Design-Richtlinien
Ein guter Druck beginnt mit einem passend designten Modell, welches für den 3D-Druck optimiert ist. Wir haben einige Design-Richtlinien zusammengestellt, die Ihnen darstellen, was Sie von Ihren Formlabs-Druckern erwarten können.
Hinweis: Die folgenden Richtlinien wurden für das Drucken mit dem transparenten Kunstharz von Formlabs bei 100 Mikrometer entwickelt. Bei anderen Formlabs-Kunstharzen und anderen Schichtdicken sehen Sie möglicherweise geringfügige Abweichungen.
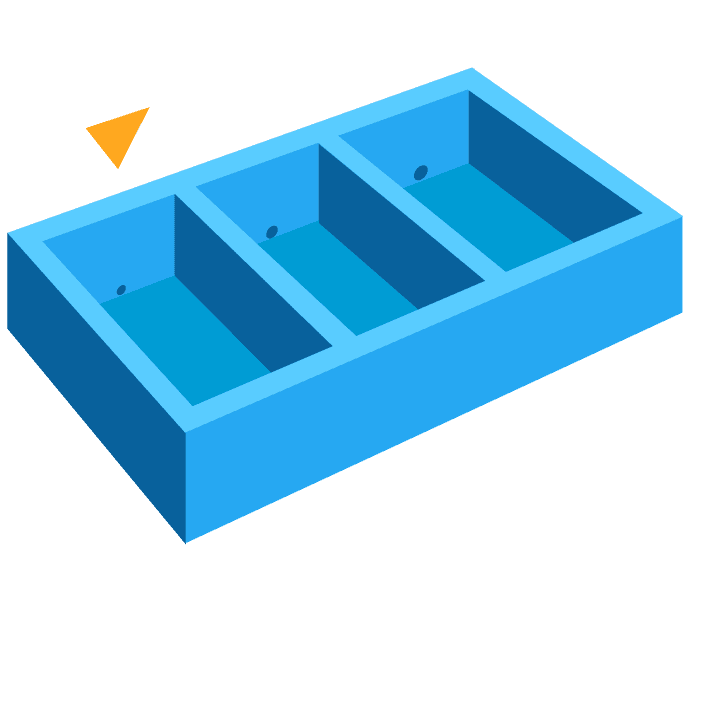
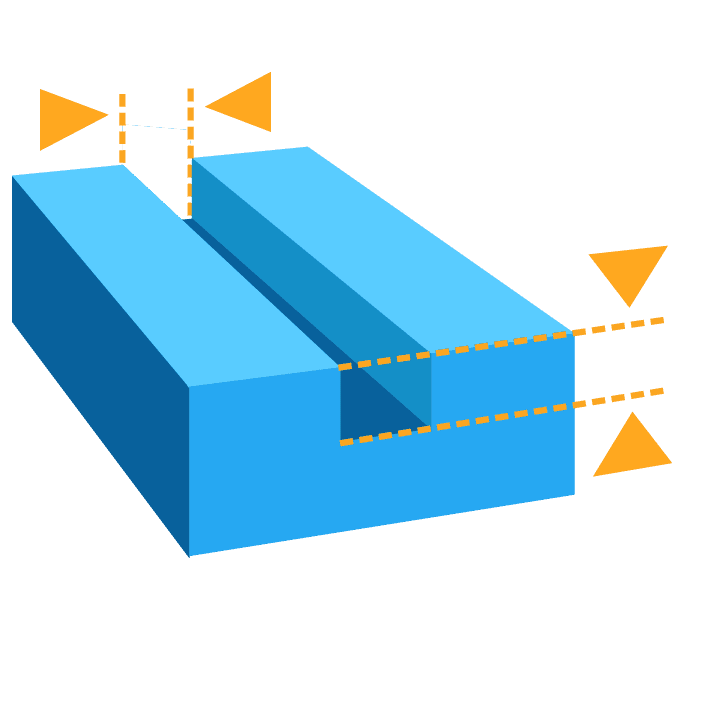
Mindestdicke von gestützten Wänden
Empfohlen: 0,4 mm
Eine gestützte Wand ist an mindestens zwei Seiten mit anderen Wänden verbunden. Ist eine gestützte Wand dünner als 0,4 mm, kann es beim Ablösen zu Verformungen kommen.
Hinweis: Waschen Von Dünnen Wänden
Gehen Sie beim Waschen von dünnen Wänden vorsichtig vor, da diese den Alkohol (IPA) absorbieren und bei der Reinigung anschwellen können. Dies führt dazu, dass sich das Teil verformt. Vermeiden Sie dieses Problem, indem Sie das Modell nur kurz im Alkohol eingetaucht lassen.

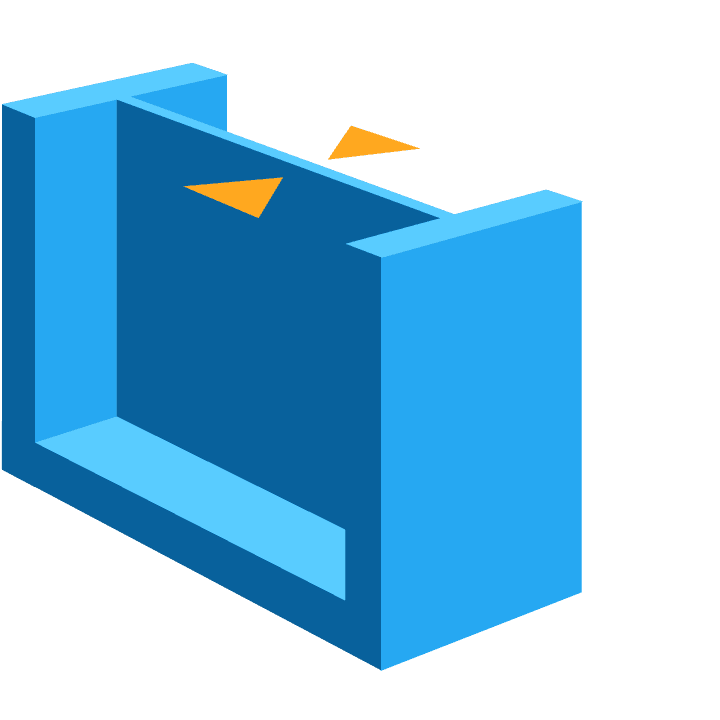
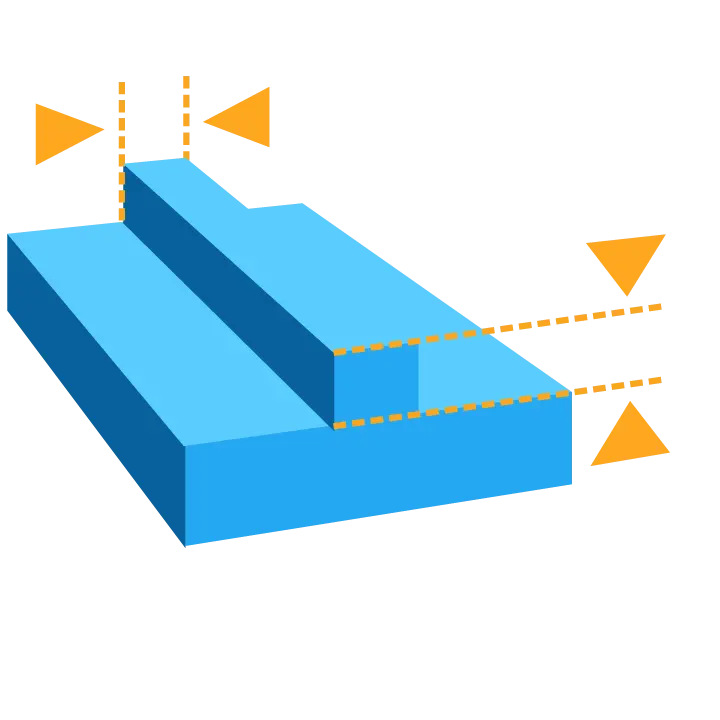
Mindestdicke nicht gestützter Wände
Empfohlen: 0,6 mm
Eine nicht gestützte Wand ist an weniger als zwei Seiten mit anderen Wänden verbunden. Eine nicht gestützte Wand mit einer Dicke von unter 0,6 mm kann sich beim Druck verformen oder vom Modell lösen.
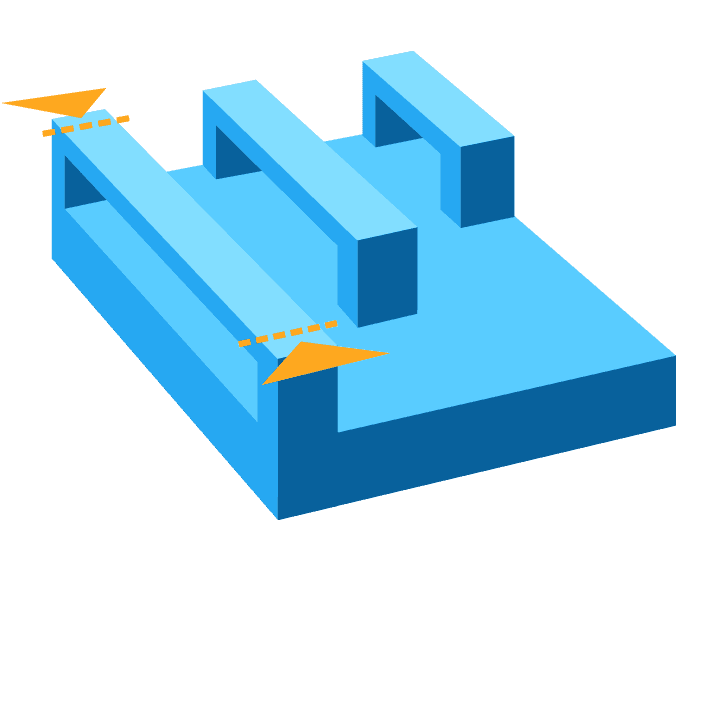
Maximale Länge nicht gestützter Überhänge
Empfohlen: 1,0 mm
Mit Überhang wird der Teil eines Modells bezeichnet, der parallel zur Druckplattform horizontal herausragt. Wir raten davon ab, derartige Teile ohne Stützen zu drucken, da die Schichten ihre Struktur nicht beibehalten können. Horizontale Überhänge verformen sich, wenn sie länger als 1 mm sind. Je länger der Überhang, umso mehr verformen sie sich. Damit die Überhänge in Ihrem Modell gestützt werden, können Sie in PreForm „Interne Stützstrukturen“ aktivieren.
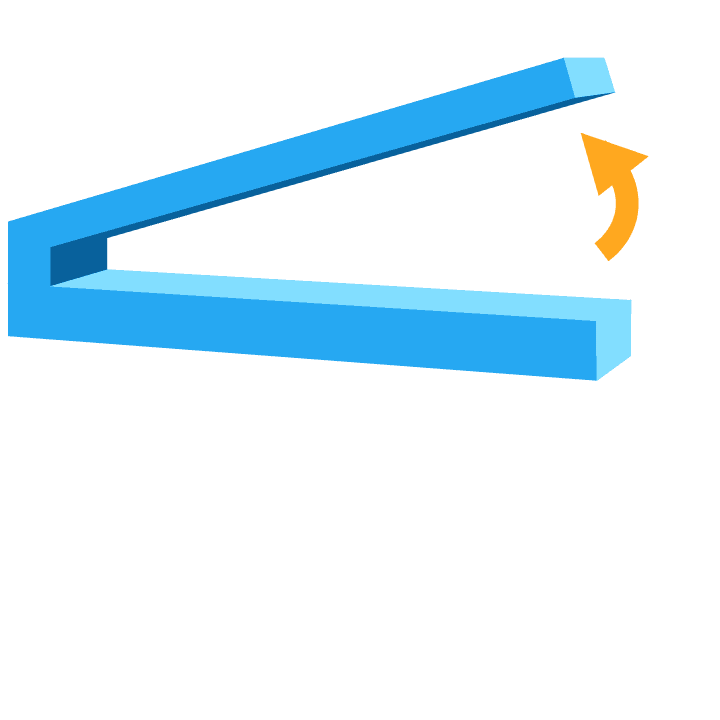
Mindestwinkel für nicht gestützte Überhänge
Empfohlen: 19° von der Ebene
(35 mm lang × 10 mm breit × 3 mm dick)
Der Überhangwinkel bezeichnet den Winkel der Horizontalen. Beträgt der Winkel beim Drucken weniger als 19°, kann der Überhang beim Ablösen des Modells abbrechen. Drehen Sie Ihr Modell, sodass flache Oberflächen durch Stützstrukturen gehalten werden, wenn sie sich nicht selbst stützen. Weitere Informationen finden Sie im Abschnitt „Flache Oberflächen im Winkel drucken“ im Artikel Modellausrichtung.
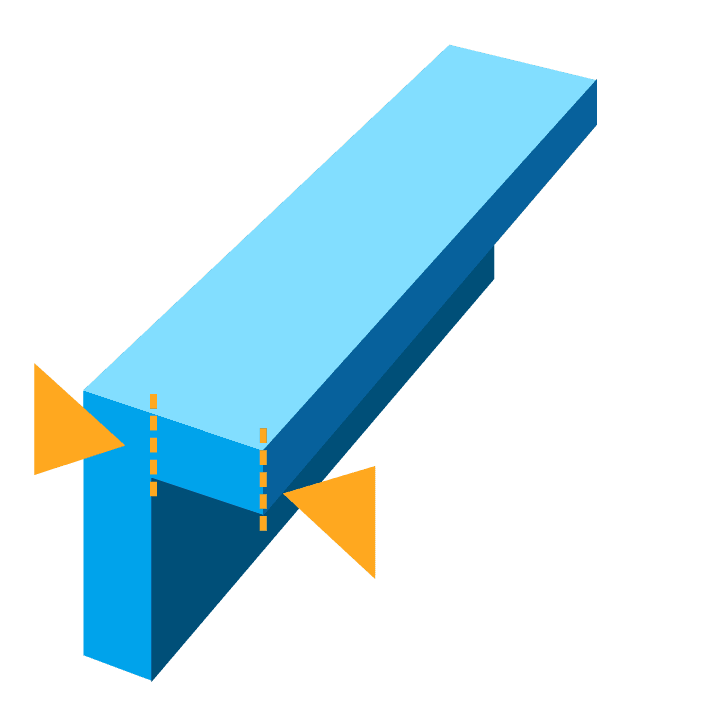
Maximale horizontale Stützbrücke
Empfohlen: 21 mm
(5 mm breit × 3 mm dick)
Eine Stützbrücke ist der Abstand zwischen zwei Hilfsstützen einer Struktur. Wir raten zwar von horizontalen Brücken ab, aber einige Geometrien lassen sich durchaus gut drucken. Beim Drucken eines Trägers von 5 mm Breite und 3 mm Dicke misslingt der Druck wahrscheinlich, wenn die Stützbrücke länger als 21 mm ist. Breitere Träger müssen kürzer sein, damit sie beim Ablösen nicht abbrechen.
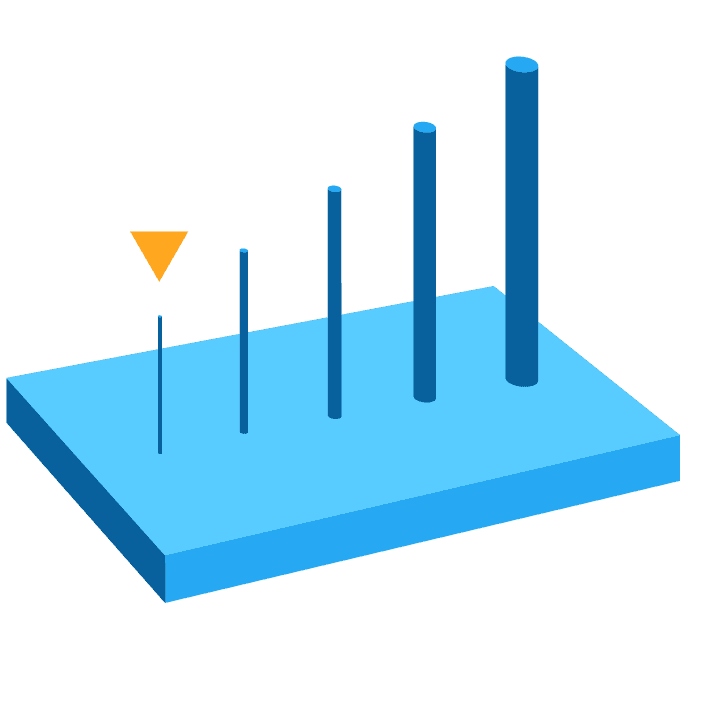
Mindestdurchmesser von vertikalen Drähten
Empfohlen: 0,3 mm (7 mm hoch) bis 1,5 mm (30 mm hoch)
Ein Draht ist ein Teil, das länger als seine doppelte Breite ist. Das Verhältnis ist entscheidend beim Drucken von Drähten: Bei einer Dicke von 0,3 mm kann das Druckmodell bis zu 7 mm hoch sein, bevor sich Wellen bilden. Drähte von 1,5 mm können ohne Defekt bis zu 30 mm hoch sein.
Hinweis: Waschen Von Dünnen Drähten
Ähnlich wie beim Waschen von dünnen Wänden müssen Sie beim Waschen dünner Drähte sehr vorsichtig vorgehen. Die Drähte können durch den Alkohol geschwächt und leicht beschädigt werden. Dies lässt sich beschränken, indem das Teil nur kurz in IPA eingetaucht wird.
Mindestwert für geprägte Details
Empfohlen: 0,1 mm
Geprägte Details sind geringfügig erhöhte Teile auf Ihrem Modell, wie z.B. Text. Beträgt die Dicke und Höhe dieser Details weniger als 0,1 mm, sind sie auf Ihrem Druckmodell evtl. nicht sichtbar.
Mindestwert für eingravierte Details
Empfohlen: 0,4 mm
Eingravierte Details sind Vertiefungen auf Ihrem Modell. Beträgt die Dicke und Höhe dieser Details weniger als 0,4 mm, sind sie evtl. nicht sichtbar, weil sie beim Druckprozess mit dem Rest des Modells verschmolzen werden.

Mindestabstand
Empfohlen: 0,5 mm
Der Abstand bezeichnet die Strecke zwischen zwei beweglichen Modellteilen (z. B. der Abstand zwischen Zahnrädern oder Gelenken). Beträgt der Abstand weniger als 0,5 mm, kann es zum Verschmelzen der Teile kommen.
Mindestdurchmesser für Aussparungen
Empfohlen: 0,5 mm
Aussparungen mit einem Durchmesser von weniger als 0,5 mm in der x-, y- und z-Achse werden beim Drucken möglicherweise verschmolzen.