
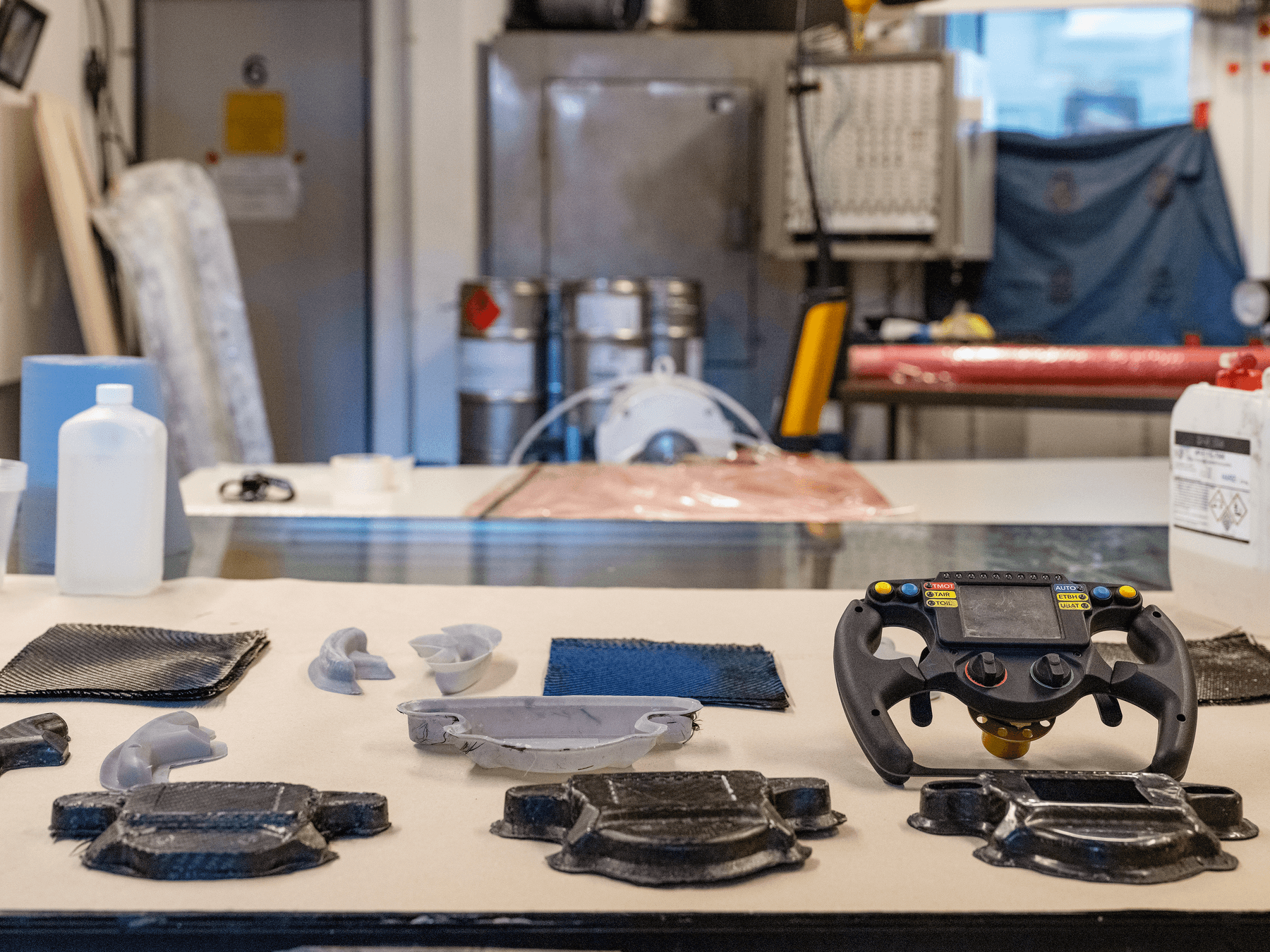
Fabricación de piezas compuestas
Fabricación de piezas compuestas
Los composites son materiales muy versátiles y eficientes, que combinan dos o más materiales para mejorar cualidades y características como la resistencia, la eficiencia o la durabilidad. Los composites están formados por un refuerzo de fibra o partículas mantenido unido por una matriz compuesta de polímero, metal o cerámica. La resina también se puede utilizar para mantener unidas estas fibras y crear un composite rígido. Los polímeros reforzados con fibras (FRP, por sus siglas en inglés) dominan el mercado y han fomentado el crecimiento de nuevas aplicaciones en varios sectores.
Fabricar polímeros reforzados con fibras es un proceso que requiere mucha habilidad y trabajo, y que se usa tanto en la producción de piezas únicas como en la producción por lotes. Los tiempos de los ciclos van desde una hora a 150 horas según el tamaño y complejidad de la pieza. En la fabricación de plásticos reforzados con fibra, las fibras rectas continuas se unen en la matriz para formar capas individuales, que se laminan capa a capa sobre la pieza final.
El proceso de incorporación de las fibras influye en gran medida en el rendimiento de la pieza. A las resinas termoendurecibles se les da forma junto con el refuerzo dentro de una herramienta o molde para formar un producto robusto. Existen diversas técnicas de laminación, que pueden dividirse en tres tipos principales:
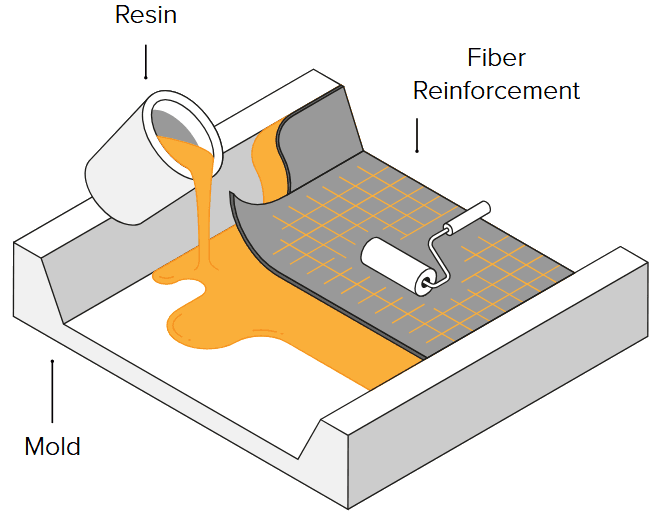
Colocación en húmedo
La fibra se corta y se coloca en el molde, después se aplica la resina con un cepillo, rodillo o una pistola pulverizadora.
Preimpregnado
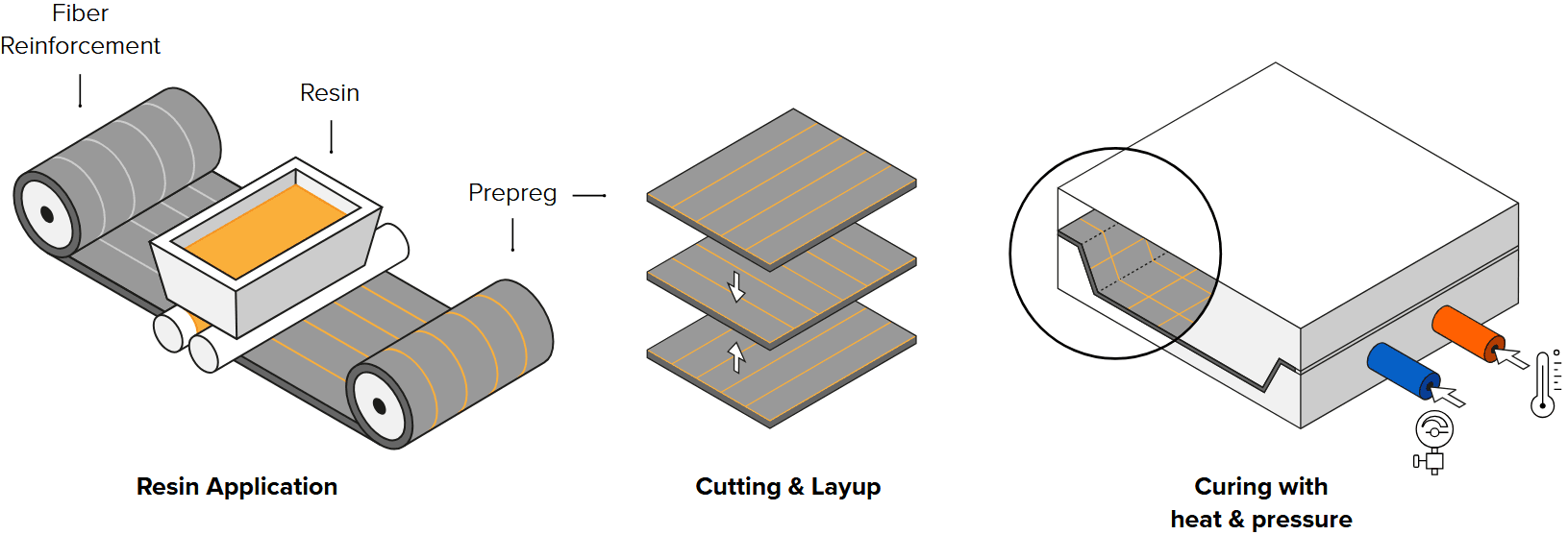
La resina se infunde en la fibra con antelación y luego se almacena en frío para inhibir el curado. A continuación, las láminas de prepreg se introducen en el molde y se curan con calor y presión en una autoclave. Este proceso controla con precisión la cantidad de resina, pero es la técnica más cara para crear piezas compuestas.
Moldeado por transferencia de resina (RTM)
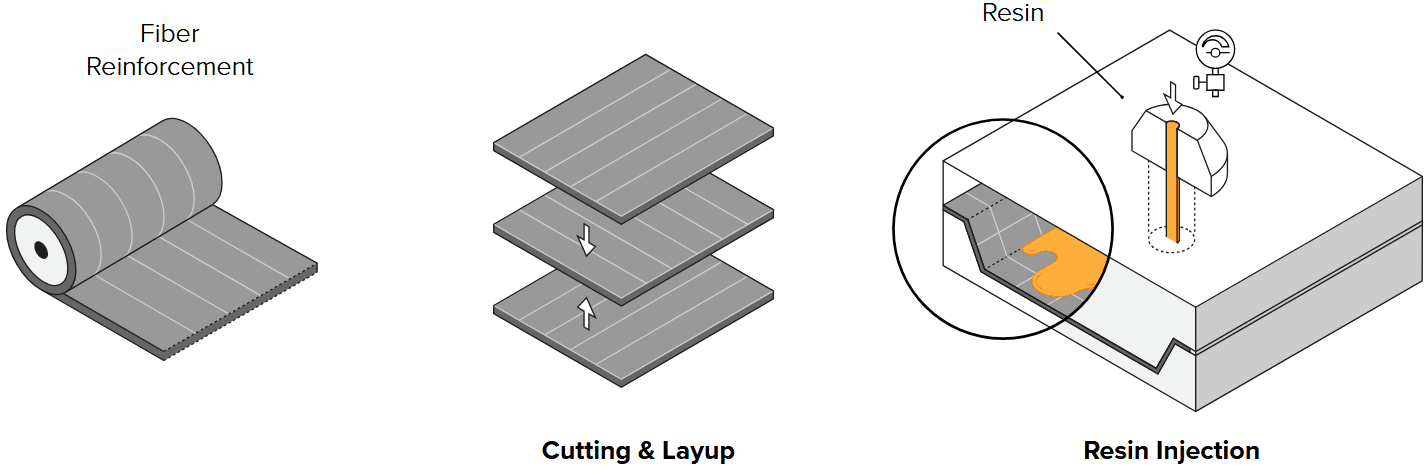
La fibra seca se introduce en un molde de dos partes. El molde se cierra con abrazaderas antes de forzar la resina a entrar a alta presión en la cavidad. Normalmente, este proceso es automático y se usa para la fabricación de alto volumen.
La mayoría de los moldes para la fabricación de plásticos reforzados con fibra se producen a partir de cera, espuma, madera, plástico o metal mediante mecanizado CNC o artesanía. Tanto los procesos de trabajo manuales como los que utilizan máquinas CNC requieren trabajadores cualificados y ofrecen poca flexibilidad en las iteraciones de diseño y los ajustes de los moldes. La impresión 3D ofrece una solución para producir moldes y patrones rápidamente y a bajo coste. Sustituir las herramientas metálicas por piezas de plástico impresas internamente acorta el tiempo de producción y amplía la flexibilidad de diseño.
Materiales recomendados por Formlabs
La tecnología de impresión 3D crea piezas con un acabado superficial muy liso, que es esencial para un molde de conformado. Permite crear geometrías complejas con un gran nivel de precisión. La gama de resinas y polvos de Formlabs incluye materiales de ingeniería con propiedades mecánicas y térmicas que se adaptan bien a la fabricación de moldes y patrones.
| Material | Proceso | Detalles |
|---|---|---|
| High Temp Resin | Preimpregnado | Temperatura de deflexión térmica (HDT) de 238 °C a 0,45 MPa. Capaz de soportar el calor y la presión de un autoclave. Muestra una buena rigidez para mantener la forma durante la operación y un gran nivel de detalle. |
| Tough 1500 Resin | Laminado en húmedo | Módulo de resistencia a la tracción de 1,5 GPa y alargamiento de rotura del 51 %. Fuerte y con capacidad de soporte durante el laminado, pero lo bastante flexible como para separar la pieza del molde después del curado. |
| Tough 2000 Resin | Laminado en húmedo | Más robusta que la Tough 1500 Resin, es una buena opción para piezas de mayor tamaño. |
| Rigid 10K Resin | Laminado en húmedo Preimpregnado | Temperatura de deflexión térmica (HDT) de 218 °C a 0,45 MPa y un módulo de resistencia a la flexión de 10 000 MPa. Un material de moldeo resistente, extremadamente rígido y estable a nivel térmico que mantiene su forma bajo presión y temperatura. |
| Nylon 12 Powder (SLS) | Laminado en húmedo | Resistencia a los impactos, alto nivel de detalle y gran precisión dimensional. Gran rigidez y durabilidad. |
Consideraciones de diseño
Al diseñar una pieza impresa para la fabricación de piezas compuestas, sigue las buenas prácticas de Formlabs para la fabricación aditiva y las reglas generales para el diseño de moldes.
Recomendaciones generales:
- Diseña las piezas con ángulos de desmoldeo de 2-3°
- Redondea los bordes
- Establece un radio mínimo adecuado para el grosor de tu material, para ayudar a que las fibras se alineen en las esquinas evitando la inclusión de aire y para crear piezas de calidad repetible
- Incluye pasadores de localización y hendiduras para moldes que requieran una alineación precisa
- Incluye un margen de sobrepasado de la superficie
- Añade líneas de recorte
Consideraciones de impresión
Sigue las buenas prácticas de Formlabs para la orientación de los modelos y evita imprimir soportes en las superficies de moldeo. Si la geometría lo permite, imprime el molde en el borde directamente sobre la base de impresión para reducir la deformación. Una impresión sin soportes también ahorra tiempo de impresión, trabajo manual y resina. Elige una superficie de base que minimice las proyecciones.
- Imprime con la altura de capa más pequeña posible para optimizar la resolución y el paso de desmoldeo.
- Evita colocar soportes en las superficies de moldeo para obtener un mejor acabado de la superficie.
Consideraciones sobre el posacabado
Sigue las buenas prácticas de Formlabs para el lavado y el poscurado de las impresiones. Consulta los artículos individuales de cada material para conocer las instrucciones específicas de lavado y curado.
Recomendaciones generales:
- Lija y pule las superficies del molde para reducir la fricción y mejorar la liberación de las piezas.
- Utiliza un agente desmoldante compatible con la matriz compuesta para facilitar el proceso de desmoldeo.
Recomendaciones para el laminado en húmedo:
- Sigue atentamente las instrucciones del fabricante de la resina y lee la ficha de datos de seguridad antes de utilizarla.
- Para evitar la inclusión de aire en las piezas: después de agitar y mezclar la resina, espera dos minutos para que esta se asiente y el aire salga de ella. Repite el proceso después de aplicar la primera capa de resina. Si quedan pequeñas burbujas de aire, se pueden pulir y sellar en el posacabado.
- Realiza un curado de 48 horas en una bolsa de vacío.
- Lija todos los bordes para terminar.
Para obtener más información sobre el proceso de laminado en húmedo, consulta el libro blanco Fabricación de piezas de fibra de carbono con moldes impresos en 3D.
Recomendaciones para el prepreg:
- Cubre el molde con cinta Kapton para renovar la superficie en cada iteración de moldeo.
- Sigue atentamente las instrucciones del fabricante del autoclave y lee la ficha de datos de seguridad antes de utilizarlo.
- Coloca los moldes en una bolsa de vacío antes de curarlos en la autoclave.
- Los moldes impresos con la High Temp Resin toleran un curado lento a 38 °C durante 10 horas o, alternativamente, un curado rápido a 126 °C durante 1 hora sin sufrir daños.
- Recorta los bordes para terminar.
Si necesitas más información sobre el proceso de prepreg, consulta el libro blanco Fabricación de piezas de fibra de carbono con moldes impresos en 3D.
Recomendaciones y limitaciones para el uso final
La fabricación de polímero reforzado con fibras es un proceso de trabajo intensivo, complejo, pero aún así emocionante. El uso de moldes y patrones impresos en 3D permite a las empresas reducir la complejidad del proceso de trabajo, ampliar la flexibilidad y las oportunidades de diseño y reducir los costes y los plazos de entrega. Se recomienda especialmente para:
- Producción a pequeña escala de piezas con geometrías complejas y alta precisión.
- Producción de moldes de bajo coste para la fabricación de piezas compuestas que es más rápida que los métodos tradicionales de CNC.
- Iteración rápida del diseño y personalización de piezas.
Algunas limitaciones son las siguientes:
- No todas las piezas impresas mediante SLA son compatibles con el uso en autoclaves. Consulta las propiedades de los materiales de cada resina antes de utilizarlas.
- La exposición repetida al disolvente puede degradar las piezas impresas mediante SLA.
- Los moldes suelen durar entre 10 y 15 usos antes de que aparezcan signos de desgaste; no se recomienda para la producción de grandes volúumenes.
Recursos adicionales