

Design-Leitfaden des Form 4
Ein erfolgreicher 3D-Druck beginnt mit einem passenden Modelldesign. Befolgen Sie unsere bewährten Praktiken, um Entwürfe zu optimieren und Fehler zu vermeiden.
Design-Leitfaden des Form 4
Als PDF herunterladenEin erfolgreicher 3D-Druck beginnt mit einem passenden Modelldesign. Befolgen Sie unsere bewährten Praktiken, um Entwürfe zu optimieren und Fehler zu vermeiden.
Die unten aufgeführten empfohlenen Merkmalgrößen stellen die beabsichtigten Merkmalgrößen in Ihrem CAD-Modell dar. Die Vergleichstabelle am Ende des Artikels vergleicht diese mit dem Messwert der tatsächlichen gedruckten Merkmalsgröße, der im Test von Formlabs gemessen wurde. Die Abweichungen sind minimal und für das menschliche Auge im Allgemeinen nicht wahrnehmbar. Die Tabelle enthält auch einen Vergleich mit der Leistung des Form 3. Daraus wird ersichtlich, dass der Form 4 die vorgesehenen Merkmalgrößen genauer wiedergibt.
Die folgenden Richtlinien wurden unter Verwendung von Grey Resin von Formlabs auf dem Form 4 bei 50 Mikrometer Schichthöhe entwickelt. Bei anderen Formlabs-Harzen, Formlabs-Druckern oder Schichthöhen können leichte Abweichungen auftreten.
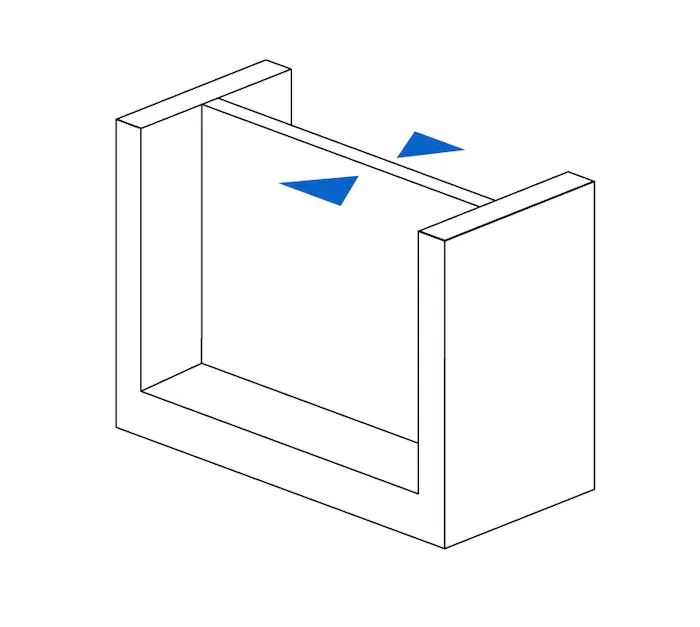
MINDESTSTÄRKE GESTÜTZTER WÄNDE
Empfohlen: 0,2 mm/200 Mikrometer
Eine gestützte Wand ist an zwei oder mehr Seiten mit anderen Wänden verbunden. Eine gestützte Wand mit einer Stärke von 0,2 mm oder weniger kann sich aufgrund der beim Ablösevorgang auf das Teil ausgeübten Abzugskräfte verformen.
Waschen Sie Teile mit dünnen Wänden vorsichtig, da sie während des Waschvorgangs Lösungsmittel wie IPA aufnehmen können. Längeres Eintauchen in eine Waschlösung kann zu einer Verformung des Teils führen. Minimieren Sie daher die Eintauchzeit des Teils in IPA, um diesen Effekt zu begrenzen.
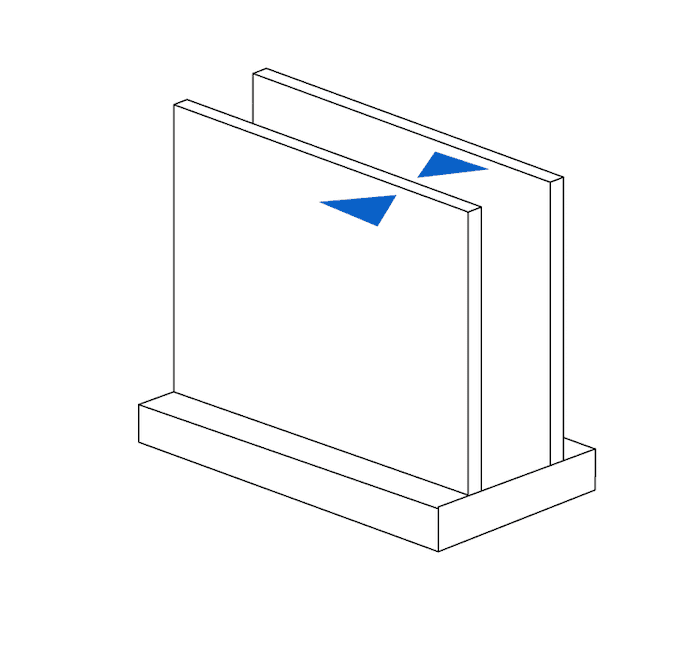
MINDESTSTÄRKE UNGESTÜTZTER WÄNDE
Empfohlen: 0,2 mm/200 Mikrometer
Eine ungestützte Wand ist an weniger als zwei Seiten mit anderen Wänden verbunden. Eine ungestützte Wand mit einer Stärke von 0,2 mm oder weniger kann sich beim Druck verformen oder vom Modell lösen.
Waschen Sie Teile mit dünnen Wänden vorsichtig, da sie während des Waschvorgangs Lösungsmittel wie IPA aufnehmen können. Längeres Eintauchen in eine Waschlösung kann zu einer Verformung des Teils führen. Minimieren Sie daher die Eintauchzeit des Teils in IPA, um diesen Effekt zu begrenzen.
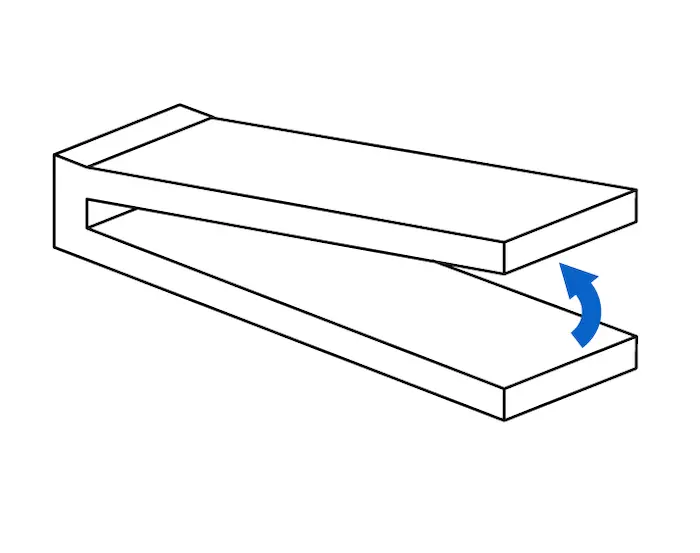
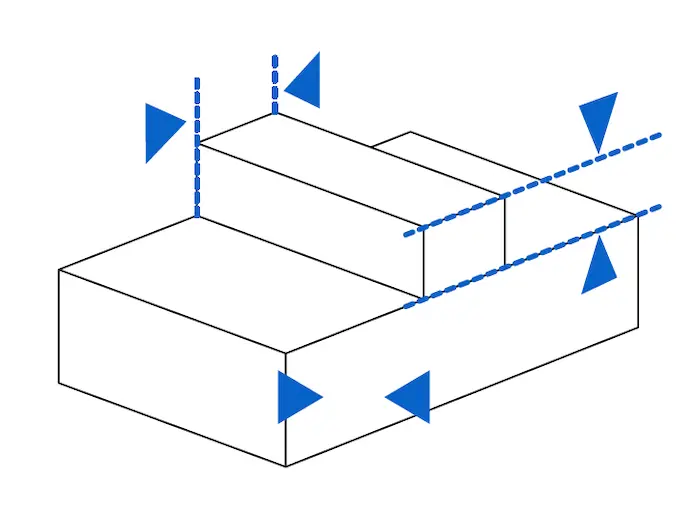
MAXIMALLÄNGE UNGESTÜTZTER ÜBERHÄNGE
Empfohlen: 5,0 mm/5000 Mikrometer
Ein Überhang bezeichnet einen Teil des Modells, der sich parallel zur Konstruktionsplattform erstreckt. Wir raten davon ab, derartige Merkmale ohne Stützstrukturen zu drucken, da die Schichten ihre Struktur nicht beibehalten können und sich darum häufig verziehen oder ablösen. Horizontale Überhänge von mehr als 5 mm bilden sich häufig nicht vollständig aus und verformen sich mit zunehmender Länge des Überhangs immer mehr. Ändern Sie die Ausrichtung des Modells oder klicken Sie auf Supports (Stützstrukturen) und wählen Sie Internal Supports (Interne Stützstrukturen) in PreForm, um sicherzustellen, dass Überhänge gestützt werden.
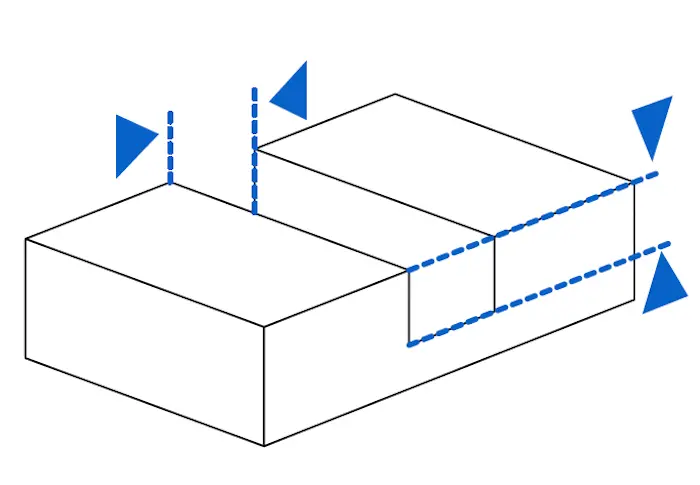
MINDESTWINKEL UNGESTÜTZTER ÜBERHÄNGE
Empfohlen: 10° von der Horizontalen
(35 mm lang x 10 mm breit x 3 mm dick)
Ein in einem Winkel von 10 Grad oder weniger eingestellter Überhang kann während des Ablösevorgangs vom Modell abbrechen. Befolgen Sie die Anweisungen im Supportartikel Verschieben und Drehen eines Modells in PreForm, um ebene Oberflächen selbsttragender zu machen.
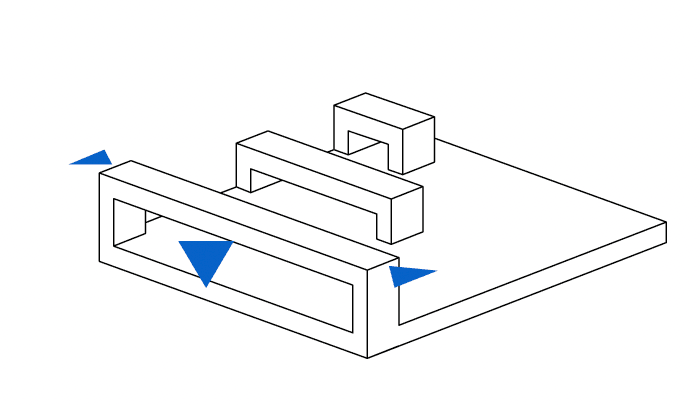
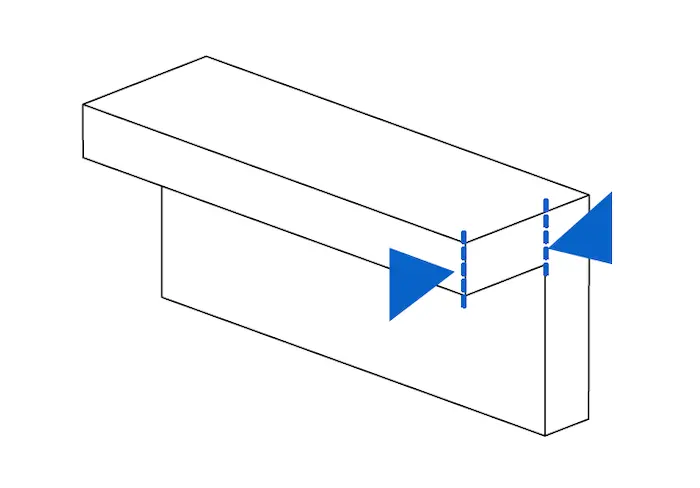
MAXIMALE HORIZONTALE STÜTZWEITE
Empfohlen: 29 mm/29 000 Mikrometer
(5 mm breit x 3 mm dick)
Die Stützweite ist der Abstand zwischen zwei Stützen. Es wird davon abgeraten, horizontale Stützweiten zu drucken, bestimmte Geometrien lassen sich jedoch erfolgreich umsetzen. Bei einem Balken mit einer Breite von 5 mm und einer Dicke von 3 mm können Stützweiten von mehr als 29 mm zu Fehldrucken führen. Breitere Balken müssen kürzer gehalten werden, um Fehldrucke zu vermeiden.
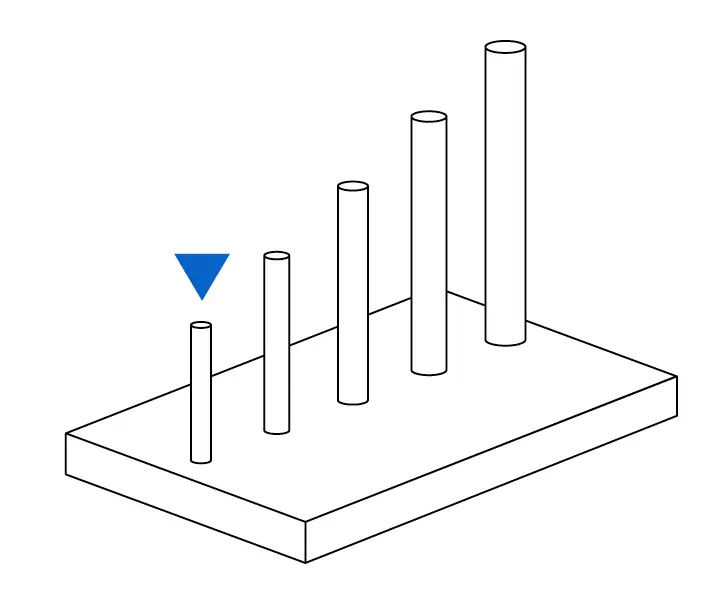
MINDESTDURCHMESSER VERTIKALER DRÄHTE
Empfohlen für einen 7 mm hohen Draht: 0,3 mm/300 Mikrometer Durchmesser
Empfohlen für einen 30 mm hohen Draht: 0,6 mm/600 Mikrometer Durchmesser
Ein Draht ist ein Merkmal, dessen Länge mehr als das Doppelte seiner Breite beträgt. Ein Draht mit einer Breite von 0,3 mm kann bis zu 7 mm hoch sein, bevor er sich zu verformen beginnt. In ähnlicher Weise kann ein Draht mit einer Breite von 0,6 mm bis zu 30 mm hoch sein, bevor er sich zu verformen beginnt.
Seien Sie besonders vorsichtig, wenn Sie dünne Drähte waschen. Diese werden durch IPA geschwächt und können leicht beschädigt werden. Indem Sie die Eintauchzeit des Teils in IPA minimieren, wird dieser Effekt begrenzt.
MINDESTWERT FÜR GEPRÄGTE DETAILS
Empfohlen: 0,1 mm/100 Mikrometer
Geprägte Details sind flache, erhabene Merkmale auf der Oberfläche eines Modells, wie etwa Text. Details, die weniger als 0,1 mm breit und 0,1 mm hoch sind, sind auf dem fertigen Druck möglicherweise nicht sichtbar.
MINDESTWERT FÜR EINGRAVIERTE DETAILS
Empfohlen: 0,15 mm/150 Mikrometer
Eingravierte Details sind vertiefte Merkmale auf der Oberfläche eines Modells. Details, die weniger als 0,15 mm tief und 0,15 mm breit sind, können beim Druck mit dem Rest des Modells verschmelzen.
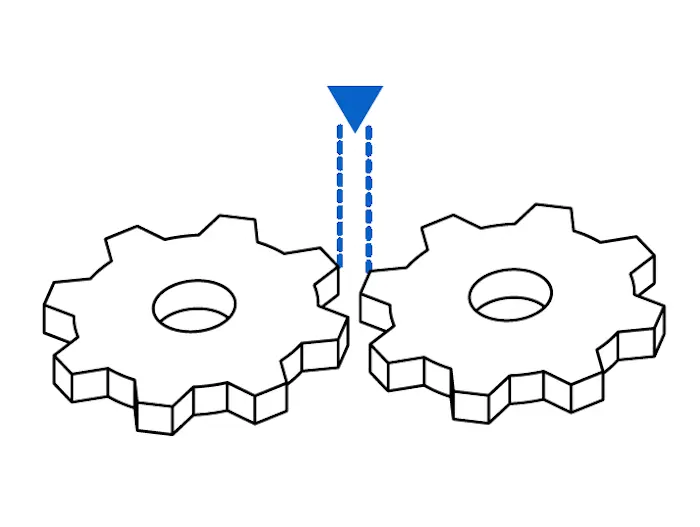
MINDESTABSTAND
Empfohlen: 0,4 mm/400 Mikrometer
Dies bezeichnet den Abstand zwischen zwei Teilen eines Modells (z. B. der Abstand zwischen zwei Zahnrädern). Druckteile können miteinander verschmelzen, falls dieser Abstand weniger als 0,4 mm beträgt.
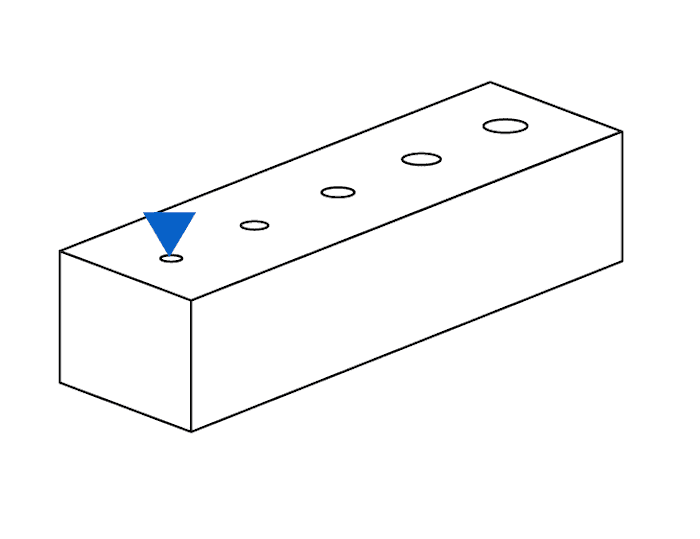
MINDESTDURCHMESSER FÜR LÖCHER
Empfohlen: 0,5 mm/500 Mikrometer
Löcher mit einem Durchmesser von weniger als 0,5 mm in der X-, Y- und Z-Achse werden beim Drucken möglicherweise verschmolzen.
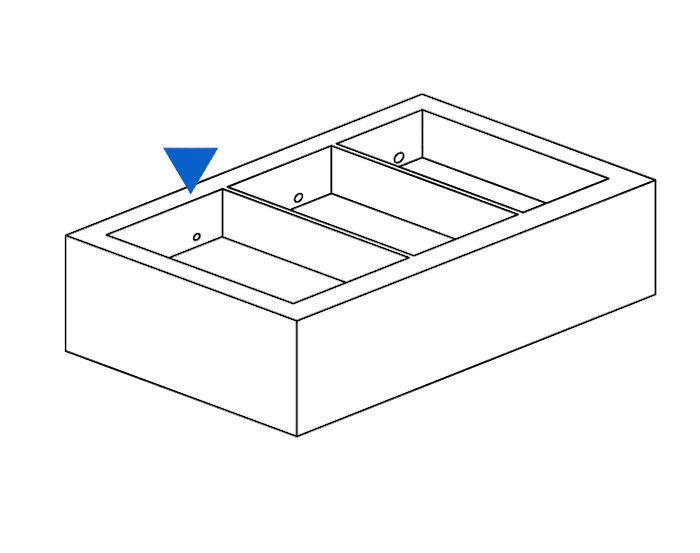
MINDESTDURCHMESSER FÜR ABLAUFLÖCHER
Empfohlen: 0,75 mm/750 Mikrometer Durchmesser
Bei Modellen mit vollständig geschlossenen Hohlräumen (z. B. eine Hohlkugel oder ein Hohlzylinder, der direkt auf der Konstruktionsplattform gedruckt wird) werden Ablauflöcher empfohlen, damit das Kunstharz austreten kann. Ohne Ablauflöcher mit einem Durchmesser von mindestens 0,75 mm können Harz oder Luft im Druckteil eingeschlossen werden, was zu Hohlkörperausbrüchen führen kann.

Beratung buchen
Kontaktieren Sie unser Expertenteam für 3D-Druck für eine persönliche Beratung zur passenden Lösung für Ihr Geschäft, eine Analyse Ihrer Kapitalrendite, Testdrucke und vieles mehr.
Typische Maßtoleranzen
Zur Orientierung finden Sie hier eine Liste mit typischen Maßtoleranzen für Drucker der Generation Form 4. Ein Testmodell mit verschiedenen Merkmalgrößen wurde auf drei verschiedenen Druckern mit Grey Resin und 100 µm Schichthöhe gedruckt und fünf Minuten lang bei Raumtemperatur nachgehärtet.
• Merkmale von 1 bis 30 mm: ±0,15 % (untere Grenze: ±0,02 mm)
• Merkmale von 31 bis 80 mm: ±0,2 % (untere Grenze: ±0,06 mm)
• Merkmale von 81 bis 150 mm: ±0,3 % (untere Grenze: ±0,15 mm)
Form 4 und Form 3 im Vergleich
Die folgende Tabelle vergleicht die empfohlenen Designwerte oder die vorgesehene CAD-Merkmalgröße mit dem Messwert der tatsächlichen gedruckten Merkmalgröße, der beim Formlabs-Test gemessen wurde. Je näher die gedruckte Merkmalgröße an der vorgesehenen CAD-Merkmalgröße liegt, desto präziser ist ein Drucker. Die Abweichungen in der vorgesehenen CAD-Merkmalsgröße und den gedruckten Merkmalsgrößen sind minimal und für das menschliche Auge im Allgemeinen nicht wahrnehmbar. Die folgenden Erkenntnisse gelten für die Drucker der Generationen Form 4 und Form 3:
- Die empfohlenen Designwerte für minimale Merkmalsgrößen haben sich zwischen Form 4 und Form 3 nicht geändert.
- Der Form 4 druckt die empfohlenen Designwerte oder vorgesehenen CAD-Merkmalsgrößen im Vergleich zu Form-3-Druckern genauer.
|
FORM 4 / FORM 4B GREY RESIN V5 BEI 50 MIKROMETERN (STANDARD) |
FORM 3 / FORM 3B GREY RESIN V4 BEI 50 MIKROMETERN (STANDARD) |
|||
|
Vorgesehene CAD-Merkmalgröße |
Tatsächliche gedruckte Merkmalgröße |
Vorgesehene CAD-Merkmalgröße |
Tatsächliche gedruckte Merkmalgröße |
|
|
Mindestwandstärke gestützte Wand |
0,2 mm |
0,17 mm |
0,2 mm |
0,25 mm |
|
Mindestwandstärke ungestützte Wand |
0,2 mm |
0,18 mm |
0,2 mm |
0,26 mm |
|
Maximallänge ungestützter Überhang |
5,0 mm |
5,0 mm |
5,0 mm |
5,03 mm |
|
Mindestwinkel ungestützter Überhang |
10° |
10° |
10° |
10° |
|
Maximallänge horizontale Stützweite |
29 mm |
29,00 mm |
29 mm |
29,00 mm |
|
Mindestdurchmesser vertikaler Draht |
0,3 mm (7 mm Höhe) 0,6 mm (30 mm Höhe) |
0,2 mm 0,59 mm |
0,3 mm (7 mm Höhe) 0,6 mm (30 mm Höhe) |
0,35 mm 0,68 mm |
|
Mindestwert geprägter Details |
0,1 mm |
0,13 mm |
0,1 mm |
0,24 mm |
|
Mindestwert eingravierter Details |
0,15 mm |
0,15 mm |
0,15 mm |
0,14 mm |
|
Mindestabstand |
0,4 mm |
0,34 mm |
0,4 mm |
0,15 mm |
|
Mindestlochdurchmesser |
0,5 mm |
0,42 mm |
0,5 mm |
0,26 mm |
|
Mindestlochdurchmesser Ablaufloch |
0,75 mm |
0,91 mm |
0,75 mm |
0,90 mm |

Kostenlosen Probedruck anfordern
Sehen und fühlen Sie die Qualität von Formlabs aus erster Hand. Wir schicken Ihnen einen kostenlosen Probedruck an Ihren Arbeitsplatz.