pieza para una gestión digital del inventario y un seguimiento fácil de los productos sin la necesidad de pasos de grabado secundarios.
Sujeciones con guía para perforación hechas a medida para geometrías complejas.
Reduce el número de piezas
Los que normalmente serían dos componentes en una fijación mecanizada se pueden incorporar en una única pieza, lo que ayuda a evitar la acumulación de polvo o limaduras al eliminar huecos entre las piezas separadas. Por ejemplo, en vez de usar pasadores rectos insertados o cilindros para posicionar la pieza, se pueden incorporar estructuras esféricas o con forma de rombo en una única pieza sin huecos. Usar posicionadores con forma de rombo o de esfera reduce o elimina la adhesión de las piezas durante la carga y la descarga minimizando la superficie de contacto.
Incluye detalles de referencia en las sujeciones con guía y las fijaciones para facilitar la inspección
Verificar la precisión dimensional de la fijación es parte del proceso de implementación de las sujeciones con guía y las fijaciones en un contexto de montaje o fabricación. Las estructuras amorfas de piezas para las que a menudo se diseñan las fijaciones impresas en 3D pueden suponer que las mismas fijaciones tiendan a tener formas más extrañas. Estos diseños pueden ser difíciles de inspeccionar con herramientas de metrología estándar como los calibres y los micrómetros. Incorporar detalles de referencia en las sujeciones con guía y las fijaciones impresas hace la inspección más fácil y más precisa.
-
Un punto de referencia es una referencia que en teoría es geométricamente perfecta: un plano totalmente liso, el eje de un orificio cilíndrico, etc. Un detalle de referencia es la realidad de ese concepto en el contexto de la pieza, que se usa como punto de referencia base para otras medidas. Los detalles de referencia deberían ser relevantes para los requisitos de las operaciones secundarias y para los requisitos funcionales de la pieza en su uso final.
-
Siempre que sea posible, incluye caras planas o geometrías con ángulos rectos en la fijación para facilitar la inspección y determinar su precisión general. Con cualquier sujeción con guía o fijación, la precisión se somete a ensayo al inspeccionar las piezas después de su procesado, dado que las condiciones de las operaciones como la desviación en la pieza o la herramienta puede crear errores que requieran alteraciones del diseño de la fijación.
-
En aplicaciones en las que la precisión es de vital importancia, utiliza herramientas de metrología digitales como escáneres 3D o palpadores de medición para inspeccionar geometrías más orgánicas.
Aumenta la rigidez con nervaduras de refuerzo
La forma típica de aumentar la rigidez de una fijación mecanizada es dejar material adicional en puntos que tiendan a doblarse ante un esfuerzo. En los procesos aditivos, minimizar el consumo del material mantiene bajos los costes de las piezas y agiliza el proceso de impresión. Usar nervaduras y listones proporciona una estructura adicional sin aumentar mucho el coste o el tiempo de producción de la pieza.
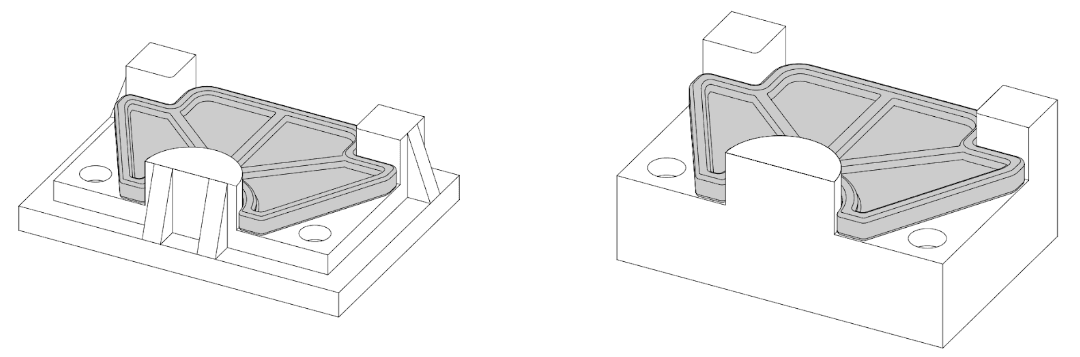
Una geometría impresa en 3D típica para maximizar la rigidez y minimizar el consumo de material (izquierda) y una geometría fresada típica para minimizar la retirada de material y el tiempo de mecanizado (derecha).
Aumenta la durabilidad de las conexiones mecánicas con insertos roscados
Usar agujeros roscados en piezas de plástico impresas en 3D es un método ineficaz para unir piezas de fijaciones, pues estas piezas son más susceptibles a la rotura y al desgaste por un uso continuado que los metales. En lugar de eso, usa métodos de montaje más elásticos, como insertos roscados o una cavidad para sujetar una tuerca mientras se aprieta un tornillo. Una alternativa es que una fijación impresa en 3D posea agujeros roscados pasantes para que los tornillos lleguen a las tuercas correderas en ranura en T o a una placa de fijación que haya debajo. Para evitar la deformación elástica de la pieza cuando esté atornillada a la superficie de trabajo, los agujeros pasantes deberían tener una tolerancia de ajuste de holgura.
Ten en cuenta la experiencia del usuario al diseñar herramientas
Una operación de fabricación eficaz tiene en cuenta no solo cómo se procesan las piezas con sujeciones con guía y fijaciones, sino también cómo perciben mental y físicamente los trabajadores las herramientas que utilizan. Aunque cada aplicación conlleva distintas consideraciones y desventajas, hay unos conceptos comunes que reducirán las dificultades y mejorarán el rendimiento:
-
Siempre que sea posible, diseña las sujeciones con guía y las fijaciones para que se puedan manejar con una sola mano. De este modo, la otra mano quedará libre para posicionar la pieza, estabilizarla o descansar durante el cambio.
-
Diseña la sujeción con guía o las fijaciones para que la pieza quede firmemente sujeta durante las operaciones secundarias sin asistencia humana.
-
Usa geometrías que magnifiquen los errores de colocación para que los malos alineamientos sean obvios.
-
No tengas en cuenta solo la pieza en el contexto de la fijación, sino también el proceso completo del trabajo, desde que la pieza se coloca y se realizan las operaciones secundarias hasta que la pieza se retira y se envía al siguiente eslabón de la cadena. Esfuérzate siempre en minimizar el número de pasos necesarios para manejar la sujeción o la fijación, para que los tiempos de ciclo y los movimientos agotadores para los trabajadores sean mínimos. Visualiza e imita los pasos del proceso de trabajo durante la fase de diseño para asegurarte de que se incluyen todos los movimientos y márgenes de movimiento y espacio necesarios.
Deja márgenes para prever el efecto de los restos del mecanizado
Por ejemplo, al taladrar un agujero se creará una pequeña rebaba. Dejar un espacio de margen dentro de la sujeción permite que haya espacio para que se forme una rebaba sin que ello interfiera con el funcionamiento de la pieza o de las herramientas. De forma similar, en las operaciones de fresado, se pueden acumular pequeños fragmentos del material en la sujeción con guía o en la fijación. Siempre que sea posible, minimiza o elimina los pequeños huecos, acanaladuras y cavidades donde puedan quedar atrapados los fragmentos de material. Crear canales hundidos en la fijación o la sujeción con guía mejora su funcionamiento, pues permiten que los fragmentos o limaduras acaben fuera del recorrido de la pieza durante su colocación y retirada. Las esquinas y acanaladuras redondeadas crean superficies en pendiente que facilitan el barrido, el soplado o el lavado de los restos para eliminarlos de la zona de trabajo. Fresar listones para la superficie cuesta tiempo y dinero, y además requiere una eliminación concienzuda de restos o un ensamblaje de piezas que introduce nuevas juntas problemáticas.
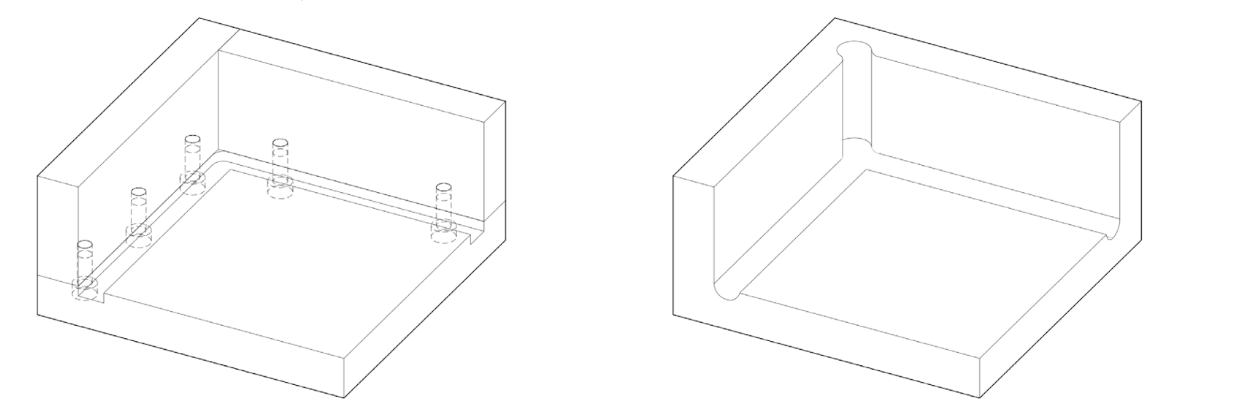
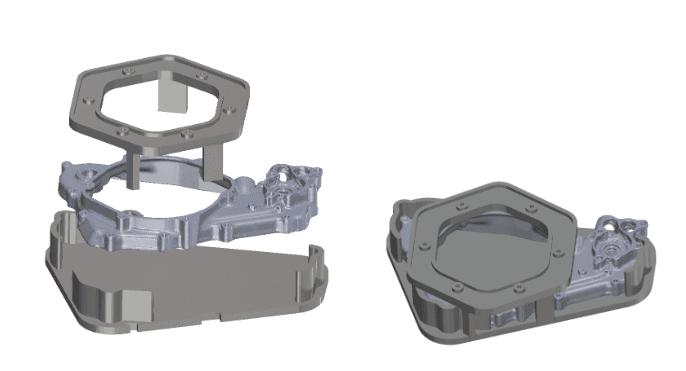
Un posicionador de esquina típico fresado y montado, compuesto por tres placas atornilladas, crea más oportunidades para que los fragmentos queden atrapados (izquierda). Una geometría típica para un posicionador de esquina sin juntas y con bordes suavizados, canales y cavidades lisas para la eliminación de restos. Todo ello sin aumentar el coste de la pieza (derecha).
Recomendaciones de impresión 3D
En los últimos años, las impresoras 3D de alta resolución han pasado a ser más asequibles, fáciles de usar y fiables. Por consiguiente, la tecnología de impresión 3D es ahora más accesible para más empresas, pero a veces resulta difícil elegir entre las distintas soluciones de impresión 3D disponibles. Lee esta guía para comparar las tres tecnologías de impresión 3D más establecidas hoy en día: el modelado por deposición fundida (FDM), la estereolitografía (SLA) y el sinterizado selectivo por láser (SLS).
Las sujeciones con guía y las fijaciones impresas en 3D se fabrican a menudo con el FDM porque es rápido, fácil de usar y económico. Sin embargo, la SLA y el SLS son más adecuados para accesorios para la fabricación que requieran:
-
Mayor resolución y precisión y un acabado de la superficie más liso
-
Características mecánicas superiores, como la resistencia y la durabilidad
-
Diseños complejos
-
Mayor productividad
Producción de accesorios para la fabricación con la impresión SLA

Las impresoras 3D SLA de resina usan un láser para curar resina líquida y convertirla en plástico endurecido en un proceso conocido como fotopolimerización. Las piezas de SLA son isotrópicas y tienen una alta resolución y precisión. Elige esta tecnología si quieres detalles claros, un acabado de la superficie liso y un amplio abanico de opciones de materiales.
Formlabs ofrece un catálogo de resinas para ingeniería con propiedades avanzadas que hacen posible su uso en entornos exigentes: resinas flexibles, rígidas, antiestáticas o resistentes a las altas temperaturas, entre otras. La familia de resinas Tough y Durable es especialmente popular para imprimir en 3D sujeciones con guía, fijaciones y otros accesorios.
Las impresoras 3D SLA de Formlabs son fáciles de instalar, utilizar y mantener. Requieren un equipamiento mínimo y se pueden integrar sin problemas en cualquier proceso de trabajo para producción. Sin embargo, las piezas de SLA tienen una resistencia y una durabilidad limitadas. Para imprimir herramientas duraderas, se recomienda usar la tecnología SLS.
Producción de accesorios para la fabricación con la impresión SLS
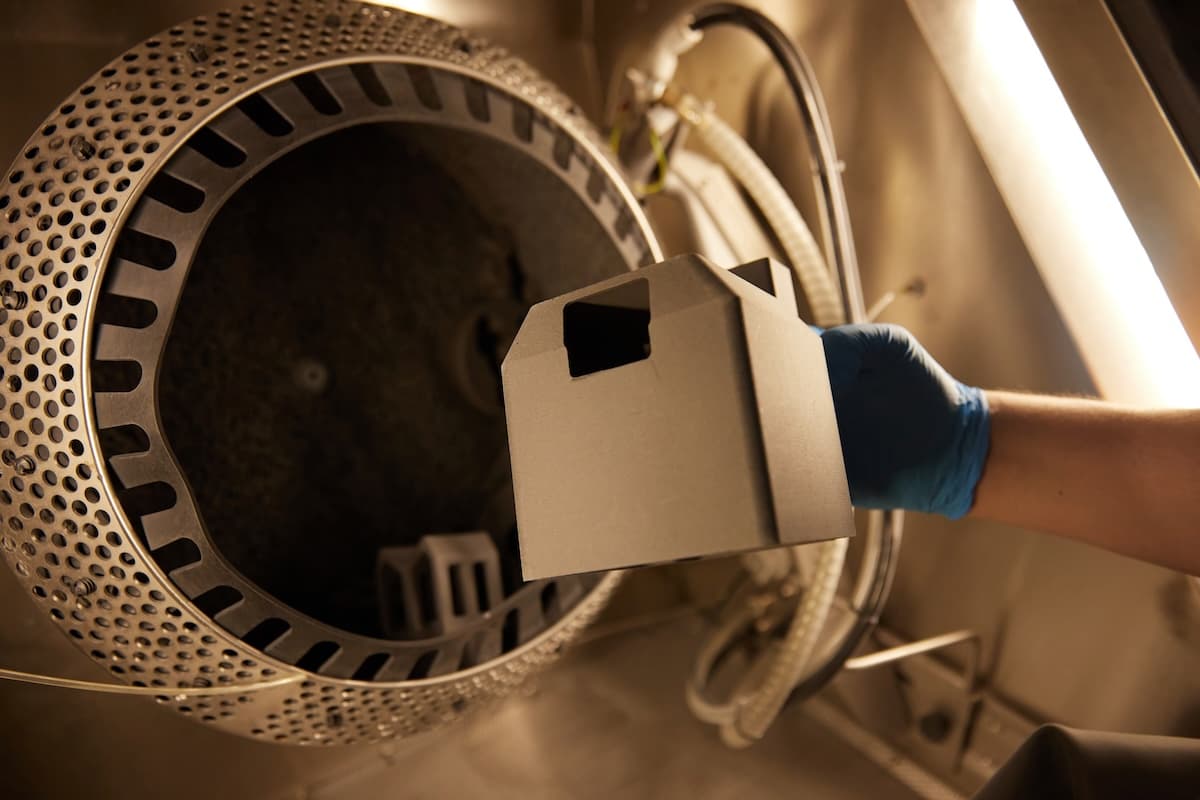
Esta carcasa de cámara, diseñada e impresa por Eaton, se imprimió en la Fuse 1+ 30W con el Nylon 12 Powder y protege a las cámaras de IA del exceso de luz que podría desvirtuar la precisión de sus lecturas.
El sinterizado selectivo por láser (SLS) es la tecnología de fabricación aditiva más popular para aplicaciones industriales y se suele emplear para la producción de piezas de uso final. Elige la tecnología SLS para producir herramientas funcionales y duraderas con geometrías complejas y una gran productividad.
Aunque la SLA es un proceso basado en resina, las impresoras 3D SLS usan un láser de alta potencia para fundir pequeñas partículas de polvo de polímero. El polvo sin fundir sirve como soporte para las piezas durante la impresión y elimina la necesidad de agregar expresamente estructuras de soporte. Esto hace que el SLS sea ideal para geometrías complejas, como eslabones entrelazados, ensamblajes funcionales y bisagras flexibles.
Una de las principales ventajas del SLS son los materiales. Los materiales de impresión 3D SLS, como el nylon, ya se usan mucho en el diseño, la ingeniería y la fabricación, ya sea mediante moldeo por inyección, mecanizado o fabricación aditiva. Las piezas de nylon son tenaces, resistentes a la temperatura y duraderas, lo que las hace ideales para accesorios para la fabricación. Las piezas finales son resistentes a los impactos y están preparadas para soportar los rigores de la fábrica, resistiendo el desgaste repetido que conllevan las actividades diarias de fabricación.
El ecosistema de la serie Fuse de Formlabs es una solución compacta y contenida que ofrece potencia industrial por un coste menor que el de las impresoras 3D SLS tradicionales. Incorporar el SLS en sus instalaciones significa que los negocios pueden controlar una porción mayor de sus procesos de fabricación.
Cómo elegir la tecnología de impresión 3D adecuada
La siguiente tabla resume algunas consideraciones importantes a la hora de elegir entre la SLA o el SLS para imprimir en 3D accesorios para la fabricación. Consulta la comparación de tecnologías pormenorizada de Formlabs si quieres conocer más detalles.
Impresión 3D SLA - Serie Form
-
Detalles precisos y acabado de la superficie liso
-
Una gama de materiales más amplia
-
Más fácil de usar
-
Menor coste del hardware
Impresión 3D SLS - Serie Fuse
-
Herramientas resistentes, estables y duraderas
-
Sin soportes, más adecuada para diseños complejos
-
Mayor productividad
-
Más rentable para la producción de gran volumen
Buenas prácticas del proceso de trabajo

La planta de Eaton en Olean imprime en 3D mediante SLS cientos de accesorios para la fabricación cada año. Estos son algunos de ellos e incluyen herramientas terminales para brazos robóticos, pinzas, desplazadores de piezas, carcasas, separadores y más.
Valida la herramienta impresa
-
Inspecciona la pieza impresa comparándola con el modelo CAD original. Utiliza un calibre, un micrómetro u otro equipamiento de metrología para comprobar que las medidas de la impresión se corresponden con sus valores teóricos.
-
Pon a prueba el rendimiento funcional de la fijación. Cuando la pieza se coloque en la fijación, presta mucha atención a si se asienta bien contra las superficies y soportes de posicionamiento. Una fijación correctamente diseñada y construida servirá de soporte para la pieza y eliminará cualquier movimiento en cuanto se aplique la fuerza de sujeción.
-
Para procesos en los que actúan grandes fuerzas, como el fresado o el taladrado, calcula los requisitos de sujeción a partir de la velocidad de avance, la velocidad de corte, la potencia de la máquina, el material elegido y las consideraciones de seguridad.
Ten en cuenta la fluencia cuando imprimas con SLA
Algunas resinas de SLA sufren fluencia (deformación elástica permanente) si se ven sometidas a una carga continua, como le ocurre a una fijación impresa sujeta a una mesa de trabajo durante largos períodos del tiempo. Lo mejor para evitar la deformación de las piezas por una carga continua es aflojar los tornillos y aliviar las fuerzas de sujeción después de completar las operaciones secundarias. Si tus piezas van a soportar una carga continua, recomendamos que las imprimas con tecnología SLS.
Potencia las herramientas impresas en 3D utilizando piezas comunes de almacén
Este enfoque funciona bien cuando algunos componentes necesitan la especificidad y la flexibilidad de diseño de la impresión 3D, pero el área general de trabajo u otros requisitos como la rigidez o la conductividad no se pueden satisfacer mediante un proceso aditivo. Las piezas comerciales comunes que pueden añadir una funcionalidad adicional a las sujeciones con guía y fijaciones impresas incluyen líneas de ejes metálicas para abarcar mayores distancias manteniendo la rigidez o arandelas para distribuir las cargas de los tornillos de sujeción por una superficie mayor. Combinar piezas comerciales con procesos de fabricación aditiva añade rápidamente funcionalidades mecánicas como una división lineal o rotativa con un coste mucho inferior al de mecanizar toda la herramienta.
Ayuda a sacar la herramienta
Utiliza muelles, elementos deslizantes o palancas para levantar la pieza de la superficie de la fijación. Al colocar muelles en la fijación, cuando la fuerza de sujeción se retire, la pieza se separará de la superficie de la fijación, lo que facilitará el acceso al operario para extraer la pieza. Se puede conseguir lo mismo con un control deslizante o una palanca, aunque con un paso adicional que requiere el operario. El enfoque adecuado dependerá de la aplicación, la configuración del utillaje y los requisitos de tiempo de ciclo.
Sustitución bajo demanda de componentes desgastados
Incluso en condiciones normales de uso, las fijaciones, las herramientas de montaje y las sujeciones con guía con frecuencia se rompen o se desgastan hasta el punto de que ya no son eficaces. Las instalaciones que crean sujeciones con guía y fijaciones mediante fabricación aditiva controlan su propia producción y obtienen la capacidad de reemplazar por sí solas sus herramientas cuando lo necesiten, en lugar de depender de proveedores externos con cantidades de pedido mínimas. Reemplazar fijaciones desgastadas con el equipo que hay en tus propias instalaciones acorta la cadena de suministro y reduce el riesgo de períodos de inactividad.
Posacaba las herramientas impresas en 3D para potenciar las propiedades de los materiales
Los materiales de SLS pueden ir incluso más allá en cuanto a su rendimiento y aspecto cuando se combinan con métodos avanzados de posacabado. Lee nuestra guía de SLS para conocer los fundamentos del posacabado de piezas impresas en 3D mediante SLS y métodos avanzados como el granallado, el alisado, los revestimientos, el coloreado y más. También se pueden aplicar a las piezas de SLA métodos de posacabado y acabado como el galvanizado o los revestimientos, para potenciar su resistencia y durabilidad.
Casos de estudio
Este apartado documenta varios casos de accesorios para la fabricación desarrollados por los usuarios de las impresoras 3D SLA y SLS de Formlabs para cada paso del proceso de fabricación, desde los ensayos de validación hasta la inspección.
Ensayos de validación
Las fijaciones de ensayo y los calibres impresos en 3D pueden servir como apoyo para el proceso de validación, incluso antes de pasar a la producción. La validación es el proceso de determinar si un elemento de equipamiento cumple los requisitos que se esperan de él y está listo para la producción. El objetivo de las etapas de validación es asegurar que el producto se pueda fabricar de forma fiable y escalable. Es una serie de ensayos exhaustivos que tienen lugar en el último paso del desarrollo de productos con los prototipos y las piezas previas a la producción.
Los métodos de ensayo incluyen ensayos de cámara climática, ciclos térmicos, vibración, protección contra descargas electrostáticas, biocompatibilidad, resistencia a productos químicos, certificaciones como las de la FDA, FCC, UL, CE y RoHS, así como ensayos de envejecimiento, radiación, cosméticos, desgaste y caída, entre otros. La impresión 3D bajo demanda de herramientas de ensayo permite a los fabricantes acelerar los procedimientos de ensayo y realizar con rapidez iteraciones de prototipos y piezas previas a la producción.

Fijaciones de ensayo
Empresa: Dorman Products
Dorman Products es un fabricante centenario de piezas de recambio para vehículos, que ha recurrido a la impresión 3D SLA y SLS para acelerar sus tiempos de producción y aumentar la calidad. Aquí, las fijaciones de ensayo impresas en 3D mediante SLA con la Tough 2000 Resin están diseñadas para reproducir las condiciones a las que se enfrentarán los componentes de recambio en un entorno automovilístico. Con la impresión 3D, estas pruebas no requieren un coche a escala real para garantizar la funcionalidad y la calidad de las piezas de Dorman.

Fijación de simulación de la geometría de acoplamiento del radiador
Empresa: Dorman Products
Esta fijación de prueba personalizada está hecha para simular la geometría de acoplamiento para el mismo ensayo de presurización. Tener una fijación de ensayo impresa en 3D como esta elimina la necesidad de utilizar un radiador de tamaño real para llevar a cabo el ensayo. Antes de disponer de fijaciones de ensayo impresas en 3D, para probar un componente correctamente, el equipo de Dorman necesitaba recrear la situación exacta a la que se enfrentarían las piezas en el mundo real, a menudo utilizando piezas automovilísticas a escala real.

Copas de soporte
Empresa: Eaton
Estas copas de ensayo que antes se mecanizaban a partir de Delrin mantienen los varistores de óxido metálico durante la fase de ensayos eléctricos, en la que se aplica tensión eléctrica a las piezas para asegurar su rendimiento cuando se ensamblen para formar pararrayos o descargadores de sobretensiones. Se necesitan en grandes cantidades y para varistores de óxido metálico de distintos tamaños, que se identifican por pequeños insertos coloreados de TPU impresos mediante FDM en las copas de ensayo.
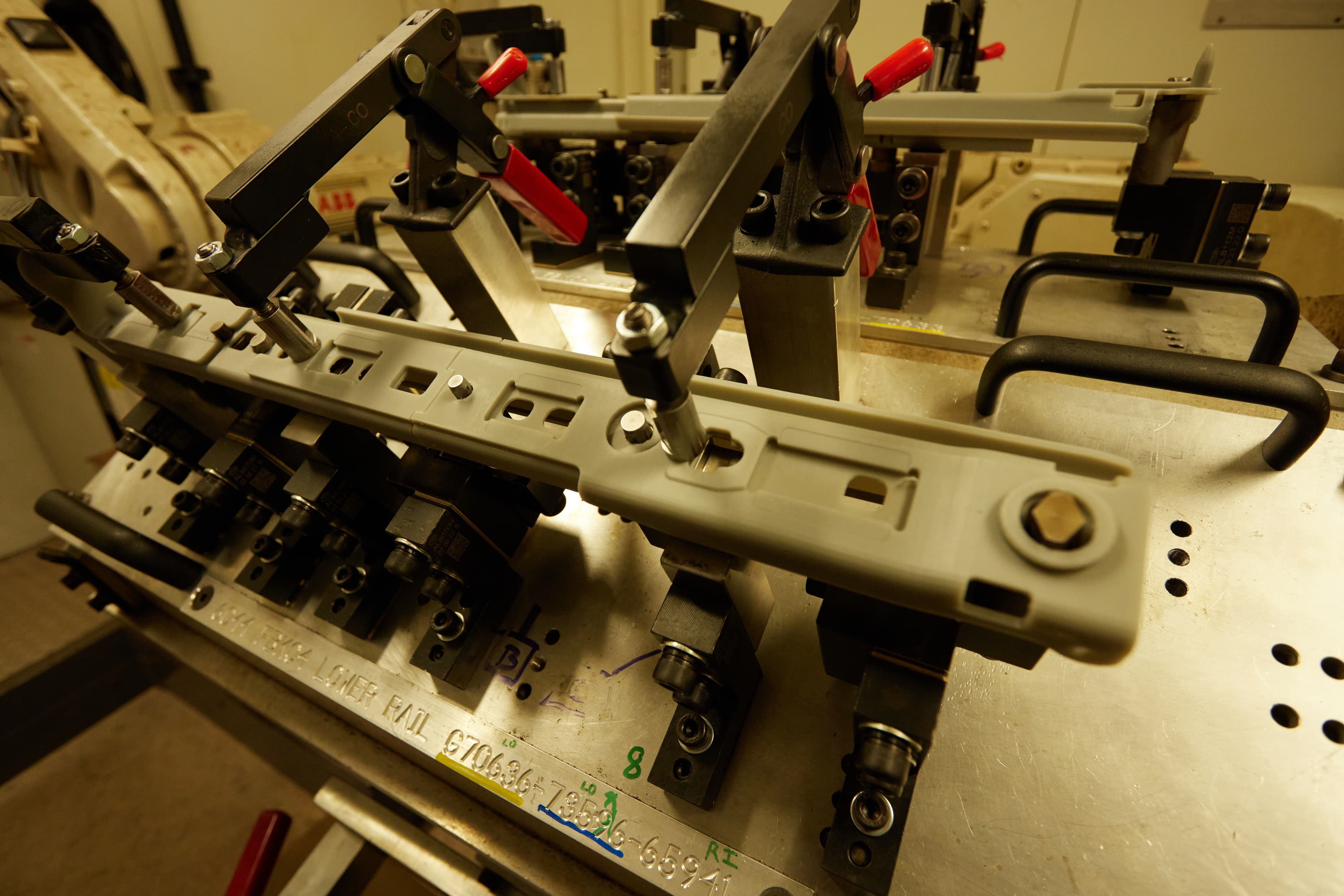
Fijación de posicionamiento para soldadura
Empresa: Brose North America
Los robots de soldadura de Brose North America tienen que cambiar de programa al alternar entre diferentes líneas de productos varias veces al día. Cada vez que el robot cambia a una nueva línea de productos, el departamento de soldadura tiene que reprogramar sus parámetros. Las fijaciones de posicionamiento impresas en 3D ofrecen una solución rápida y económica. Esta fijación de posicionamiento impresa en 3D mediante SLA se imprimió en tres horas en la Form 4L con la Tough 2000 Resin.
Fabricación
La fabricación es el proceso de convertir las materias primas en un producto. Las técnicas de fabricación incluyen el conformado, el moldeo, la fundición, el mecanizado o la soldadura. Suelen requerir máquinas caras y específicas, como una fresadora de control numérico computerizado (CNC), además de herramientas y mano de obra especializada. Optimizar el rendimiento de esas máquinas es fundamental para recuperar los costes de producción y potenciar la rentabilidad de la inversión (ROI). Gracias a la impresión 3D in situ, los fabricantes pueden producir de forma económica y personalizada sujeciones con guía, fijaciones, mordazas lisas, pernos de alineación y otros accesorios adaptados a su enfoque y proceso de trabajo para la fabricación.

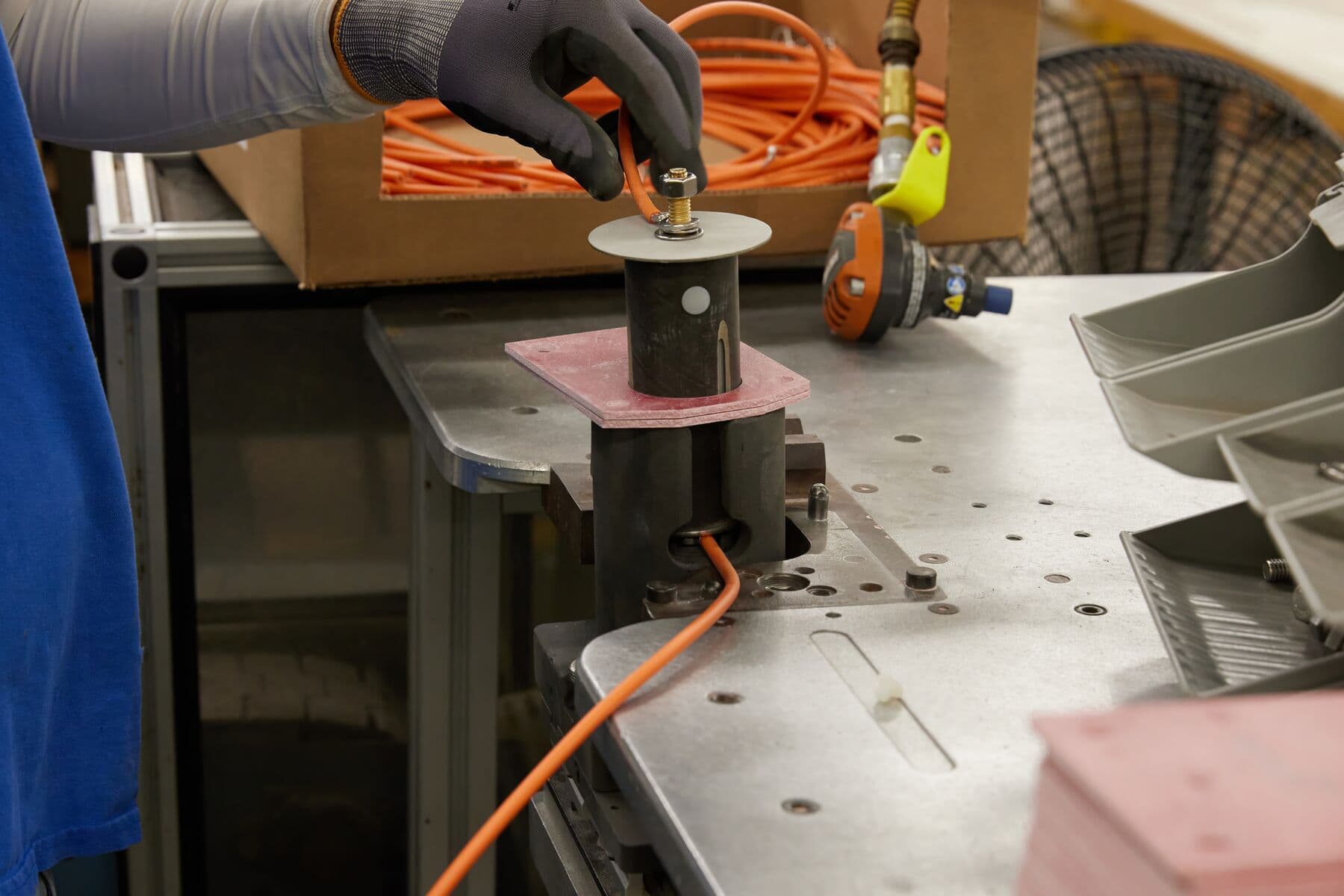
Émbolo de resorte
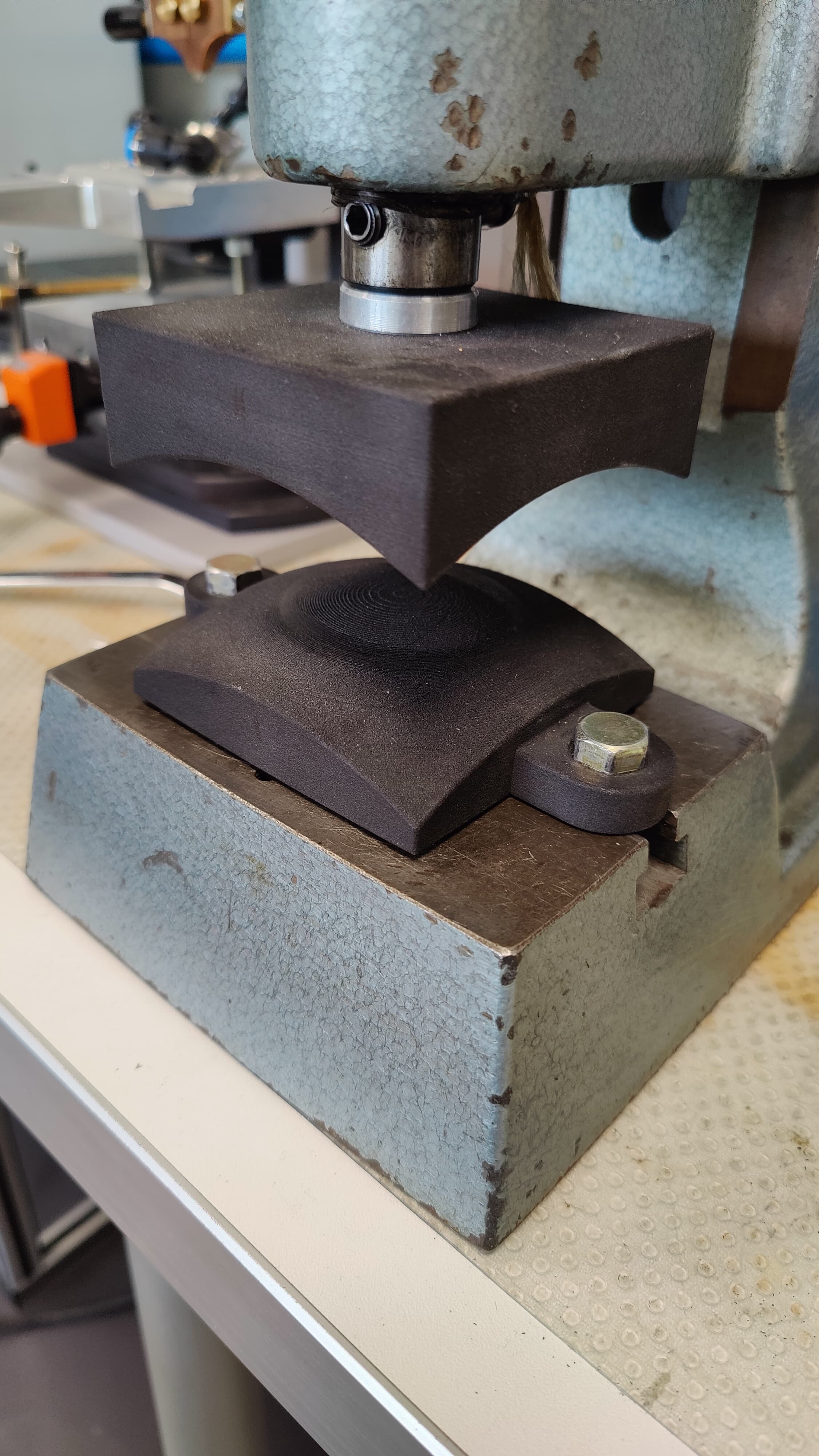
Empresa: Eaton
Aquí, grandes máquinas de compresión convierten el polvo en bruto en un varistor de óxido metálico cilíndrico, y después un extractor entra, agarra la pieza y la lleva hasta una cinta transportadora. El émbolo de resorte establece la altura del extractor para varistores de óxido metálico de distintos tamaños.Nylon mecanizado anteriormente en un conjunto de varias piezas con tornillos; ahora se imprimen en 3D SLS en una sola pieza, con sus símbolos identificativos grabados en el archivo. Las nuevas piezas hacen que cambiar de programa sea más fácil y rápido para los operarios.
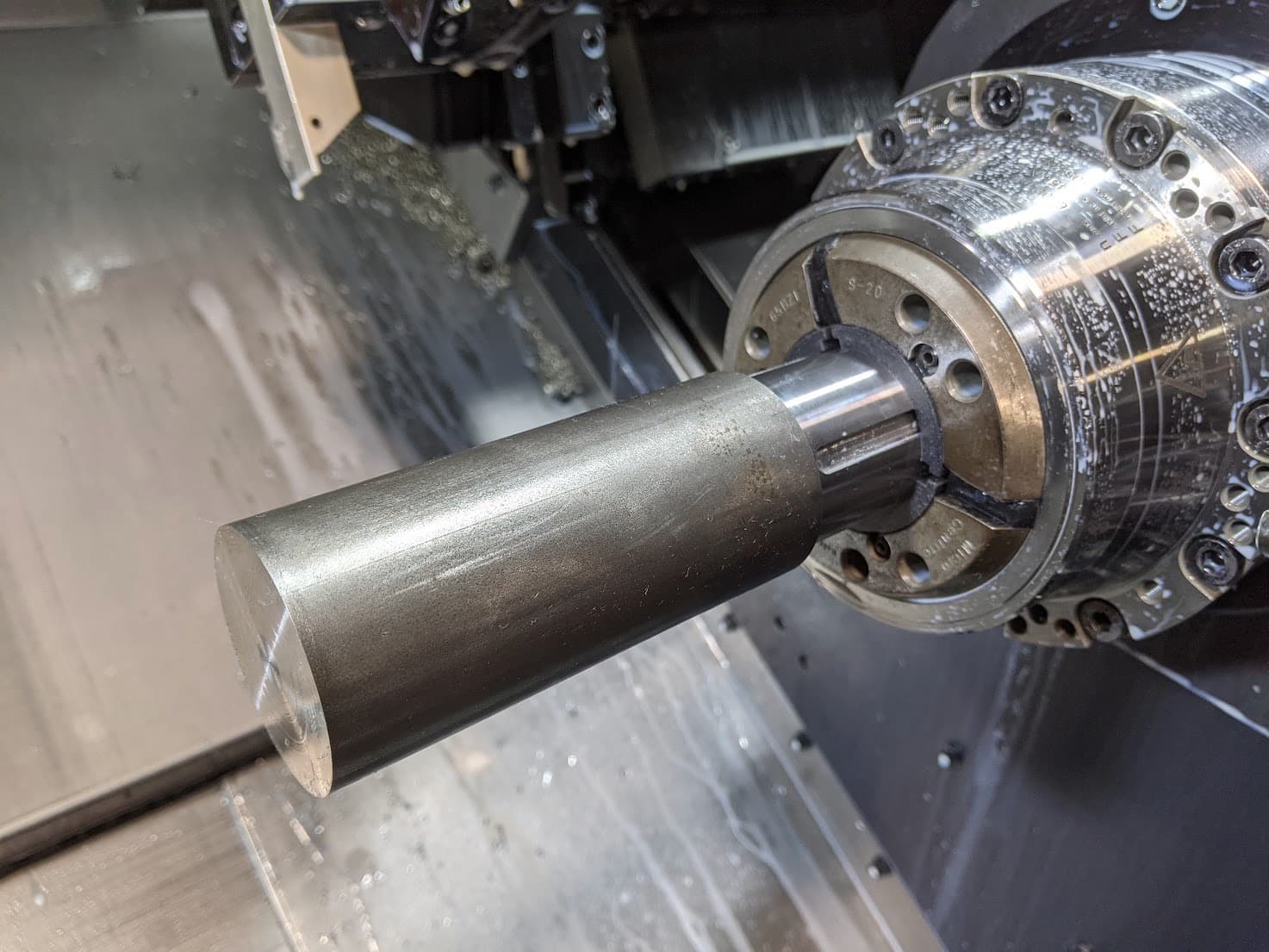
Mordazas de mandril personalizadas
Empresa: The Factory Amsterdam (TFA)
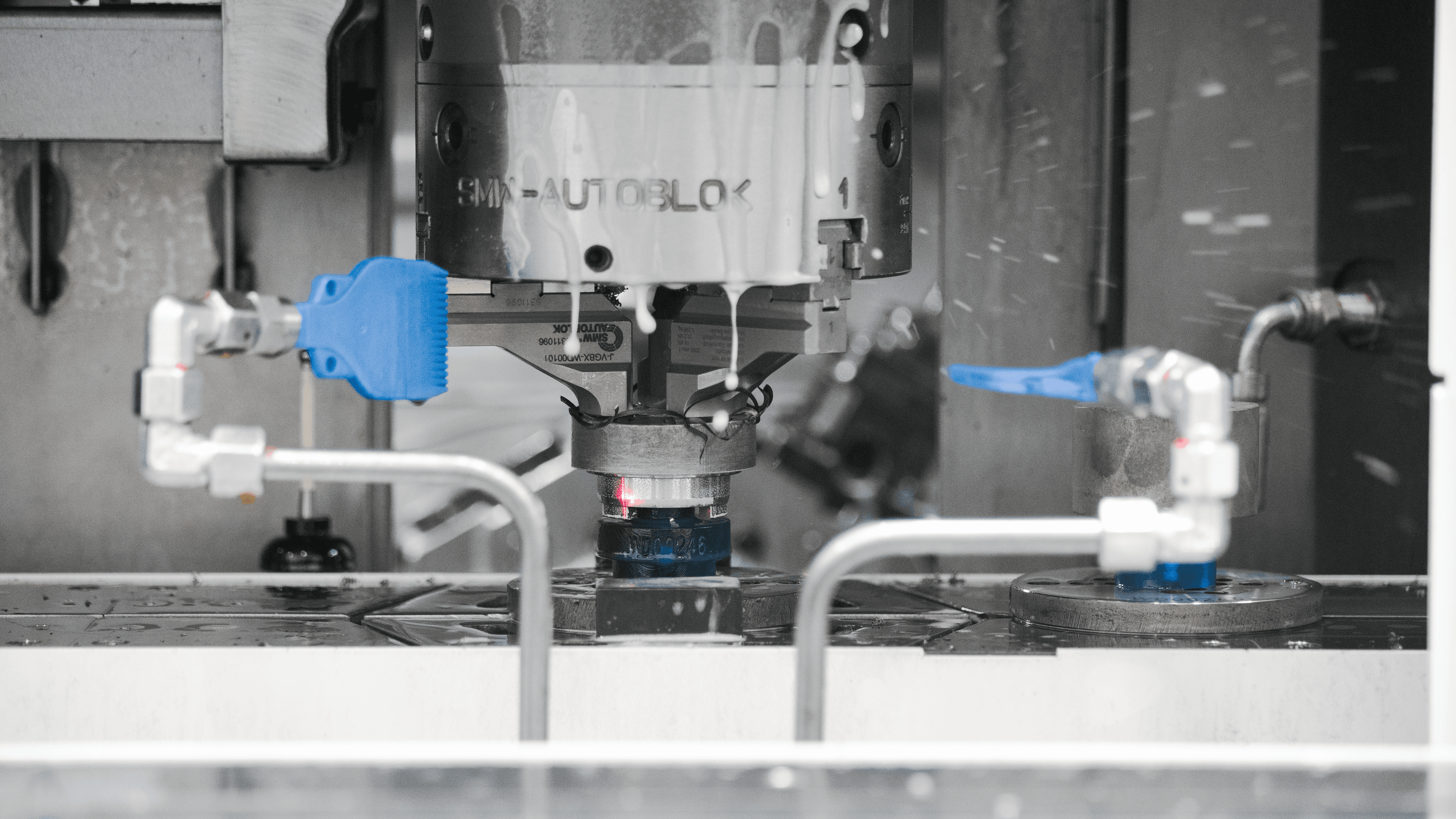
TFA atiende con regularidad pedidos de producción de piezas metálicas mecanizadas en cantidades de entre 1000 y 10 000 unidades. Su máquina de torneado CNC se tiene que ajustar para cada nuevo tipo de producto. En lugar de comprar las mordazas de mandril personalizadas que hacen falta para ajustar la máquina de torneado CNC, las fabrican usando la impresión 3D SLS. Mientras que comprar las mordazas suele costar unos cientos de euros, TFA puede imprimir en 3D bajo demanda en la serie Fuse tantos juegos de ellas como necesite, por solo 6 € cada uno.
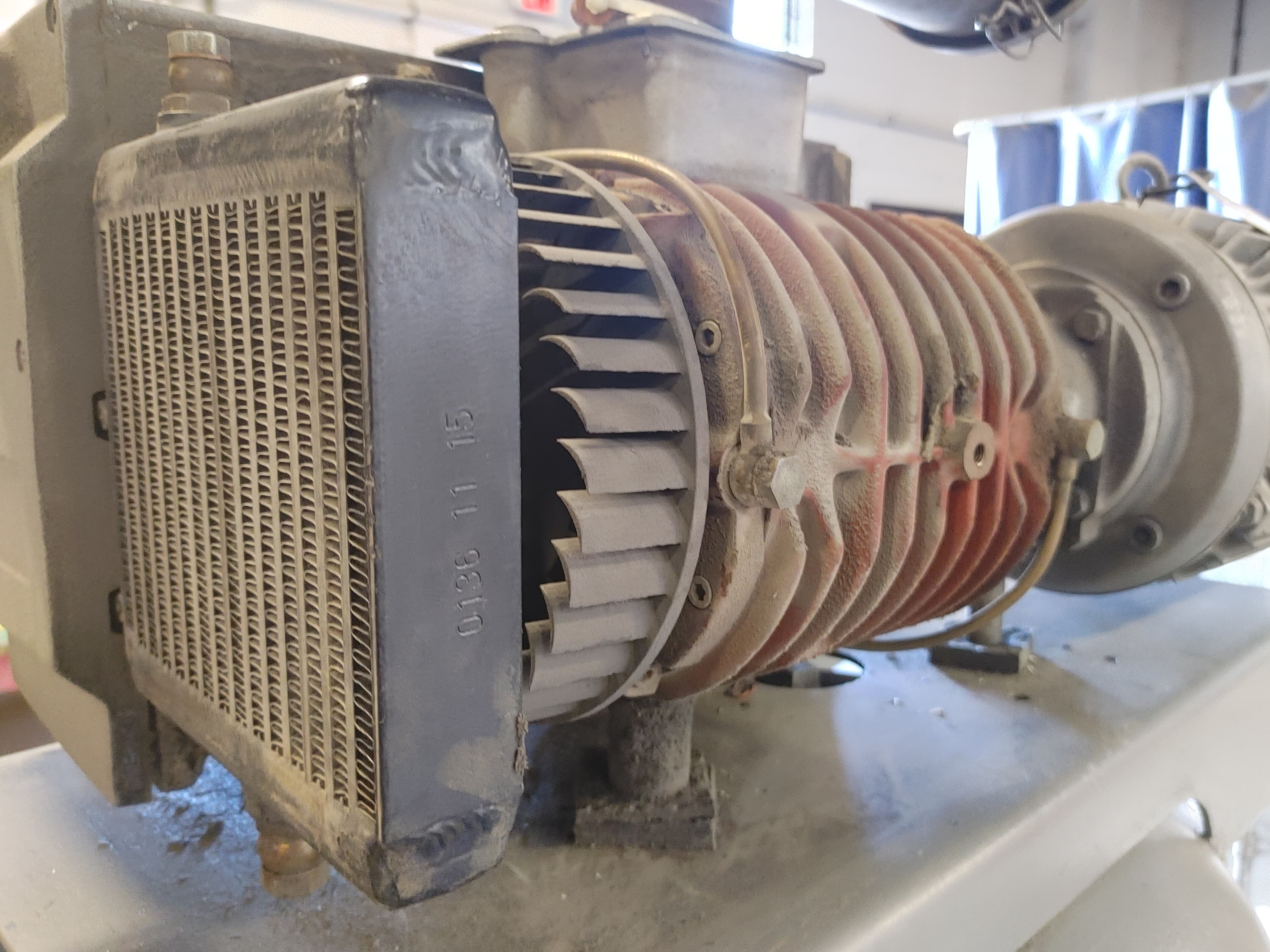
Rotor de recambio
Empresa: Productive Plastics
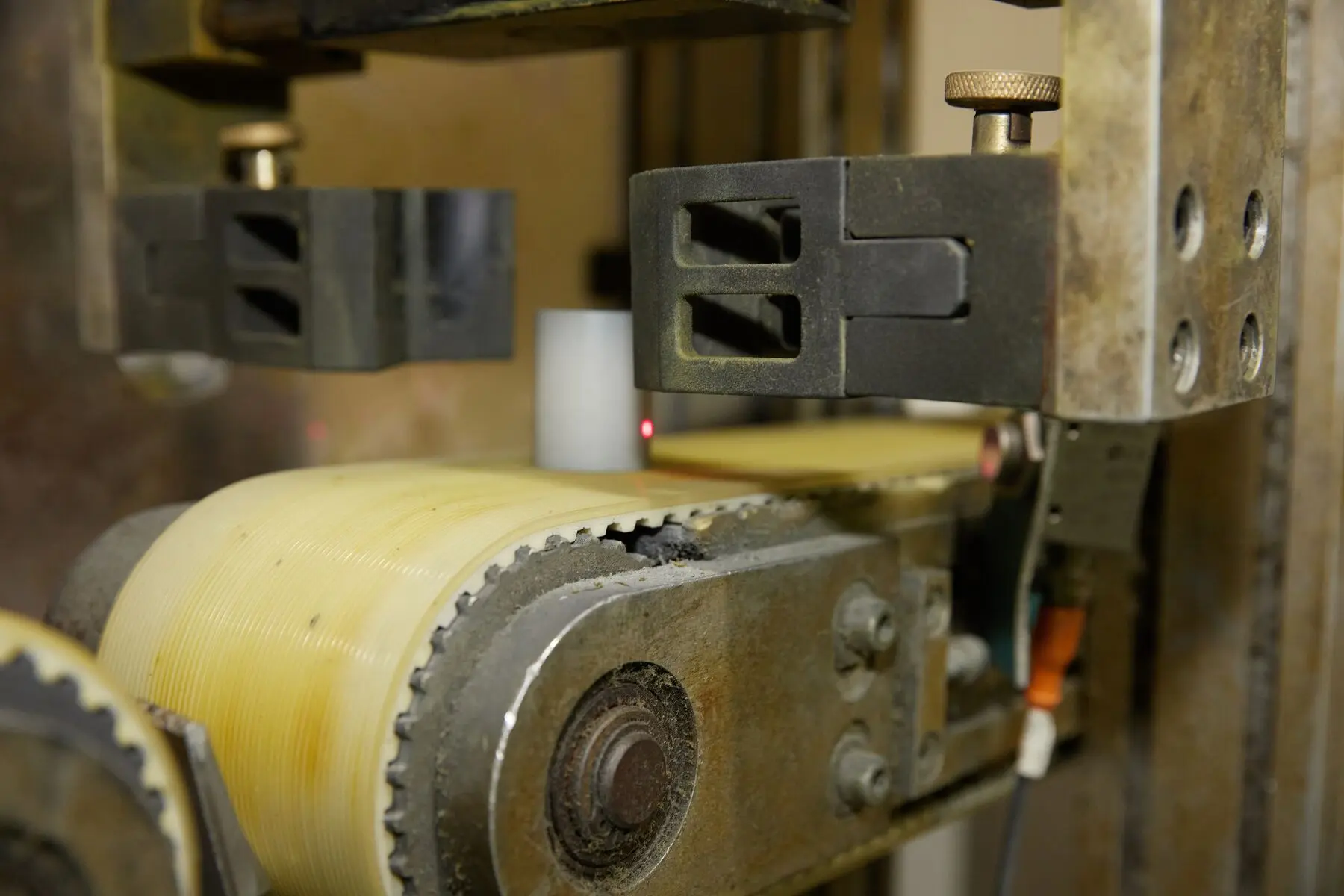
Cuando se rompió el rotor de una termoformadora, esta pieza de recambio se imprimió en 3D durante la noche en una impresora SLS de la serie Fuse y funcionó inmediatamente, consiguiendo que la termoformadora volviera a funcionar. La pieza de recambio funcionó perfectamente durante seis semanas hasta que llegó un repuesto del fabricante original del equipamiento. La pieza de recambio bajo demanda ayudó a la empresa a evitar una pérdida de unos 30 000 dólares por tener la máquina parada.
Abrazaderas personalizadas
Empresa: Productive Plastics
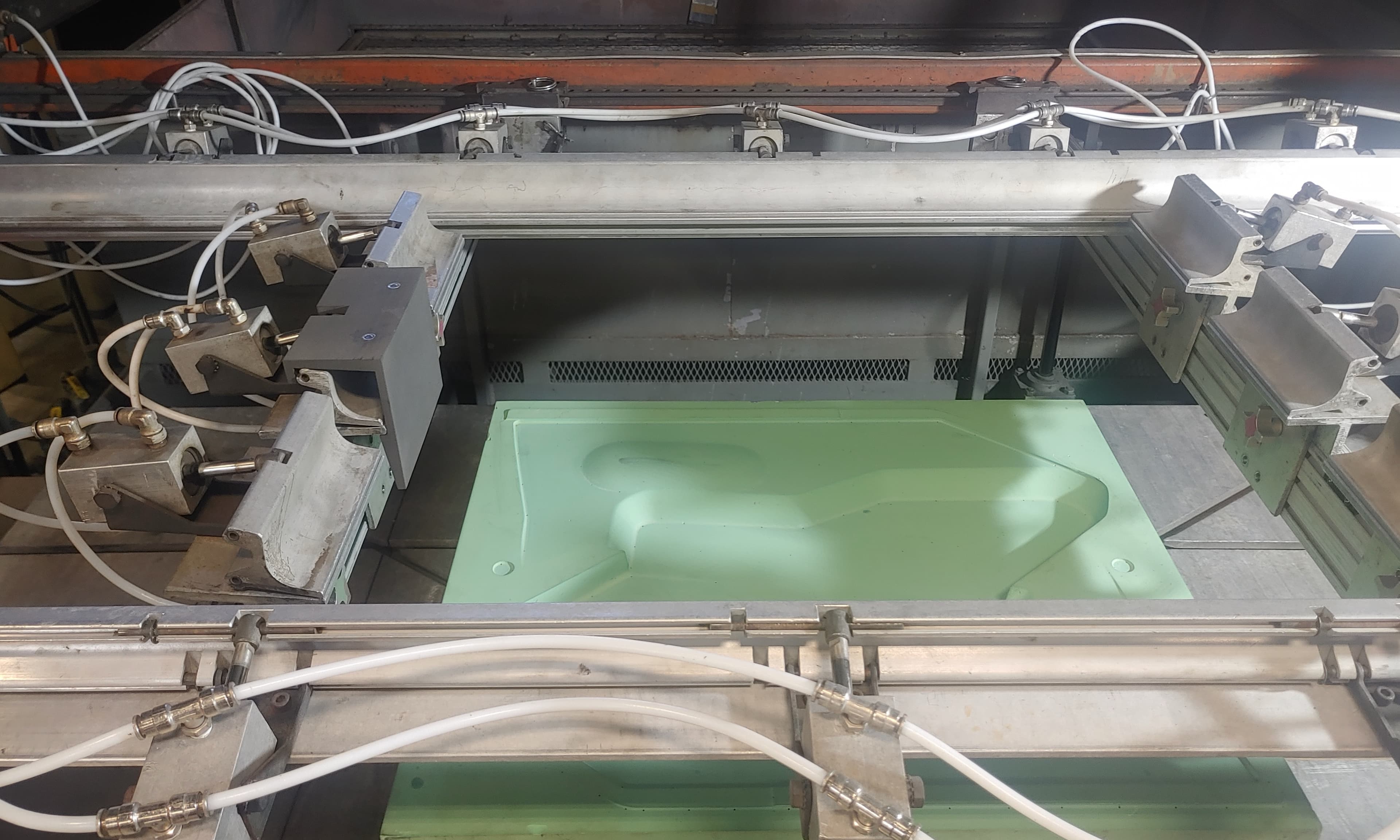
Productive Plastics también usa la impresión 3D SLS para crear estas abrazaderas personalizadas (la pieza gris en el centro del lado izquierdo de la imagen) para sus termoformadoras. Personalizar las máquinas con estas abrazaderas optimiza su consumo de material, permitiendo utilizar láminas más pequeñas y evitar el desperdicio. Las abrazaderas impresas en 3D pasaron por 200 ciclos a 93 °C y el equipo calcula que podrían soportar miles más. A pesar de que la herramienta impresa en 3D está en contacto directo tanto con la lámina como con el molde, no se observó en ella ninguna marca de deterioro por el calor.
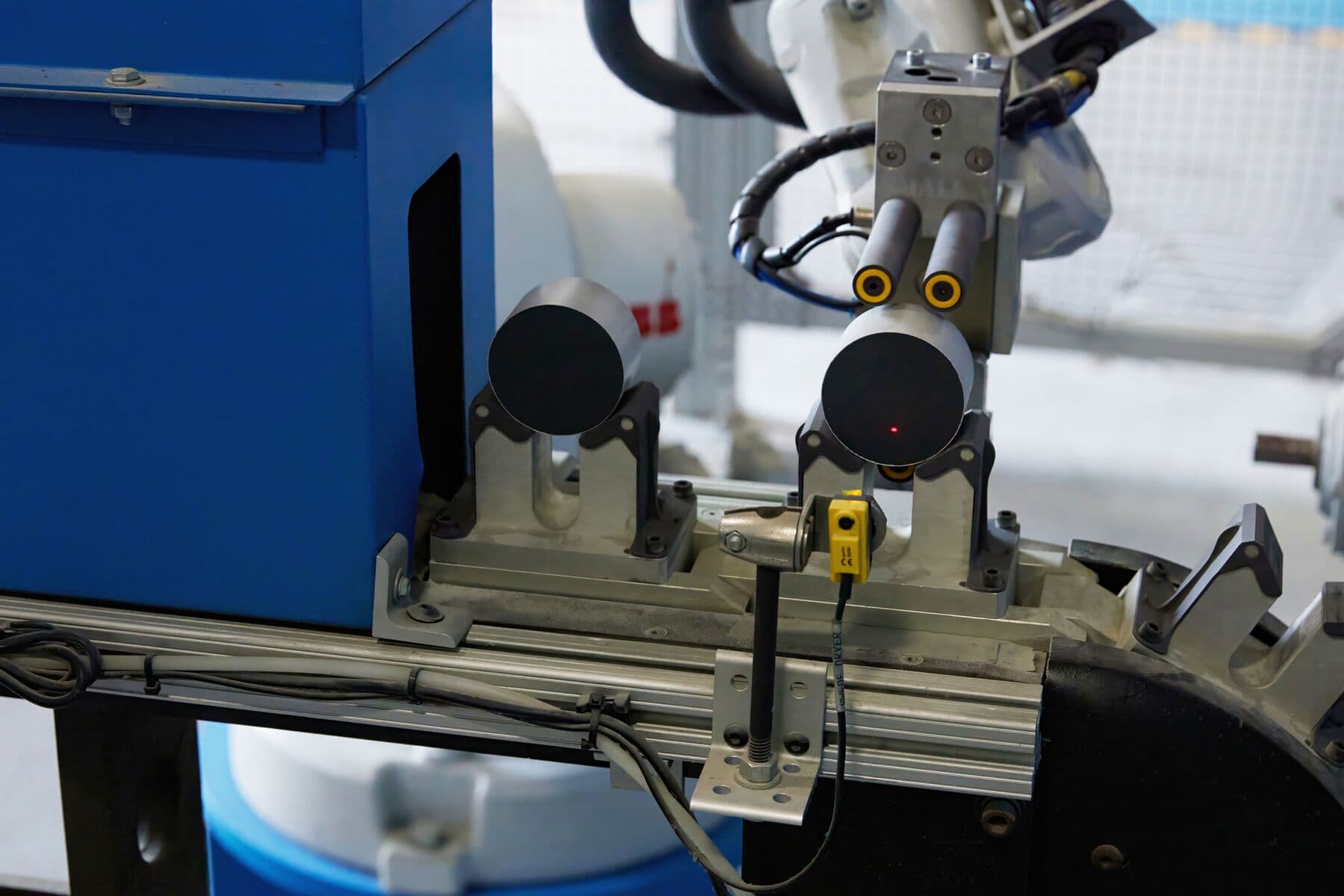
Pinzas robóticas
Empresa: AMRC
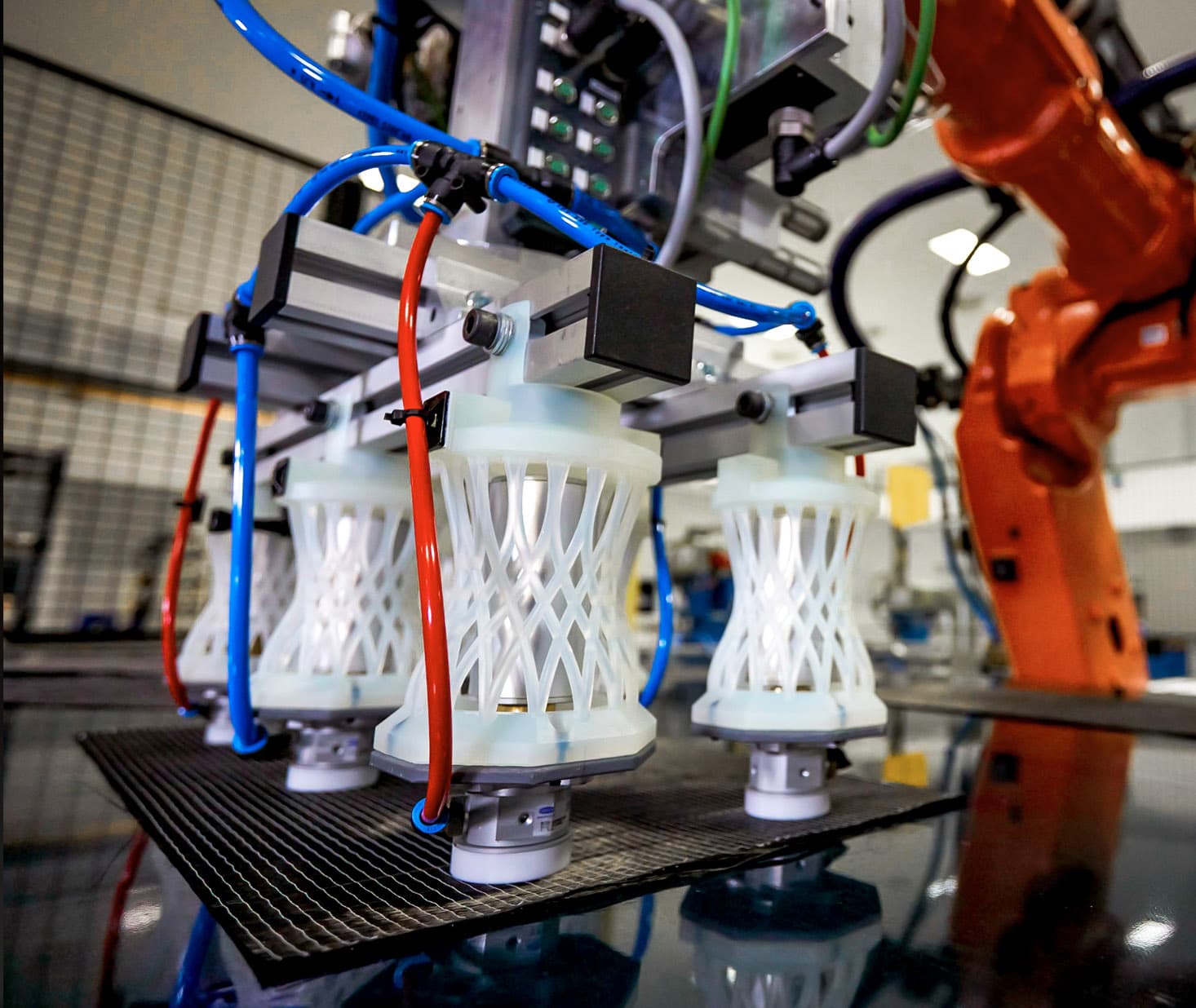
En el AMRC, una institución líder en investigación sobre fabricación, estos soportes para pinzas robóticas se fabricaron en impresoras 3D SLA de la serie Form. Los investigadores de materiales compuestos desarrollaron e imprimieron soportes de gran complejidad para reemplazar las pinzas de aire comprimido desgastadas de un robot. El diseño de celosía y la resina de SLA flexible aportan el grado adecuado de elasticidad para levantar y colocar con precisión hojas de fibra de carbono.
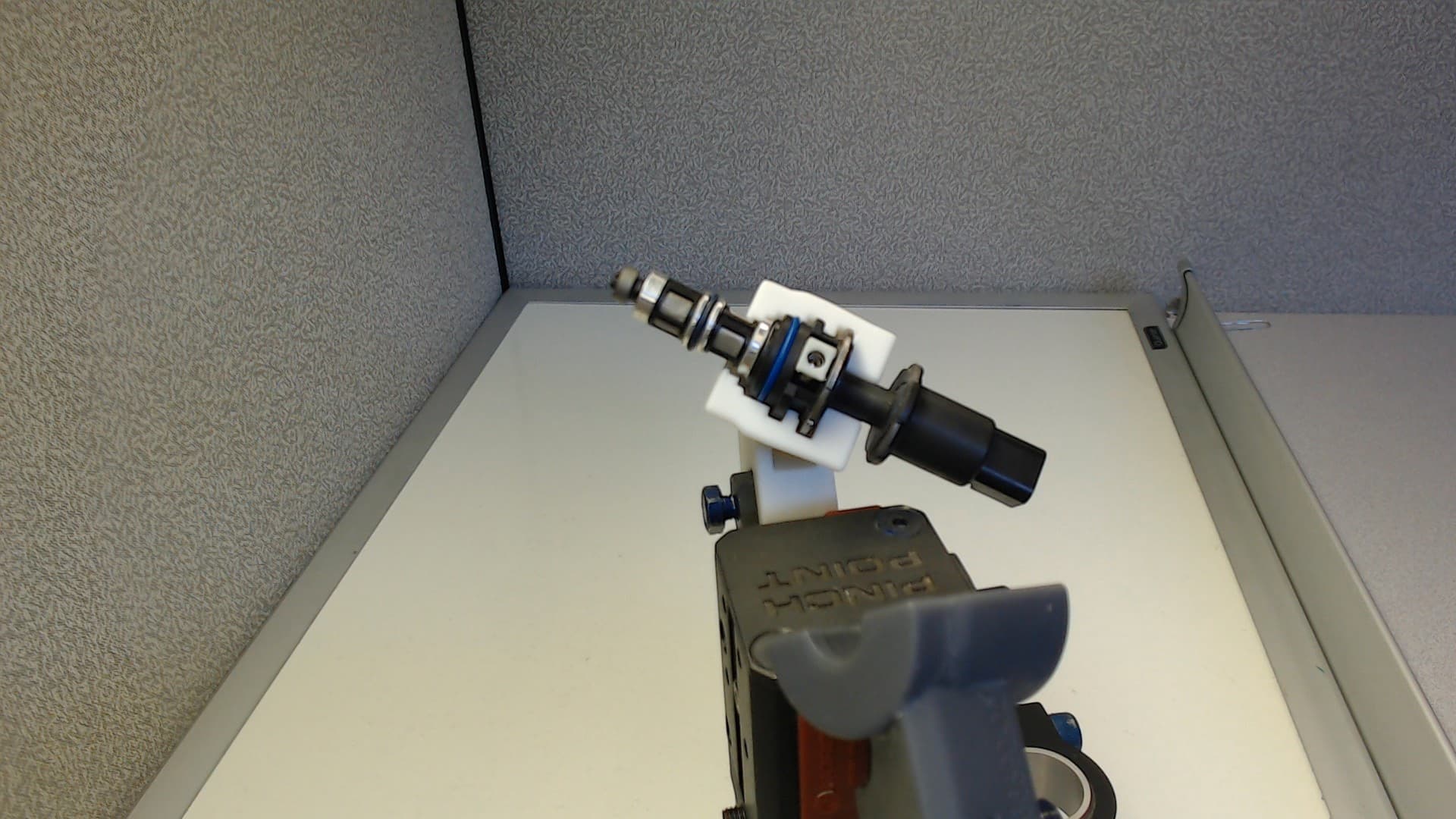
Sujeciones con guía para torno
Empresa: Pankl Racing Systems
Pankl fabrica cajas de cambios de motocicletas pasando por varias fases de mecanizado del acero con tornos automáticos. Cada fase de torneado en los tornos automáticos requiere sujeciones con guía personalizadas y externalizar las sujeciones iba a suponer una espera de seis semanas. Al imprimirlas in situ con las impresoras SLA de Formlabs, redujeron el tiempo de espera un 90 % y los costes un 80-90 %, generando un ahorro de 150 000 €.
Desplazadores de productos
Empresa: Eaton
Los dispositivos de centrado de Eaton mueven el producto de una estación de fabricación a otra. Están compuestos por una base principal que no cambia, con piezas superiores intercambiables impresas en 3D mediante SLS que se han rediseñado para optimizar el consumo de material, la resistencia y la eficiencia de la impresión. A diferencia de cuando se mecanizaban a partir de aluminio y Delrin, las nuevas piezas son mucho más baratas, más fáciles de cambiar y pueden fabricarse bajo demanda.
Pinzas para inyectores de combustible
Empresa: STS Technical Group
El proveedor de servicios de ingeniería STS Technical Group sustituye las pinzas genéricas de los robots por pinzas impresas en 3D para mover y posicionar inyectores de combustible en un entorno de fabricación. Al pasar de pinzas mecanizadas en acero a pinzas impresas en 3D con polímeros, redujeron el riesgo de desperfectos en las superficies de las piezas blandas. Además, pasar de una forma en V genérica a una geometría que se ajustaba a la forma del inyector de combustible mejoró el agarre de la pinza (aumentando su precisión y fiabilidad) y redujo la presión que el proceso requería.
Montaje
El ensamblaje o montaje es el proceso de fabricación en el que distintos componentes se unen para formar un producto final. En una cadena de montaje, las piezas se combinan en secuencia formando un producto semiacabado, pasando de estación de trabajo a estación de trabajo. Las cadenas de montaje pueden estar automatizadas, ser manuales o una combinación de ambas opciones. Están dispuestas en la fábrica y conllevan muchos pasos, una cantidad considerable de equipamiento y trabajo manual. Optimizar las cadenas de montaje para maximizar su eficiencia es crucial para reducir los tiempos de ciclo y, por consiguiente, los costes de la producción. Imprimir en 3D herramientas de ensamblaje puede fomentar una mejora continua dentro de la empresa (una metodología conocida como "Kaizen") para optimizar la fábrica y aumentar la agilidad de las operaciones.
- Para muchos productos, el ensamblaje es el paso de la producción que más trabajo manual requiere. Reemplazar herramientas voluminosas de metal con sujeciones con guía impresas en 3D que son ligeras, ergonómicas y precisas aumenta la seguridad del operario y la eficiencia del proceso de trabajo.
- La impresión 3D permite a los fabricantes crear herramientas complejas adaptadas a las piezas que se ajustan a las múltiples posibilidades de los SKU. Hace posible pasar de un inventario físico a uno digital y ofrece una solución que se adapta a cada producto único.

Guías de montaje
Empresa: Productive Plastics
Antes, cuando tenía que ensamblar piezas termoformadas, Productive Plastics prescindía directamente de las guías y realizaba la medición a ojo, o utilizaba bloques de madera adheridos con cola y después mecanizados hasta alcanzar las medidas adecuadas. Ambos métodos eran laboriosos, lentos, y creaban errores que había que deshacer. Ahora, imprimen sujeciones con guía de posicionamiento hechas a medida en máquinas de la serie Fuse con el Nylon 12 Powder. Son guías que ayudan a fijar rápidamente los bloques en el lugar apropiado, herramientas que hacen que la pieza se instale con precisión y que la operación sea repetible a lo largo de las tiradas de ensamblaje.
Sujeción con guía para montaje
Empresa: Eaton
Esta sujeción con guía para montaje impresa en 3D mediante SLS mantiene en su sitio un pararrayos sumergido en aceite para disponerlo en pilas que acabarán convirtiéndose en los descargadores de sobretensiones finales. Antes, la sujeción con guía era un conjunto de varias piezas mecanizadas de Delrin y aluminio, cara y difícil de conseguir rápidamente si se desgastaba. Ahora, los operarios pueden solicitar un reemplazo impreso en una impresora Fuse y tenerlo al día siguiente.
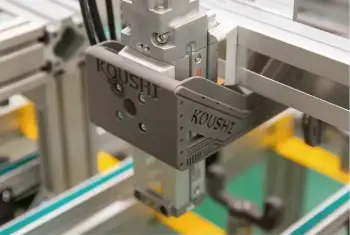
Herramientas terminales de brazos robóticos
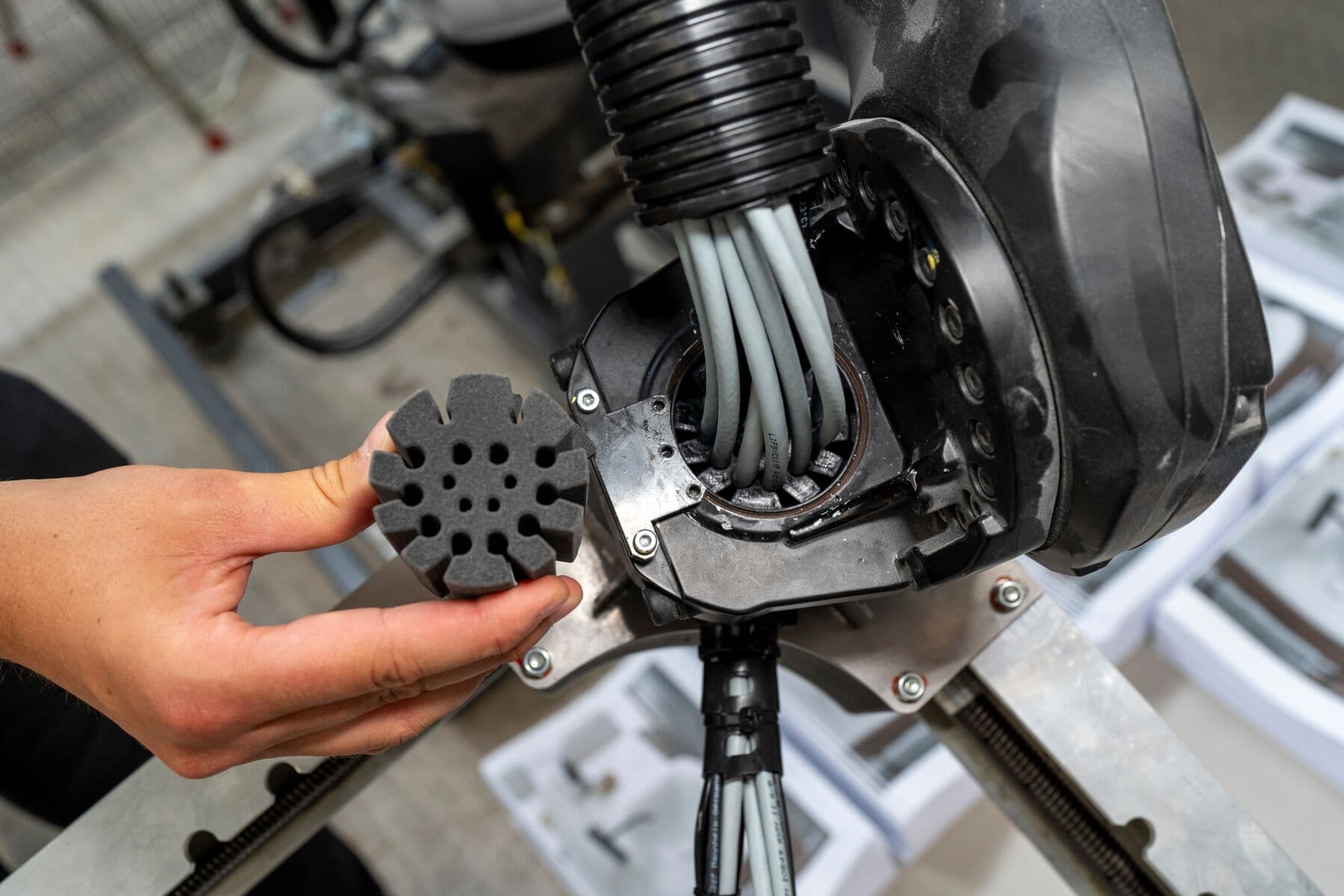
Empresa: Koushi Kagaku Kogyo
Las máquinas de ensamblaje automatizadas de Koushi Kagaku Kogyo utilizan muchas piezas impresas con la Fuse 1, incluidos elevadores y pinzas. Las piezas de Nylon 12 Powder de alta resistencia pueden atornillarse o mecanizarse con facilidad, por lo que las piezas impresas en 3D SLS pueden fijarse fácilmente a todas las distintas piezas del sistema de montaje.
Herramientas terminales de brazos robóticos
Empresa: Eaton
Esta herramienta terminal de un brazo robótico recoge los varistores de óxido metálico de una cinta transportadora y los mueve a otra cuando entran en la estación de metalizado. Es una herramienta que puede desgastarse y el método más fácil y menos costoso para reemplazarla es volver a imprimirla en grandes cantidades en una impresora Fuse.
Protectores contra arañazos
Empresa: Deutsche Bahn
Durante el desmontaje, restauración y montaje de los portaequipajes de los vagones de los trenes de Deutsche Bahn, no es raro que los bordes de los portaequipajes acaben arañando las paredes de los vagones. Estos protectores contra arañazos impresos en 3D mediante SLS son algo flexibles y tienen una superficie que no se raya, porque están impresos en TPU 90A Powder. Gracias a este material, protegen las paredes de los arañazos y son fáciles de poner y quitar en su sitio.
Guía de cables
Empresa: Heidelberg
Esta guía de cables flexible de Heidelberg forma parte de su conjunto robótico personalizado. La guía de cables está impresa en 3D mediante SLS en la serie Fuse, usando el TPU 90A Powder como material. Su compleja geometría orgánica ofrece una solución duradera a largo plazo para proteger los cables del desgaste.

Juntas de recambio
Empresa: Heidelberg
En otro lugar de Heidelberg, estas piezas de recambio impresas en 3D mediante SLS (con el Nylon 12 Powder) se ensamblan con rodamientos y componentes metálicos antifricción. Las juntas contienen rodillos de metal que giran a gran velocidad y pesan 13 kg cada uno. El nylon impreso en 3D mediante SLS puede sustituir al aluminio y al acero mecanizado en estas situaciones.
Acabado
El acabado es un amplio abanico de técnicas que se llevan a cabo después de la fabricación para añadir más propiedades al producto acabado. Se utilizan para mejorar el aspecto, modificar las características químicas y eléctricas o la dureza de la pieza, incorporar o quitar otros elementos, eliminar imperfecciones y más. Algunos de los métodos típicos de acabado son el granallado, el revestimiento, el tinte, el pintado, el galvanizado o el pulido.
Las herramientas de acabado impresas en 3D hacen que el procedimiento sea preciso y repetible, reduciendo al mismo tiempo el trabajo manual y el riesgo de errores. En muchas técnicas de acabado como el revestimiento, el tinte o el pintado, el operario desea proteger algunos elementos del producto del tratamiento que se está aplicando. Este procedimiento se llama enmascarado. Tradicionalmente, se realiza con cinta adhesiva, tapones, cubiertas, patrones, corte de vinilo o piezas mecanizadas. Los dispositivos de enmascarado impresos en 3D pueden admitir el uso de cinta o reemplazarlo por completo, con diversos materiales resistentes y flexibles que preservarán la integridad de la pieza.

Rascador de anillos de enmascaramiento
Empresa: Eaton
Al crear discos de vidrio para los varistores, la pintura se acumula en este anillo metálico (máscara) y hay que limpiarlo para que no deposite pintura en las piezas. Un rascador evita que se acumule la pintura en el anillo. Nylon mecanizado anteriormente en un conjunto de varias piezas con tornillos; ahora se imprimen en 3D SLS en una sola pieza, con sus símbolos identificativos grabados en el archivo. Las nuevas piezas hacen que cambiar de programa sea más fácil y rápido para los operarios.
Pinza de brazo volteador
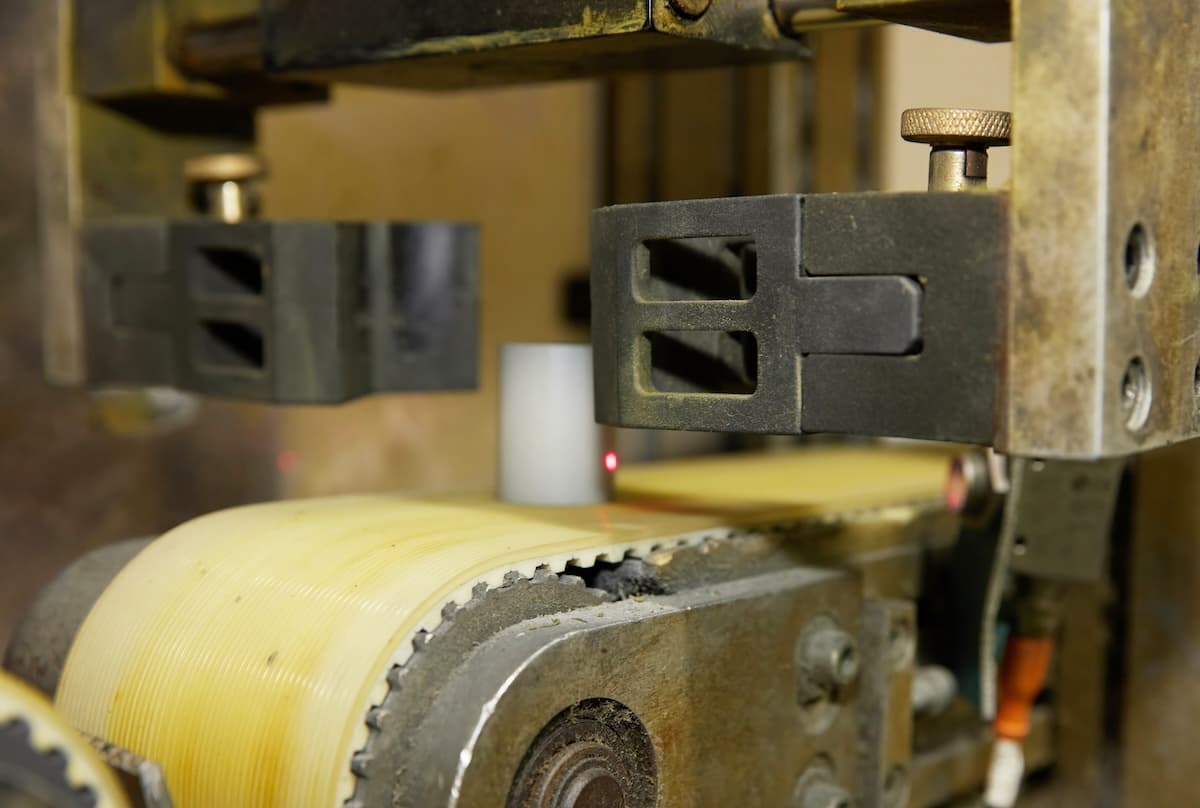
Empresa: Eaton
El brazo volteador recoge los varistores de óxido metálico grandes para estaciones y los mueve a través del proceso de amoladura, manteniéndolos expuestos continuamente a productos químicos refrigerantes. Para aumentar el agarre, las piezas de SLS llevan una inserción de TPU impreso en 3D mediante FDM, que se imprime en tiras largas y se corta a medida. Antes, estas piezas se mecanizaban en Delrin y se envolvían con una goma elástica para que tuvieran mayor agarre.
Piezas de enmascaramiento
Empresa: Productive Plastics
En un paso de acabado, Productive Plastics rocía con pintura en aerosol de cobre las piezas en las que aplicar un revestimiento conductor es crucial. Antes, los técnicos aplicaban cinta encima de una superficie importante con una capa de cobre y cubriendo a mano con protecciones los contornos de las zonas con cobre. El corte se establecía a ojo, por lo que era frecuente que hubiera errores y arañazos en el cobre. Esta pieza impresa en 3D actúa como plantilla para que un técnico corte alrededor de ella el resto de la cinta, haciendo que la pieza recubierta de cobre permanezca libre de pintura y que el resto de la superficie quede pintada de negro.

Plantilla de enmascaramiento
Empresa: Deutsche Bahn
Deutsche Bahn, una de las mayores empresas ferroviarias del mundo, reduce costes y optimiza las operaciones de mantenimiento, reparación y renovación de sus vagones utilizando accesorios para la fabricación impresos en 3D. Durante la restauración de los vagones de los trenes ICE 1, todos los componentes de plástico se retiran, se lijan, se rellenan y reciben una nueva mano de pintura. Con una plantilla impresa 3D mediante SLS, pueden reducir 30 minutos de pintura a solo dos minutos.
Inspección
La inspección es un aspecto crucial del proceso de control de calidad y es la última etapa de fabricación antes del envío. Es un conjunto de procesos que hace que el producto cumpla los requisitos especificados. Conllevan exámenes, mediciones y ensayos. Los métodos de inspección comunes incluyen el análisis dimensional, en el que el producto final se compara con sus tolerancias permitidas. Se realiza con calibres de medición o fijaciones de comprobación, que abarcan desde una pieza sencilla de material que se puede imprimir en 3D directamente hasta maquinaria compleja como una máquina de medición de coordenadas (CMM) que requiere dispositivos de sujeción.
Los fabricantes pueden aprovechar la libertad de diseño de la impresión 3D para generar en sus propias instalaciones fijaciones de comprobación personalizadas y calibres adaptados a sus piezas y procedimientos de control de calidad. Se pueden fabricar herramientas de inspección complejas y precisas bajo demanda para acelerar la producción, asegurando al mismo tiempo que el producto cumpla las expectativas del cliente.
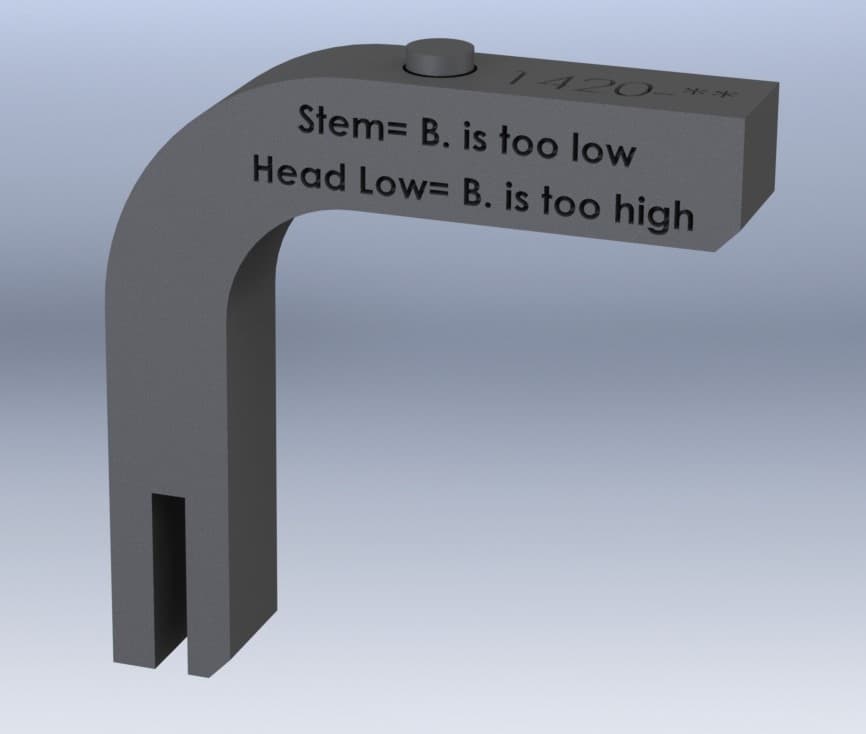
Fijación de comprobación de altura
Empresa: Productive Plastics
Esta fijación de comprobación de Productive Plastics se utiliza para medir el tamaño de un soporte de metal. El equipo imprimió en 3D la herramienta con el Nylon 12 Powder en la Fuse 1, como una única pieza. La parte inferior de la pieza se inserta en la esquina del soporte, mientras que un inserto móvil se desplaza arriba y abajo para indicar si la pieza es válida o se sale de las especificaciones. Incorporaron inscripciones en el diseño para que los operarios pudieran leer con facilidad si el inserto móvil está demasiado bajo o demasiado alto.

Banco de pruebas
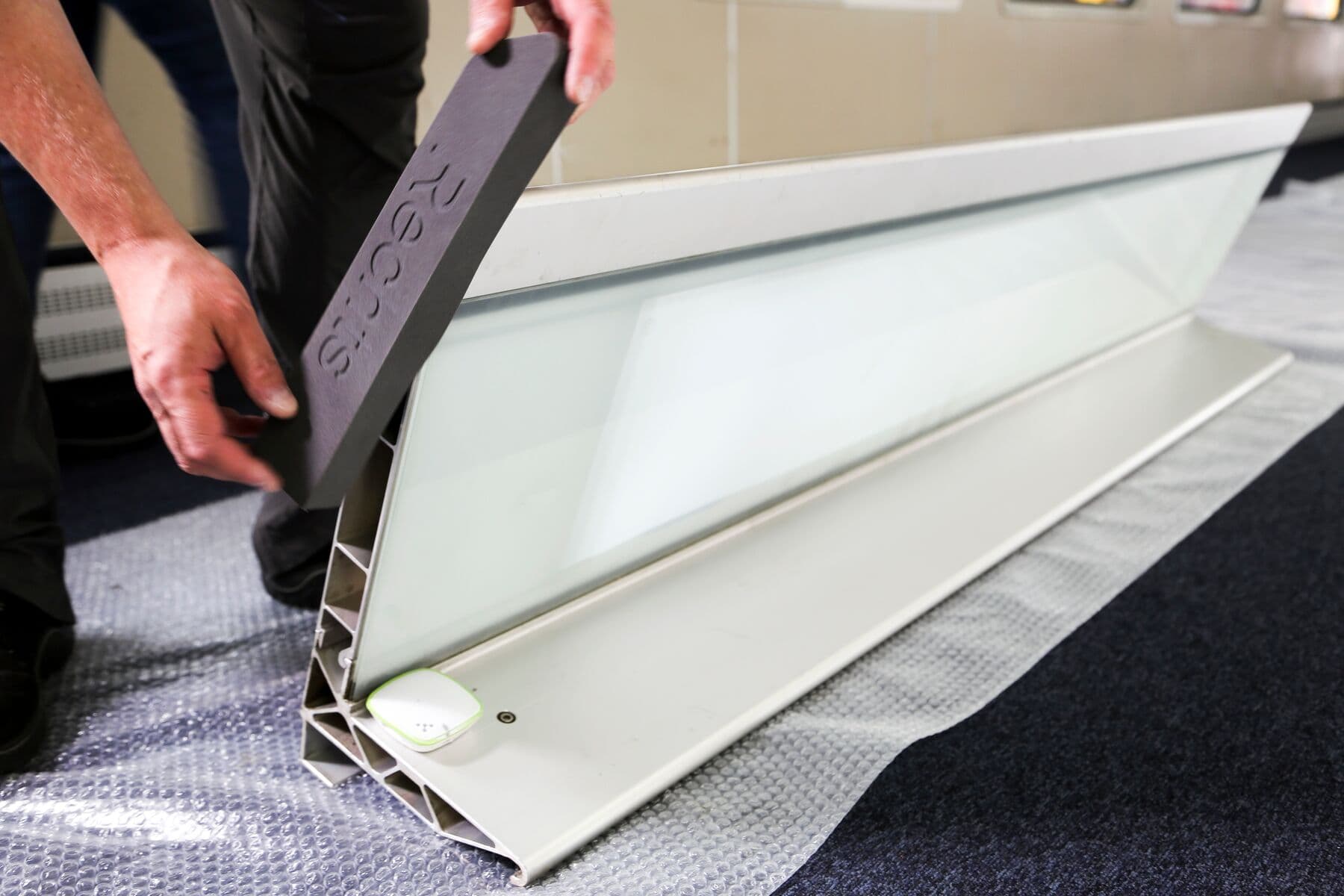
Empresa: Sinn Spezialuhren
El fabricante de relojes de pulsera Sinn Spezialuhren imprimió en 3D soportes personalizados para su sistema de ensayo, utilizando la Tough 2000 Resin como material en una impresora SLA de Formlabs. Estos soportes garantizan un ajuste firme y seguro del reloj mientras se inspecciona y se pone a prueba su funcionamiento.
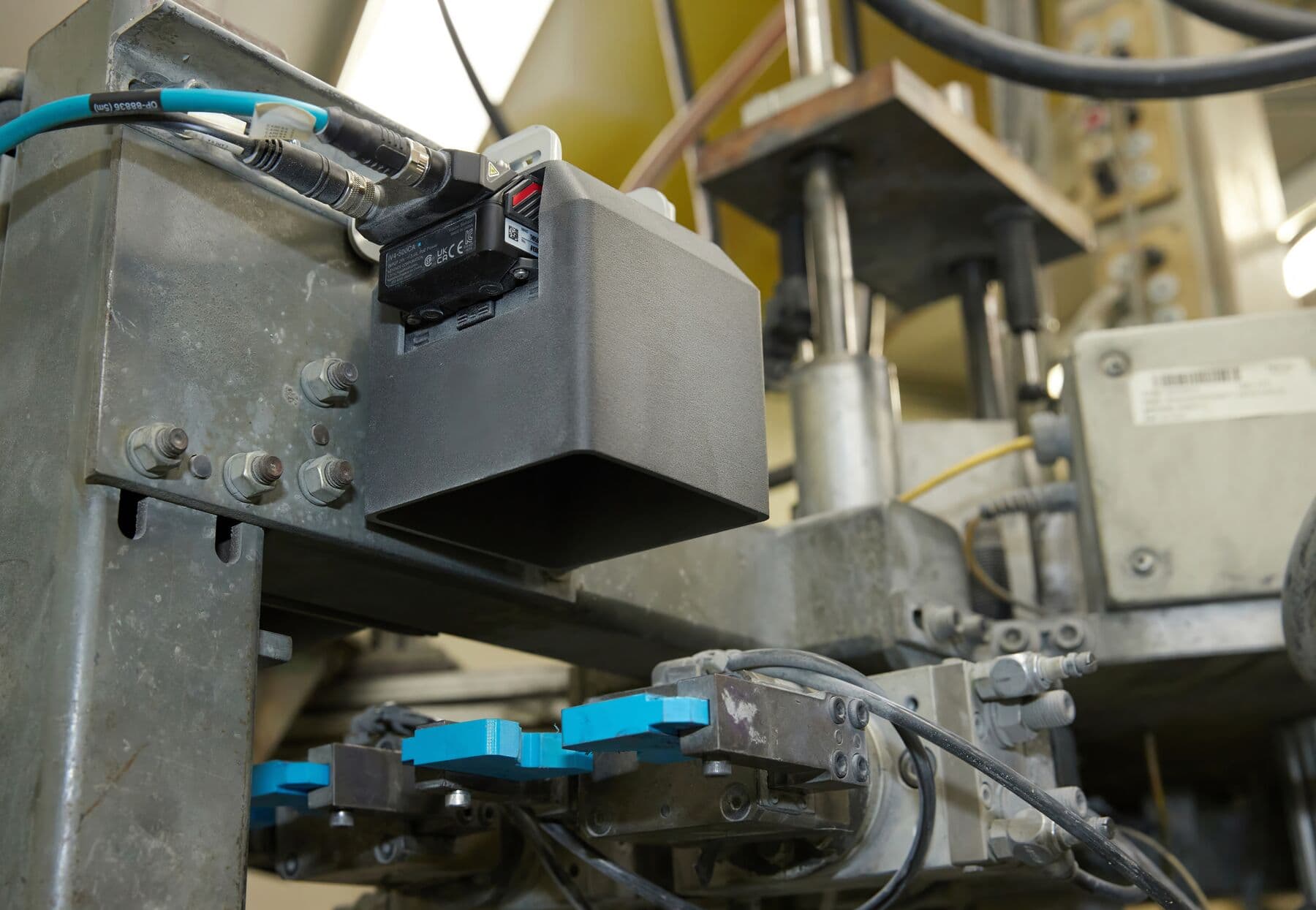
Carcasa de cámara de IA
Empresa: Eaton
El taller de Eaton en Olean desarrolló esta cubierta para cámara específicamente para proteger las costosas y delicadas cámaras de IA de un exceso de luz ambiental, con el fin de que puedan centrarse más fácilmente en los varistores de óxido metálico que tienen delante mientras se comprueba su calidad.

Soporte para escáner
Empresa: Deutsche Bahn
En Deutsche Bahn, los empleados dedicados a la gestión de materiales necesitaban una forma de llevar escáneres de mano, para poder mantenerlos cerca sin que ocuparan continuamente una de sus manos. El equipo creó tres soportes diferentes que se pueden unir a una bolsa, un cinturón o un tablero de siluetas. Estos soportes para escáneres de mano impresos en 3D mediante SLS hacen que las operaciones de los empleados sean más rápidas y eficientes.
Conclusión
Las fábricas modernas deben adaptarse continuamente a los cambios en los requisitos de los clientes y encontrar nuevas formas de mantenerse eficientes, ágiles y competitivas. Lanzar un producto al mercado conlleva varios procesos, máquinas y etapas de trabajo manual que se deben optimizar mediante cadenas de fabricación. Empresas de todo el mundo utilizan accesorios para la fabricación impresos en 3D in situ para ayudar a resolver problemas en sus talleres, potenciando y optimizando la eficiencia en cada paso de la fabricación.
Reemplazar las herramientas de metal con accesorios para la fabricación impresos en 3D bajo demanda aumenta la calidad y la eficiencia de la producción. Algunos ejemplos de estos accesorios útiles son los dispositivos de sujeción para mecanizado, sujeciones con guía para ensamblaje, fijaciones para inspección o piezas de repuesto para elementos terminales de brazos robóticos.
Solicita una pieza de muestra gratuita para ver en persona los materiales impresos en 3D de Formlabs y contacta con nuestros especialistas en impresión 3D para encontrar la solución adecuada para tu aplicación.